Способ упрочнения вала или оси сложного профиля
Номер патента: 11077
Опубликовано: 30.08.2008
Авторы: Лашкевич Олег Евгеньевич, Тарарук Аркадий Иванович, Баранов Владимир Степанович, Саломатин Александр Владимирович
Текст
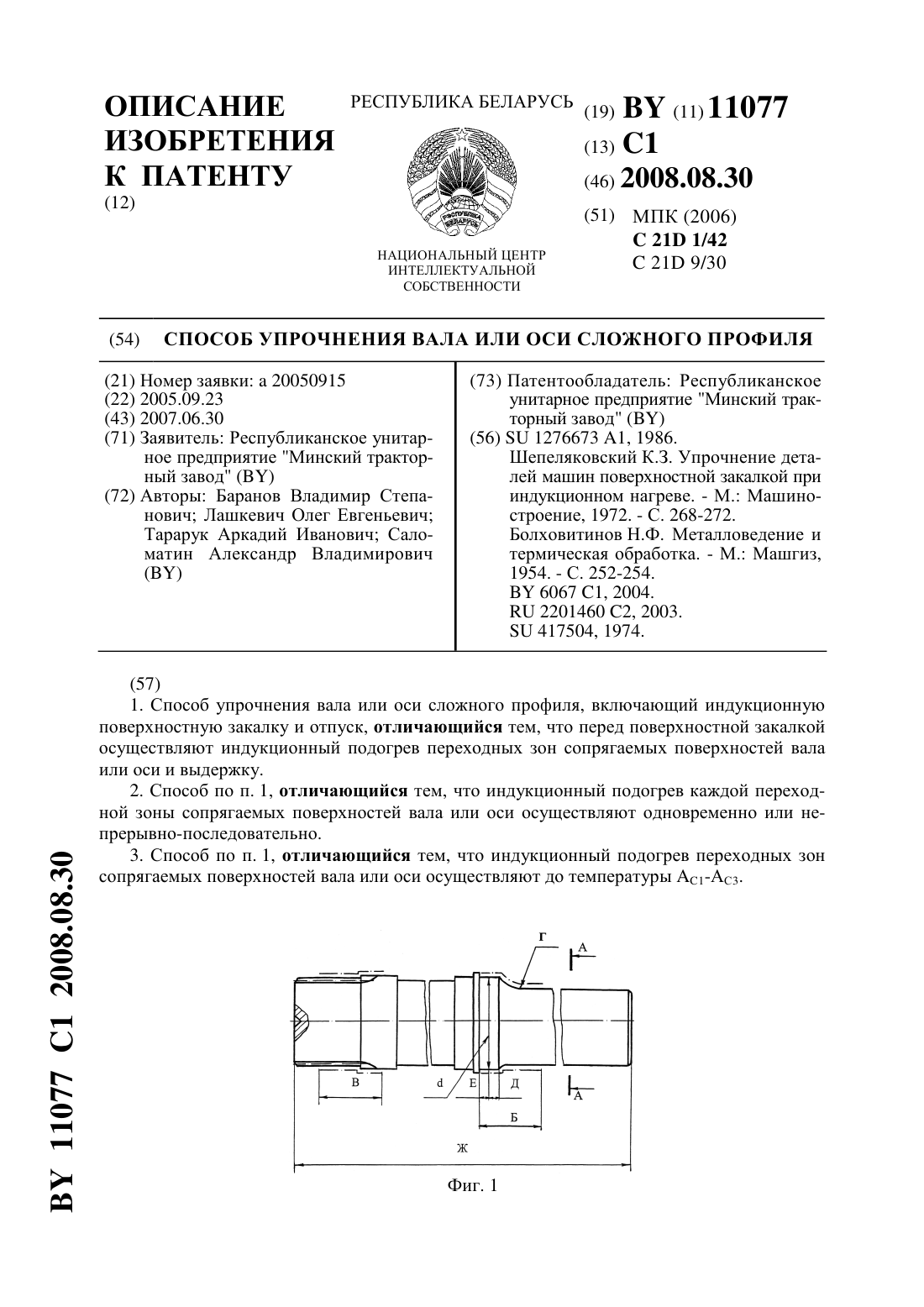
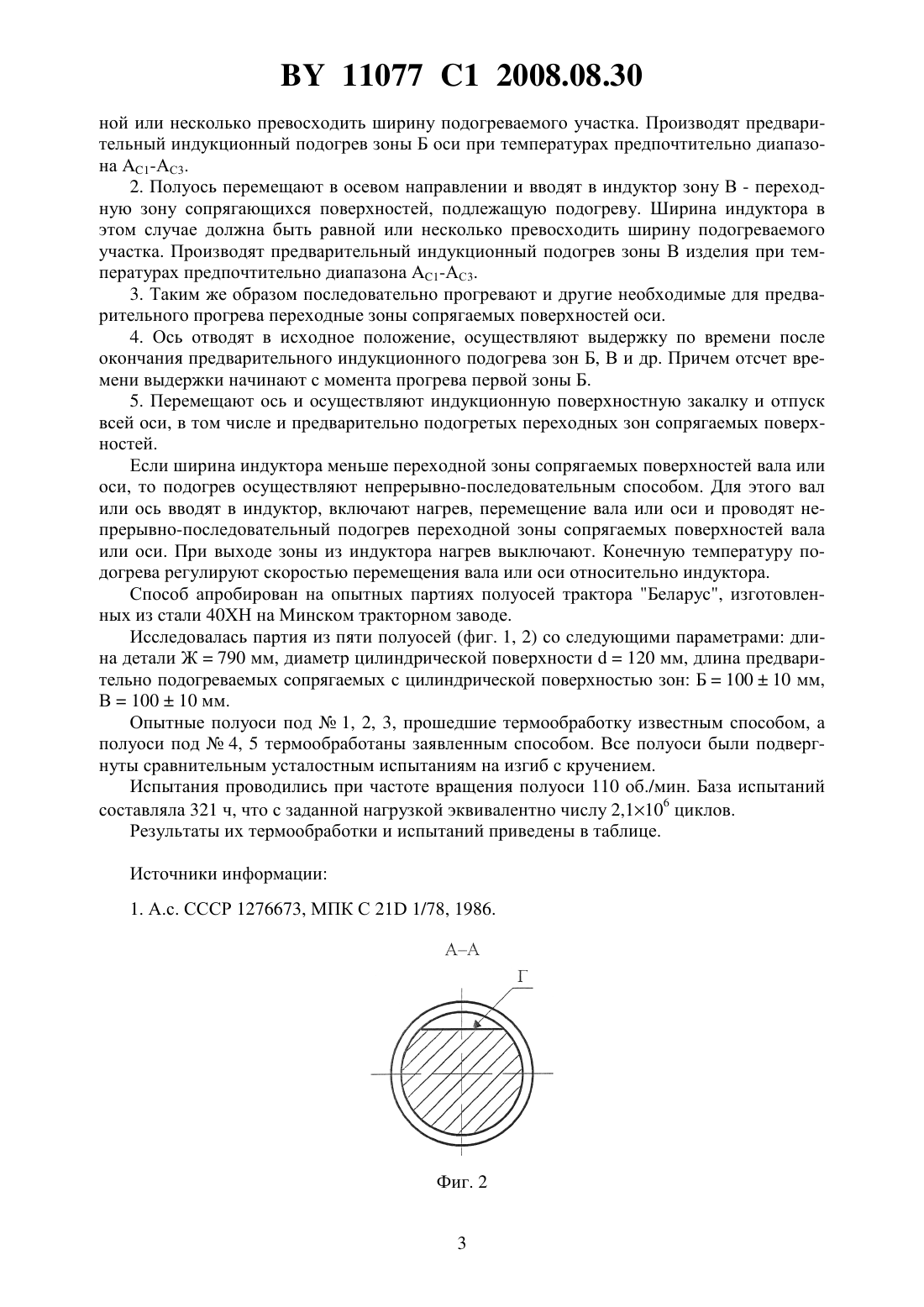
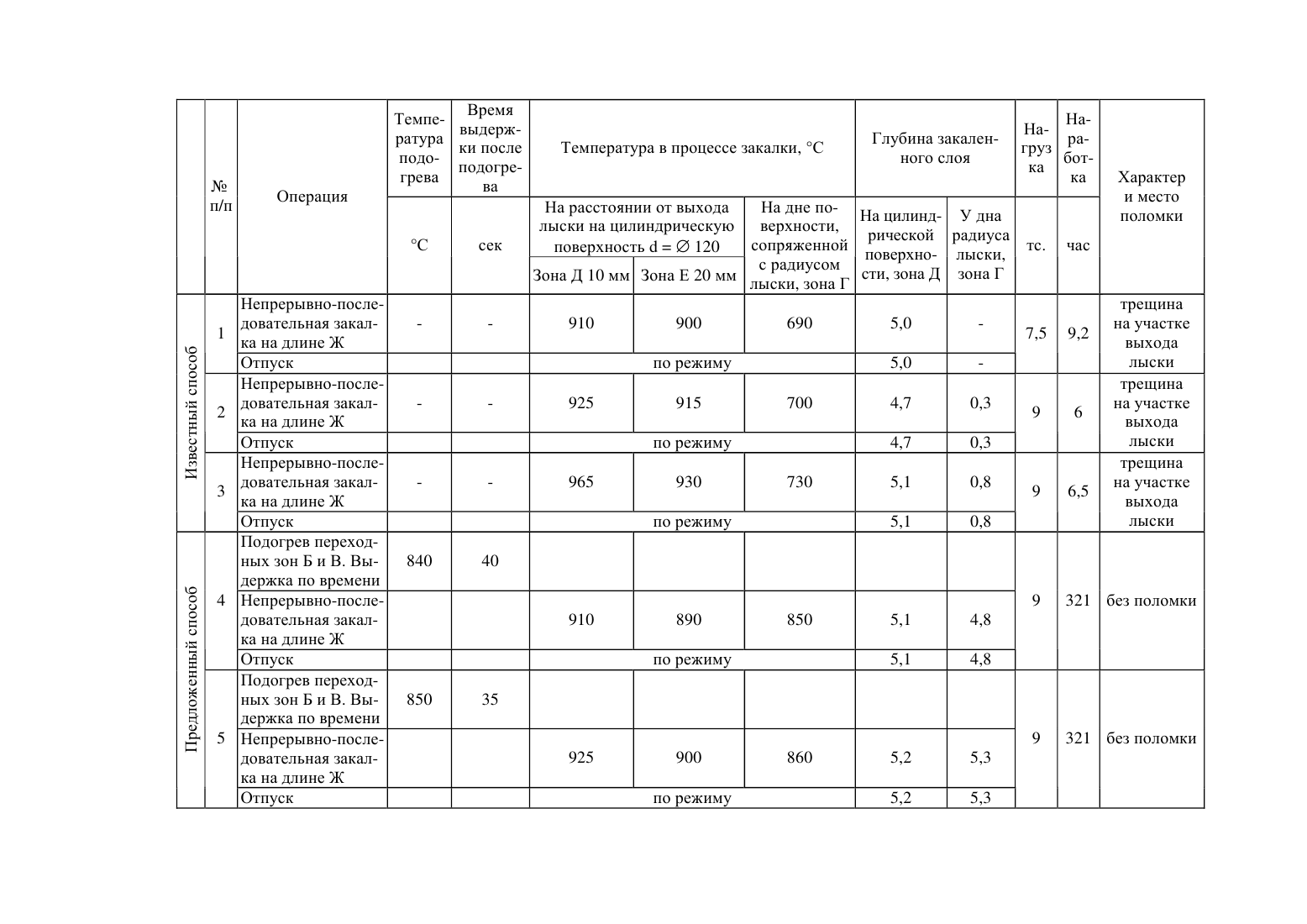
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УПРОЧНЕНИЯ ВАЛА ИЛИ ОСИ СЛОЖНОГО ПРОФИЛЯ(71) Заявитель Республиканское унитарное предприятие Минский тракторный завод(72) Авторы Баранов Владимир Степанович Лашкевич Олег Евгеньевич Тарарук Аркадий Иванович Саломатин Александр Владимирович(73) Патентообладатель Республиканское унитарное предприятие Минский тракторный завод(56)1276673 1, 1986. Шепеляковский К.З. Упрочнение деталей машин поверхностной закалкой при индукционном нагреве. - М. Машиностроение, 1972. - С. 268-272. Болховитинов Н.Ф. Металловедение и термическая обработка. - М. Машгиз,1954. - С. 252-254.6067 1, 2004.2201460 2, 2003.417504, 1974.(57) 1. Способ упрочнения вала или оси сложного профиля, включающий индукционную поверхностную закалку и отпуск, отличающийся тем, что перед поверхностной закалкой осуществляют индукционный подогрев переходных зон сопрягаемых поверхностей вала или оси и выдержку. 2. Способ по п. 1, отличающийся тем, что индукционный подогрев каждой переходной зоны сопрягаемых поверхностей вала или оси осуществляют одновременно или непрерывно-последовательно. 3. Способ по п. 1, отличающийся тем, что индукционный подогрев переходных зон сопрягаемых поверхностей вала или оси осуществляют до температуры 1-АС 3. 