Устройство для электролитно-плазменного полирования внутренних полостей электропроводного изделия
Номер патента: 14333
Опубликовано: 30.04.2011
Авторы: Куликов Иван Семенович, Каменев Анатолий Яковлевич, Кревсун Эдуард Павлович
Текст
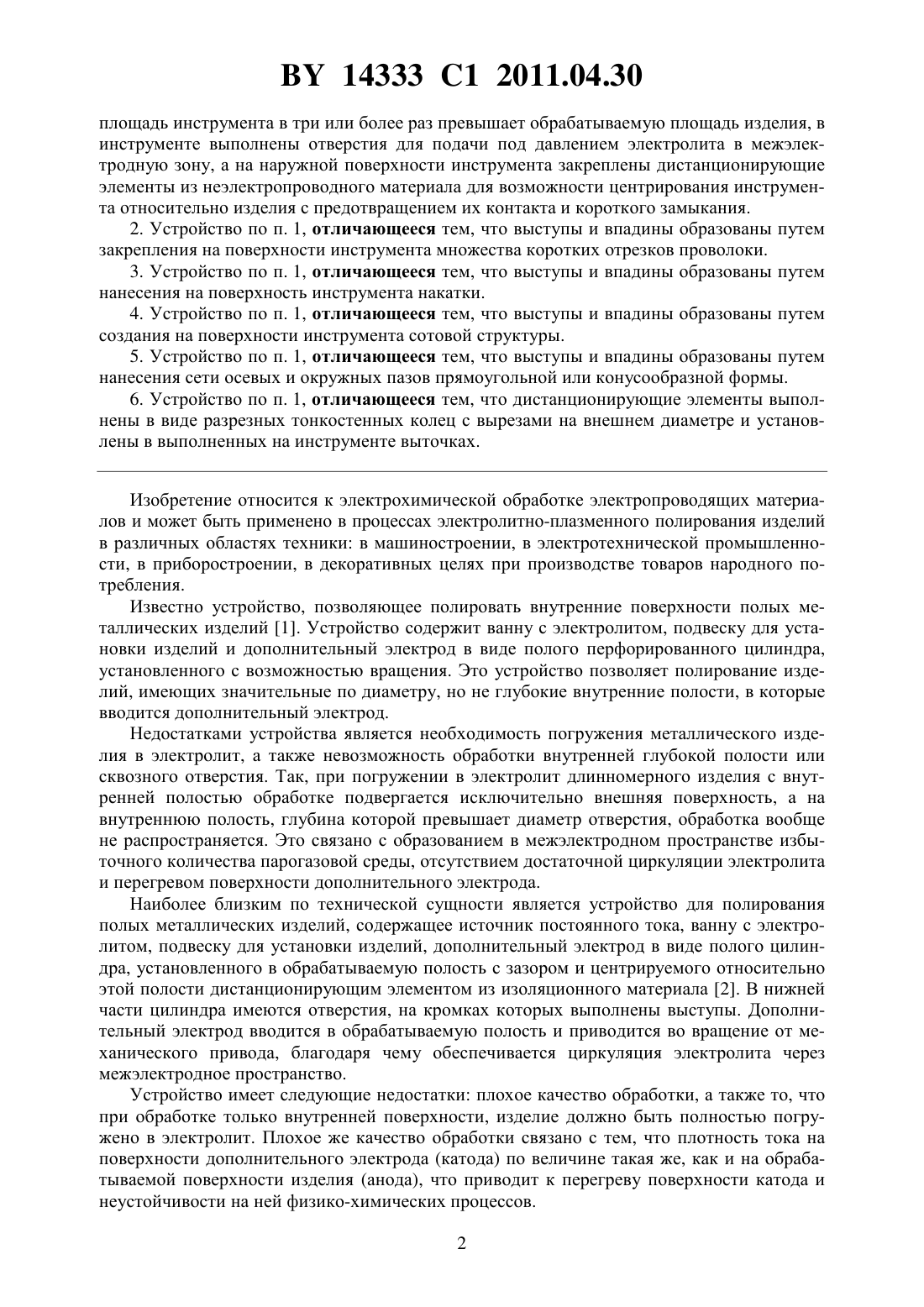
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ВНУТРЕННИХ ПОЛОСТЕЙ ЭЛЕКТРОПРОВОДНОГО ИЗДЕЛИЯ(71) Заявитель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(72) Авторы Кревсун Эдуард Павлович Куликов Иван Семенович Каменев Анатолий Яковлевич(73) Патентообладатель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(57) 1. Устройство для электролитно-плазменного полирования внутренних полостей электропроводного изделия, содержащее источник постоянного тока, положительный полюс которого выполнен с возможностью соединения с изделием, а отрицательный - с инструментом, при этом инструмент выполнен с возможностью расположения в обрабатываемой внутренней полости изделия с зазором для образования межэлектродной зоны, отличающееся тем, что на поверхности инструмента выполнены выступы и впадины, благодаря чему 14333 1 2011.04.30 площадь инструмента в три или более раз превышает обрабатываемую площадь изделия, в инструменте выполнены отверстия для подачи под давлением электролита в межэлектродную зону, а на наружной поверхности инструмента закреплены дистанционирующие элементы из неэлектропроводного материала для возможности центрирования инструмента относительно изделия с предотвращением их контакта и короткого замыкания. 2. Устройство по п. 1, отличающееся тем, что выступы и впадины образованы путем закрепления на поверхности инструмента множества коротких отрезков проволоки. 3. Устройство по п. 1, отличающееся тем, что выступы и впадины образованы путем нанесения на поверхность инструмента накатки. 4. Устройство по п. 1, отличающееся тем, что выступы и впадины образованы путем создания на поверхности инструмента сотовой структуры. 5. Устройство по п. 1, отличающееся тем, что выступы и впадины образованы путем нанесения сети осевых и окружных пазов прямоугольной или конусообразной формы. 6. Устройство по п. 1, отличающееся тем, что дистанционирующие элементы выполнены в виде разрезных тонкостенных колец с вырезами на внешнем диаметре и установлены в выполненных на инструменте выточках. Изобретение относится к электрохимической обработке электропроводящих материалов и может быть применено в процессах электролитно-плазменного полирования изделий в различных областях техники в машиностроении, в электротехнической промышленности, в приборостроении, в декоративных целях при производстве товаров народного потребления. Известно устройство, позволяющее полировать внутренние поверхности полых металлических изделий 1. Устройство содержит ванну с электролитом, подвеску для установки изделий и дополнительный электрод в виде полого перфорированного цилиндра,установленного с возможностью вращения. Это устройство позволяет полирование изделий, имеющих значительные по диаметру, но не глубокие внутренние полости, в которые вводится дополнительный электрод. Недостатками устройства является необходимость погружения металлического изделия в электролит, а также невозможность обработки внутренней глубокой полости или сквозного отверстия. Так, при погружении в электролит длинномерного изделия с внутренней полостью обработке подвергается исключительно внешняя поверхность, а на внутреннюю полость, глубина которой превышает диаметр отверстия, обработка вообще не распространяется. Это связано с образованием в межэлектродном пространстве избыточного количества парогазовой среды, отсутствием достаточной циркуляции электролита и