Машина для контактной шовной сварки
Номер патента: U 8270
Опубликовано: 30.06.2012
Авторы: Писарев Владимир Александрович, Пантелеенко Федор Иванович, Окунь Григорий Исакович
Текст
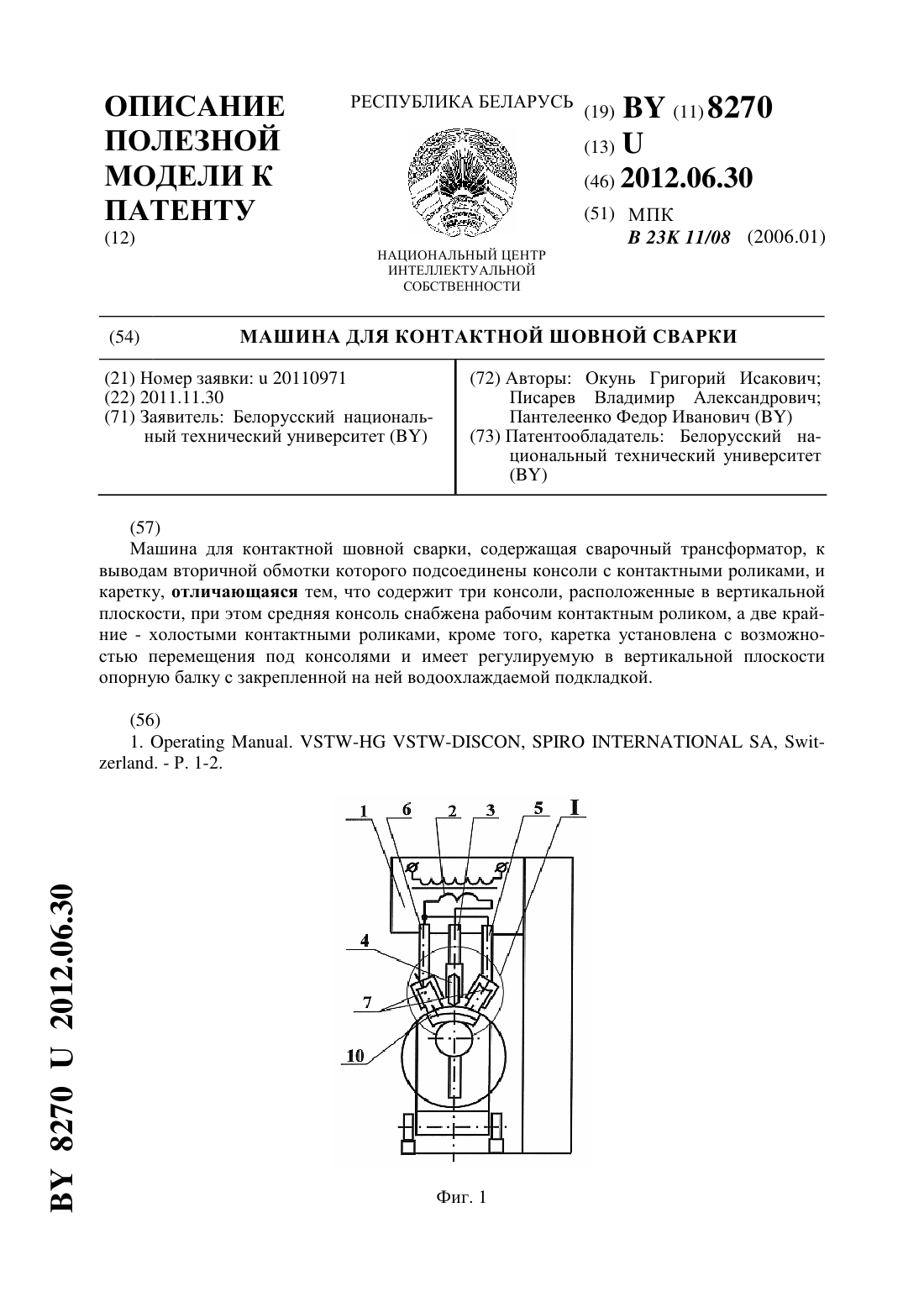
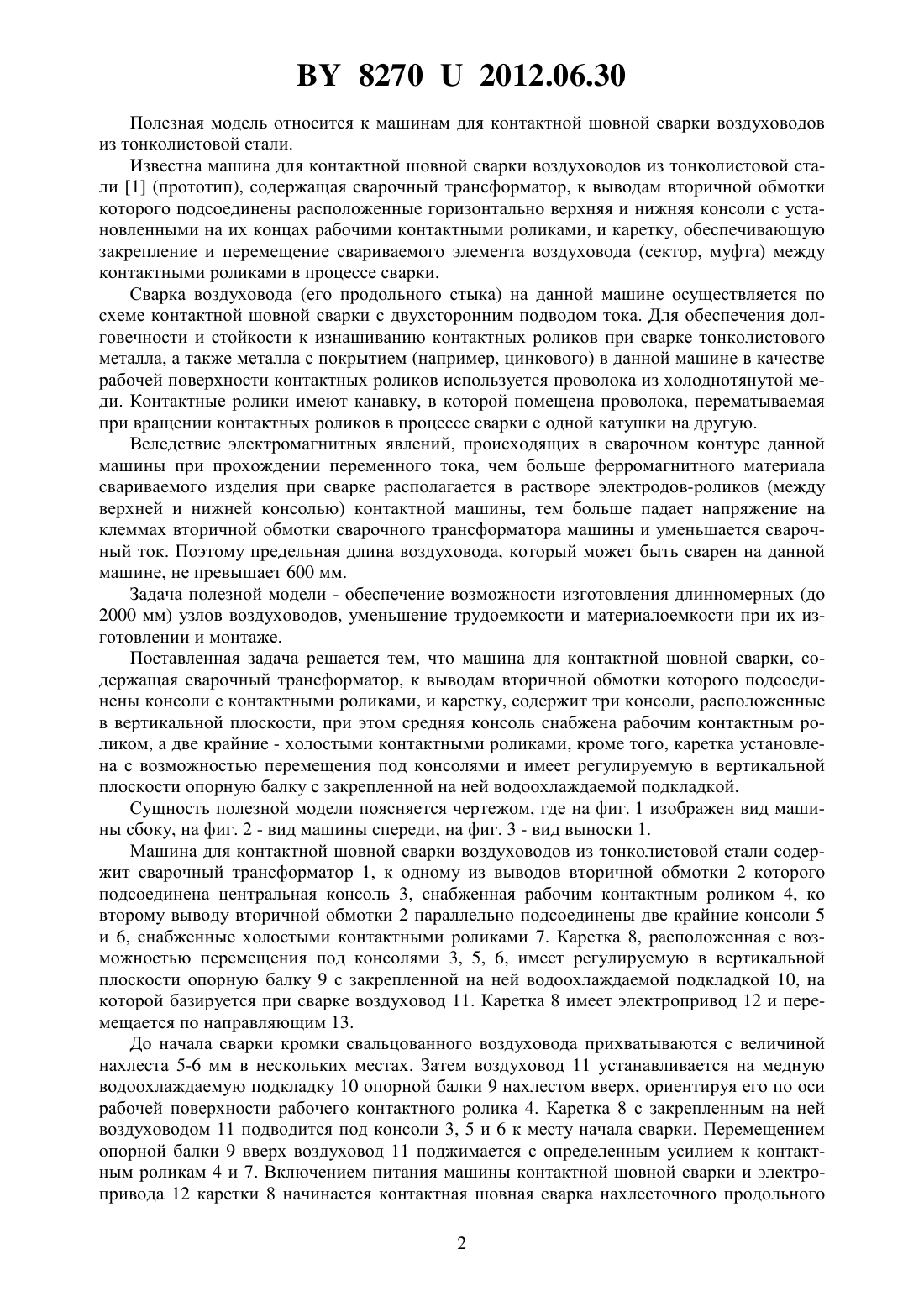
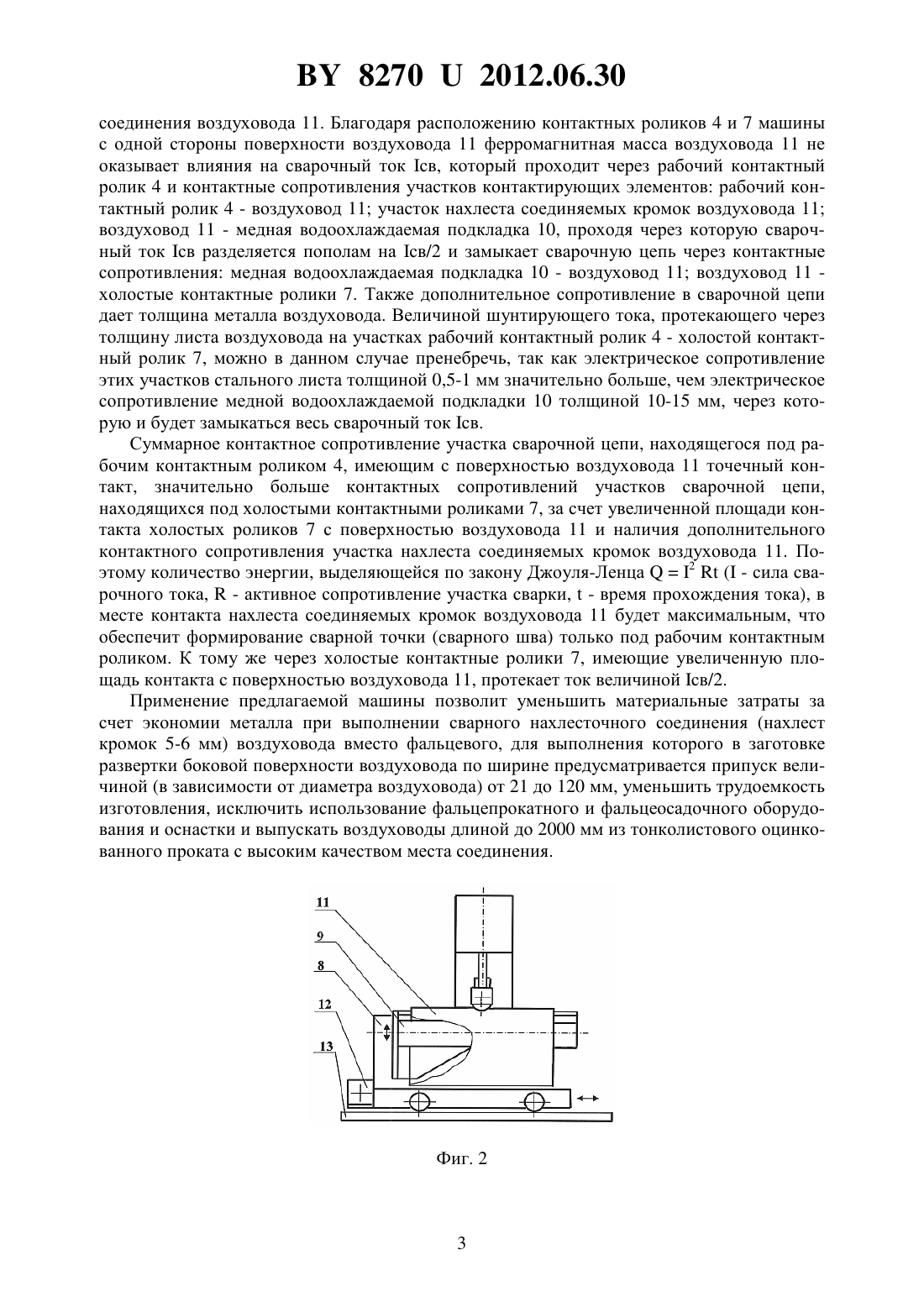
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Окунь Григорий Исакович Писарев Владимир Александрович Пантелеенко Федор Иванович(73) Патентообладатель Белорусский национальный технический университет(57) Машина для контактной шовной сварки, содержащая сварочный трансформатор, к выводам вторичной обмотки которого подсоединены консоли с контактными роликами, и каретку, отличающаяся тем, что содержит три консоли, расположенные в вертикальной плоскости, при этом средняя консоль снабжена рабочим контактным роликом, а две крайние - холостыми контактными роликами, кроме того, каретка установлена с возможностью перемещения под консолями и имеет регулируемую в вертикальной плоскости опорную балку с закрепленной на ней водоохлаждаемой подкладкой. 82702012.06.30 Полезная модель относится к машинам для контактной шовной сварки воздуховодов из тонколистовой стали. Известна машина для контактной шовной сварки воздуховодов из тонколистовой стали 1 (прототип), содержащая сварочный трансформатор, к выводам вторичной обмотки которого подсоединены расположенные горизонтально верхняя и нижняя консоли с установленными на их концах рабочими контактными роликами, и каретку, обеспечивающую закрепление и перемещение свариваемого элемента воздуховода (сектор, муфта) между контактными роликами в процессе сварки. Сварка воздуховода (его продольного стыка) на данной машине осуществляется по схеме контактной