Способ электродуговой сварки чугуна со сталью
Номер патента: 10778
Опубликовано: 30.06.2008
Авторы: Головаченко Александр Федорович, Горовой Александр Алексеевич
Текст
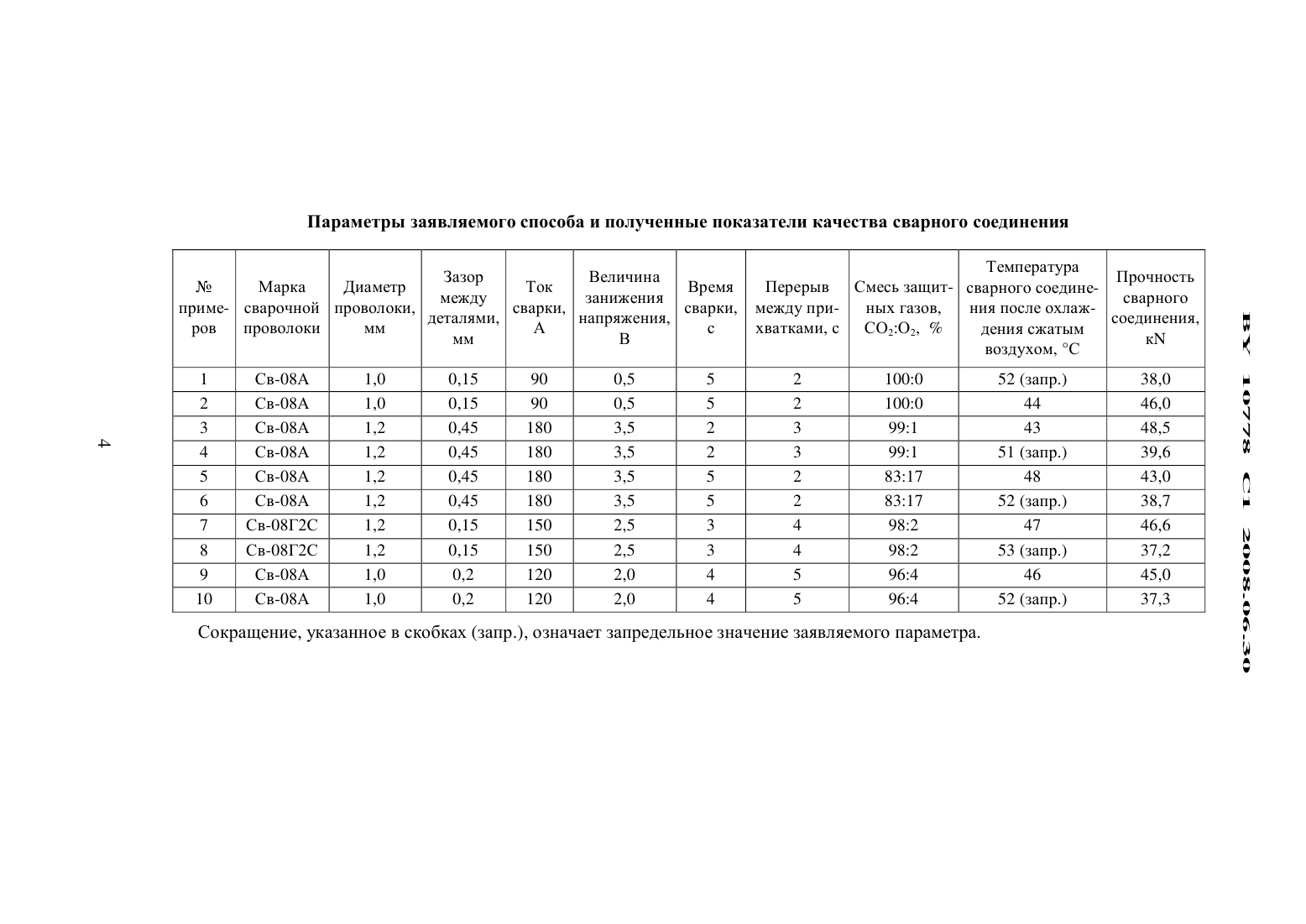
(54) СПОСОБ элвктгодуговой СВАРКИ ЧУГУНА со СТАЛЬЮ(71) Заявитель Производственное республиканское унитарное предприятие(73) Патентообладатель Производственное республиканское унитарное предприятие Минский автомобильный заводМинский автомобильный завод КН 2076027 С 1, 1997. 511101726, 1955.(72) Авторы Головаченко Александр Федорович Горовой Александр Алексеевич (ВУ)1. Способ электродуговой сварки Чугуна со сталью, включающий установку в зоне сварки стальной и чугунной деталей, подачу стальной электродной проволоки и сварку,отличающийся тем, что стальную и чугунную детали устанавливают в зоне сварки с зазором 0,15-0,45 мм для получения нахлесточного сварного соединения, сварку ведут в полуавтоматическом режиме электрозаклепками при времени сварки 2-5 с и с перерывами между ними в смеси углекислого газа и кислорода, взятых в соотношении 83-99 СО 2 и 1-17 02, при токе 90-180 А и напряжении на 0,5-3,5 В меньше установленного для заданного тока, причем после выполнения четырех электрозаклепок зону сварки охлаждают струей сжатого воздуха до температуры сварного соединения ниже 50 С, после чего сварку продолжают.2. Способ по п. 1, отличающийся тем, что электрозаклепки устанавливают с перерь 1 вами не менее 3 с.Изобретение относится к сварочному производству и может быть использовано при сварке чугунных деталей с деталями из стали в различных отраслях народного хозяйства.Известен дуговой процесс сварки чугуна со сталью, при котором сваривают трубу из высокопрочного чугуна с щаровидным графитом со сталью 1. Сварку ведут специальными электродами.Недостатком является то, что при этом сложно выполнить за один проход кольцевой щов, который не всегда получается прочным. Процесс сварки не снижает вероятности образования трещин в околощовной зоне.Известна холодная дуговая сварка серого и высокопрочного чугуна и чугуна со сталью безникелевым электродом 2.Сварка в данном способе велась без предварительного подогрева на постоянном токе обратной полярности. Режимы сварки были следующими диаметр электрода 3 мм,1 св. 60-80 А, положение щва - нижнее диаметр электрода 4 мм 1 св. 90-110 А, положение - нижнее.Недостаток способа заключается в том, что после сварки данными электродами щов не имеет достаточной пластичности для существенного повышения возможности релаксации сварочных напряжений, что увеличивает вероятность образования трещин в сварочном соединении. При сварке на границе щва образуются участки со структурой, имеющей ледебурит и мартенсит, что повыщает твердость и снижает сопротивляемость к образованию трещин в околощовной зоне.