Установка присоединения выводов алюминиевой проволоки
Номер патента: 13489
Опубликовано: 30.08.2010
Авторы: Огер Юрий Павлович, Шуньков Семен Иванович, Иваш Анатолий Михайлович
Текст
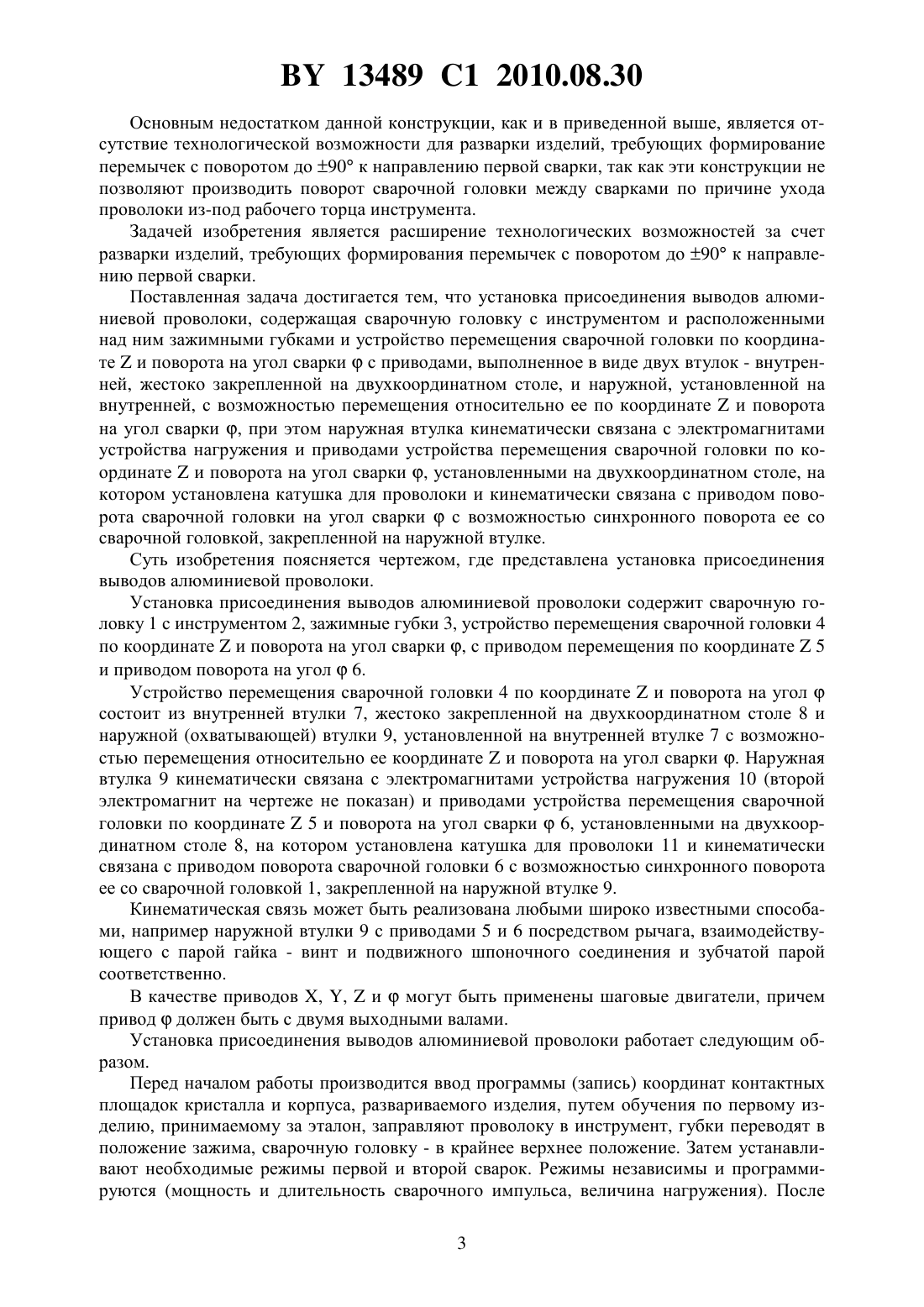
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ПРИСОЕДИНЕНИЯ ВЫВОДОВ АЛЮМИНИЕВОЙ ПРОВОЛОКИ(71) Заявитель Научно-производственное республиканское унитарное предприятие КБТЭМ-СО(72) Авторы Огер Юрий Павлович Шуньков Семен Иванович Иваш Анатолий Михайлович(73) Патентообладатель Научно-производственное республиканское унитарное предприятие КБТЭМ-СО(57) Установка присоединения выводов алюминиевой проволоки, содержащая сварочную головку с инструментом и расположенными над ним зажимными губками и устройство перемещения сварочной головки по координатеи поворота на угол сваркис приводами, выполненное в виде двух втулок - внутренней, жестко закрепленной на двухкоординатном столе, и наружной, установленной на внутренней с возможностью перемещения 13489 1 2010.08.30 относительно ее по координатеи поворота на угол сварки , при этом наружная втулка кинематически связана с электромагнитами устройства нагружения и приводами устройства перемещения сварочной головки по координатеи поворота на угол сварки , установленными на двухкоординатном столе, на котором установлена катушка для проволоки и кинематически связана с приводом поворота сварочной головки на угол сваркис возможностью синхронного поворота ее со сварочной головкой, закрепленной на наружной втулке. Изобретение относится к производству изделий электронной техники, в частности к оборудованию для присоединения (приварки) выводов алюминиевой проволокой диаметром от 100 до 500 мкм методом ультразвуковой сварки, используемому в производстве мощных транзисторов, гибридных интегральных схем и изделий силовой электроники. В настоящее время доминирующее положение в этой области занимают фирмыи. Известна автоматическая установка для присоединения проволочных выводов внахлестку а.с. СССР 740448, 1980, содержащая корпус, устройство подачи приборов на шаг, двухкоординатный стол, устройство поворота, выполненное в виде червячного редуктора, сварочную головку с инструментом, установленную на валу червячного редуктора с возможностью качания, механизм ее перемещения в виде рычажнокулачкового механизма с толкателями. Упомянутая установка предназначена для приварки алюминиевых выводов диаметром до 100 мкм, и по конструктивному построению соответствует современным тенденциям, т.е. сварочный инструмент перемещается по координатам , ,и , а загрузочное устройство выполняет функции подачи обрабатываемого изделия в рабочую зону и фиксации его. Недостатком данного устройства является сложность конструкции механизма перемещения сварочной головки по координатес множеством регулировок. При рассмотрении возможности разварки алюминиевых проводников до 500 мкм выявляются и другие недостатки. Во-первых, это недостаточная жесткость конструкции, так как усилие нагружения возрастает на несколько порядков (для проволок диаметром 100 мкм нагружение составляет 1,2 