шовной сварки с двухсторонним подводом тока. Для обеспечения долговечности и стойкости к изнашиванию контактных роликов при сварке тонколистового металла, а также металла с покрытием (например, цинкового) в данной машине в качестве рабочей поверхности контактных роликов используется проволока из холоднотянутой меди. Контактные ролики имеют канавку, в которой помещена проволока, перематываемая при вращении контактных роликов в процессе сварки с одной катушки на другую. Вследствие электромагнитных явлений, происходящих в сварочном контуре данной машины при прохождении переменного тока, чем больше ферромагнитного материала свариваемого изделия при сварке располагается в растворе электродов-роликов (между верхней и нижней консолью) контактной машины, тем больше падает напряжение на клеммах вторичной обмотки сварочного трансформатора машины и уменьшается сварочный ток. Поэтому предельная длина воздуховода, который может быть сварен на данной машине, не превышает 600 мм. Задача полезной модели - обеспечение возможности изготовления длинномерных (до 2000 мм) узлов воздуховодов, уменьшение трудоемкости и материалоемкости при их изготовлении и монтаже. Поставленная задача решается тем, что машина для контактной шовной сварки, содержащая сварочный трансформатор, к выводам вторичной обмотки которого подсоединены консоли с контактными роликами, и каретку, содержит три консоли, расположенные в вертикальной плоскости, при этом средняя консоль снабжена рабочим контактным роликом, а две крайние - холостыми контактными роликами, кроме того, каретка установлена с возможностью перемещения под консолями и имеет регулируемую в вертикальной плоскости опорную балку с закрепленной на ней водоохлаждаемой