За прототип выбран способ холодной электросварки чугуна с применением стального электрода, включающий установку в зоне сварки стальной и чугунной деталей, подачу стальной электродной проволоки и сварку 3. Сварка чугуна стальным электродом под слоем флюса, состоящего из буры, каустической соды, кузнечной окалины и мела, производилась без подогрева при силе тока в 55-60 А на 1 мм диаметра электрода. Сварка чугуна стальным электродом без подогрева при повыщенной силе тока обеспечивает отсутствие отбели, однако недостаток данного способа заключается в том, что щов имеет низкую пластичность, недостаточную для релаксации сварных напряжений внутри щва и в переходной зоне. На границе щва образуется крупнозернистый мартенсит, что способствует образованию трещин и препятствует получению требуемой работоспособности сварных соединений. Недостатком прототипа является также низкое качество сварного соединения.Задачей изобретения является повыщение качества сварного нахлесточного соединения чугун-сталь.Технический результат - снижение вероятности появления трещин, устранение причин, вызывающих зарождение дополнительных внутренних напряжений от усадки металла щва по линии соприкосновения стали и чугуна.Поставленная задача достигается за счет того, что в способе электродуговой сварки чугуна со сталью, включающем установку в зоне сварки стальной и чугунной деталей, подачу стальной электродной проволоки и сварку, стальную и чугунную детали устанавливают в зоне сварки с зазором О,15-О,45 мм для получения нахлесточного сварочного соединения, сварку ведут в полуавтоматическом режиме электрозаклепками при времени сварки 2-5 с и с перерывами между ними в смеси углекислого газа и кислорода, взятых в соотношении 83-99 СО 2 и 1-17 02, при токе 90-180 А и напряжении на О,5-3,5 В меньще установленного для заданного тока, при этом после выполнения четырех электрозаклепок зону сварки охлаждают струей сжатого воздуха до температуры ниже 50 С, после чего сварку продолжают.Электрозаклепки устанавливают с перерывами не менее 3 с.Ведение сварки в смеси углекислого газа и кислорода позволяет снизить содержание углерода в расплаве и переходной зоне металла щва, что повыщает его пластичность,снижает хрупкость и устраняет возможность появления трещин.Одним из отличительных признаков является то, что напряжение сварки снижают на О,5-3,5 В меньще установленного для заданного тока, и это позволяет более интенсивно перемещивать жидкий расплав металла щва за счет погружения дуги в расплав сварочной ванны, что влияет на распределение содержания углерода и легирующих элементов и соответственно на равномерность свойств по сечению щва и получение оптимальной структуры металла щва.Отличительным признаком является также то, что перед сваркой между деталями устанавливается зазор О,15-О,45 мм, что способствует устранению появления дополнительных напряжений от усадки металла щва при остывании до температуры окружающей среды и снижению внутренних напряжений в сварном соединении. Так называемый уса В 110778 С 12008.06.30дочнь 1 й зазор необходим для устранения явления самоотрыва стали от чугуна, т.