Способ газопламенного напыления покрытий из проволочных материалов
Номер патента: 4731
Опубликовано: 30.09.2002
Авторы: Белоцерковский Марат Артемович, Белоцерковский Алексей Маратович, Полупан Юрий Владимирович
Текст
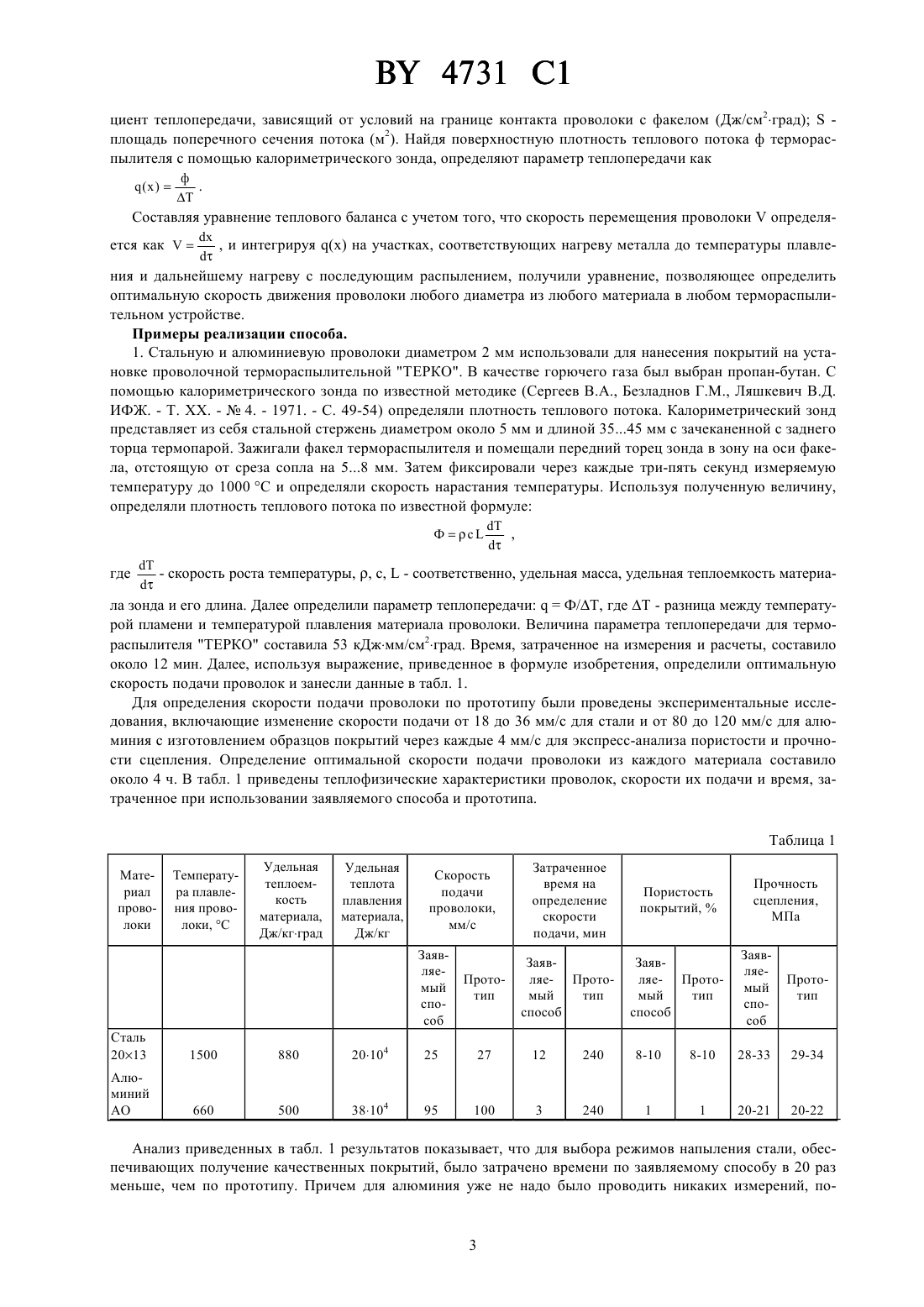
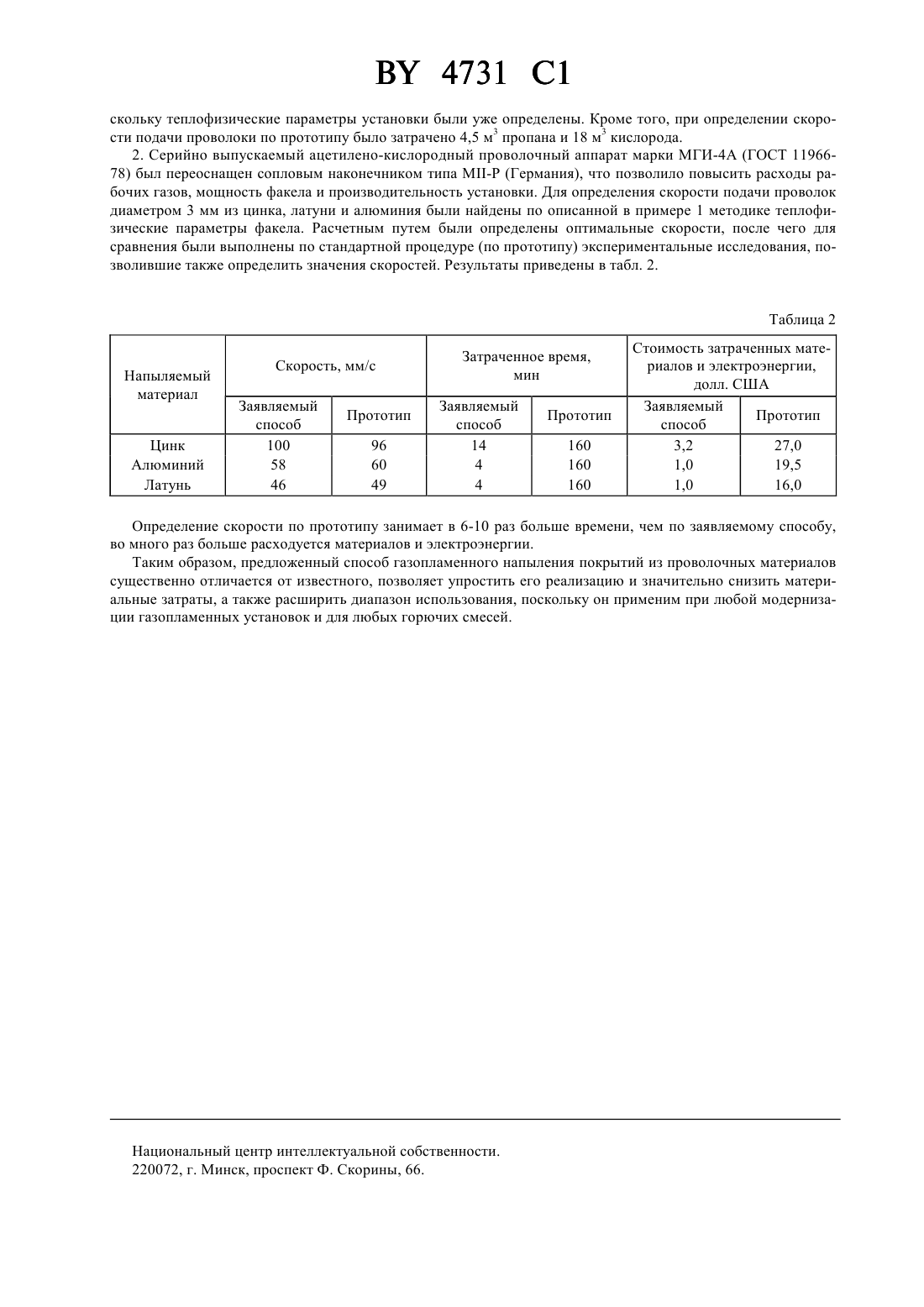
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ ИЗ ПРОВОЛОЧНЫХ МАТЕРИАЛОВ(71) Заявитель Институт надежности машин Национальной академии наук Беларуси(73) Патентообладатель Институт надежности машин Национальной академии наук Беларуси(57) Способ газопламенного напыления покрытий из проволочных материалов, при котором в факел пламени термораспылителя подают проволоку с определенной скоростью, отличающийся тем, что скорость подачи проволоки(м/с) выбирают с учетом величины теплового потока факела термораспылителя, используя следующее выражение 1 Тм - температура плавления материала проволоки, К пм, ,- соответственно, удельная масса (кг/м 3), удельная теплота плавления (Дж/кг), удельная теплоемкость (Дж/кгград) материала проволоки- диаметр проволоки (м), где- расстояние от выхода проволоки из сопла до точки распыла (м)- параметр теплопередачи на границе контакта проволоки с пламенем ф, где ф - поверхностная плотность теплового потока (Вт/м 2)- разница температур на границе контакта проволоки с пламенем. Изобретение относится к технологии восстановления-упрочнения быстроизнашивающихся деталей машин и элементов конструкций газопламенным напылением покрытий из проволочных материалов. Способ 4731 1 может быть использован при восстановлении посадочных мест под подшипники на валах и в корпусных деталях, шеек коленчатых валов, для нанесения антифрикционных покрытий на изношенную поверхность деталей узлов трения, для получения коррозионностойких слоев на поверхностях, контактирующих с агрессивными средами. Известен способ газопламенного напыления покрытий из проволочных материалов ( А.. -. - 9, 1966. - Р. 526-532), заключающийся в подаче проволочных материалов в факел пламени термораспылителя со скоростью, определяемой визуально по внешнему виду струи распыленных частиц и поверхностному слою формируемого покрытия. Недостатком известного способа является невозможность определения оптимальной скорости подачи проволоки,обуславливающей основные показатели качества покрытий (плотность покрытий и их прочность сцепления с основой). Визуально можно определить с очень большой