для 500 мкм до 30 ) и при большой консоли (расстояние от инструмента до оси качания сварочной головки) возникают паразитные вибрации инструмента и, как следствие, невоспроизводимость качества сварки. Во-вторых, невозможность разварки в труднодоступных местах, где необходимо производить первую сварку внутри корпуса вдоль стенки с последующим поворотом перемычки (петли) под углом до 90 к направлению первой сварки. Это обусловлено тем,что данная конструкция подачи проволоки с зажимом непосредственно за инструментом допускает поворот сварочной головки только до начала первой сварки, чтобы не было ухода проволоки из под инструмента. Экспериментальные проверки показали, что для поворота сварочной головки в процессе формирования перемычки (после первой сварки) необходимо, чтобы зажим проволоки был над инструментом, а отклонение направления подачи проволоки от оси вращения инструмента было не более 20 при этом катушка должна поворачиваться синхронно со сварочной головкой. Ближайшим прототипом является установка присоединения выводов патент США 5,868,300, 9, МПК 01 021/607, 1999, содержащая двухкоординатный стол с приводами, на котором закреплен механизм поворота, выполненный в виде поворотной трубы на подшипниках, сварочную головку, смонтированную на поворотной трубе с возможностью качания (поворота) для перемещения сварочного инструмента по оси . Согласно патента,сварочная головка помимо ультразвукового преобразователя с инструментом и зажимных губок включает в себя устройство перемещения сварочной головки пои устройство нагружения. 2 13489 1 2010.08.30 Основным недостатком данной конструкции, как и в приведенной выше, является отсутствие технологической возможности для разварки изделий, требующих формирование перемычек с поворотом до 90 к направлению первой сварки, так как эти конструкции не позволяют производить поворот сварочной головки между сварками по причине ухода проволоки из-под рабочего торца инструмента. Задачей изобретения является расширение технологических возможностей за счет разварки изделий, требующих формирования перемычек с поворотом до 90 к направлению первой сварки. Поставленная задача достигается тем, что установка присоединения выводов алюминиевой проволоки, содержащая сварочную головку с инструментом и расположенными над ним зажимными губками и устройство перемещения сварочной головки по координатеи поворота на угол сваркис приводами, выполненное в виде двух втулок - внутренней, жестоко закрепленной на двухкоординатном столе, и наружной, установленной на внутренней, с возможностью перемещения относительно ее по координатеи поворота на угол сварки , при этом наружная втулка кинематически связана с электромагнитами устройства нагружения и приводами устройства перемещения сварочной головки по координатеи поворота на угол сварки , установленными на двухкоординатном столе, на котором установлена катушка для проволоки и кинематически связана с приводом поворота сварочной головки на угол сваркис возможностью синхронного поворота ее со сварочной головкой, закрепленной на наружной