перегревом поверхности дополнительного электрода. Наиболее близким по технической сущности является устройство для полирования полых металлических изделий, содержащее источник постоянного тока, ванну с электролитом, подвеску для установки изделий, дополнительный электрод в виде полого цилиндра, установленного в обрабатываемую полость с зазором и центрируемого относительно этой полости дистанционирующим элементом из изоляционного материала 2. В нижней части цилиндра имеются отверстия, на кромках которых выполнены выступы. Дополнительный электрод вводится в обрабатываемую полость и приводится во вращение от механического привода, благодаря чему обеспечивается циркуляция электролита через межэлектродное пространство. Устройство имеет следующие недостатки плохое качество обработки, а также то, что при обработке только внутренней поверхности, изделие должно быть полностью погружено в электролит. Плохое же качество обработки связано с тем, что плотность тока на поверхности дополнительного электрода (катода) по величине такая же, как и на обрабатываемой поверхности изделия (анода), что приводит к перегреву поверхности катода и неустойчивости на ней физико-химических процессов. 2 14333 1 2011.04.30 Опыт использования электролитно-плазменной полировки свидетельствует о том, что площадь поверхности катода должна в три и более раз превышать площадь поверхности анода. Это положение всегда реализуется при полировке наружных поверхностей изделий, когда в качестве катода служит корпус ванны, площадь которого намного превышает площадь поверхности обрабатываемого изделия. Задачей настоящего изобретения является создание устройства для электролитноплазменного полирования более высокого качества (по критериям чистоты поверхности и равномерности съема металла) внутренних полостей (в том числе отверстий) электропроводных изделий. Поставленная задача решается тем, что в устройстве для электролитно-плазменного полирования внутренних полостей электропроводного изделия, содержащем источник постоянного тока, положительный полюс которого выполнен с возможностью соединения с изделием, а отрицательный - с инструментом, при этом инструмент выполнен с возможностью расположения в обрабатываемой внутренней полости изделия с зазором для образования межэлектродной зоны, на поверхности инструмента выполнены выступы и впадины, благодаря чему площадь инструмента в три и более раз превышает обрабатываемую площадь изделия, в инструменте выполнены отверстия для подачи под давлением электролита в межэлектродную зону, а на наружной поверхности инструмента закреплены дистанционирующие элементы из неэлектропроводного материала для возможности центрирования инструмента относительно изделия с предотвращением их контакта и короткого замыкания. Кроме того, выступы и впадины образованы путем закрепления на поверхности инструмента множества коротких отрезков проволоки, или путем нанесения на поверхность инструмента накатки, или путем создания на поверхности инструмента сотовой структуры, или путем нанесения сети осевых и окружных пазов прямоугольной или конусообразной формы. Причем дистанционирующие элементы выполнены в виде разрезных тонкостенных колец с вырезами на внешнем диаметре и установлены в выполненных на инструменте выточках. На чертеже изображен общий вид заявляемого устройства. Предлагаемое устройство для электролитно-плазменного полирования внутренних полостей электропроводного изделия содержит сборник электролита 1, обрабатываемое изделие 2, изолирующую втулку 3, инструмент 4, манипулятор 5, источник постоянного тока 6, бак с электролитом 7, насос 8, теплообменник 9, дистанционирующие элементы 10,выступы и впадины 