Способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов
Номер патента: 7879
Опубликовано: 28.02.2006
Авторы: Матюк Владимир Федорович, Мельгуй Михаил Александрович, Любарец Алексей Леонидович
Текст
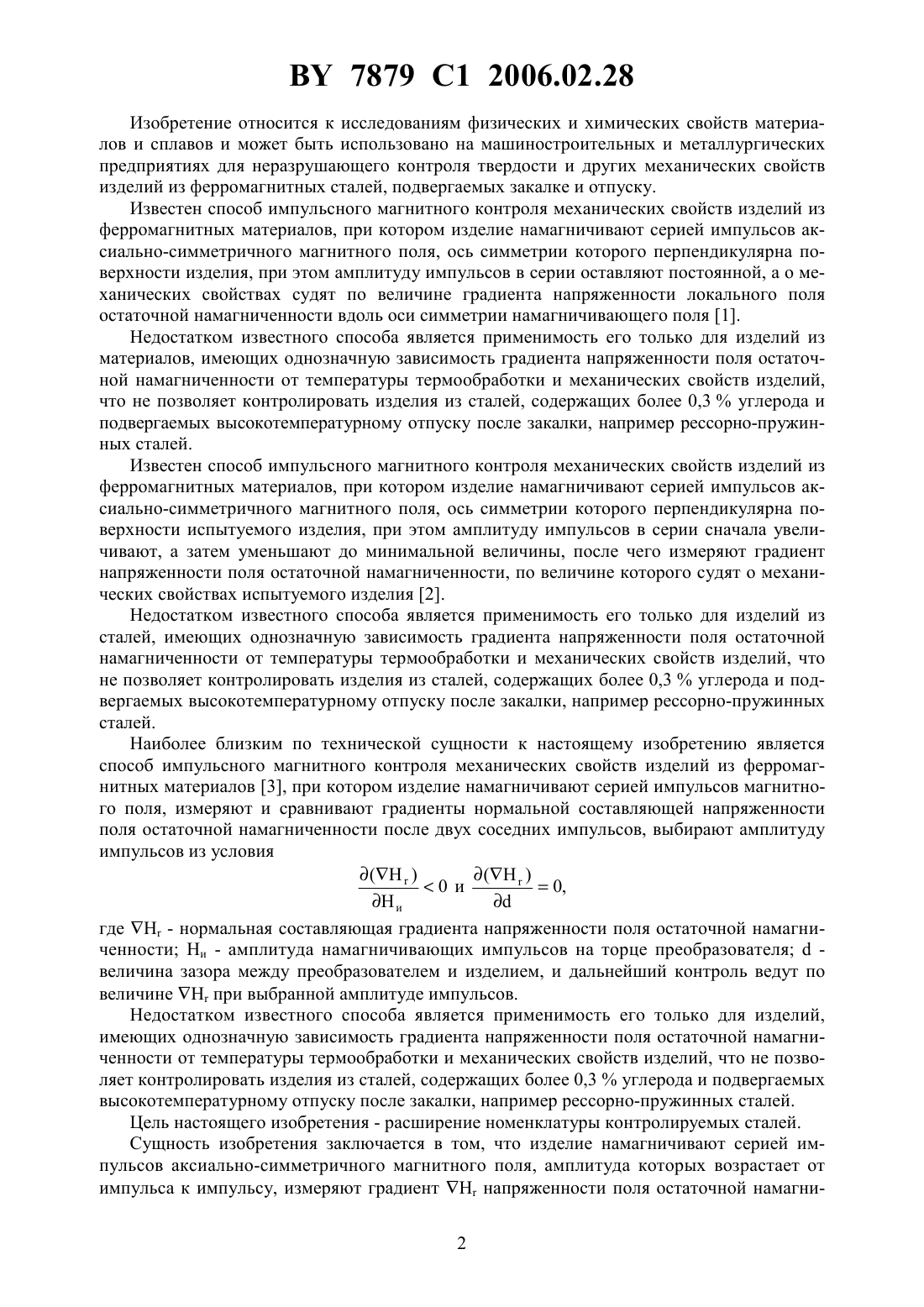
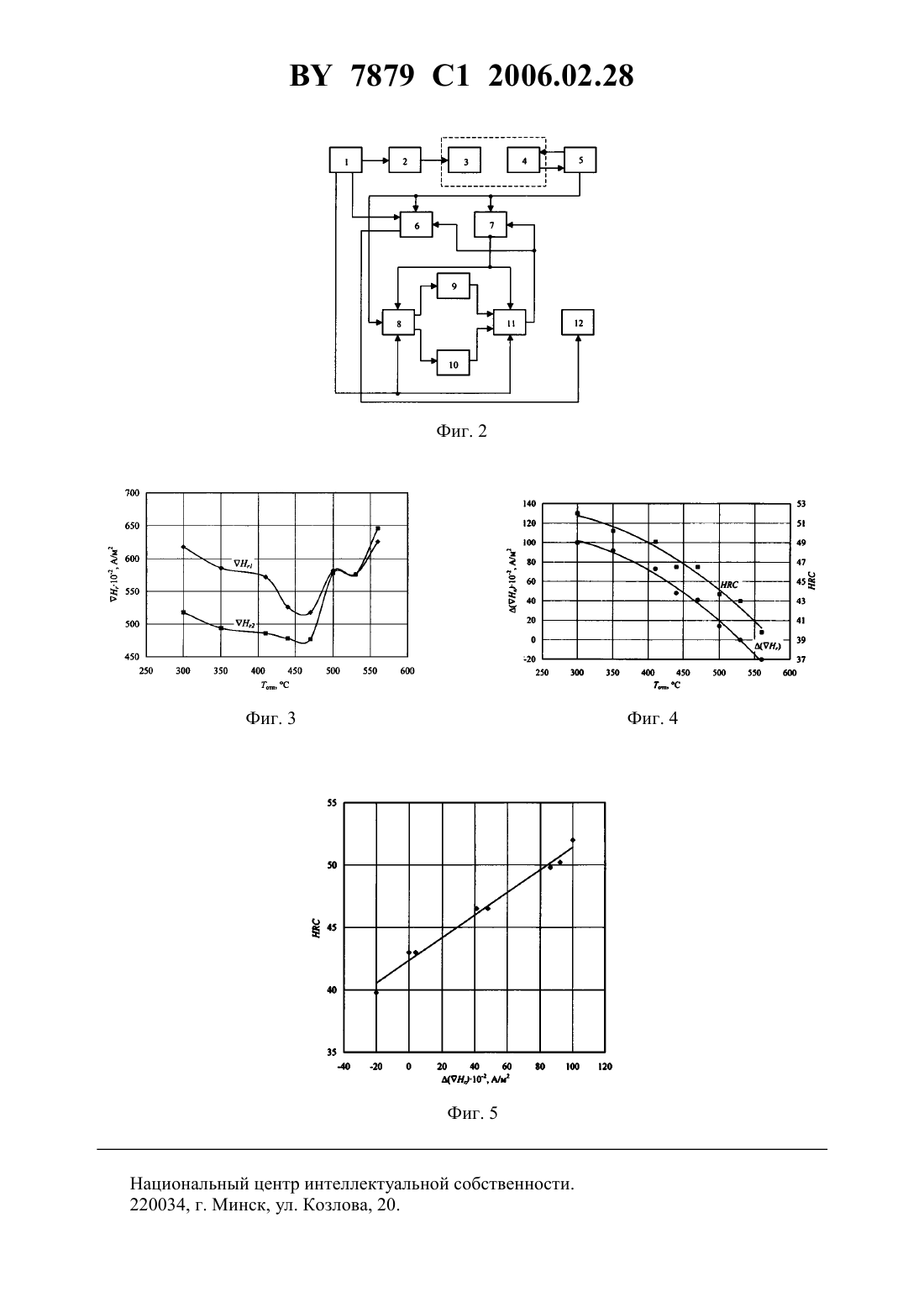
(51)01 27/80 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИМПУЛЬСНОГО МАГНИТНОГО КОНТРОЛЯ МЕХАНИЧЕСКИХ СВОЙСТВ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Авторы Матюк Владимир Федорович Мельгуй Михаил Александрович Любарец Алексей Леонидович(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов, при котором контролируемое изделие намагничивают серией импульсов аксиально-симметричного магнитного поля, амплитуда которых Ни возрастает от импульса к импульсу, измеряют градиентнапряженности поля остаточной намагниченности после каждого импульса и сравнивают значения измеренных градиентов после двух соседних импульсов, отличающийся тем, что фиксируют значение градиента 1 в момент выполнения условия 0 и значение градиента 2 после намагничива и ния изделия импульсом с максимальной амплитудой, а величину контролируемых механических свойств определяют по разности 1-2. 7879 1 2006.02.28 Изобретение относится к исследованиям физических и химических свойств материалов и сплавов и может быть использовано на машиностроительных и металлургических предприятиях для неразрушающего контроля твердости и других механических свойств изделий из ферромагнитных сталей, подвергаемых закалке и отпуску. Известен способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов, при котором изделие намагничивают серией импульсов аксиально-симметричного магнитного поля, ось симметрии которого перпендикулярна поверхности изделия, при этом амплитуду импульсов в серии оставляют постоянной, а о механических свойствах судят по величине градиента напряженности локального поля остаточной намагниченности вдоль оси симметрии намагничивающего поля 1. Недостатком известного способа является применимость его только для изделий из материалов, имеющих однозначную зависимость градиента напряженности поля остаточной намагниченности от температуры термообработки и механических свойств изделий,что не позволяет контролировать изделия из сталей, содержащих более 0,3 углерода и подвергаемых высокотемпературному отпуску после закалки, например