втулке. Суть изобретения поясняется чертежом, где представлена установка присоединения выводов алюминиевой проволоки. Установка присоединения выводов алюминиевой проволоки содержит сварочную головку 1 с инструментом 2, зажимные губки 3, устройство перемещения сварочной головки 4 по координатеи поворота на угол сварки , с приводом перемещения по координате 5 и приводом поворота на угол 6. Устройство перемещения сварочной головки 4 по координатеи поворота на уголсостоит из внутренней втулки 7, жестоко закрепленной на двухкоординатном столе 8 и наружной (охватывающей) втулки 9, установленной на внутренней втулке 7 с возможностью перемещения относительно ее координатеи поворота на угол сварки . Наружная втулка 9 кинематически связана с электромагнитами устройства нагружения 10 (второй электромагнит на чертеже не показан) и приводами устройства перемещения сварочной головки по координате 5 и поворота на угол сварки 6, установленными на двухкоординатном столе 8, на котором установлена катушка для проволоки 11 и кинематически связана с приводом поворота сварочной головки 6 с возможностью синхронного поворота ее со сварочной головкой 1, закрепленной на наружной втулке 9. Кинематическая связь может быть реализована любыми широко известными способами, например наружной втулки 9 с приводами 5 и 6 посредством рычага, взаимодействующего с парой гайка - винт и подвижного шпоночного соединения и зубчатой парой соответственно. В качестве приводов , ,имогут быть применены шаговые двигатели, причем приводдолжен быть с двумя выходными валами. Установка присоединения выводов алюминиевой проволоки работает следующим образом. Перед началом работы производится ввод программы (запись) координат контактных площадок кристалла и корпуса, развариваемого изделия, путем обучения по первому изделию, принимаемому за эталон, заправляют проволоку в инструмент, губки переводят в положение зажима, сварочную головку - в крайнее верхнее положение. Затем устанавливают необходимые режимы первой и второй сварок. Режимы независимы и программируются (мощность и длительность сварочного импульса, величина нагружения). После 3 13489 1 2010.08.30 подачи изделия на рабочую позицию система распознавания при помощи оптики и ТВ камеры принимает изображение изделия, сравнивает его с эталонным и передает величины отклонения на ЭВМ (ЭВМ и система распознавания на чертежах не показаны), ЭВМ рассчитывает координаты всех точек разварки, углы разводки перемычек (1) и выдает исполнительным органам (приводам) команды на выполнение перемещений в соответствии с управляющей программой монтажа перемычек. Процесс монтажа традиционных перемычек (без поворота на угол до 90 к направлению первой сварки). Следующая с исходного положения сварочная головка 1 с инструментом 2 вводится в зону первой сварки, при этом перемещения по координатами ,осуществляются двухкоординатным столом 8, по координатеприводом 5, а привод поворота на угол сварки 6 поворачивает сварочную головку на угол (угол разводки первой перемычки) и синхронно поворачивает катушку для проволоки 11. В