11, парогазовый слой 12, возникающий в рабочем режиме, заполненную текущим электролитом межэлектродную зону 13. Положительный полюс источника постоянного тока 6 через элементы манипулятора 5 соединен с изделием 2, а отрицательный полюс - с инструментом 4, при этом инструмент 4 выполнен с возможностью расположения в обрабатываемой внутренней полости изделия 2 с зазором для образования межэлектродной зоны 13. На поверхности инструмента 4 выполнены выступы и впадины 11, благодаря чему площадь инструмента в три и более раз превышает обрабатываемую площадь изделия 2. В инструменте 4 выполнены отверстия для подачи под давлением электролита в межэлектродную зону 13, а на наружной поверхности инструмента закреплены дистанционирующие элементы 10 из неэлектропроводного материала для возможности центрирования инструмента 4 относительно изделия 2 с предотвращением их контакта и короткого замыкания. Кроме того, выступы и впадины 11 могут быть образованы путем закрепления на поверхности инструмента 4 множества коротких отрезков проволоки или путем нанесения на поверхность инструмента 4 накатки, или путем создания на поверхности инструмента 4 сотовой структуры, или путем нанесения сети осевых и окружных пазов прямоугольной или конусообразной формы. Причем дистанционирующие элементы 10 могут быть выполнены в виде разрезных тонкостенных колец с вырезами на внешнем диаметре и установлены в выполненных на инструменте 4 выточках. 3 14333 1 2011.04.30 В предлагаемом устройстве предусмотрена возможность при необходимости с помощью манипулятора 5 в рабочем режиме задавать изделию 2 возвратно-поступательное и вращательное движения для увеличения равномерности съема металла по площади обрабатываемой поверхности. Предлагаемое устройство работает следующим образом. Обрабатываемое изделие 2, у которого необходимо обработать внутреннюю поверхность, с помощью манипулятора 5 устанавливается на инструмент 4 до упора в изолирующую втулку 3. Затем включается насос 8, который подает электролит из бака 7 через теплообменник 9 в отверстия инструмента 4. Теплообменник 9 поддерживает рабочую температуру электролита (обычно 70 С). Электролит под давлением поступает (показано на чертеже стрелками) в межэлектродную зону 13, сливается в сборник 1 и возвращается в бак 7. После этого включается источник постоянного тока 6, который подает напряжение (обычно 240-320 В) на инструмент 4 и изделие 2. При этом вблизи обрабатываемой поверхности изделия образуется парогазовый слой 12 с потоком плазмы. Начинается процесс съема металла. Благодаря наличию выступов и впадин 11 на рабочей поверхности инструмента 4 процесс обработки протекает спокойно, а качество обработки существенно улучшается. Изготовление предлагаемого устройства предполагает использование известных материалов, традиционных технологических процессов и оборудования, что свидетельствует о возможности промышленной реализации изобретения. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C25F 3/00
Метки: электролитно-плазменного, внутренних, полостей, электропроводного, изделия, устройство, полирования
Код ссылки
<a href="https://by.patents.su/4-14333-ustrojjstvo-dlya-elektrolitno-plazmennogo-polirovaniya-vnutrennih-polostejj-elektroprovodnogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Устройство для электролитно-плазменного полирования внутренних полостей электропроводного изделия</a>
Устройство для электролитно-плазменного полирования металлического изделия
Номер патента: 13937
Опубликовано: 30.12.2010
Авторы: Каменев Анатолий Яковлевич, Кревсун Эдуард Павлович, Ермаков Владимир Леонидович, Куликов Иван Семенович
МПК: B23H 3/00, C25F 3/00, C25F 1/00...