погрешностью степень распыла только у относительно тугоплавких металлов (с Тпл. более 1400 С), а при распылении цинка, алюминия, латуней и бронз световые треки летящих частиц сливаются с пламенем факела, особенно с пламенем, образованным пропанбутан-кислородной смесью. Подача проволок со скоростями меньше или больше оптимальных вызывает ухудшение качества покрытий, неравномерный распыл, повышение количества частиц размером от 100 до 300 мкм. Наиболее близким по технической сущности к заявляемому способу является способ газопламенного напыления покрытий из проволочных материалов ( О.. -- , , 28.-3. - 1986. - . 323-325), принятый за прототип, заключающийся в подаче в факел термораспылителя проволок со скоростями, выбранными экспериментально в зависимости от диаметра и температуры плавления проволок и сведенными в таблицы. Данные таблицы содержатся в паспортах выпускаемых серийно термораспылителей и соответствуют только этому типу установок (Матвейшин Е.Н. и др. Влияние параметров режима распыления на расход материалов и качество покрытий при газопламенной проволочной металлизации. - Сварочное производство. -1. - 1986. - С. 5-7). При замене горючего газа данными таблицами пользоваться нельзя, так же как и в случае модернизации распылительной камеры серийного металлизатора или при разработке новой конструкции установки газопламенного напыления. Экспериментальные исследования с целью выбора оптимальной скорости подачи проволоки отнимают много времени и материальных ресурсов. Задачей является упрощение реализации способа при любом изменении параметров газового факела и состава горючей смеси путем определения скорости подачи проволоки расчетным путем. Для решения поставленной задачи в способе газопламенного напыления покрытий из проволочных материалов, при котором в факел пламени термораспылителя подают проволоку с определенной скоростью, согласно изобретению, скорость подачи проволоки(м/с) выбирают с учетом величины теплового потока факела термораспылителя, используя следующее выражение 1 Тм - температура плавления материала проволоки, К пм, ,- соответственно, удельная масса (кг/м 3), удельная теплота плавления (Дж/кг), удельная теплоемкость (Дж/кгград) материала проволоки- диаметр проволоки (м), где- расстояние от выхода проволоки из сопла до точки распыла (м)- параметр теплопередачи на границе контакта проволоки с пламенем, где ф - поверхностная плотность