момент касания инструментом 2 изделия, перемещение производится только по координате , а перемещение по ,и поворот позакончены, так как величина перемещения по , как минимум, в 2 раза превышает перемещения по , . Момент касания изделия инструментом 2 фиксируется датчиком сварочной головки 1,после чего привод 5 отрабатывает определенное количество шагов, прерывая кинематическую связь привода 5 с наружной втулкой 9 (в точке контактапоявляется зазор) и одновременно включаются электромагниты устройства нагружения 10, создавая нагружение для первой сварки 1, губки 3 разжимаются, а на сварочную головку 1 подается сварочный импульс для выполнения первой сварки. После выполнение первой сварки отключаются электромагниты устройства нагружения 10, включаются с программно-регулируемыми задержками привод по 5 и двухкоординатный стол 8, поднимая и одновременно перемещая сварочную головку 1 с инструментом 2 к месту второй сварки. На высоте подъема инструмента , регулируемой и программируемой в зависимости от требуемой высоты перемычки (петли) производится зажим проволоки губками 3, а привод 5 делает реверс и совместно с двухкоординатным столом 8 перемещают сварочную головку 1 в зону второй сварки. Н 1(1,41,6),где- необходимая длина проволоки для образования перемычки 1 - длина перемычки. Процесс выполнения второй сварки аналогичен первой, отличается только режимами сварки (нагружение, мощность и длительность сварочного импульса). После выполнения второй сварки отключаются электромагниты устройства нагружения 10, а привод 5 отрабатывает запрограммированное количество шагов, поднимая сварочную головку 1 с инструментом 2 на величину подачи проволоки для очередной первой сварки (равной сумме толщины ножа и торца инструмента). После чего привод 5 делает реверс, включается двухкоординатный стол 8 и перемещают сварочную головку 1 на позицию отрезки с одновременной подформовкой проволоки. По окончании перемещения в позицию отрезки губки 3 зажимают проволоку и производиться ее отрезка. После отрезки проволоки привод 5 возвращает(поднимает) сварочную головку 1 в исходное положение. На этом выполнение первой перемычки закончено. Выполнение всех последующих аналогично первой. Разварка изделий, в которых возникает необходимость формирования перемычек с поворотом до 90 к направлению первой сварки, производится по той же схеме со следующим дополнением с исходного положения при вводе сварочной головки 1 в зону первой сварки привод 6 поворота на угол сваркиповорачивает сварочную головку на угол- угол поворота первой сварки к направлению первой перемычки а после выполнения первой сварки при подъеме сварочной головки 1 включается привод 6 и поворачивает сварочную головку 1 до совпадения с направлением первой пере 4 13489 1 2010.08.30 мычки (угол 1). В процессе подъема и одновременного поворота сварочной головки 1 инструмент 2 перемещается вдоль проволоки и поворачивается вокруг нее, сохраняя свое первоначальное положение (торец инструмента сохраняет симметричное положение относительно проволоки). После окончания поворота сварочной