11077 1 2008.08.30 Изобретение относится к способам упрочнения изделий и может быть использовано преимущественно в машиностроении при индукционной закалке изделий типа осей, валов, имеющих сложную конфигурацию упрочняемых участков в местах выхода шлиц, пазов, лысок и т.д. Изобретение позволяет повысить усталостную прочность и долговечность таких деталей. Известен способ упрочнения изделий индукционной термообработкой, включающий индукционную поверхностную закалку и отпуск 1. Перед индукционной закалкой проводят предварительную поверхностную упрочняющую термообработку на заданную глубину. Однако упрочнение на заданную глубину деталей сложного профиля этим способом затруднено из-за неравномерности нагрева упрочняемых поверхностей. Например, на валах и осях, имеющих наряду с цилиндрической поверхностью сопрягаемые с ней пазы,лыски, шлицы, участки с проточками, галтелями и т.д., ввиду перераспределения энергии в процессе высокочастотной закалки, имеет место неравномерный нагрев зон сложного профиля. Это приводит к уменьшению толщины и твердости упрочняемого слоя в этих местах и даже к его отсутствию на детали. Отсутствие закаленного слоя, а также снижение его глубины и твердости существенно сказывается на усталостной прочности изделия. Задачей настоящего изобретения является выравнивание температуры нагрева закаливаемой поверхности вала или оси сложного профиля и получение упрочненного слоя нужной толщины, обеспечивающей необходимую усталостную прочность закаливаемого изделия. Решение поставленной задачи достигается тем, что в способе упрочнения вала или оси сложного профиля, включающем индукционную поверхностную закалку и отпуск, перед поверхностной закалкой осуществляют индукционный подогрев переходных зон сопрягаемых поверхностей вала или оси (пазов, лысок, шлицев, участков с проточками, галтелями и т.