теплового потока (Вт/м 2) Т - разница температур на границе контакта проволоки с пламенем. В основе предлагаемой расчетной методики определения скорости подачи проволоки в факел термораспылителя лежит составление уравнения теплового баланса в системе проволока-факел с учетом теплопередачи, зависящей от условий на границе раздела пламени с металлом. Основными параметрами процесса нагрева металла посредством вынужденного конвективного теплообмена являются температура пламени и коэффициент теплопередачи от пламени к металлу, которые зависят от состава исходной горючей смеси и условий ее сжигания. Тепловой поток, проходящий сквозь границу раздела двух фаз при наличии в ней температурного скачка Т, определяется как 2 4731 1 циент теплопередачи, зависящий от условий на границе контакта проволоки с факелом (Дж/см 2 град)площадь поперечного сечения потока (м 2). Найдя поверхностную плотность теплового потока ф термораспылителя с помощью калориметрического зонда, определяют параметр теплопередачи как Составляя уравнение теплового баланса с учетом того, что скорость перемещения проволокиопределяется как, и интегрируяна участках, соответствующих нагреву металла до температуры плавле ния и дальнейшему нагреву с последующим распылением, получили уравнение, позволяющее определить оптимальную скорость движения проволоки любого диаметра из любого материала в любом термораспылительном устройстве. Примеры реализации способа. 1. Стальную и алюминиевую проволоки диаметром 2 мм использовали для нанесения покрытий на установке проволочной термораспылительной ТЕРКО. В качестве горючего газа был выбран пропан-бутан. С помощью калориметрического зонда по известной методике (Сергеев В.А., Безладнов Г.М., Ляшкевич В.Д. ИФЖ. - Т. ХХ. -4. - 1971. - С. 49-54) определяли плотность теплового потока. Калориметрический зонд представляет из себя стальной стержень диаметром около 5 мм и длиной 3545 мм с зачеканенной с заднего торца термопарой. Зажигали факел термораспылителя и помещали передний торец зонда в зону на оси факела, отстоящую от среза сопла на 58 мм. Затем фиксировали через каждые три-пять секунд измеряемую температуру до 1000 С и определяли скорость нарастания температуры. Используя полученную величину,определяли плотность теплового потока по известной формуле Ф ла зонда и его длина. Далее определили параметр теплопередачиФ/Т, где Т - разница между температурой пламени и температурой