Валковый кристаллизатор машины непрерывного литья ленты
Номер патента: U 7711
Опубликовано: 30.10.2011
Авторы: Пумпур Владимир Анатольевич, Барановский Эдуард Федорович, Ильюшенко Валерий Михайлович, Марукович Евгений Игнатьевич
Текст
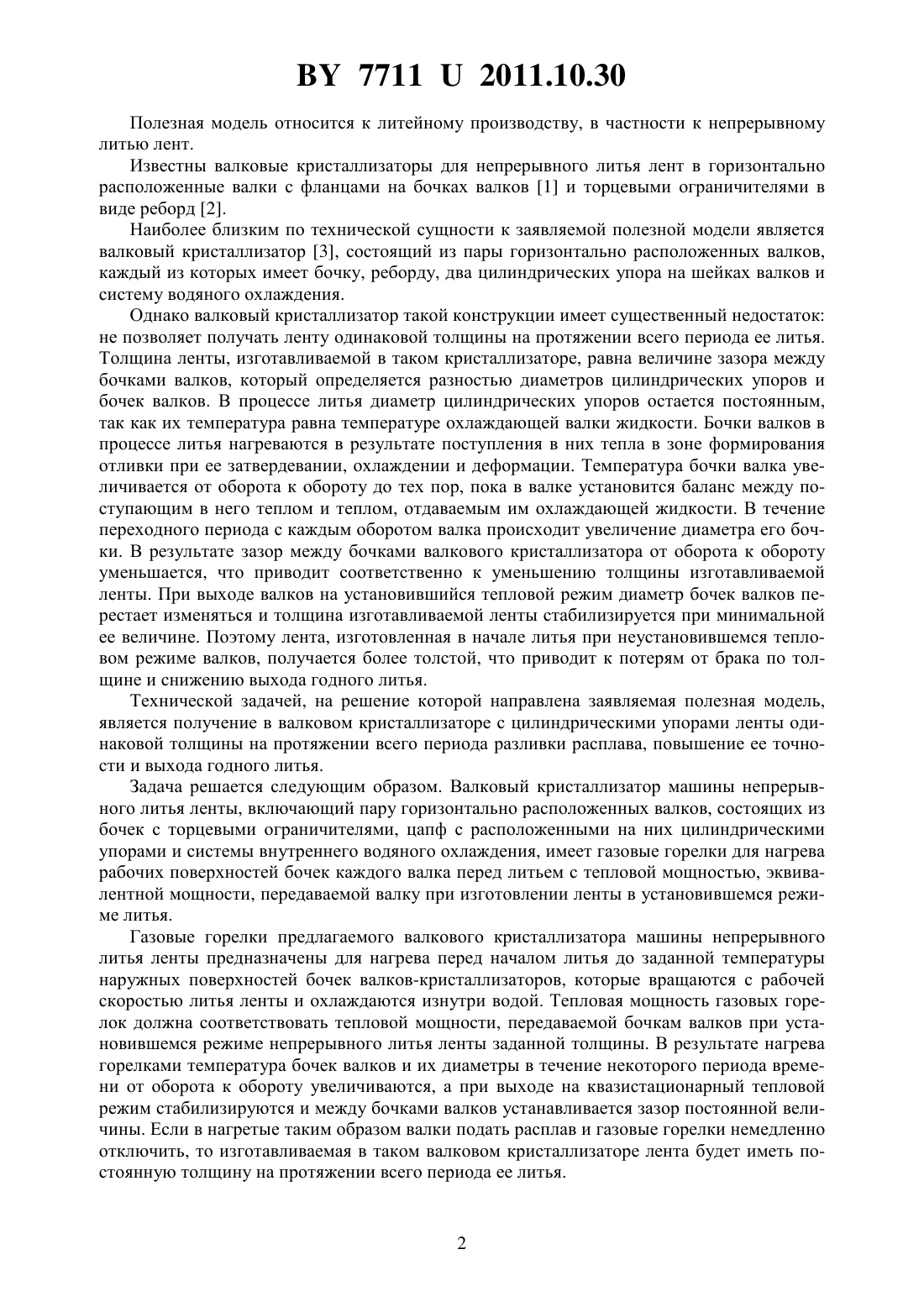
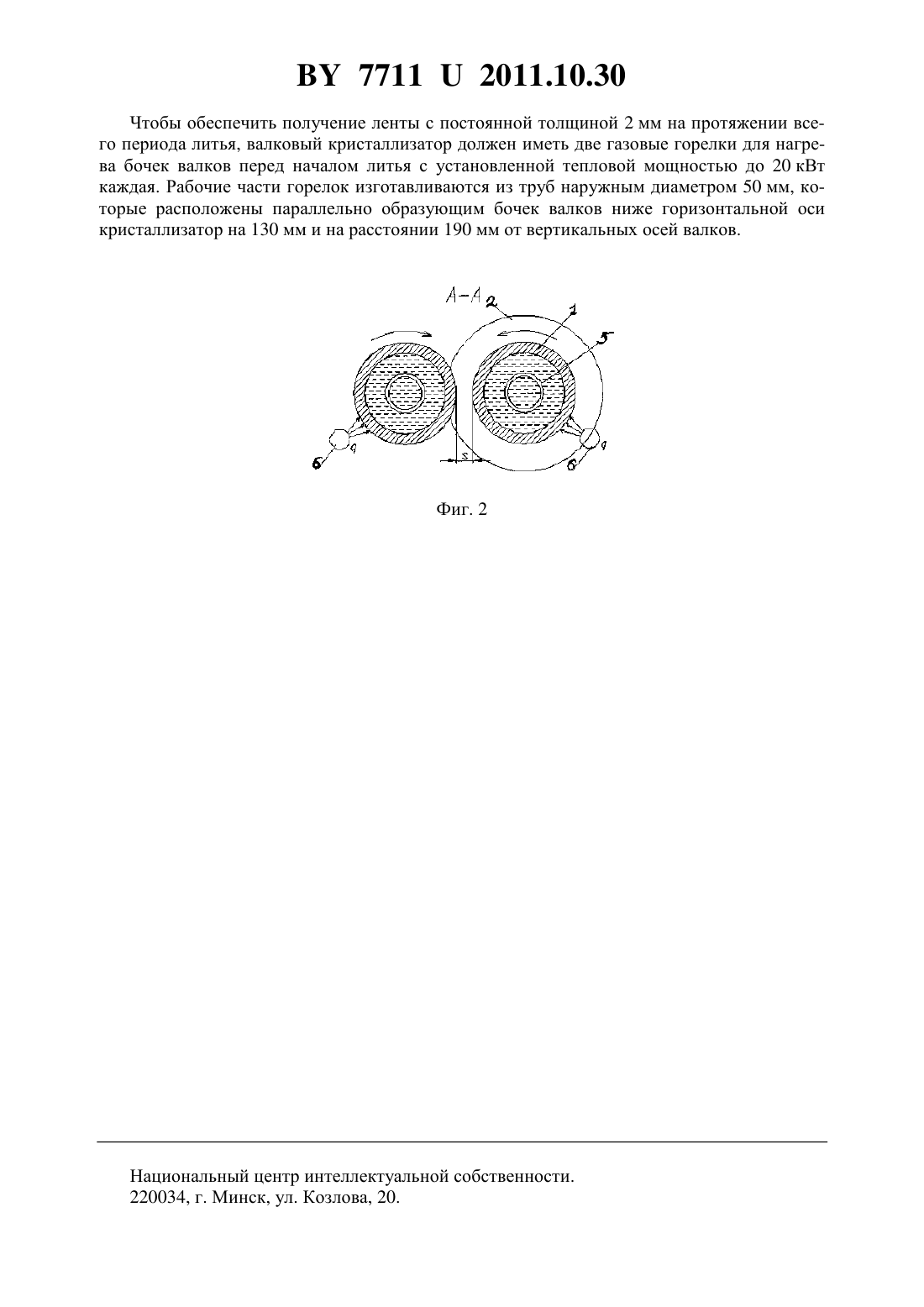
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ВАЛКОВЫЙ КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЛЕНТЫ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Марукович Евгений Игнатьевич Пумпур Владимир Анатольевич Барановский Эдуард Федорович Ильюшенко Валерий Михайлович(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) Валковый кристаллизатор машины непрерывного литья ленты, включающий пару горизонтально расположенных валков, состоящих из бочек с торцевыми ограничителями,цапф с расположенными на них цилиндрическими упорами и системы внутреннего водяного охлаждения, отличающийся тем, что имеет газовые горелки для нагрева рабочих поверхностей бочек каждого валка с тепловой мощностью, эквивалентной мощности, передаваемой каждому валку при изготовлении ленты в установившемся режиме литья. 77112011.10.30 Полезная модель относится к литейному производству, в частности к непрерывному литью лент. Известны валковые кристаллизаторы для непрерывного литья лент в горизонтально расположенные валки с фланцами на бочках валков 1 и