д.) и выдержку. При этом индукционный подогрев каждой переходной зоны сопрягаемых поверхностей вала или оси может осуществляться одновременно или непрерывно-последовательно. Индукционный подогрев переходных зон сопрягаемых поверхностей вала или оси осуществляют предпочтительно до температуры С 1-АС 3. Новым в предложенном способе является то, что перед поверхностной закалкой осуществляют индукционный подогрев переходных зон сопрягаемых поверхностей вала или оси и выдержку. При этом индукционный подогрев каждой переходной зоны сопрягаемых поверхностей вала или оси может осуществляться одновременно или непрерывнопоследовательно. Индукционный подогрев переходных зон сопрягаемых поверхностей вала или оси осуществляют предпочтительно до температуры 1-АС 3. Подогревом переходных зон сопрягаемых поверхностей вала или оси создают тепловой подпор, уменьшающий перепад температур по сечению детали, тем самым снижают отвод тепла от поверхностных слоев и таким образом увеличивают эффективную глубину прогрева. Стабильность результатов и конечное качество термообработки обеспечивают режимом подогрева и последующей временной выдержкой. Таким образом, управляя процессом подогрева, достигают получения необходимой температуры в поверхностных слоях перед закалкой переходных зон сопрягаемых поверхностей и, как результат, получения закаленного слоя нужной твердости и глубины, а также нужной усталостной прочности вала или оси. На фиг. 1 показан чертеж закаляемой оси. На фиг. 2 показан разрез по А-А. Способ осуществляют следующим образом. 