подкладкой. Сущность полезной модели поясняется чертежом, где на фиг. 1 изображен вид машины сбоку, на фиг. 2 - вид машины спереди, на фиг. 3 - вид выноски 1. Машина для контактной шовной сварки воздуховодов из тонколистовой стали содержит сварочный трансформатор 1, к одному из выводов вторичной обмотки 2 которого подсоединена центральная консоль 3, снабженная рабочим контактным роликом 4, ко второму выводу вторичной обмотки 2 параллельно подсоединены две крайние консоли 5 и 6, снабженные холостыми контактными роликами 7. Каретка 8, расположенная с возможностью перемещения под консолями 3, 5, 6, имеет регулируемую в вертикальной плоскости опорную балку 9 с закрепленной на ней водоохлаждаемой подкладкой 10, на которой базируется при сварке воздуховод 11. Каретка 8 имеет электропривод 12 и перемещается по направляющим 13. До начала сварки кромки свальцованного воздуховода прихватываются с величиной нахлеста 5-6 мм в нескольких местах. Затем воздуховод 11 устанавливается на медную водоохлаждаемую подкладку 10 опорной балки 9 нахлестом вверх, ориентируя его по оси рабочей поверхности рабочего контактного ролика 4. Каретка 8 с закрепленным на ней воздуховодом 11 подводится под консоли 3, 5 и 6 к месту начала сварки. Перемещением опорной балки 9 вверх воздуховод 11 поджимается с определенным усилием к контактным роликам 4 и 7. Включением питания машины контактной шовной сварки и электропривода 12 каретки 8 начинается контактная шовная сварка нахлесточного продольного 2 82702012.06.30 соединения воздуховода 11. Благодаря расположению контактных роликов 4 и 7 машины с одной стороны поверхности воздуховода 11 ферромагнитная масса воздуховода 11 не оказывает влияния на сварочный ток св, который