Метки: устройство, металлического, полирования, изделия, электролитно-плазменного
Текст:
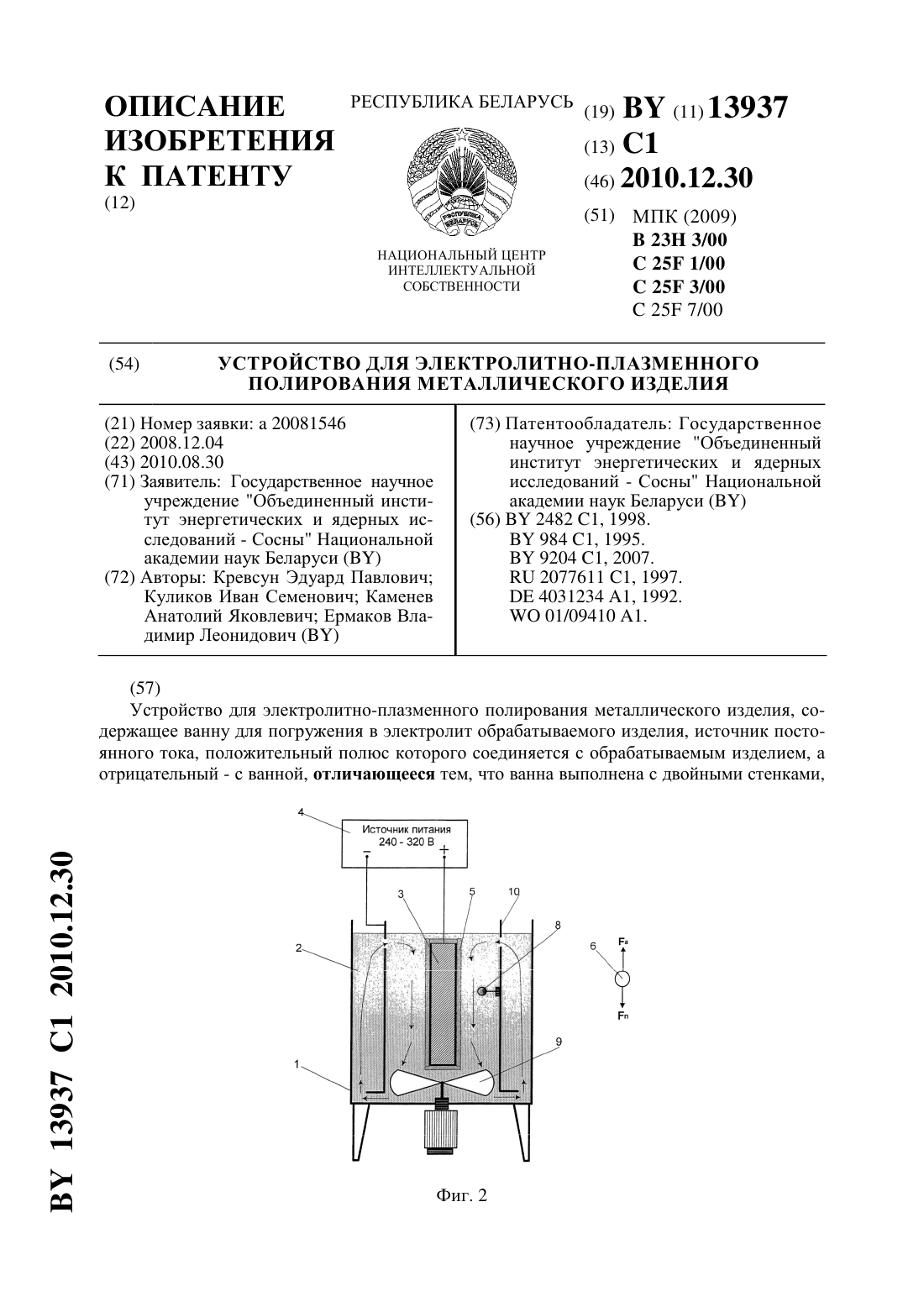
...изобретения является создание устройства для электролитноплазменного полирования металлических изделий, которое обеспечило бы условия для равномерного съема металла по всей поверхности обрабатываемого изделия. Поставленная задача решается тем, что в устройстве для электролитно-плазменного полирования металлического изделия, содержащем ванну для погружения в электролит 2 13937 1 2010.12.30 обрабатываемого изделия, источник постоянного...