1. Ось устанавливают в приспособлении закалочного станка и, перемещая ее в осевом направлении, вводят в индуктор зону Б изделия - переходную зону сопрягающихся поверхностей, подлежащую подогреву. Ширина индуктора в этом случае должна быть рав 2 11077 1 2008.08.30 ной или несколько превосходить ширину подогреваемого участка. Производят предварительный индукционный подогрев зоны Б оси при температурах предпочтительно диапазона 1-АС 3. 2. Полуось перемещают в осевом направлении и вводят в индуктор зону В - переходную зону сопрягающихся поверхностей, подлежащую подогреву. Ширина индуктора в этом случае должна быть равной или несколько превосходить ширину подогреваемого участка. Производят предварительный индукционный подогрев зоны В изделия при температурах предпочтительно диапазона 1-АС 3. 3. Таким же образом последовательно прогревают и другие необходимые для предварительного прогрева переходные зоны сопрягаемых поверхностей оси. 4. Ось отводят в исходное положение, осуществляют выдержку по времени после окончания предварительного индукционного подогрева зон Б, В и др. Причем отсчет времени выдержки начинают с момента прогрева первой зоны Б. 5. Перемещают ось и осуществляют индукционную поверхностную закалку и отпуск всей оси, в том числе и предварительно подогретых переходных зон сопрягаемых поверхностей. Если ширина индуктора меньше переходной зоны сопрягаемых поверхностей вала или оси, то подогрев осуществляют непрерывно-последовательным способом. Для этого вал или ось вводят в индуктор, включают нагрев, перемещение вала или оси и проводят непрерывно-последовательный подогрев переходной зоны сопрягаемых поверхностей вала или оси. При выходе зоны из индуктора нагрев выключают. Конечную температуру подогрева регулируют скоростью