проходит через рабочий контактный ролик 4 и контактные сопротивления участков контактирующих элементов рабочий контактный ролик 4 - воздуховод 11 участок нахлеста соединяемых кромок воздуховода 11 воздуховод 11 - медная водоохлаждаемая подкладка 10, проходя через которую сварочный ток св разделяется пополам на св/2 и замыкает сварочную цепь через контактные сопротивления медная водоохлаждаемая подкладка 10 - воздуховод 11 воздуховод 11 холостые контактные ролики 7. Также дополнительное сопротивление в сварочной цепи дает толщина металла воздуховода. Величиной шунтирующего тока, протекающего через толщину листа воздуховода на участках рабочий контактный ролик 4 - холостой контактный ролик 7, можно в данном случае пренебречь, так как электрическое сопротивление этих участков стального листа толщиной 0,5-1 мм значительно больше, чем электрическое сопротивление медной водоохлаждаемой подкладки 10 толщиной 10-15 мм, через которую и будет замыкаться весь сварочный ток св. Суммарное контактное сопротивление участка сварочной цепи, находящегося под рабочим контактным роликом 4, имеющим с поверхностью воздуховода 11 точечный контакт, значительно больше контактных сопротивлений участков сварочной цепи,находящихся под холостыми контактными роликами 7, за счет увеличенной площади контакта холостых роликов 7 с поверхностью воздуховода 11 и наличия дополнительного контактного сопротивления участка нахлеста соединяемых кромок воздуховода 11. Поэтому количество энергии, выделяющейся по закону Джоуля-Ленца 2( - сила сварочного тока,- активное сопротивление участка сварки,- время прохождения тока), в месте контакта нахлеста соединяемых кромок воздуховода 11 будет максимальным, что обеспечит формирование