е. разрушения сварного соединения от повышенных внутренних напряжений, создаваемых усадкой металла шва.Отличительным признаком заявляемого изобретения является также ведение сварки электрозаклепками короткими швами с ограничением времени горения электрической дуги в пределах от 2 до 5 с, т.е. с минимальным тепловым вкладом в чугунную деталь и, как следствие, незначительным содержанием составляющих отбеленного чугуна ледебурита и мартенсита, и последующим охлаждением струей сжатого воздуха до температуры ниже 50 С, что также приводит к снижению временного тепловложения в сварное соединение и одновременно к понижению уровня образования остаточных напряжений в сварном соединении.Сущность изобретения поясняется следующими примерами.Для балансировки чугунного махового колеса, в котором нет возможности применить балансировку за счет удаления материала колеса, производят приварку стальных пластин. Приварку стальных пластин проводят на сварочном полуавтомате шведской фирмы ЕЗАВ модели Агйзго ЬПВ 450 плавящейся электродной проволокой Св-08 Г 2 С диаметром 1,0 мм при следующих режимах зазор между деталями 0,2 мм, ток сварки 110 А, напряжение 16,7 В, что на 1,8 В меньше требуемого для указанного тока. Пластины приваривают в смеси углекислого газа и кислорода при их соотношении 99 - 1 соответственно электрозаклепками со стороны стальной детали при времени сварки 3 с и с перерывами между ними 5 с.Проверку качества сварного соединения производят ультразвуковым прибором модели УД 2 - 12. Проверка сварного соединения сразу после сварки и через 18 ч не выявила наличия трещин, что указывает на высокое качество выполненной сварки.Прочность сварного соединения определяли на образцах из чугунных и стальных пластин с использованием разрывной испытательной машины модели Р-10. Параметры заявляемого способа и полученные показатели качества сварного соединения сведены в таблицу.ПЗРЗМЕТРЪП ЗЗЯВЛЯЕМОГО СПОСОбЗ И ПОЛУЧЕННЬПЕ ПОКЗЗЗТЕЛИ качества СВЗРНОГО СОЕДИНЕНИЯМ, Ма Ка Диаме Зазор Т к Величина В П С Температура Прочность р О тр Между о занижения ремя ерерыв месь 3 ащит- сварного соедине- сварного приме- свароннои проволоки, сварки, сварки, между при- ных газов, ния после охлаждеталями, напряжения, соединения,ров проволоки мм ММ А В с хватками, с СО 22 О 2 дения сжатым КМ воздухом, С 1 Св-08 А 1,0 0,15 90 0,5 5 2 10020 52 (3 апр.) 38,0 2 Св-08 А 1,0 0,15 90 0,5 5 2 10020 44 46,0 3 Св-08 А 1,2 0,45 180 3,5 2 3 9921 43 48,5 4 Св-08 А 1,2 0,45 180 3,5 2 3 9921 51 (3 апр.) 39,6 5 Св-08 А 1,2 0,45 180 3,5 5 2 83217 48 43,0 6 Св-08 А 1,2 0,45 180 3,5 5 2 83217 52 (3 апр.) 38,7 7 Св-08 Г 2 С 1,2 0,15 150 2,5 3 4 9822 47 46,6 8 Св-08 Г 2 С 1,2 0,15 150 2,5 3 4 9822 53 (3 апр.) 37,2 9 Св-08 А 1,0 0,2 120 2,0 4 5 9624 46 45,0 10 Св-08 А 1,0 0,2 120 2,0 4 5 9624 52 (3 апр.) 37,3СОКРЗЩВНИС, УКЗЗЗННОС В скобках (3 аПр.), означает запредельное ЗНЗЧСНИС заявляемого параметра.