рессорно-пружинных сталей. Известен способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов, при котором изделие намагничивают серией импульсов аксиально-симметричного магнитного поля, ось симметрии которого перпендикулярна поверхности испытуемого изделия, при этом амплитуду импульсов в серии сначала увеличивают, а затем уменьшают до минимальной величины, после чего измеряют градиент напряженности поля остаточной намагниченности, по величине которого судят о механических свойствах испытуемого изделия 2. Недостатком известного способа является применимость его только для изделий из сталей, имеющих однозначную зависимость градиента напряженности поля остаточной намагниченности от температуры термообработки и механических свойств изделий, что не позволяет контролировать изделия из сталей, содержащих более 0,3 углерода и подвергаемых высокотемпературному отпуску после закалки, например рессорно-пружинных сталей. Наиболее близким по технической сущности к настоящему изобретению является способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов 3, при котором изделие намагничивают серией импульсов магнитного поля, измеряют и сравнивают градиенты нормальной составляющей напряженности поля остаточной намагниченности после двух соседних импульсов, выбирают амплитуду импульсов из условия 0 и 0, и где- нормальная составляющая градиента напряженности поля остаточной намагниченности Ни - амплитуда намагничивающих импульсов на торце преобразователявеличина зазора между преобразователем и изделием, и дальнейший контроль ведут по величинепри выбранной амплитуде импульсов. Недостатком известного способа является применимость его только для изделий,имеющих однозначную зависимость градиента напряженности поля остаточной намагниченности от температуры термообработки и механических свойств изделий, что не позволяет контролировать изделия из сталей, содержащих более 0,3 углерода и подвергаемых высокотемпературному отпуску после закалки, например рессорно-пружинных сталей. Цель настоящего изобретения - расширение номенклатуры контролируемых сталей. Сущность изобретения заключается в том, что изделие намагничивают серией импульсов аксиально-симметричного магнитного поля, амплитуда которых возрастает от импульса к импульсу, измеряют градиентнапряженности поля остаточной намагни 2 7879 1 2006.02.28 