Способ электролитно-плазменного полирования металлического изделия
Номер патента: 11809
Опубликовано: 30.04.2009
Авторы: Кревсун Эдуард Павлович, Каменев Анатолий Яковлевич, Куликов Иван Семенович, Ермаков Владимир Леонидович
МПК: C25F 3/00
Метки: электролитно-плазменного, полирования, способ, металлического, изделия
Текст:
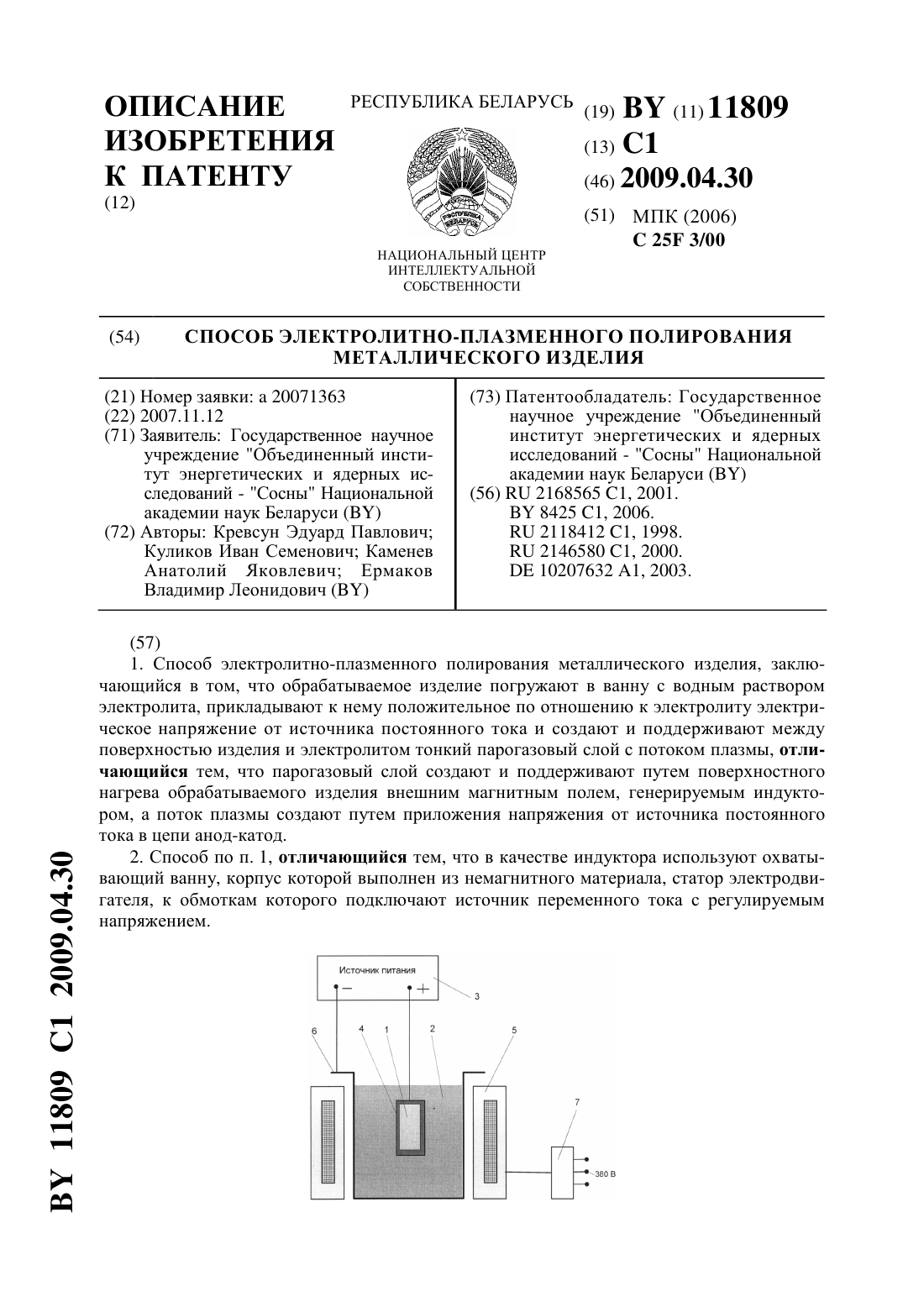
...Недостаток способа-прототипа проявляется в том, что в связи с трудностью обеспечения оптимального состояния парогазового слоя при изменении температуры электролита и напряжения в цепи анод-катод ограничиваются качество обработки и круг обрабатываемых материалов. Задачей настоящего изобретения является создание способа электролитно-плазменного полирования металлических изделий, позволяющего существенно улучшить качество обработки и расширить...