плавления материала проволоки. Величина параметра теплопередачи для термораспылителя ТЕРКО составила 53 кДжмм/см 2 град. Время, затраченное на измерения и расчеты, составило около 12 мин. Далее, используя выражение, приведенное в формуле изобретения, определили оптимальную скорость подачи проволок и занесли данные в табл. 1. Для определения скорости подачи проволоки по прототипу были проведены экспериментальные исследования, включающие изменение скорости подачи от 18 до 36 мм/с для стали и от 80 до 120 мм/с для алюминия с изготовлением образцов покрытий через каждые 4 мм/с для экспресс-анализа пористости и прочности сцепления. Определение оптимальной скорости подачи проволоки из каждого материала составило около 4 ч. В табл. 1 приведены теплофизические характеристики проволок, скорости их подачи и время, затраченное при использовании заявляемого способа и прототипа. Таблица 1 Материал проволоки Удельная теплота плавления материала,Дж/кг Затраченное время на определение скорости подачи, мин Анализ приведенных в табл. 1 результатов показывает, что для выбора режимов напыления стали, обеспечивающих получение качественных покрытий, было затрачено времени по заявляемому способу в 20 раз меньше, чем по прототипу. Причем для алюминия уже не надо было проводить никаких измерений, по 3 4731 1 скольку теплофизические параметры установки были уже определены. Кроме того, при определении скорости подачи проволоки по прототипу было затрачено 4,5 м 3 пропана и 18 м 3 кислорода. 2. Серийно выпускаемый ацетилено-кислородный проволочный аппарат марки МГИ-4 А (ГОСТ 1196678) был переоснащен сопловым наконечником типа М-Р (Германия), что позволило повысить расходы рабочих газов, мощность факела и производительность установки. Для определения скорости подачи проволок диаметром 3 мм из цинка, латуни и алюминия были найдены по описанной в примере 1 методике теплофизические параметры факела. Расчетным путем были определены оптимальные скорости, после чего для сравнения были выполнены по стандартной процедуре (по прототипу) экспериментальные исследования, позволившие также определить значения скоростей. Результаты приведены в табл. 2. Таблица 2 Напыляемый материал Цинк Алюминий Латунь Стоимость затраченных материалов и электроэнергии,долл. США Заявляемый Прототип способ 3,2 27,0 1,0 19,5 1,0 16,0 Определение скорости по прототипу занимает в 6-10 раз больше времени, чем по заявляемому