сварной точки (сварного шва) только под рабочим контактным роликом. К тому же через холостые контактные ролики 7, имеющие увеличенную площадь контакта с поверхностью воздуховода 11, протекает ток величиной св/2. Применение предлагаемой машины позволит уменьшить материальные затраты за счет экономии металла при выполнении сварного нахлесточного соединения (нахлест кромок 5-6 мм) воздуховода вместо фальцевого, для выполнения которого в заготовке развертки боковой поверхности воздуховода по ширине предусматривается припуск величиной (в зависимости от диаметра воздуховода) от 21 до 120 мм, уменьшить трудоемкость изготовления, исключить использование фальцепрокатного и фальцеосадочного оборудования и оснастки и выпускать воздуховоды длиной до 2000 мм из тонколистового оцинкованного проката с высоким качеством места соединения. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 11/08
Метки: машина, контактной, сварки, шовной
Код ссылки
<a href="https://by.patents.su/4-u8270-mashina-dlya-kontaktnojj-shovnojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Машина для контактной шовной сварки</a>
Машина контактной шовной сварки обечаек
Номер патента: U 3432
Опубликовано: 30.04.2007
Авторы: Мартинкевич Людмила Валентиновна, Радченко Александр Адамович
МПК: B23K 11/00
Метки: машина, сварки, обечаек, шовной, контактной
Текст:
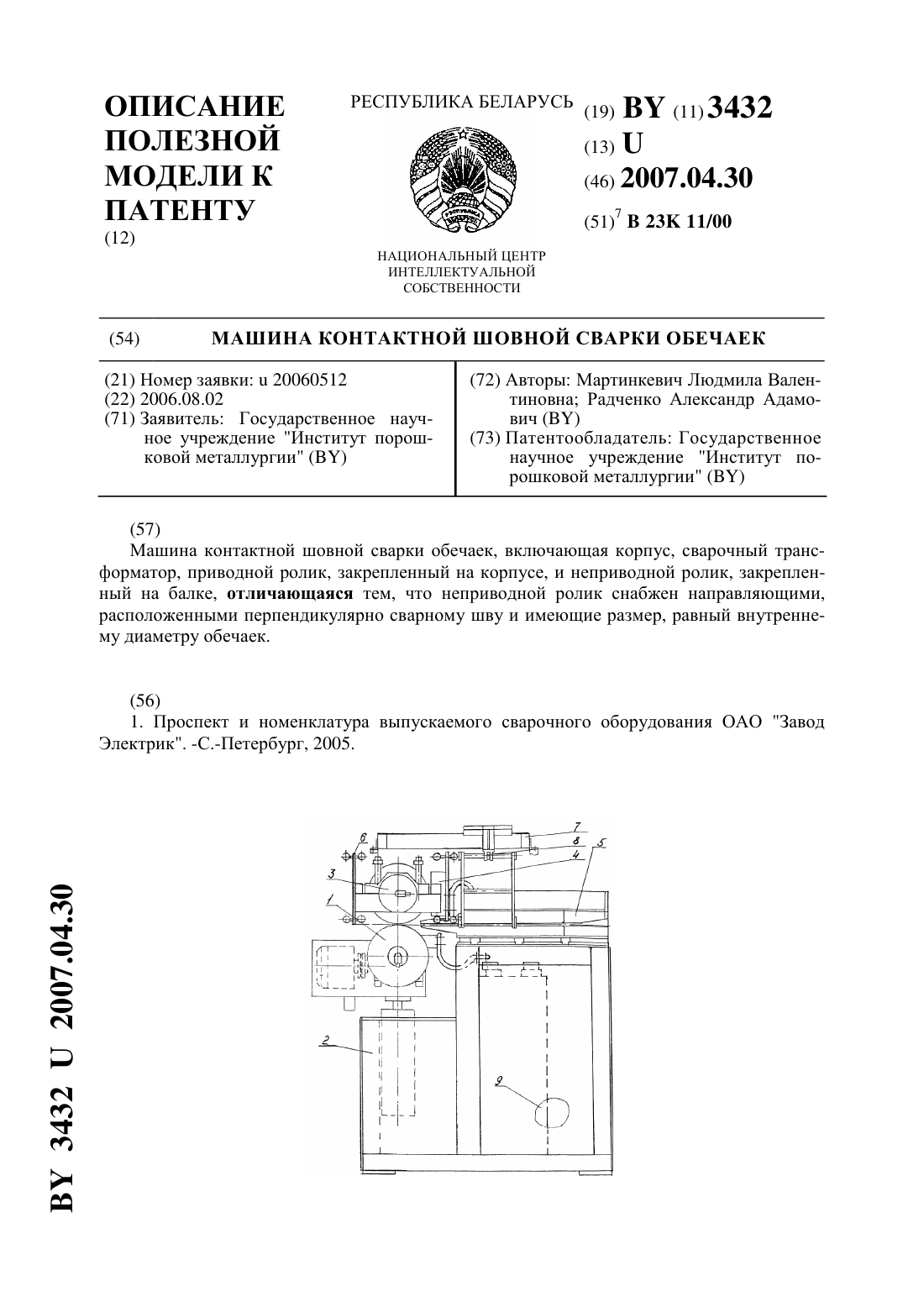
...причем неприводной ролик снабжен направляющими, расположенными перпендикулярно сварному шву и имеющие размер,равный внутреннему диаметру обечаек. На чертеже изображена машина контактной шовной сварки обечаек. Машина контактной шовной сварки обечаек содержит приводной ролик 1, закрепленный на корпусе 2, и неприводной ролик 3, закрепленный на балке 4, снабженной направляющей 5. К неприводному ролику 3 крепятся две направляющие 6 с...