МПК / Метки
МПК: B23K 9/23, B23K 9/173
Метки: способ, электродуговой, чугуна, сварки, сталью
Код ссылки
<a href="https://by.patents.su/5-10778-sposob-elektrodugovojj-svarki-chuguna-so-stalyu.html" rel="bookmark" title="База патентов Беларуси">Способ электродуговой сварки чугуна со сталью</a>
Способ электродуговой сварки чугуна со сталью
Номер патента: 10777
Опубликовано: 30.06.2008
Авторы: Горовой Александр Алексеевич, Головаченко Александр Федорович
МПК: B23K 9/23, B23K 9/173
Метки: электродуговой, сварки, сталью, чугуна, способ
Текст:
...от усадки металла шва по линии соприкосновения стали и чугуна.Поставленная задача достигается за счет того, что в способе электродуговой сварки чугуна со сталью, включающем установку в зоне сварки стальной и чугунной деталей, подачу стальной электродной проволоки и сварку, стальную и чугунную детали устанавливают в зоне сварки с зазором О,15-О,45 мм для получения нахлесточного сварочного соединения, сварку ведут в полуавтоматическом режиме...
Способ регулирования процесса электродуговой сварки
Номер патента: 5955
Опубликовано: 30.03.2004
Авторы: Торпачев Сергей Петрович, Цыганов Валерий Анатольевич, Рагунович Сергей Петрович, Шелег Валерий Константинович, Аполоник Сергей Александрович
МПК: B23K 9/095
Метки: регулирования, сварки, процесса, электродуговой, способ
Текст:
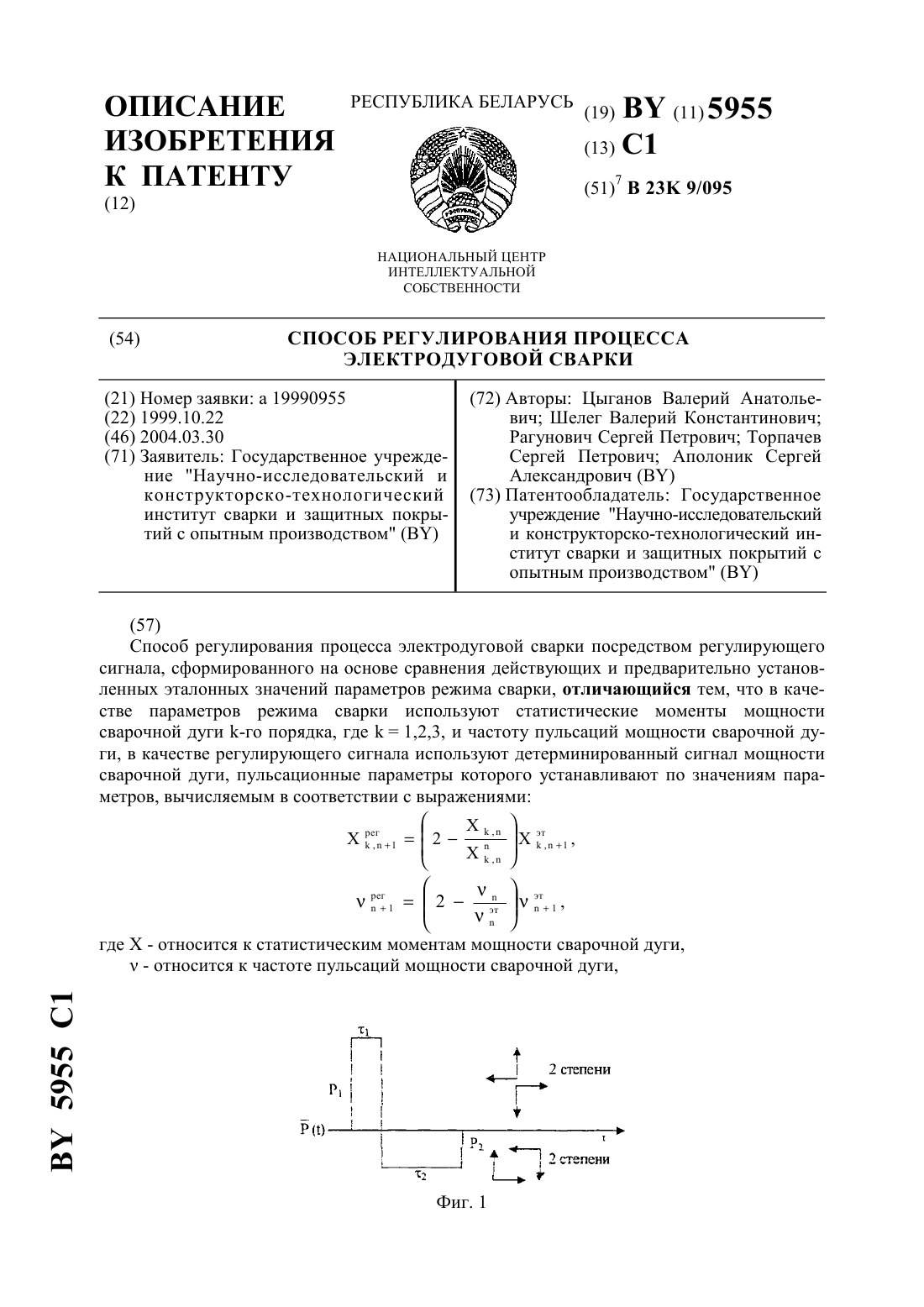