перемещения вала или оси относительно индуктора. Способ апробирован на опытных партиях полуосей трактора Беларус, изготовленных из стали 40 ХН на Минском тракторном заводе. Исследовалась партия из пяти полуосей (фиг. 1, 2) со следующими параметрами длина детали Ж 790 мм, диаметр цилиндрической поверхности 120 мм, длина предварительно подогреваемых сопрягаемых с цилиндрической поверхностью зон Б 10010 мм,В 10010 мм. Опытные полуоси под 1, 2, 3, прошедшие термообработку известным способом, а полуоси под 4, 5 термообработаны заявленным способом. Все полуоси были подвергнуты сравнительным усталостным испытаниям на изгиб с кручением. Испытания проводились при частоте вращения полуоси 110 об./мин. База испытаний составляла 321 ч, что с заданной нагрузкой эквивалентно числу 2,1106 циклов. Результаты их термообработки и испытаний приведены в таблице. Источники информации 1. А.с. СССР 1276673, МПК С 21 1/78, 1986. Время Темпевыдержратура ки после подоподогрегрева ва С Непрерывно-последовательная закалка на длине Ж Отпуск Непрерывно-последовательная закалка на длине Ж Отпуск Непрерывно-последовательная закалка на длине Ж Отпуск Подогрев переходных зон Б и В. Выдержка по времени Непрерывно-последовательная закалка на длине Ж Отпуск Подогрев переходных зон Б и В. Выдержка по времени Непрерывно-последовательная закалка на длине Ж Отпуск На расстоянии от выхода На дне поНа цилинд- У дна лыски на цилиндрическую верхности,рической радиуса тс. сопряженной поверхность 120 поверхно- лыски,с радиусом Зона Д 10 мм Зона Е 20 мм лыски, зона Г сти, зона Д зона Г 910 трещина на участке выхода лыски трещина на участке выхода лыски трещина на участке выхода лыски Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