Машина контактной шовной сварки тонкостенных изделий из луженой жести
Номер патента: U 3412
Опубликовано: 30.04.2007
Автор: Мартинкевич Людмила Валентиновна
МПК: B23K 11/06
Метки: контактной, жести, сварки, изделий, шовной, тонкостенных, машина, луженой
Текст:
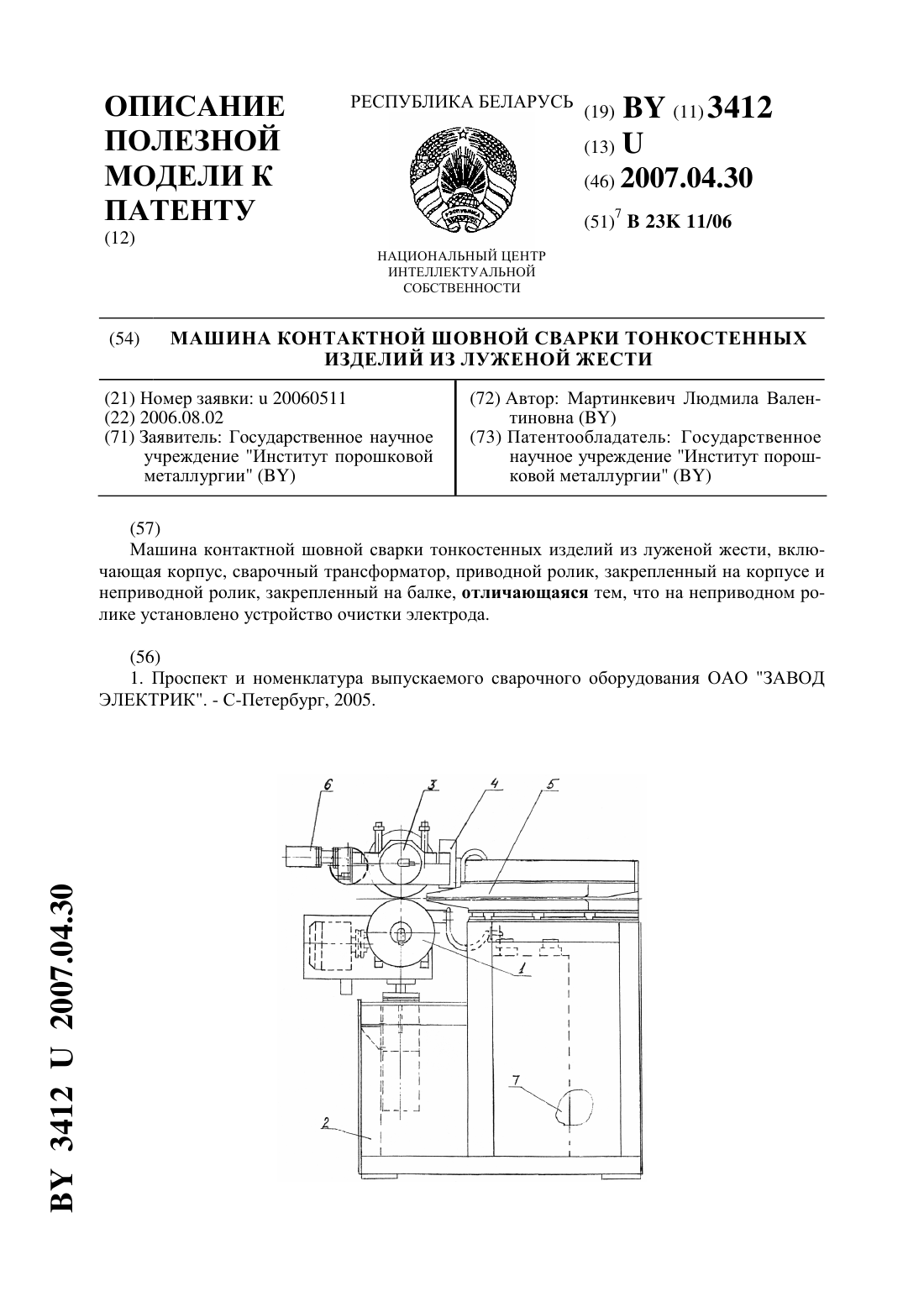
...содержащегося в покрытиях свариваемых изделий. Технический результат достигается в машине контактной шовной сварки тонкостенных изделий из луженой жести, включающей корпус, сварочный трансформатор, приводной ролик, закрепленный на корпусе и неприводной ролик, закрепленный на балке, причем на неприводном ролике установлено устройство очистки электрода. На чертеже изображена машина контактной шовной сварки тонкостенных изделий из луженой...
Машина контактной шовной сварки тонкостенных изделий из луженой жести
Номер патента: U 5357
Опубликовано: 30.06.2009
Авторы: Радченко Александр Адамович, Тимофеев Александр Сергеевич, Суворов Анатолий Николаевич, Андреев Михаил Анатольевич, Стасевич Сергей Александрович
МПК: B23K 11/06
Метки: контактной, шовной, изделий, луженой, машина, жести, сварки, тонкостенных
Текст:
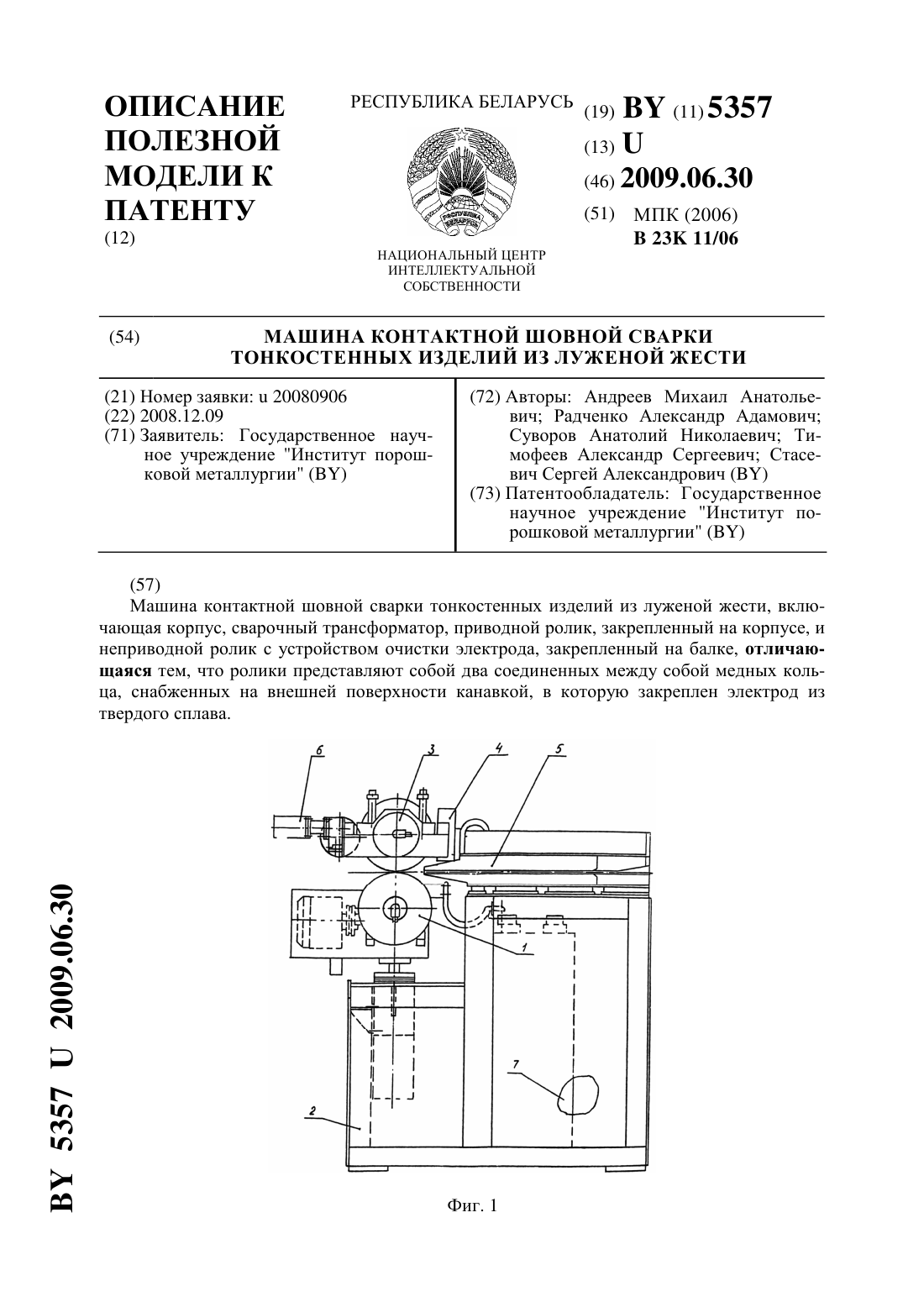
...установленный на балке, при этом ролики представляют собой два соединенных медных кольца, снабженных на внешней поверхности канавкой, в которую закреплен электрод из твердого сплава. На фиг. 1 изображена машина контактной шовной сварки тонкостенных изделий из луженой жести на фиг. 2 - приводной ролик (вид сбоку) на фиг. 3 - неприводной ролик(вид сбоку). Машина контактной шовной сварки тонкостенных изделий из луженой жести содержит...