способу,во много раз больше расходуется материалов и электроэнергии. Таким образом, предложенный способ газопламенного напыления покрытий из проволочных материалов существенно отличается от известного, позволяет упростить его реализацию и значительно снизить материальные затраты, а также расширить диапазон использования, поскольку он применим при любой модернизации газопламенных установок и для любых горючих смесей. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B05B 7/20
Метки: напыления, материалов, способ, проволочных, газопламенного, покрытий
Код ссылки
<a href="https://by.patents.su/4-4731-sposob-gazoplamennogo-napyleniya-pokrytijj-iz-provolochnyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ газопламенного напыления покрытий из проволочных материалов</a>
Устройство для газопламенного напыления проволочных материалов
Номер патента: U 349
Опубликовано: 30.09.2001
Авторы: Пунтус Игорь Леонидович, Витязь Петр Александрович, Белоцерковский Марат Артемович, Сухоцкий Павел Геннадьевич
МПК: B05B 7/20
Метки: устройство, материалов, газопламенного, проволочных, напыления
Текст:
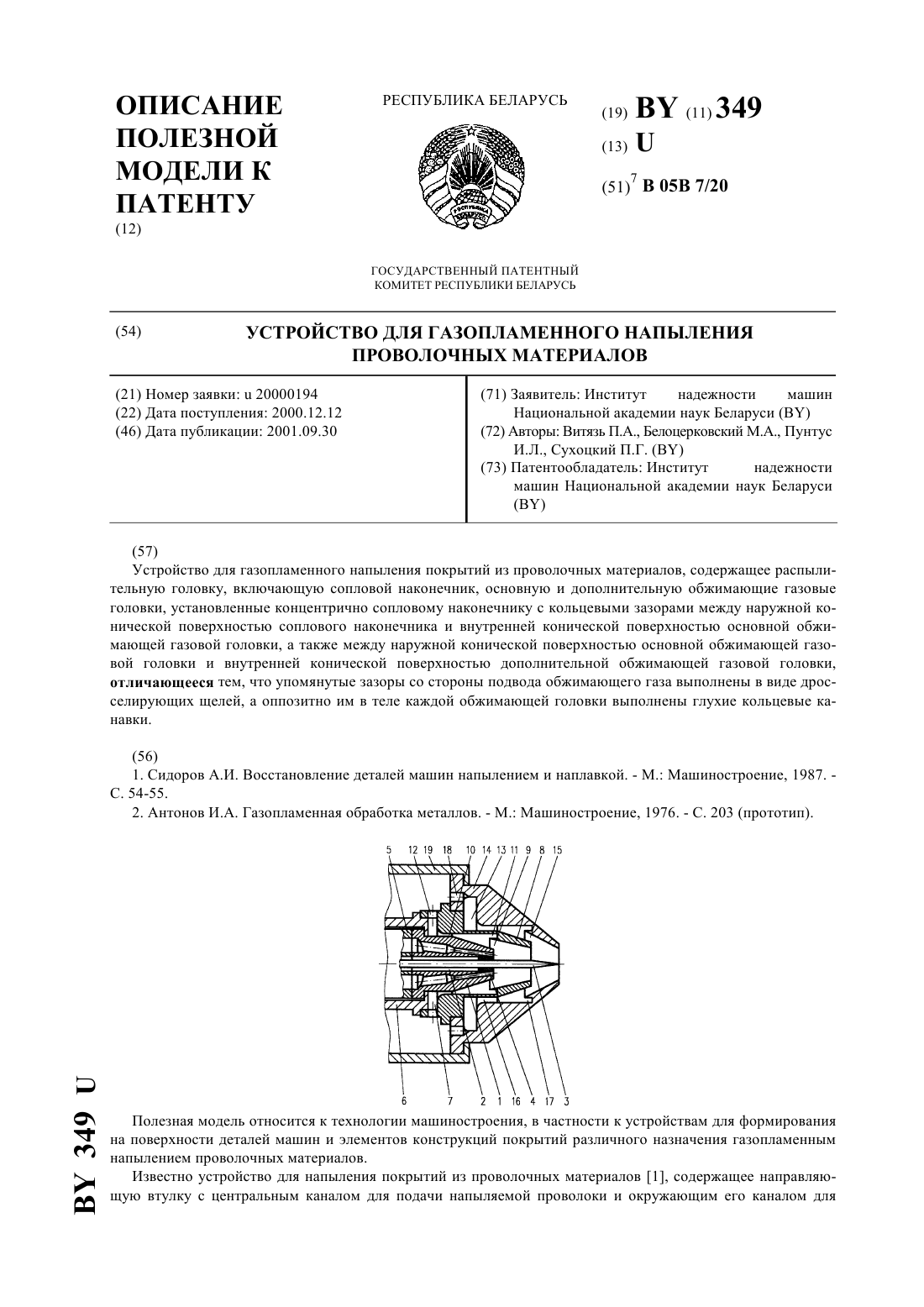
...расположенные напротив дросселирующих щелей, обеспечивают возникновение в газовом потоке высокочастотных акустических колебаний за счет торможения сверхзвукового газового потока. Соотношение размеров дросселирующих щелей и соответствующих кольцевых канавок обеспечивает генерирование высокочастотных колебаний с частотами и уровнями звукового давления, необходимыми для получения покрытий с требуемыми физико-механическими свойствами. На...
Устройство для газопламенного напыления порошковых полимерных материалов
Номер патента: U 477
Опубликовано: 30.03.2002
Авторы: Пунтус Игорь Леонидович, Белоцерковский Марат Артемович, Федаравичус Александр Владимирович
МПК: B05B 7/20
Метки: порошковых, материалов, устройство, напыления, газопламенного, полимерных
Текст:
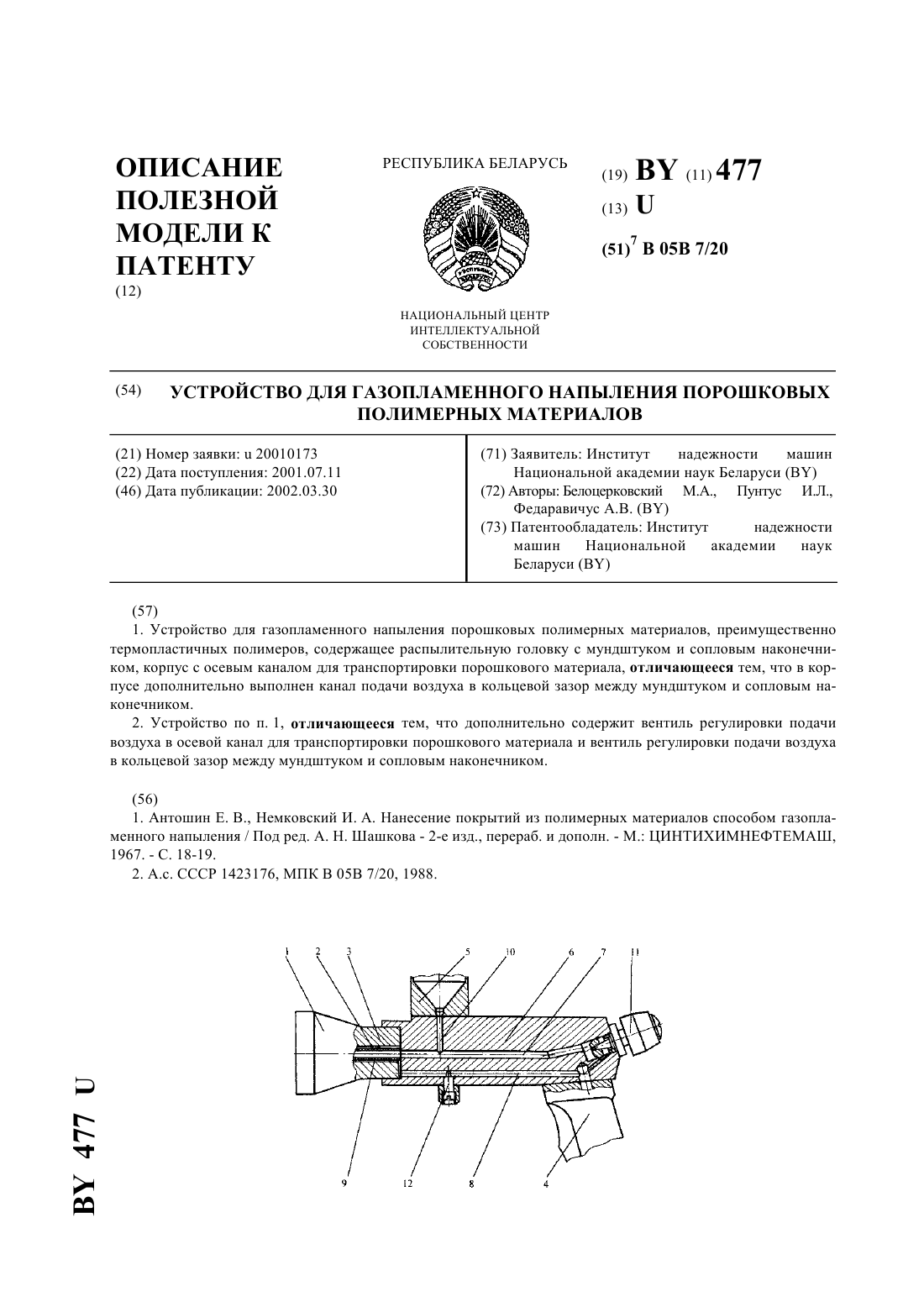
...Кроме того, устройство дополнительно содержит вентиль регулировки подачи воздуха в осевой канал для транспортировки порошкового материала и вентиль регулировки подачи воздуха в кольцевой зазор между мундштуком и сопловым наконечником. Предложенная конструкция обеспечивает качественное напыление порошковых полимерных материалов с температурой плавления от 50 до 450 С за счет расширения диапазона теплофизических характеристик факела....