ченности после каждого импульса, сравнивают значения измеренных градиентов после двух соседних импульсов, фиксируют значение градиента Н 1 в момент выполнения ус ловия 0 и значение градиента 2 после намагничивания изделия импульсом си максимальной амплитудой, а о твердости и других механических свойствах судят по разности 1-2. В отличие от прототипа значение градиента Н 1 напряженности поля остаточной на магниченности фиксируют не при условии 0 , а при условии 0 , кромеии того фиксируют второе значение градиента 2 напряженности поля остаточной намагниченности после намагничивания импульсом с максимальной амплитудой, и о механических свойствах судят не по результатам измерения градиента напряженности поля остаточной намагниченности при выбранной амплитуде, а по разности зафиксированных значений градиентов-2. На фиг. 1 показан ход зависимости величины градиентанапряженности поля остаточной намагниченности от амплитуды намагничивающих импульсов и фиксируемые значения градиентов 1 и 2. На фиг. 2 показана одна из возможных структурных схем устройства для реализации способа по заявке. На фиг. 3 показана зависимость первого 1 и второго 2 фиксированных значений градиентов от температуры отпуска закаленной рессорно-пружинной стали в интервале температур 300-560 С. На фиг. 4 показана зависимость разности-2 и твердости той же стали от температуры отпуска в интервале 300-560 С. На фиг. 5 показана корреляционная связь междуи твердостью стали. Способ осуществляют следующим образом. Намагничивают изделие аксиально-симметричным импульсным магнитным полем, амплитуду и которого увеличивают от импульса к импульсу и измеряют значения градиента нормальной составляющей напряженности поля остаточной намагниченности после каждого импульса. После каждого -го намагничивающего импульса сравнивают величину измеренного градиентаполя остаточной намагниченности с величиной градиента Н(-1) напряженности поля остаточной намагниченности после намагничивания предыдущим импульсом. При достижении0 или Н-(-1)0) максимума на кривой зависимости Н(и) (условиеи фиксируют результат измерения градиента 1 напряженности поля остаточной намагниченности. Продолжают намагничивание импульсами магнитного поля, напряженность которых возрастает от импульса к импульсу до максимального значения, фиксируют второе значение градиента 2 напряженности