Способ электролитно-плазменного полирования металлического изделия
Номер патента: 11808
Опубликовано: 30.04.2009
Авторы: Куликов Иван Семенович, Ермаков Владимир Леонидович, Кревсун Эдуард Павлович, Каменев Анатолий Яковлевич
МПК: C25F 3/00
Метки: способ, полирования, металлического, изделия, электролитно-плазменного
Текст:
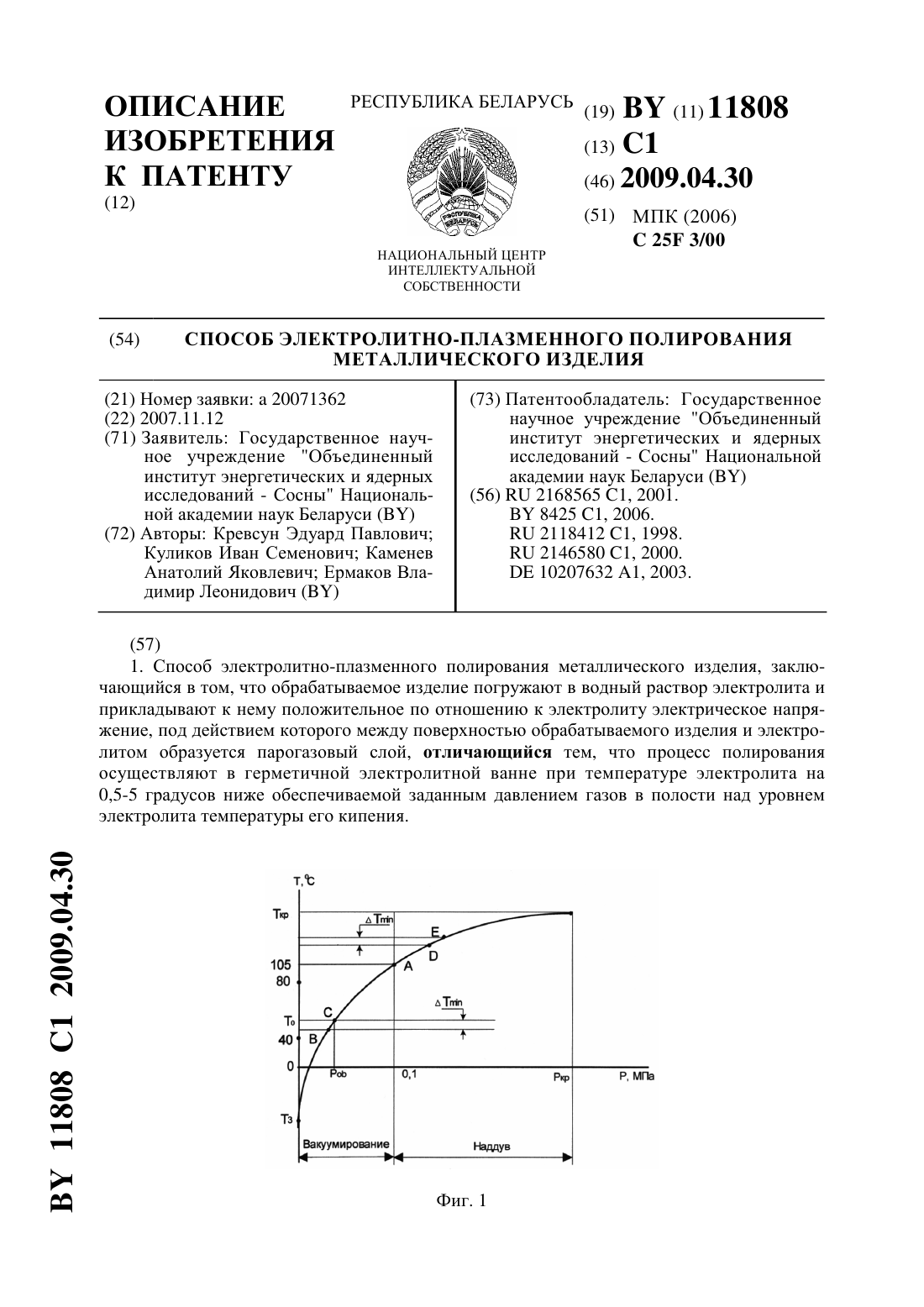
...указанное давление задают путем вакуумирования или наддува указанной полости, а указанное давление задают с помощью быстродействующей системы автоматического управления и контроля, в качестве управляющих параметров которой выбирают температуру в объеме электролита и величину тока в цепи катод-анод. На фиг. 1 показан график зависимости температуры кипения от давления насыщенных паров. На фиг. 2 изображена схема общего вида устройства для...