Горелка для газопламенного напыления легкоплавких порошковых материалов
Номер патента: U 223
Опубликовано: 30.12.2000
Авторы: Федаравичус Александр Владимирович, Белоцерковский Марат Артемович, Пунтус Игорь Леонидович
МПК: B05B 7/20
Метки: горелка, порошковых, газопламенного, легкоплавких, материалов, напыления
Текст:
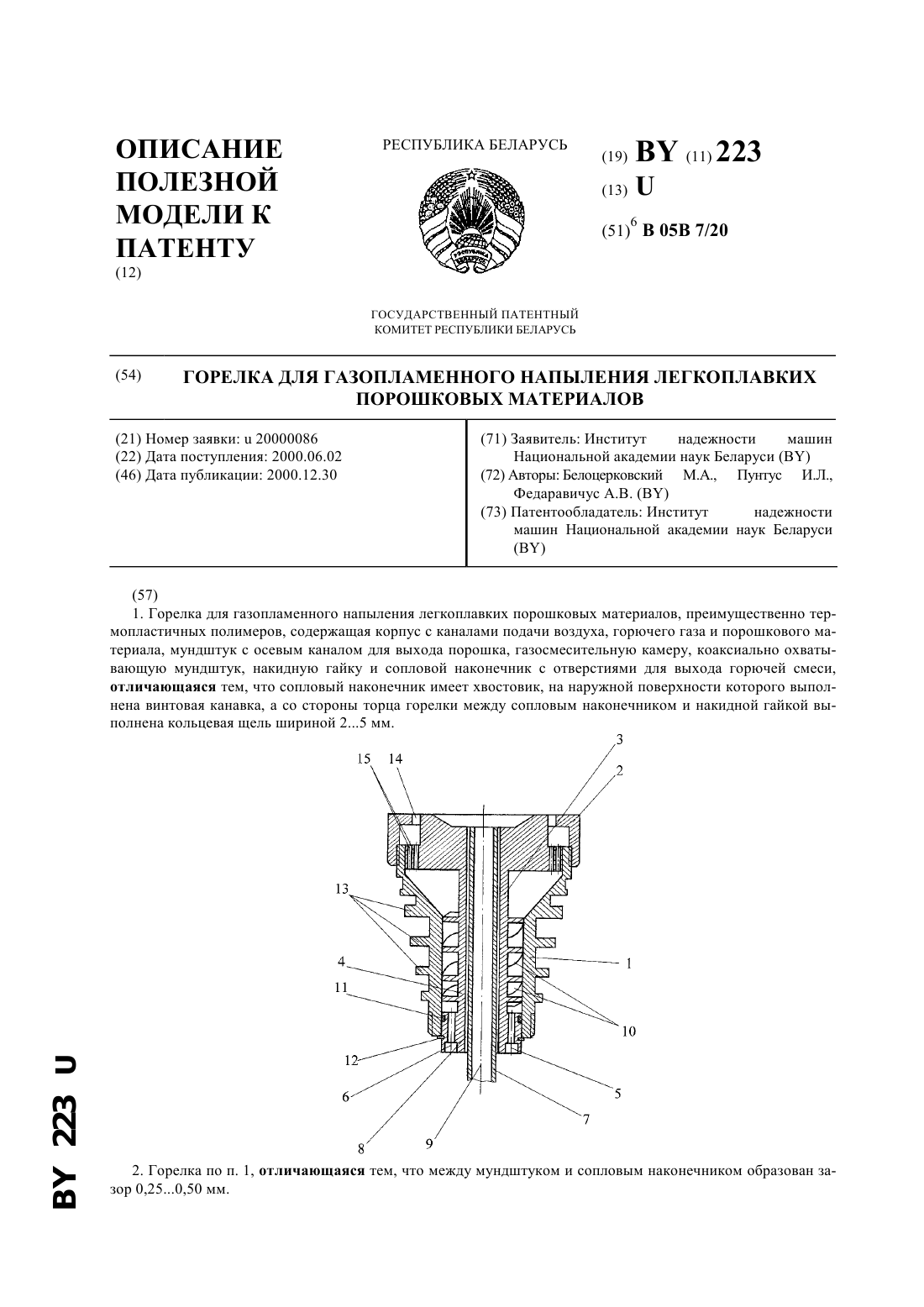
...покрытий достигается за счет лучшего смешения компонентов горючей смеси в газосмесительной камере, имеющей форму винтовой канавки. При движении по винтовой канавке горючего газа и воздуха возникают циркуляционные токи или так называемая вторичная циркуляция, обуславливающая возникновение развитого турбулентного течения, которое повышает интенсивность перемешивания и обеспечивает получение качественной смеси. Выполненная на сопловом...