Метки: или, способ, сложного, профиля, вала, упрочнения, оси
Код ссылки
<a href="https://by.patents.su/5-11077-sposob-uprochneniya-vala-ili-osi-slozhnogo-profilya.html" rel="bookmark" title="База патентов Беларуси">Способ упрочнения вала или оси сложного профиля</a>
Способ восстановления шеек коленчатого вала, изношенных сверх пределов ремонтных размеров
Номер патента: 8793
Опубликовано: 30.12.2006
Автор: Буйкус Кястас Вито
МПК: B23P 6/00
Метки: коленчатого, пределов, шеек, вала, размеров, ремонтных, восстановления, сверх, способ, изношенных
Текст:
...состоянии шеек вала до восстановления предварительные операции способа осуществляют следующим образом.Состояние Не 1. Шейки вала изношены сверх пределов ремонтных размеров, но вал не подвергался восстановлению, а ремонтировался перешлифовкой на ремонтный размер или шейки вала изношены сверх пределов ремонтных размеров, вал подвергался восстановлению до номинальных размеров и ремонтировался перешлифовкой на ремонтный размер.Сначала...
Способ и устройство для шлифования кулачков кулачкового вала с вогнутыми рабочими профилями
Номер патента: 2962
Опубликовано: 30.09.1999
Автор: Эрвин ЮНКЕР
МПК: B24B 19/12
Метки: кулачков, устройство, рабочими, кулачкового, вогнутыми, вала, способ, профилями, шлифования
Текст:
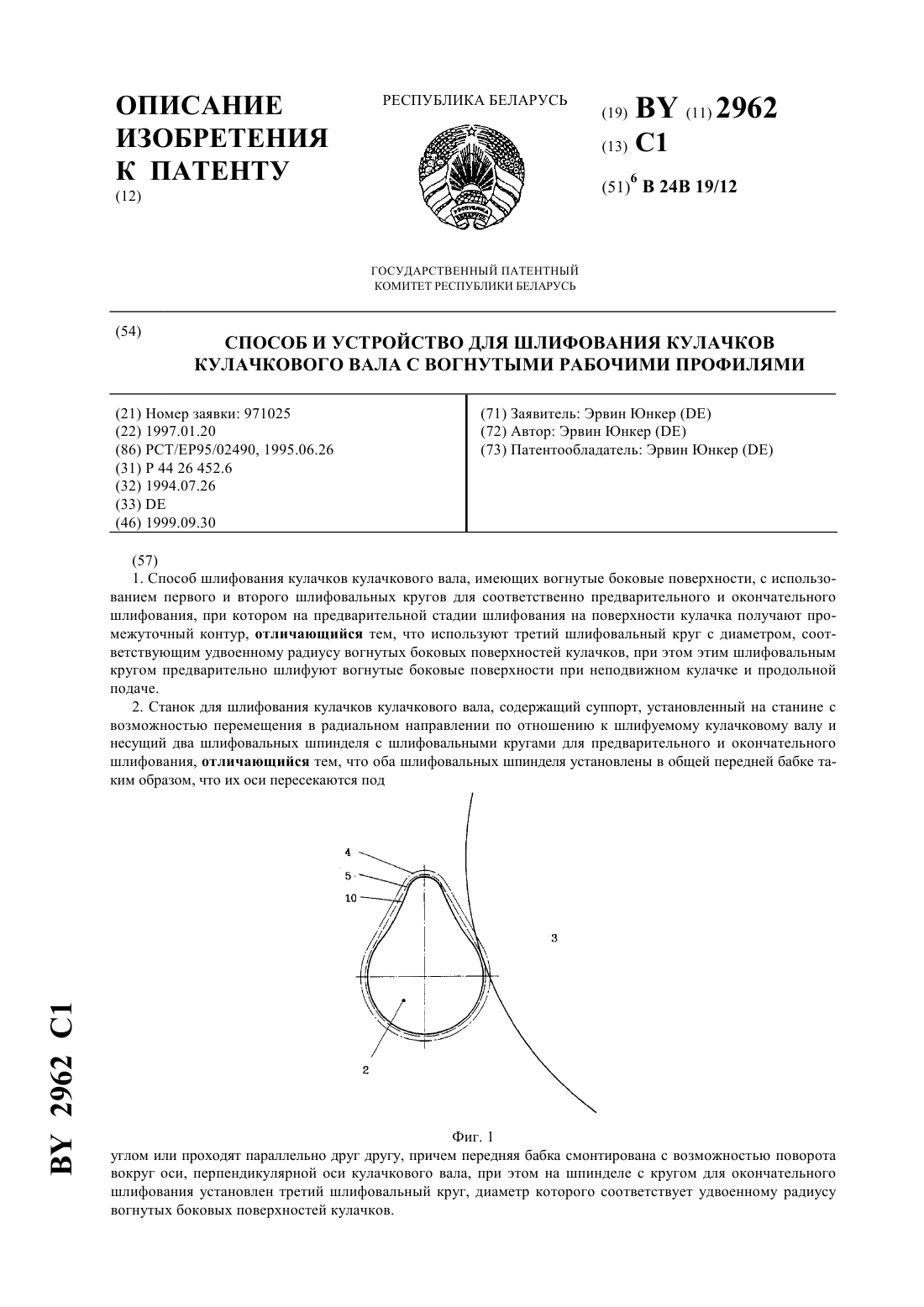
...1 участка профиля кулачка, величина припуска для окончательного шлифования кулачка на вогнутом профиле является приблизительно постоянной, если радиус профиля, который надо отшлифовать на кулачке, в основном постоянен. Шлифовальный круг, предназначенный для изготовления промежуточного контура, может быть для этой цели оптимально подобран в отношении размеров круга и технической характеристики, а для окончательного шлифования служит...