головки 1 с инструментом 2, который заканчивается до достижения инструментом 2 высоты подъемаи последующей фиксации(зажима) проволоки за инструментом 2 и перемещения в зону второй сварки проволока заходит в центрирующий паз на торце инструмента 2. Эта технологическая возможность проводить поворот сварочной головки между сварками без опасения ухода проволоки из-под торца инструмента обеспечивается конструкцией устройства перемещения сварочной головки по координатеи поворота на угол сварки , которая позволяет совместить ось вращения сварочной головки с направлением подачи проволоки от катушки в инструмент и расположить зажимные губки над инструментом. Таким образом, предлагаемая установка присоединения выводов алюминиевой проволоки проста и позволяет вести разварку изделий электронной техники (ИЭТ) с традиционными требованиями к формированию перемычек, так и ИЭТ, у которых ряд перемычек выполняется с углом поворота до 90 к направлению первой сварки, количество которых в последнее время постоянно растет. Источники информации 1. А.с. СССР 740448, 1980. 2. Патент США 5,868,300,9, МПК 01 021/607, 1999 (прототип). 3. Проспекты фирми. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: H01L 21/02
Метки: алюминиевой, установка, выводов, присоединения, проволоки
Код ссылки
<a href="https://by.patents.su/5-13489-ustanovka-prisoedineniya-vyvodov-alyuminievojj-provoloki.html" rel="bookmark" title="База патентов Беларуси">Установка присоединения выводов алюминиевой проволоки</a>
Устройство для импульсной подачи электродной проволоки
Номер патента: 8462
Опубликовано: 30.10.2006
Авторы: Торпачев Сергей Петрович, Селицкий Вячеслав Станиславович, Рагунович Сергей Петрович
МПК: B23K 9/12
Метки: электродной, импульсной, устройство, подачи, проволоки
Текст:
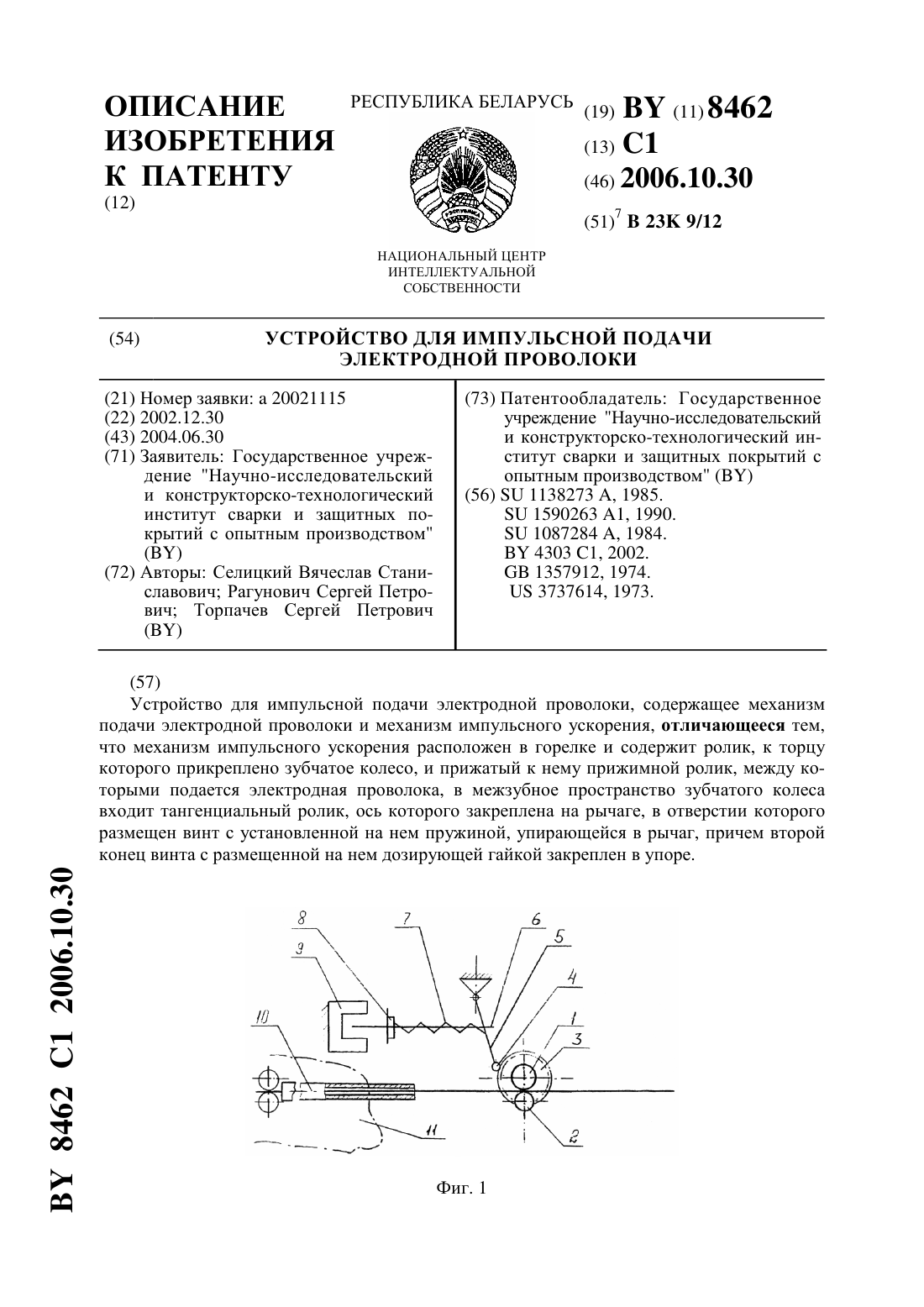
...с пружиной,упирающейся в рычаг, на втором конце которого размещена дозирующая гайка, а конец винта закреплен в упоре. На фиг. 1 изображен общий вид устройства На фиг. 2 - схема действия сил. Устройство содержит ролик 1 (фиг. 1), прижатый к нему прижимной ролик 2, к торцу которого прикреплено зубчатое колесо 3, в межзубное пространство которого входит тангенсальный ролик 4, ось которого закреплена на рычаге 5, в отверстие которого входит...
Устройство для импульсной подачи электродной проволоки

Номер патента: 4303
Опубликовано: 30.03.2002
Авторы: Рагунович Сергей Петрович, Аполоник Сергей Александрович, Цыганов Валерий Анатольевич, Барсуков Игорь Викторович, Селицкий Вячеслав Станиславович
МПК: B23K 9/12
Метки: подачи, проволоки, импульсной, устройство, электродной
Текст:
...заключается в том, что механизм изменения скорости подачи электродной проволоки содержит гибкий направляющий элемент. Один конец гибкого направляющего элемента прикреплен к разъемному соединению,а второй связан с маятниковым рычагом. На гибком направляющем элементе установлен седловидный зажим, связанный при помощи тяг и пружин с тянущими элементами. На фигуре показан общий вид устройства. Устройство содержит корпус 1, подающий ролик 2,...