...плавящимся электродом - регулирования образования капли определенного размера, ее отрыва от электрода и взаимодействия со сварочной ванной, что повышает стабильность горения дуги, процесса переноса металла в ней, а следовательно, и качество сварного соединения. Технический результат достигается тем, что в способе регулирования процесса электродуговой сварки перед ее проведением определяют законы изменения во времени эталонных параметров...
Электрод для ручной дуговой сварки и наплавки чугуна
Номер патента: 6799
Опубликовано: 30.03.2005
Авторы: Соколовский Евгений Иванович, Борд Наум Юрьевич, Артюхов Вадим Александрович, Антонишин Юрий Тихонович
МПК: B23K 35/365
Метки: электрод, чугуна, дуговой, сварки, наплавки, ручной
Текст:
...никель 13-25. Введение мрамора в покрытие наиболее целесообразно в количестве от 17,0 до 22,0 мас. . Мрамор обеспечивает достаточно надежную газовую и шлаковую защиту металла в зоне сварки за счет термического разложения карбонатов и является шлакообразующим элементом. Содержание мрамора в покрытии менее 17,0 мас.является недостаточным для надежной газовой и шлаковой защиты. Содержание мрамора более 22,0 мас.не оказывает существенного...
Модуль сварочный для электродуговой сварки деталей
Номер патента: U 4160
Опубликовано: 28.02.2008
Автор: Мартинкевич Людмила Валентиновна
МПК: B23K 9/00
Метки: электродуговой, деталей, сварочный, модуль, сварки
Текст:
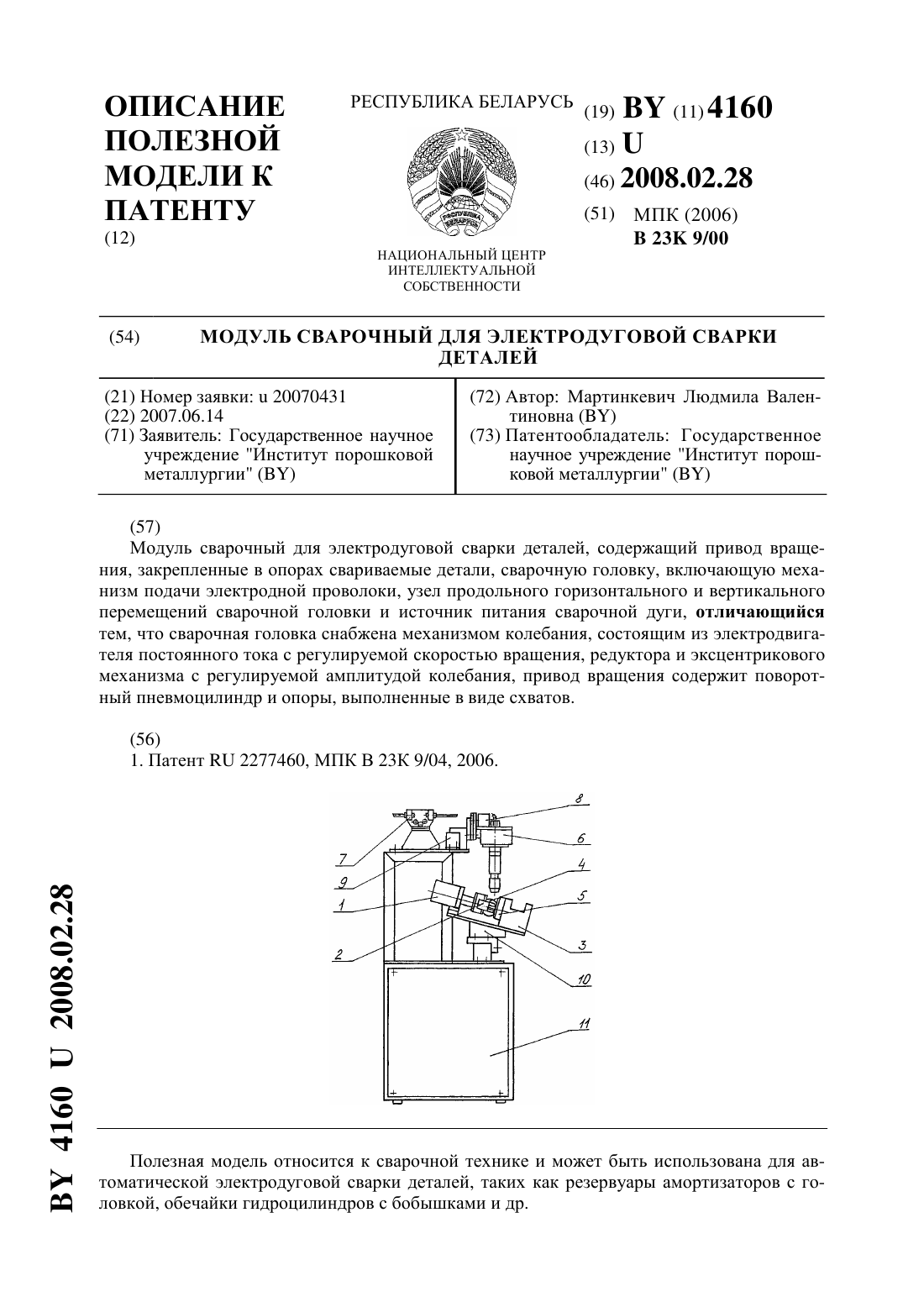