торцевыми ограничителями в виде реборд 2. Наиболее близким по технической сущности к заявляемой полезной модели является валковый кристаллизатор 3, состоящий из пары горизонтально расположенных валков,каждый из которых имеет бочку, реборду, два цилиндрических упора на шейках валков и систему водяного охлаждения. Однако валковый кристаллизатор такой конструкции имеет существенный недостаток не позволяет получать ленту одинаковой толщины на протяжении всего периода ее литья. Толщина ленты, изготавливаемой в таком кристаллизаторе, равна величине зазора между бочками валков, который определяется разностью диаметров цилиндрических упоров и бочек валков. В процессе литья диаметр цилиндрических упоров остается постоянным,так как их температура равна температуре охлаждающей валки жидкости. Бочки валков в процессе литья нагреваются в результате поступления в них тепла в зоне формирования отливки при ее затвердевании, охлаждении и деформации. Температура бочки валка увеличивается от оборота к обороту до тех пор, пока в валке установится баланс между поступающим в него теплом и теплом, отдаваемым им охлаждающей жидкости. В течение переходного периода с каждым оборотом валка происходит увеличение диаметра его бочки. В результате зазор между бочками валкового кристаллизатора от оборота к обороту уменьшается, что приводит соответственно к уменьшению толщины изготавливаемой