Модуль сварочный для электродуговой сварки деталей
Номер патента: U 4160
Опубликовано: 28.02.2008
Автор: Мартинкевич Людмила Валентиновна
МПК: B23K 9/00
Метки: деталей, сварки, модуль, электродуговой, сварочный
Текст:
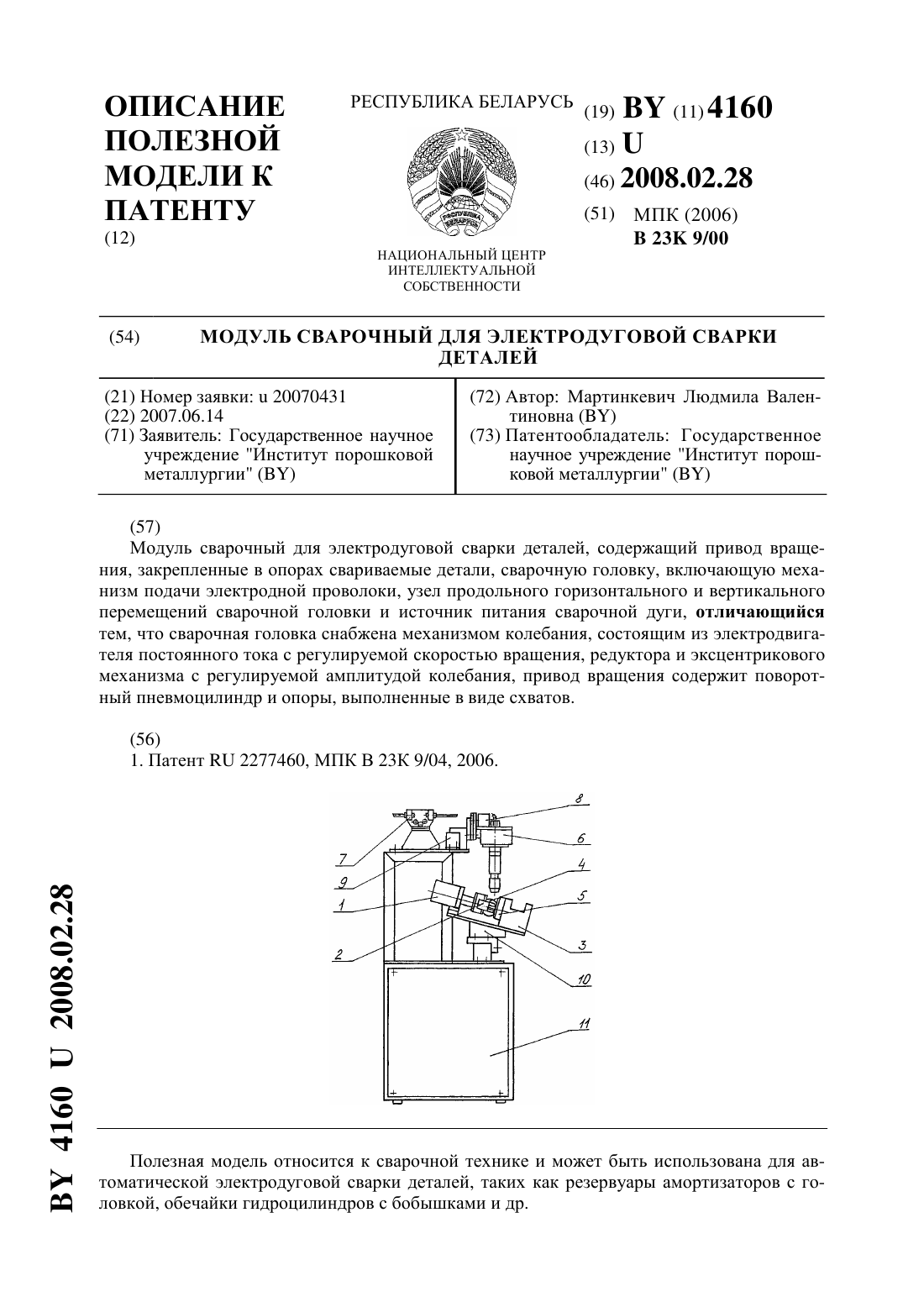
...головке отсутствует механизм колебания, привод вращения имеет сложную и громоздкую конструкцию. Задача предлагаемого технического решения - повышение производительности при одновременном повышении качества сварных швов и получении их с заданными геометрическими параметрами. Для решения поставленной задачи в предлагаемом модуле сварочном для электродуговой сварки деталей, содержащем привод вращения, закрепленные в опорах свариваемые детали,...