Устройство для электролитно-плазменной обработки внутренних поверхностей полого длинномерного изделия с отверстиями
Номер патента: 9204
Опубликовано: 30.04.2007
Авторы: Ермаков Владимир Леонидович, Каменев Анатолий Яковлевич, Куликов Иван Семенович, Ващенко Светлана Владимировна, Климова Людмила Александровна
МПК: C25F 7/00
Метки: электролитно-плазменной, внутренних, полого, длинномерного, изделия, обработки, отверстиями, поверхностей, устройство
Текст:
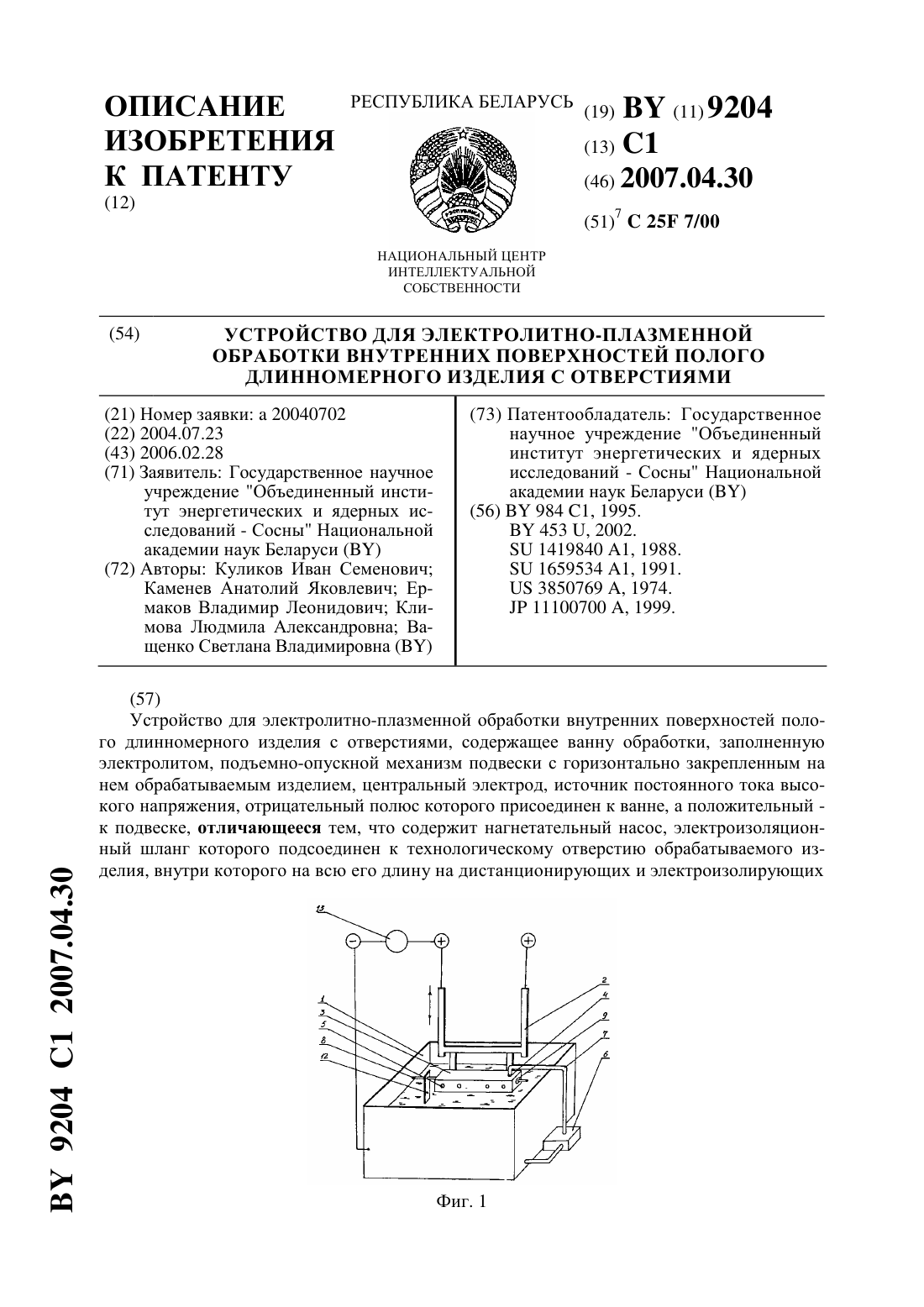
...изделие, а отрицательного на ванну подача электролита через электроизоляционный шланг внутрь длинномерного изделия не обеспечивала достаточной величины тока, необходимой для возникновения процесса плазменно-электролитной обработки, даже если увеличить расход электролита через внутреннюю полость до такой степени, что вытекающие из отверстий непрерывные струи электролита замкнут цепь. Поэтому для получения возможности резкого...