...головке отсутствует механизм колебания, привод вращения имеет сложную и громоздкую конструкцию. Задача предлагаемого технического решения - повышение производительности при одновременном повышении качества сварных швов и получении их с заданными геометрическими параметрами. Для решения поставленной задачи в предлагаемом модуле сварочном для электродуговой сварки деталей, содержащем привод вращения, закрепленные в опорах свариваемые детали,...
Модуль сварочный для электродуговой сварки деталей, имеющих форму тел вращения

Номер патента: U 3850
Опубликовано: 30.10.2007
Авторы: Волкова Ирина Николаевна, Мартинкевич Людмила Валентиновна
МПК: B23K 9/04
Метки: имеющих, форму, деталей, сварочный, вращения, сварки, тел, модуль, электродуговой
Текст:
...редуктора и эксцентрикового механизма с регулируемой амплитудой колебания, позволяющего получить сварные швы с заданными геометрическими параметрами и необходимого качества. Технический результат предложенного модуля состоит в увеличении производительности в 1,5-2 раза при одновременном повышении качества сварных швов с заданными геометрическими параметрами, а также в повышении удобств эксплуатации. На фиг. 1 представлена...
Предыдущий патент: Способ электродуговой сварки чугуна со сталью
Следующий патент: Износостойкое комбинированное покрытие и способ получения износостойкого комбинированного покрытия
Случайный патент: Система управления коробкой передач тягово-транспортного средства