поля остаточной намагниченности после намагничивания импульсом с максимальной амплитудой. Вычитают из первого фиксированного значения измеренного градиента второе и по заранее установленной корреляционной связи между 1-Н 2 и контролируемой механической характеристикой, например твердостью, определяют последнюю. Предложенный способ может быть реализован, например, с помощью устройства, показанного на фиг. 2. 3 7879 1 2006.02.28 Включают блок 1 управления, который запускает генератор 2 импульсов тока возрастающей амплитуды и формирует импульсы управления. Импульсы тока, проходя через намагничивающий соленоид 3 преобразователя, установленного торцевой поверхностью на испытуемое изделие, создают импульсное магнитное поле, которое намагничивает локальную область изделия (на рисунке не показано). Электрический сигнал с феррозондаградиентометра 4, размещенного внутри намагничивающего соленоида 3, поступает на измерительный блок 5. Питание феррозонда-градиентометра 4 осуществляется от низкочастотного генератора, размещенного в измерительном блоке 5. Вторая гармоника сигнала с феррозонда-градиентометра пропорциональна градиенту напряженности поля остаточной намагниченности. Этот сигнал в измерительном блоке 5 усиливается, фильтруется,детектируется и поступает на первый вход блока 6 вычитания, заблокированного сигналом с блока 1 управления, на первый вход блока 7 сравнения и на вход первого электронного ключа 8, выходы которого подсоединены к соответствующим входам первого 9 и второго 10 блоков памяти. Выходы блоков 9 и 10 памяти через второй электронный ключ 11 соединены со вторым входом блока 7 сравнения. Фаза сигнала с блока 1 управления, переключающего электронные ключи, выбрана таким образом, что на второй вход блока 7 сравнения поступает сигнал, пропорциональный градиенту напряженности поля остаточной намагниченности от предыдущего импульса. При этом на первый вход блока 7 сравнения всегда поступает сигнал, пропорциональный градиенту напряженности поля остаточной намагниченности после последнего импульса. В момент равенства сигналов на обоих входах блока 7 сравнения последний блокирует электронные ключи 8 и 11. При этом зафиксированное значение 1 поступает на второй вход блока 6 вычитания, находящегося в заблокированном состоянии. Генератор 2 продолжает намагничивание импульсами