Устройство для электролитно-плазменной обработки изделия сложной формы
Номер патента: 13648
Опубликовано: 30.10.2010
Авторы: Кособуцкий Александр Антонович, Алексеев Юрий Геннадьевич, Гусяцкий Сергей Алексеевич, Нисс Владимир Семенович, Королев Александр Юрьевич
Метки: обработки, сложной, изделия, устройство, формы, электролитно-плазменной
Текст:
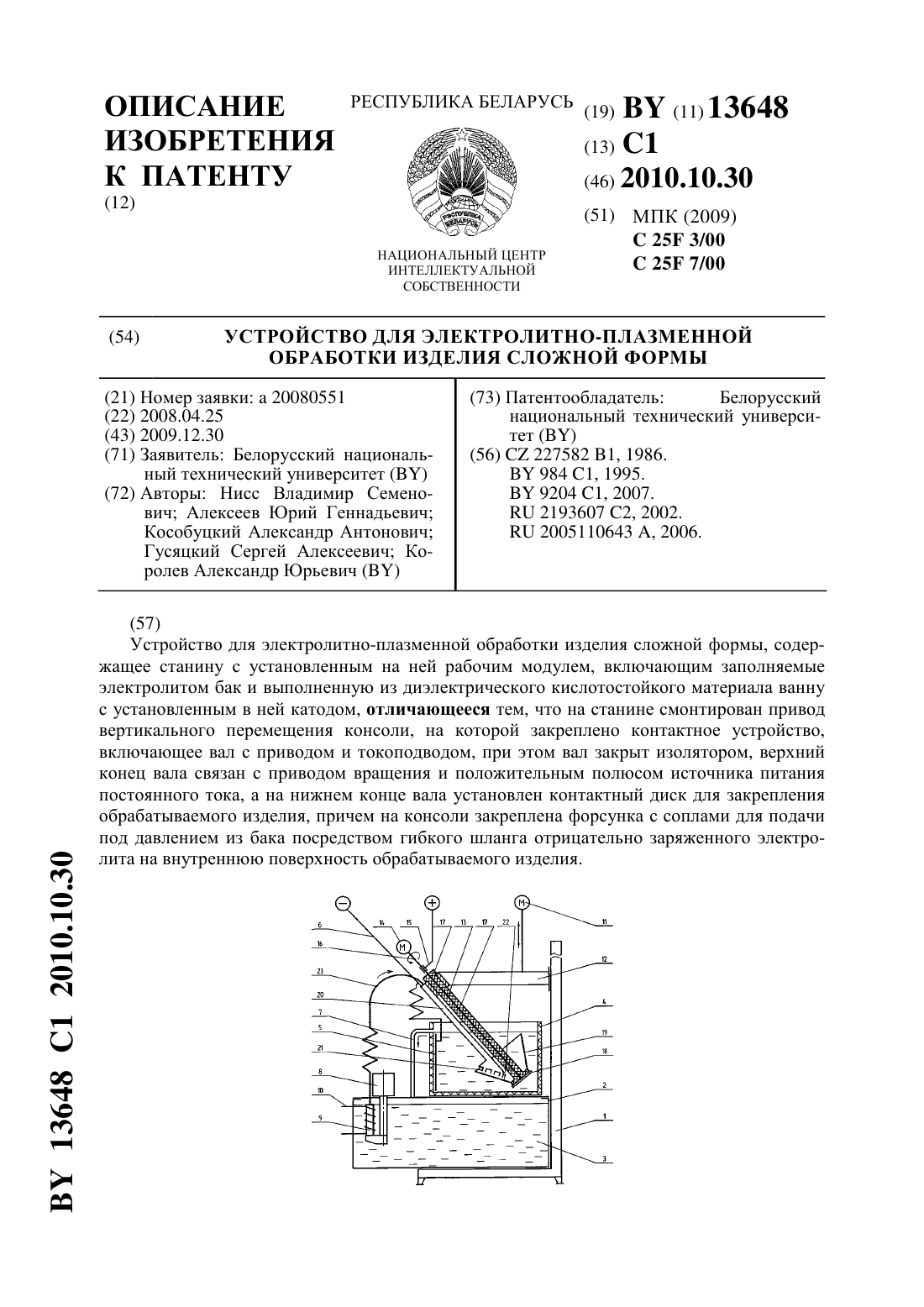
...в ней катодом, при этом на станине смонтирован привод вертикального перемещения консоли, на котором закреплено контактное устройство, включающее вал с приводом и токоподводом, при этом вал закрыт изолятором, верхний конец связан с приводом вращения и положительным полюсом источника питания постоянного тока, а на нижнем конце вала установлен контактный диск для закрепления обрабатываемого изделия, причем на консоли закреплена форсунка с...
Предыдущий патент: Способ лечения острого панкреатита
Следующий патент: Ременная передача
Случайный патент: Стропильная конструкция крыши