Устройство для контактной шовной сварки
Номер патента: 8460
Опубликовано: 30.10.2006
Авторы: Ногаев Борис Петрович, Аполоник Сергей Александрович, Цыганов Валерий Анатольевич
МПК: B23K 11/06
Метки: устройство, шовной, контактной, сварки
Текст:
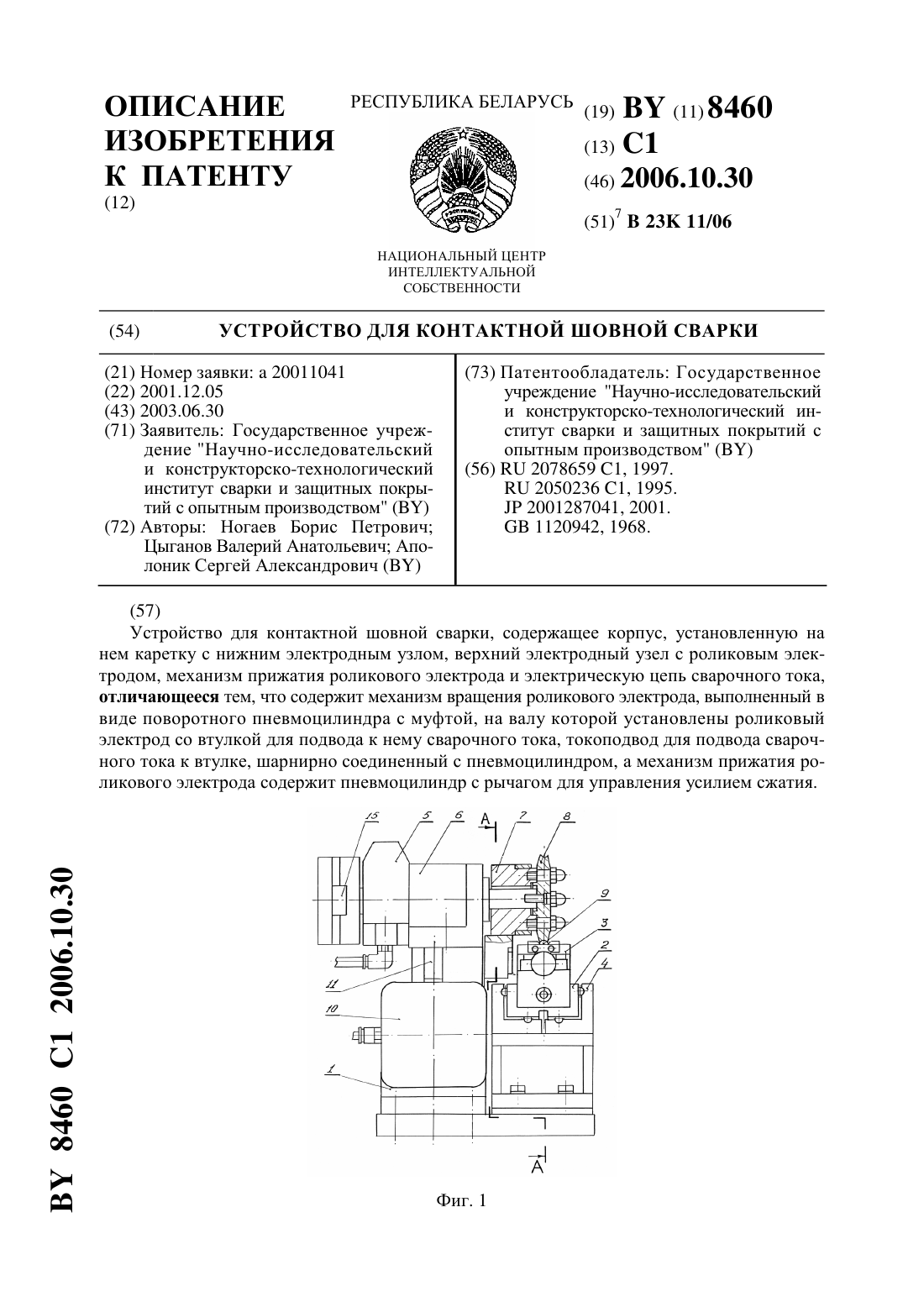
...токоподводом с приводом от пневмоцилиндра, снабжения механизма прижатия роликового электрода пневмоцилиндром с управлением усилием сжатия, в том числе программным. На фиг. 1 изображено устройство для контактной шовной сварки на фиг. 2 - разрез АА на фиг. 1. Устройство для контактной шовной сварки содержит корпус 1 (фиг. 1), установленные в нем подвижную каретку 2 с нижним электродным узлом 3 с возможностью их горизонтального перемещения по...