возрастающей амплитуды. При достижении максимальной амплитуды импульсов по сигналу с блока 1 управления блок 6 вычитания разблокируется и на его выходе появляется сигнал, пропорциональный разности сигналов 1 и 2, который поступает на индикатор 12. При новом пуске блока управления все блоки устанавливаются в исходное состояние и процесс повторяется. Как видно из фиг. 3, величины 1 и 2 неоднозначно зависят от температуры отпуска. Однако как , так и твердость (фиг. 4) однозначно зависят от температуры отпуска, что позволяет получить однозначную связь между измеряемой величинойи контролируемым механическим свойством (например,твердостью), которая показана на фиг. 5. Техническим результатом осуществления предлагаемого способа является расширение области применения импульсного магнитного метода контроля механических свойств изделий из ферромагнитных материалов на класс сталей, не имеющих однозначной зависимости результата измеренияот температуры отпуска. Источники информации 1. Мельгуй М.А. Магнитный контроль механических свойств сталей. - Мн. Наука и техника, 1980. - С. 140-141, 151-162. 2. А.с. СССР 708795, 1982. 3. А.с. СССР 884406, 1983. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: G01N 27/80
Метки: импульсного, материалов, изделий, контроля, ферромагнитных, механических, магнитного, способ, свойств
Код ссылки
<a href="https://by.patents.su/5-7879-sposob-impulsnogo-magnitnogo-kontrolya-mehanicheskih-svojjstv-izdelijj-iz-ferromagnitnyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов</a>
Устройство для импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов
Номер патента: U 2055
Опубликовано: 30.09.2005
Авторы: Кратиров Валерий Борисович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: импульсного, механических, свойств, устройство, изделий, контроля, ферромагнитных, материалов, магнитного
Текст:
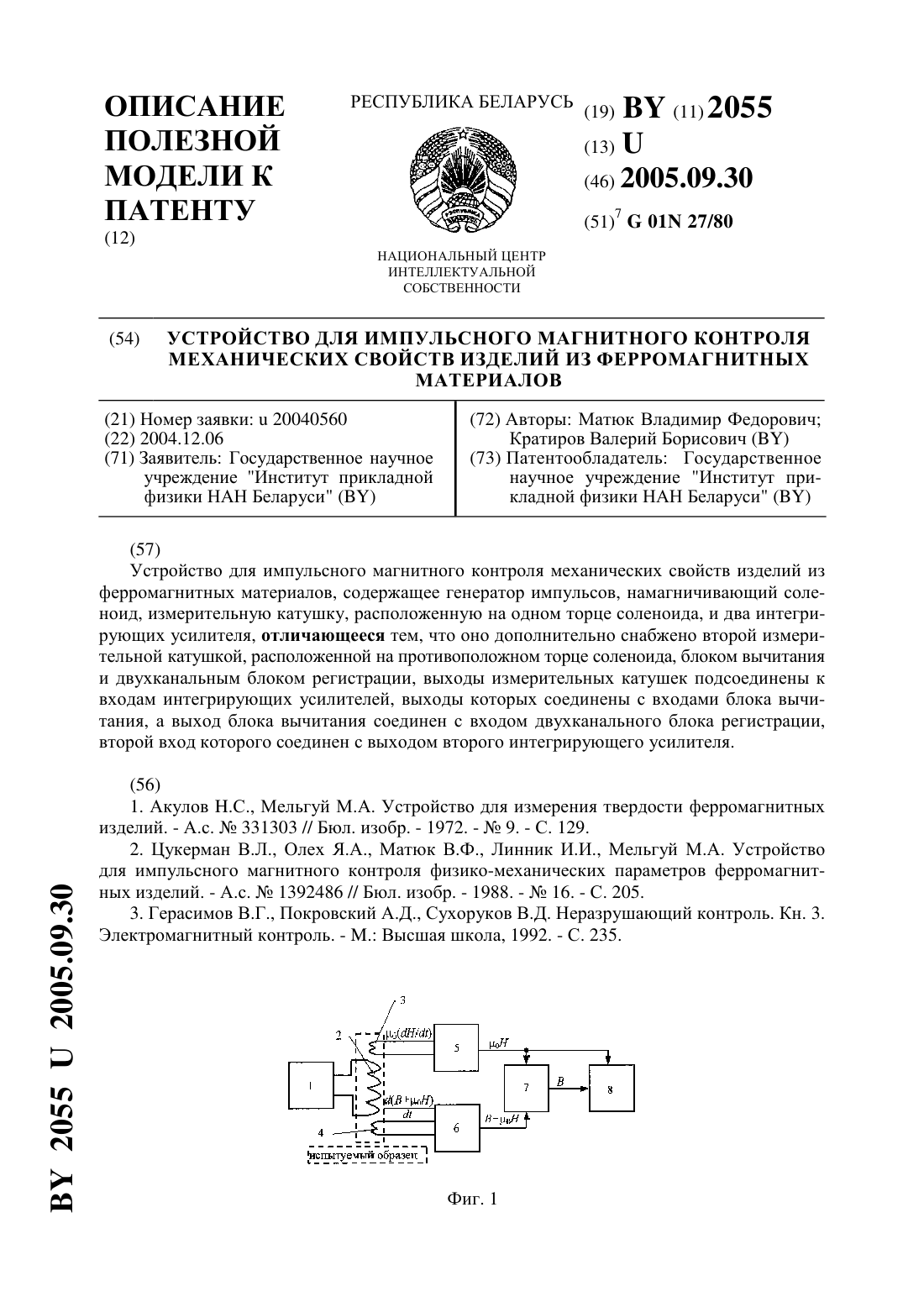
...однозначно с механическими свойствами этих сталей. Задачей настоящей полезной модели является создание устройства, обеспечивающего возможность контроля механических свойств высокоуглеродистых сталей. Сущность устройства заключается в том, что с целью обеспечения контроля механических свойств высокоуглеродистых сталей оно содержит генератор импульсов, соединенный с намагничивающим соленоидом, первую измерительную катушку, расположенную...