Наконечник к пистолету для газопламенного напыления
Номер патента: 2325
Опубликовано: 30.09.1998
Авторы: Лагунов Николай Федорович, Манойло Евгений Данилович, Ивашко Виктор Сергеевич
МПК: B05B 7/20
Метки: газопламенного, наконечник, пистолету, напыления
Текст:
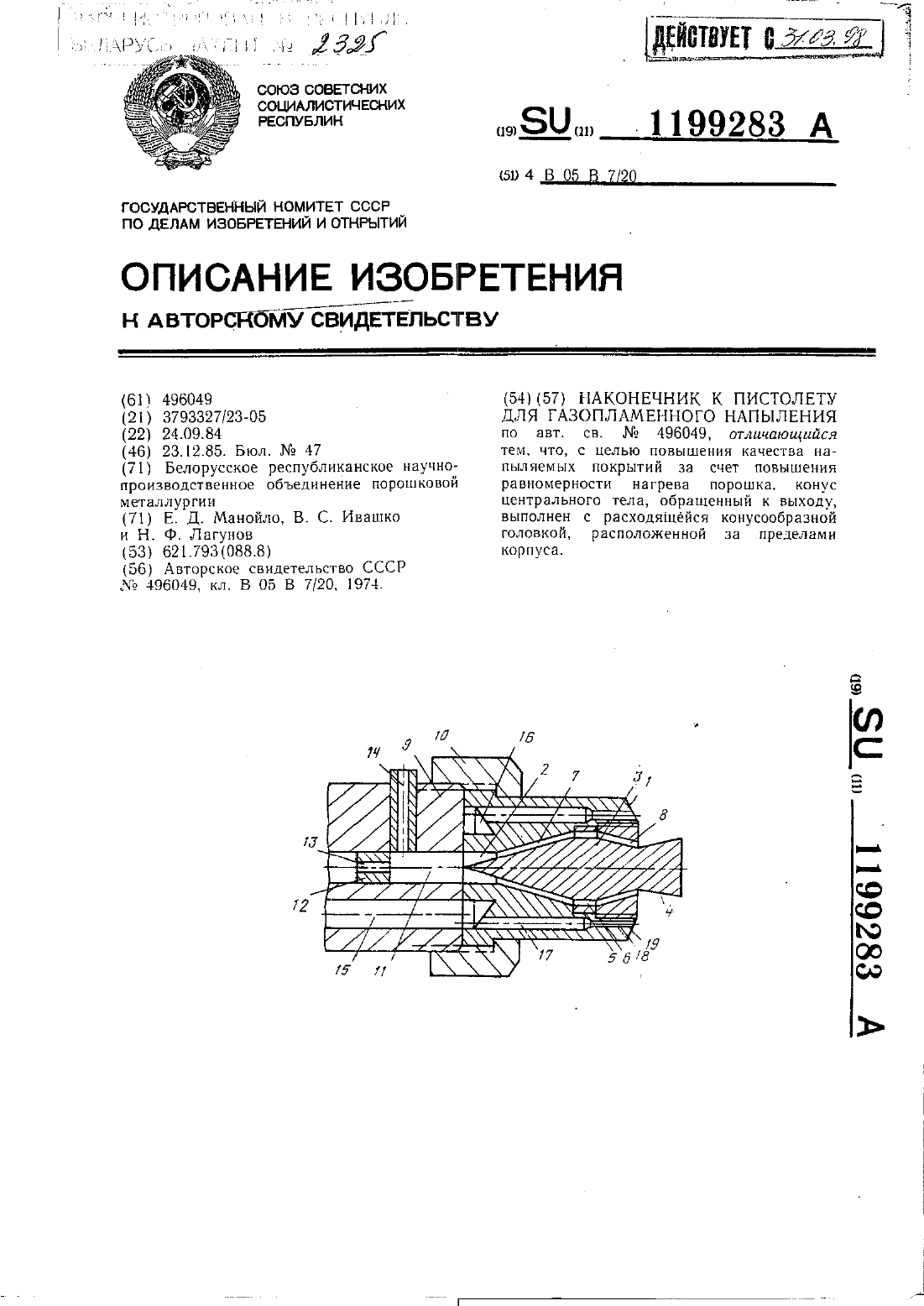
...газом в зону нагрева. В корпусе 1 с зазором смонтировано выполненное в форме связанных между собой ОСНОВЭНПЯМН ДВУХ КОНУСОВ ЦЕНТРЗЛЬНОЕ тело 3, конус центрального тела, обращенный к выходу, выполнен с расходящейся конусо(тбринной головкой 4. На стыке конусов расположен кольцевой буртик 5 с прорезя мп 13. при этом тело 3 образует с корпусом 1спнпсгрэтчно расположенные относительно оси пснгрального канала 2 полости 7 и 8для подачи...