Установка для термической обработки проволоки
Номер патента: U 696
Опубликовано: 30.12.2002
Авторы: Губанов Александр Семенович, Абраменко Сергей Николаевич, Константинов Валерий Михайлович, Семенченко Марина Владимировна
МПК: C21D 1/40
Метки: обработки, термической, проволоки, установка
Текст:
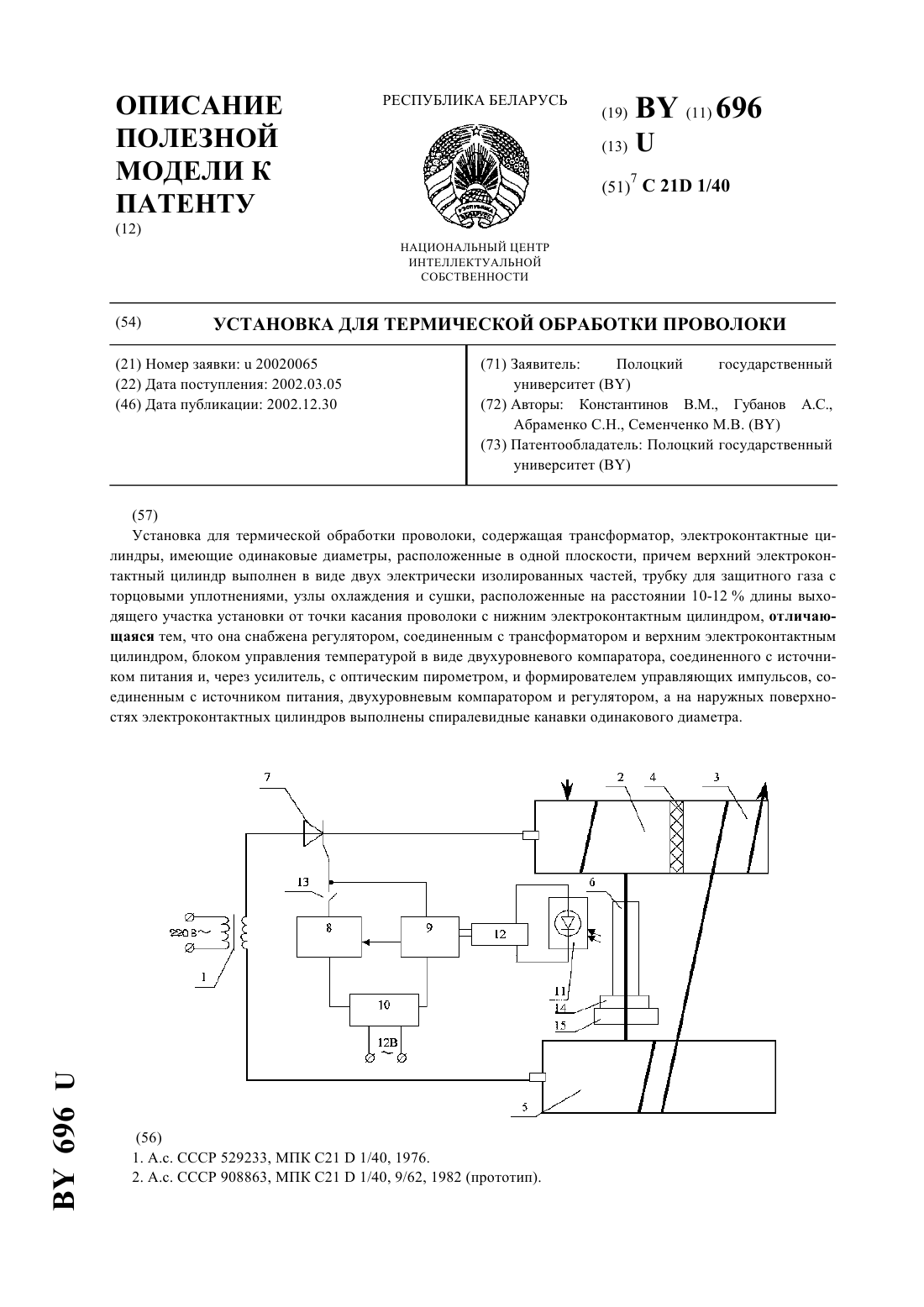
...с трансформатором и верхним электроконтактным цилиндром, блоком управления температурой в виде двухуровнего компаратора, соединенного с источником питания и, через усилитель,с оптическим пирометром, и формирователем управляющих импульсов, соединенным с источником питания, двухуровневым компаратором и регулятором, а на наружных поверхностях электроконтактных цилиндров выполнены спиралевидные канавки одинакового диаметра....