Преобразователь для неразрушающего контроля свойств поверхностных слоёв ферромагнитных материалов и изделий
Номер патента: U 2205
Опубликовано: 30.09.2005
Авторы: Чурило Василий Романович, Шарандо Владимир Иванович, Лухвич Александр Александрович, Булатов Олег Владимирович
МПК: G01R 33/02
Метки: ферромагнитных, поверхностных, слоёв, неразрушающего, материалов, преобразователь, контроля, свойств, изделий
Текст:
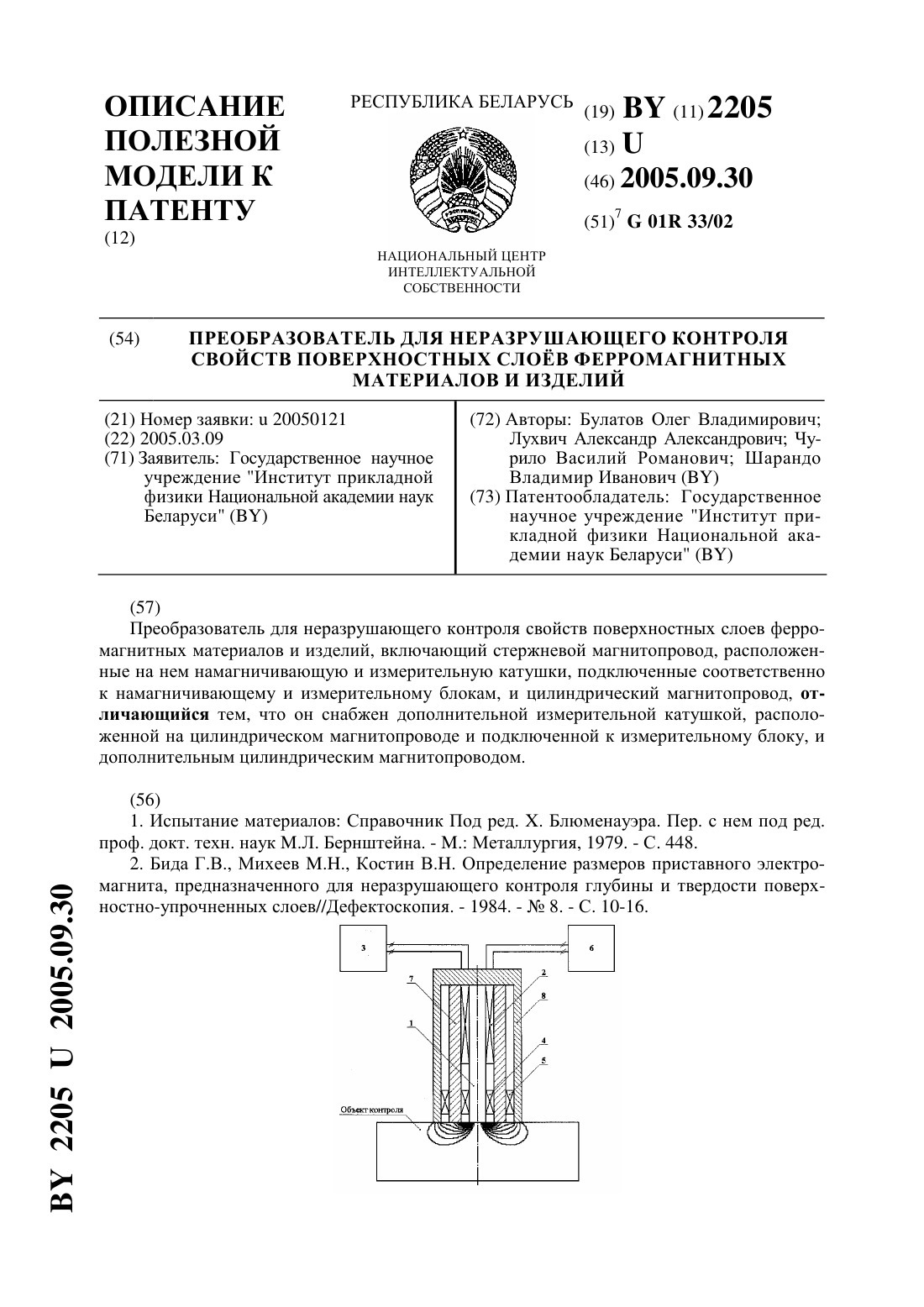
...магнитопроводами в его более глубоких слоях. Это позволяет получать от измерительной катушки информацию о свойствах поверхностного слоя объекта контроля, а от дополнительной измерительной катушки - информацию о свойствах более глубокого слоя, что в целом повышает информативность и обеспечивает большую достоверность контроля. Преобразователь может быть также использован для неразрушающего контроля неоднородности распределения...