Машина для контактной точечной сварки
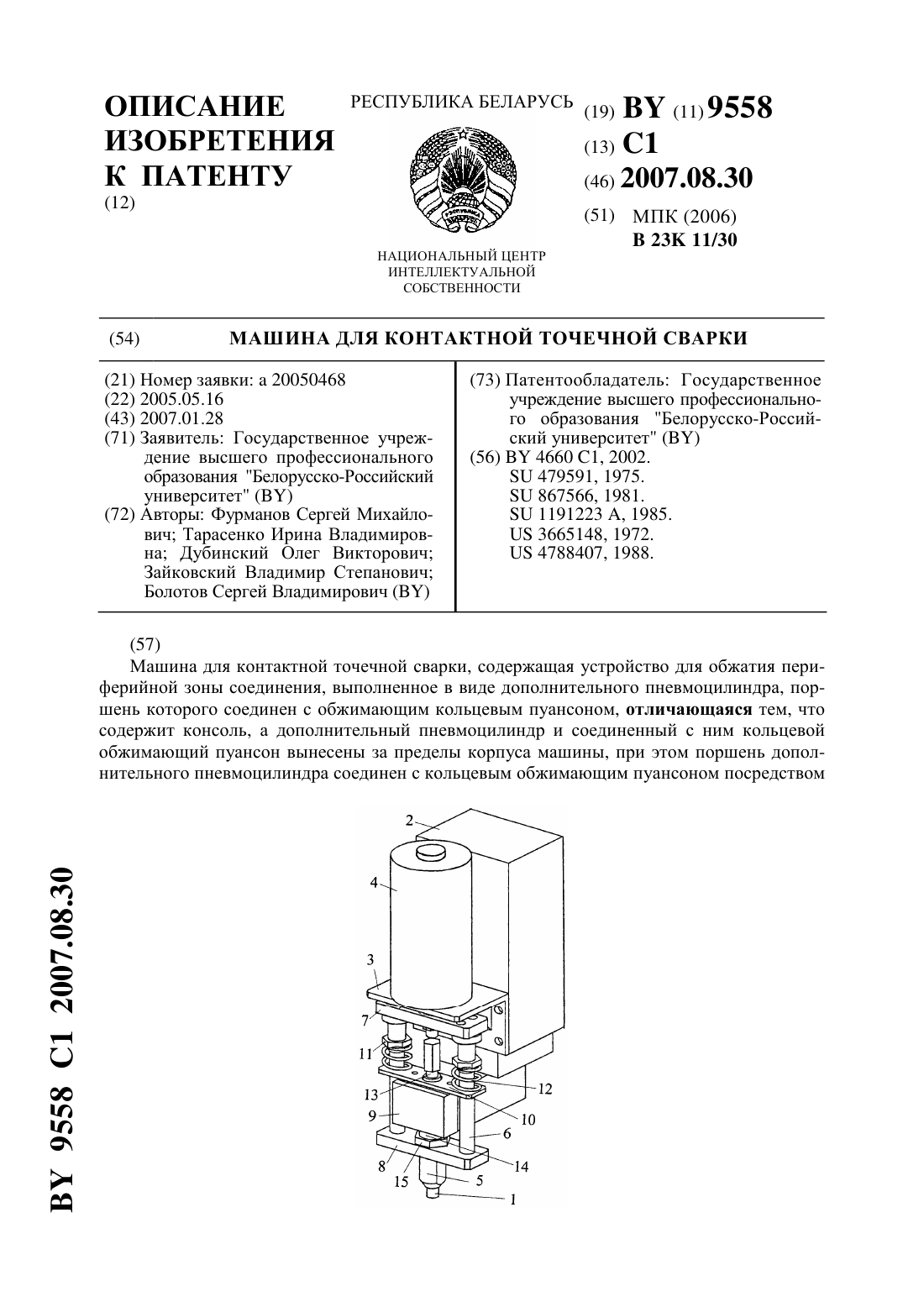
Номер патента: 9558
Опубликовано: 30.08.2007
Авторы: Тарасенко Ирина Владимировна, Болотов Сергей Владимирович, Дубинский Олег Викторович, Зайковский Владимир Степанович, Фурманов Сергей Михайлович
МПК: B23K 11/30
Метки: машина, контактной, точечной, сварки
Текст:
...цилиндрические стойки, на верхней части консоли машины закреплена изолированная от нее пластина с отверстиями для цилиндрических стоек, на поверхностях которых, расположенных между верхней опорой и пластиной, выполнена резьба и установлены гайки, а между гайками и пластиной размещены пружины для обеспечения дополнительного хода пуансона. Благодаря тому, что дополнительный пневмоцилиндр и соединенный с ним кольцевой обжимающий пуансон вынесены...
Предыдущий патент: Датчик для измерения толщины немагнитных покрытий на ферромагнитном основании
Следующий патент: Устройство для ультразвуковой ударной обработки внутренних поверхностей вращения
Случайный патент: Способ производства майонеза лечебно-профилактического действия