Установка для термической обработки проволоки
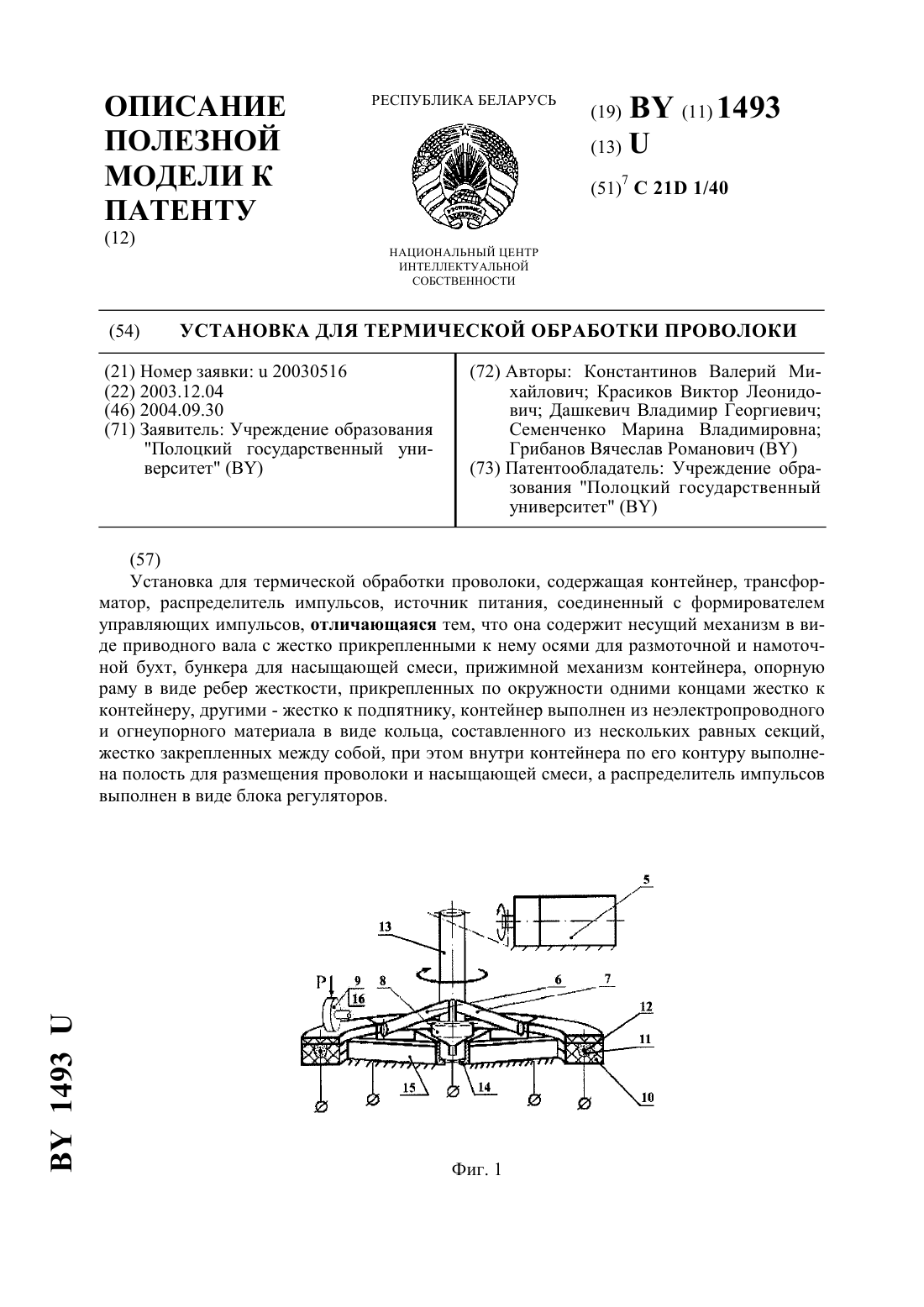
Номер патента: U 1493
Опубликовано: 30.09.2004
Авторы: Константинов Валерий Михайлович, Дашкевич Владимир Георгиевич, Красиков Виктор Леонидович, Грибанов Вячеслав Романович, Семенченко Марина Владимировна
МПК: C21D 1/40
Метки: обработки, установка, термической, проволоки
Текст:
...по его контуру выполнена полость для размещения проволоки и насыщающей смеси. Распределитель импульсов выполнен в виде блока регуляторов. Сопоставительный анализ с прототипом показывает, что заявляемая установка отличается наличием новых конструктивных элементов несущий механизм, опорная рама, прижимной механизм контейнера формой выполнения элементов несущий механизм в виде приводного вала с жестко прикрепленными к нему осями для...
Предыдущий патент: Устройство для тонкой очистки воды
Следующий патент: Буровое долото
Случайный патент: Роторная жатка для уборки грубостебельных культур