Способ контроля штампуемости листовых ферромагнитных материалов
Номер патента: 7281
Опубликовано: 30.09.2005
Авторы: Матюк Владимир Федорович, Гончаренко Сергей Александрович, Кратиров Валерий Борисович
МПК: G01N 27/72
Метки: способ, контроля, штампуемости, листовых, материалов, ферромагнитных
Текст:
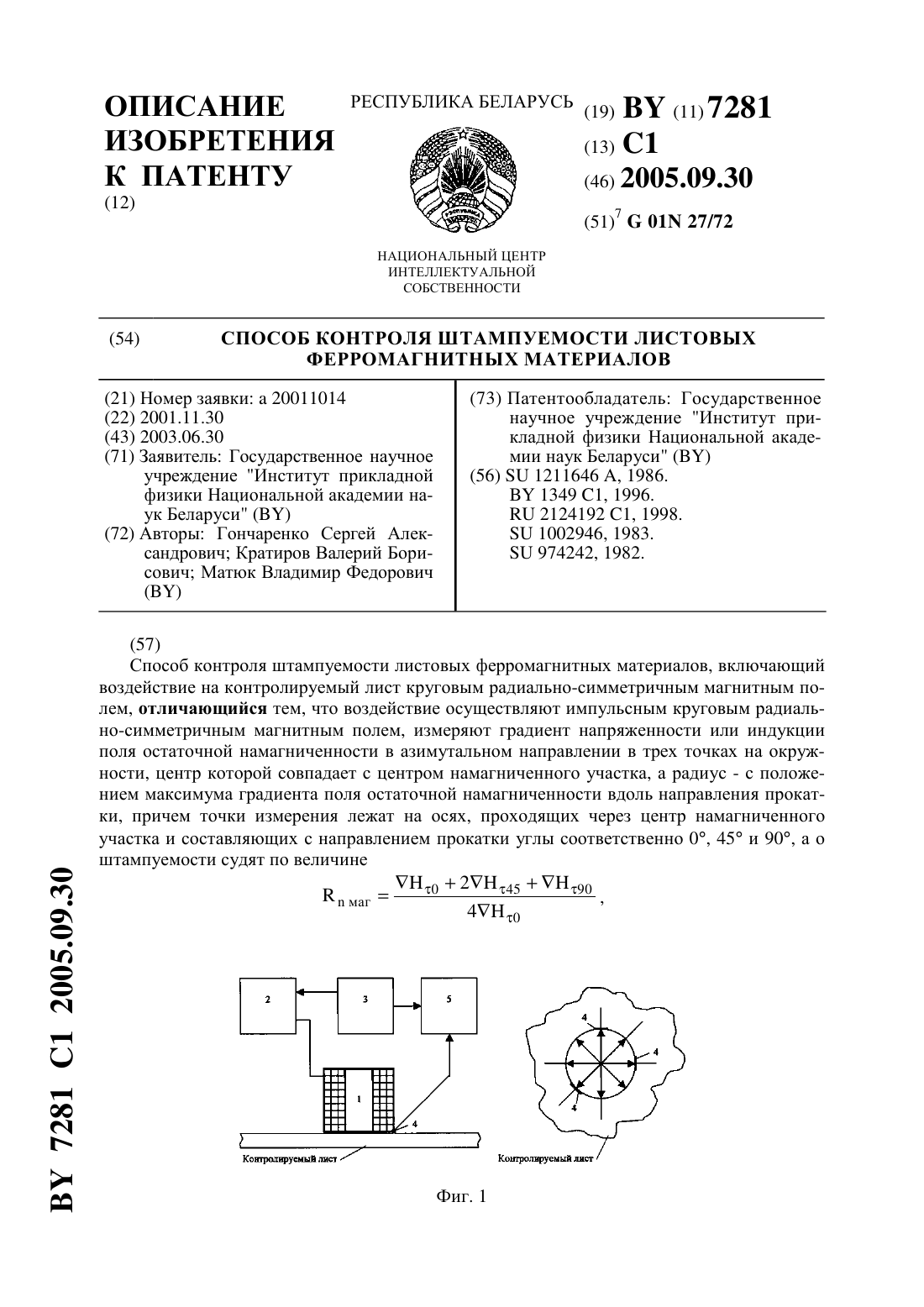
...в технологическом процессе с высокой достоверностью и низкими затратами. Сущность изобретения заключается в том, что для оценки способности стали к штамповке на контролируемый лист воздействуют импульсным круговым радиально-симметричным магнитным полем, измеряют градиент напряженности или индукции поля остаточной намагниченности в азимутальном направлении в трех точках на окружности, центр которой совпадает с центром намагниченного...
Способ электромагнитного контроля физико-механических параметров изделий и устройство для его реализации
Номер патента: 1349
Опубликовано: 16.09.1996
Авторы: Денисов Леонид Сергеевич, Мельгуй Михаил Александрович, Кратиров Валерий Борисович, Куприянов Игорь Львович, Матюк Владимир Федорович, Пиунов Владлен Даниэлевич, Орса Евгений Николаевич
МПК: G01N 27/00
Метки: параметров, контроля, реализации, физико-механических, электромагнитного, устройство, способ, изделий
Текст:
...сторон материала, считывают градиент поля остаточной намагниченности с обеих сторон материала, суммируют оба градиента и по полученной величине судят о физико-механических параметрах контролируемого материала.Недостатком этого способа является слабая чувствительность к узким протяженным зонам, отличающимся по структуре от основного металла контролируемого изделия.Сущность способа по настоящему изобретению заключается в том, что для решения...