Способ двухслоевой разработки пологого или наклонного пласта сложного строения
Номер патента: 9827
Опубликовано: 30.10.2007
Автор: Гринкевич Олег Георгиевич
МПК: E21C 41/00
Метки: двухслоевой, способ, строения, пологого, разработки, или, пласта, сложного, наклонного
Текст:
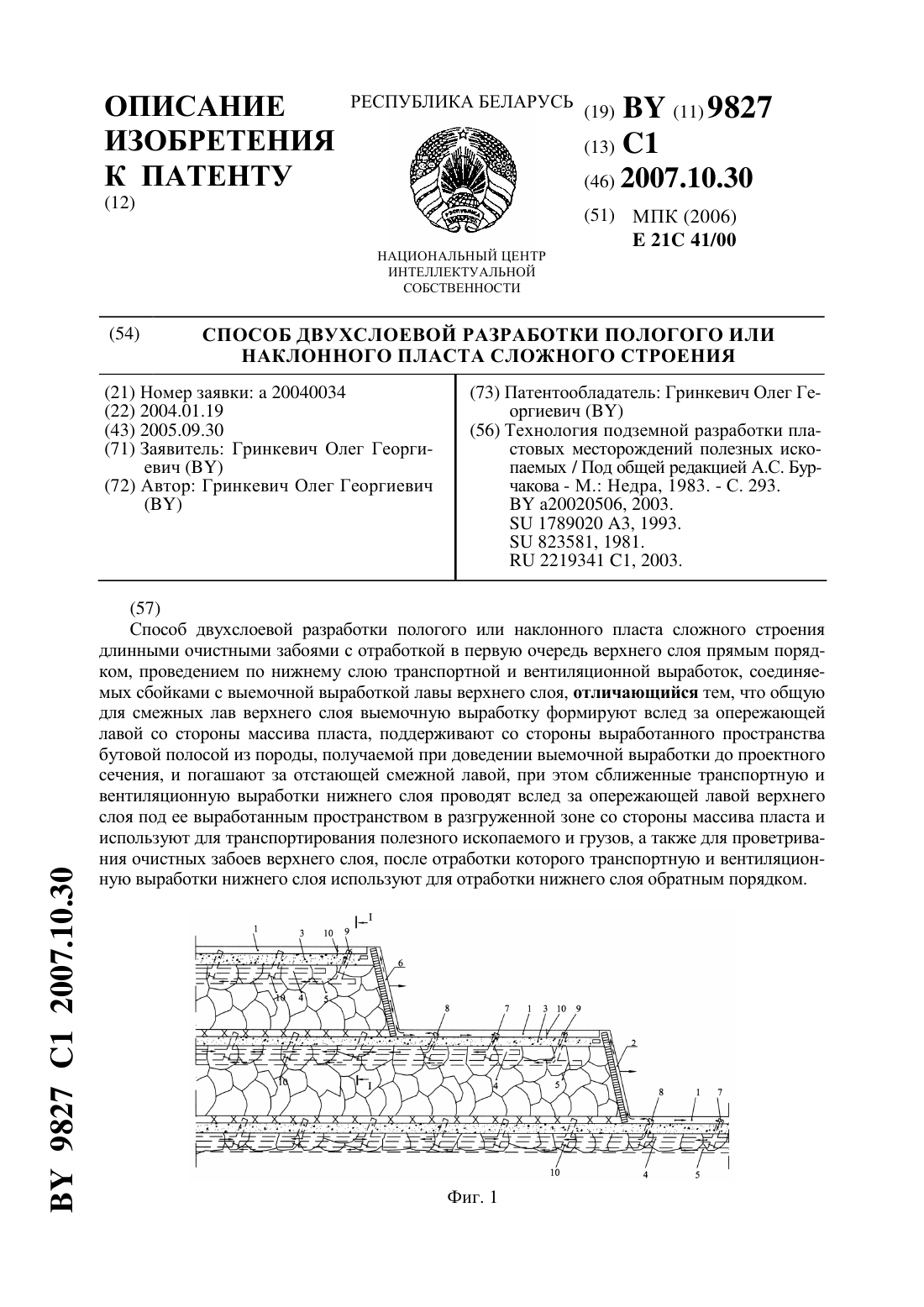
...работ, сокращения потерь полезного ископаемого в недрах, повышения концентрации ведения горных работ. Поставленная цель достигается тем, что при двухслоевой разработке пологого пласта сложного строения длинными очистными забоями общую для смежных лав верхнего слоя выемочную выработку формируют вслед за опережающей лавой со стороны массива пласта, поддерживают со стороны выработанного пространства бутовой полосой из породы,получаемой при...
Способ переработки остатка от перегонки сырого сложного эфира, полученного в процессе производства диметилтерефталата

Номер патента: 6108
Опубликовано: 30.06.2004
Авторы: Райнхард АУШНЕР, Ральф ТИЛЬ
МПК: C07C 67/48, C07C 69/82
Метки: полученного, перегонки, переработки, эфира, остатка, производства, процессе, сложного, способ, сырого, диметилтерефталата
Текст:
...каждую стадию метанолиза осуществляют при циркуляции веществ, и потоки лишь частично заменяются, причем, конечно, количества подлежащей переработке остаточной фракции являются сравнительно низкими. Кроме того, двухстадийный метанолиз требует много инвестиций, а эксплуатация установки связана с высокими эксплуатационными расходами. К тому же, в реакторах и трубопроводах установок образуются отложения. Поэтому в основу изобретения положена...