Наконечник к пистолету для газопламенного напыления
Номер патента: 2328
Опубликовано: 30.09.1998
Автор: Манойло Евгений Данилович
МПК: B05B 7/20
Метки: газопламенного, наконечник, напыления, пистолету
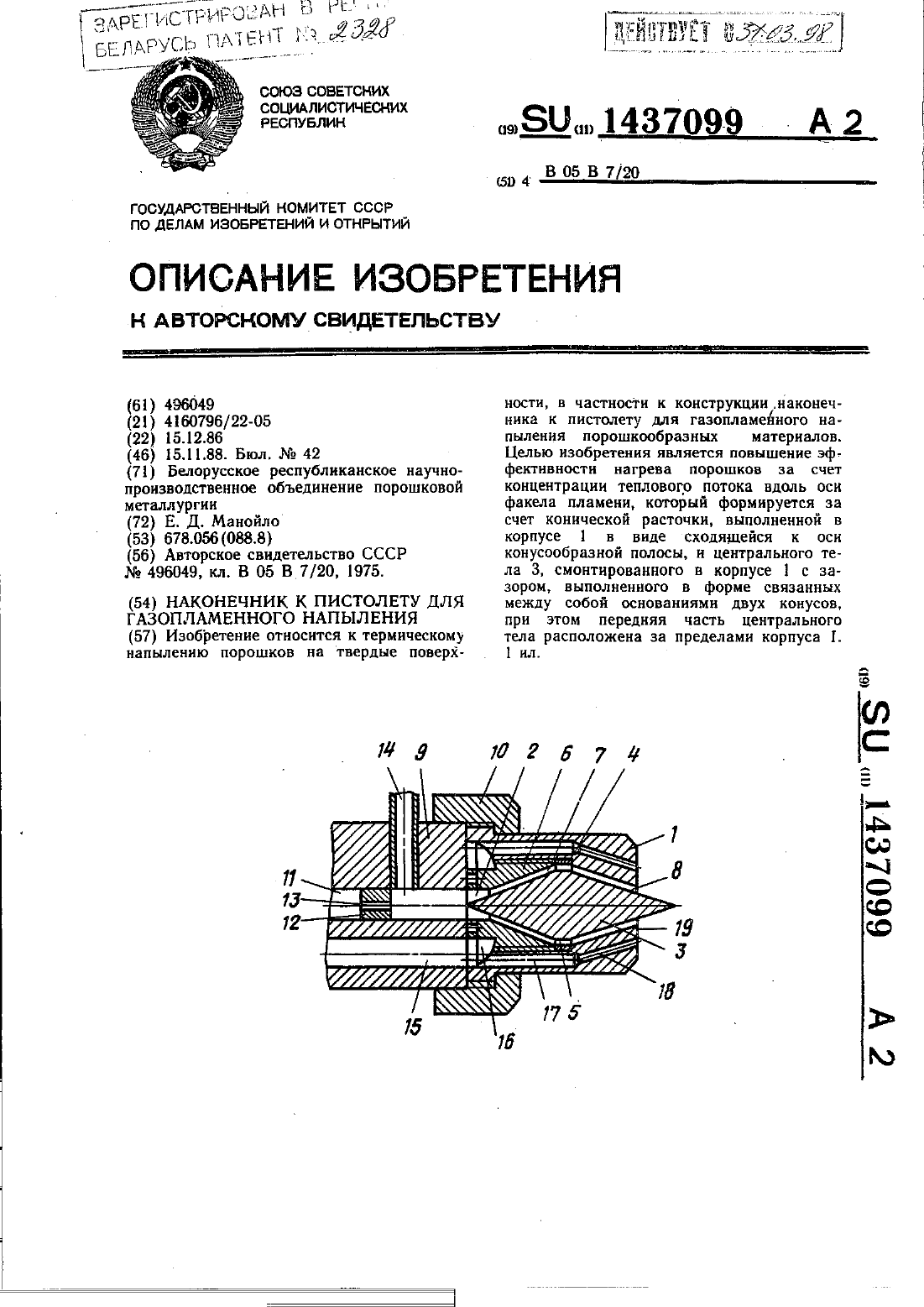
Текст:
...При этом тело 3 образует с корпусом 1 симметрично расположенные относительно оси Центрального канала 2 полости 7 и 8 для подачи распыливаемого агента, а передняя часть его расположена за пределами корпуса. Наконечник закреплен на корпусе 9 газосмесительного устройстватистолета накидной гайкой 10. В корпусе пистолета вьшолиен центральный канал 11 с инжектором 12, снабженным калиброванным отверстием13. за которым расположен трубопровод 14...
Предыдущий патент: Способ повышения продуктивности кур
Следующий патент: Прецизионный датчик положения ротора для управляемых вентильных электродвигателей
Случайный патент: Быстросъемное соединение сменного рабочего органа фронтального гидравлического погрузчика со стрелой