Способ идентификации напряженно-деформированного состояния изделий из ферромагнитных материалов
Номер патента: 4145
Опубликовано: 30.12.2001
Авторы: Большаков Владимир Наумович, Горбацевич Михаил Иванович, Горбаш Валентин Григорьевич, Оленович Татьяна Владимировна
МПК: G01L 1/12
Метки: изделий, способ, состояния, ферромагнитных, идентификации, материалов, напряженно-деформированного
Текст:
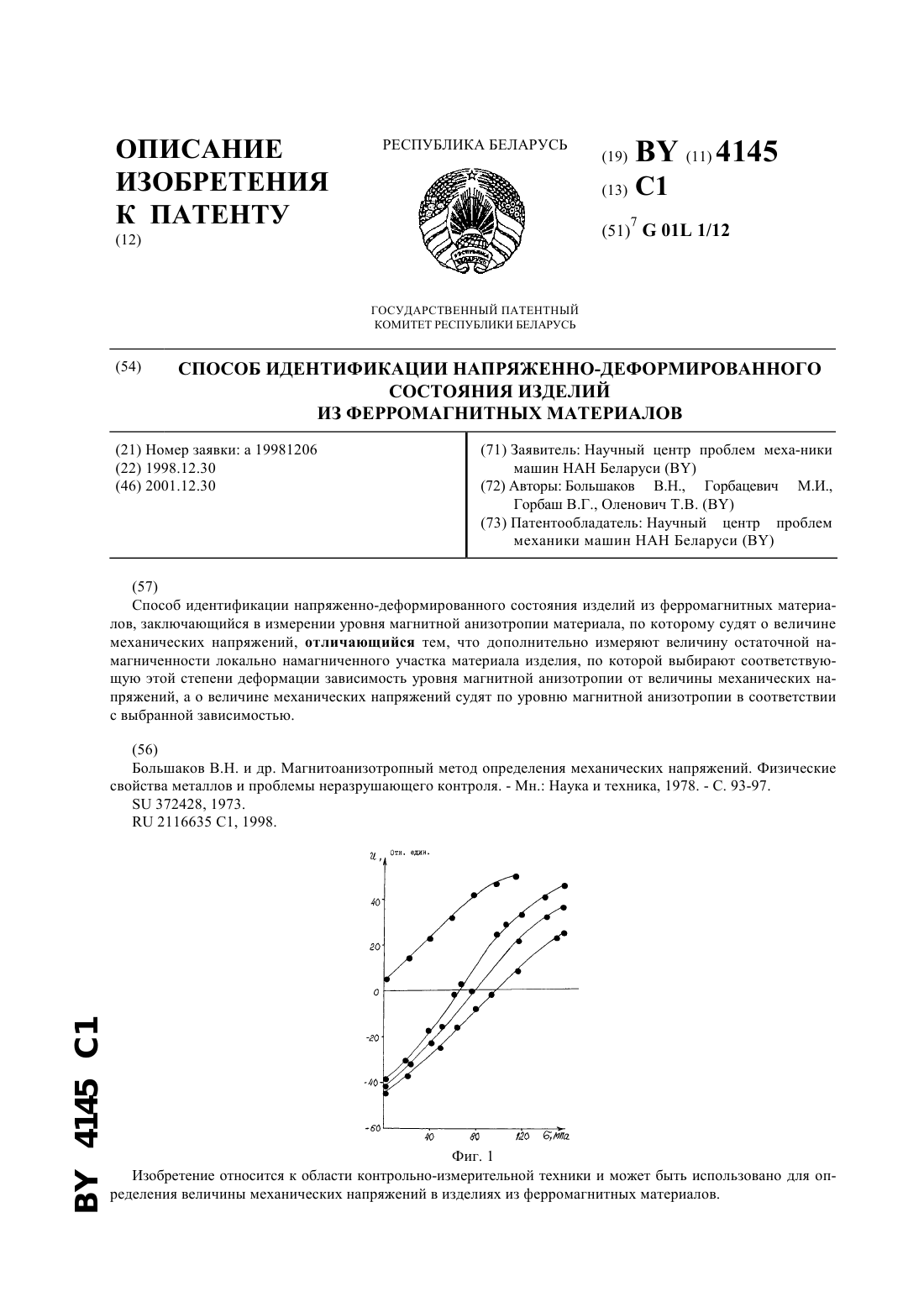
...определения величины механических напряжений в пластически деформированных материалах предлагается дополнительно измерять величину остаточной намагниченности локально намагниченного участка контролируемого изделия. Как показали исследования на различных ферромагнитных материалах, величина остаточной намагниченности однозначно связана со степенью пластической деформации материала. Поэтому, имея заранее построенный набор градуировочных...
Предыдущий патент: Полидисульфид оксалилдигидразида в качестве стабилизатора термоокислительной деструкции полиэтилена
Следующий патент: Способ изготовления системы металлизации интегральных схем
Случайный патент: Устройство для оценки надежности работы оператора