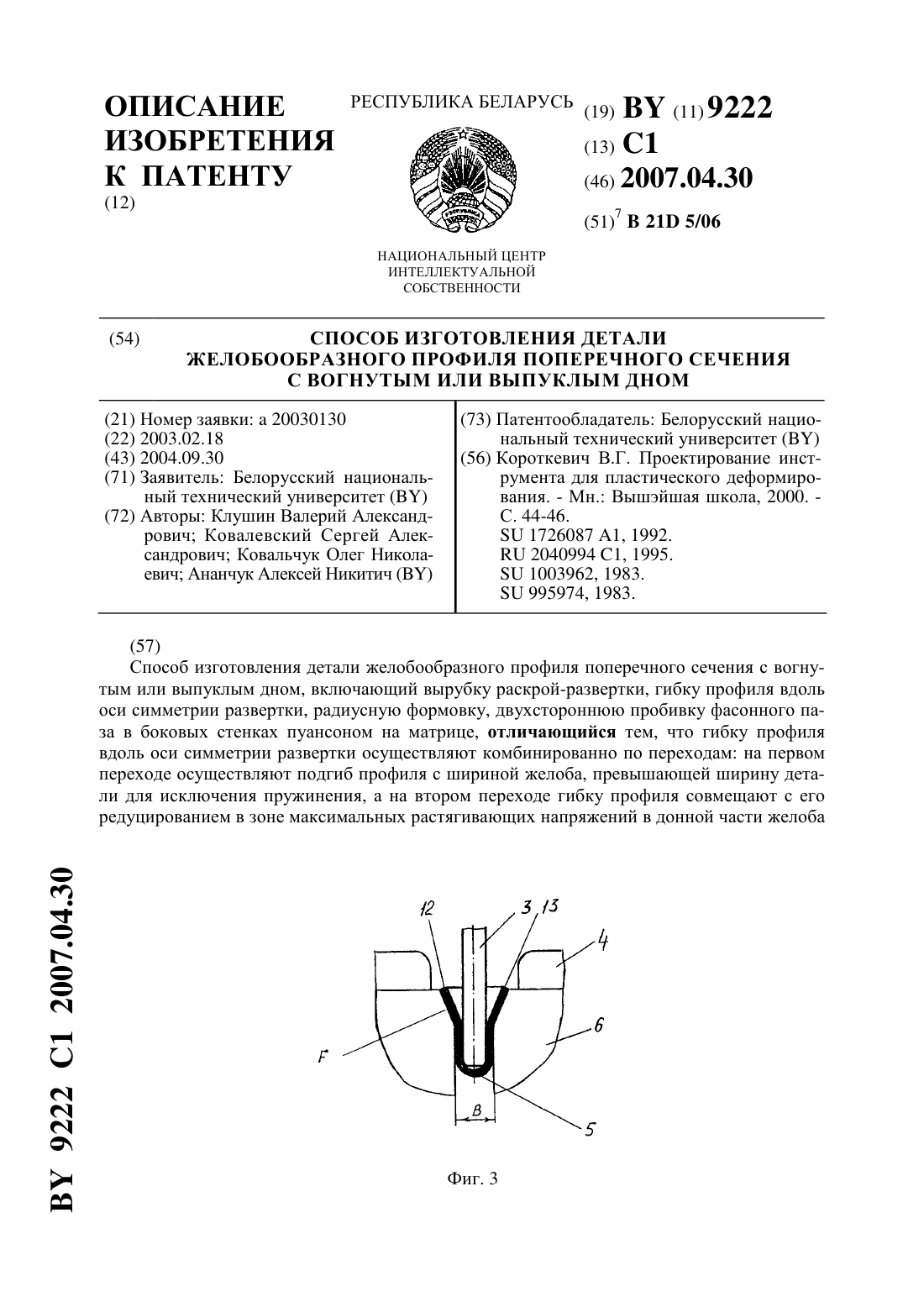
Способ изготовления детали желобообразного профиля поперечного сечения с вогнутым или выпуклым дном
Номер патента: 9222
Опубликовано: 30.04.2007
Авторы: Клушин Валерий Александрович, Ковальчук Олег Николаевич, Ковалевский Сергей Александрович, Ананчук Алексей Никитич
МПК: B21D 5/06
Метки: сечения, профиля, изготовления, дном, выпуклым, вогнутым, поперечного, желобообразного, способ, или, детали
Текст:
...на 180, осуществляемой по переходам деталь предварительно надвигают желобом на матрицу путем охвата матрицы деталью и фиксируют деталь двумя упорами по внутреннему и наружному контурам, затем зажимают одну из боковых стенок детали прижимом, после чего перемещают одновременно прижим, матрицу и деталь до подкладной плиты в упор и осуществляют пробивку фасонного паза в зажатой боковой стенке, затем деталь извлекают из матрицы и аналогично...
Предыдущий патент: Жидкая кормовая композиция и способ ее скармливания
Следующий патент: Бактериальное удобрение для рыбоводного пруда
Случайный патент: Способ интранатальной профилактики респираторного дистресс-синдрома недоношенных новорожденных