ленты. При выходе валков на установившийся тепловой режим диаметр бочек валков перестает изменяться и толщина изготавливаемой ленты стабилизируется при минимальной ее величине. Поэтому лента, изготовленная в начале литья при неустановившемся тепловом режиме валков, получается более толстой, что приводит к потерям от брака по толщине и снижению выхода годного литья. Технической задачей, на решение которой направлена заявляемая полезная модель,является получение в валковом кристаллизаторе с цилиндрическими упорами ленты одинаковой толщины на протяжении всего периода разливки расплава, повышение ее точности и выхода годного литья. Задача решается следующим образом. Валковый кристаллизатор машины непрерывного литья ленты, включающий пару горизонтально расположенных валков, состоящих из бочек с торцевыми ограничителями, цапф с расположенными на них цилиндрическими упорами и системы внутреннего водяного охлаждения, имеет газовые горелки для нагрева рабочих поверхностей бочек каждого валка перед литьем с тепловой мощностью, эквивалентной мощности, передаваемой валку при изготовлении ленты в установившемся режиме литья. Газовые горелки предлагаемого валкового кристаллизатора машины непрерывного литья ленты предназначены для нагрева перед началом литья до заданной температуры наружных поверхностей бочек валков-кристаллизаторов, которые вращаются с рабочей скоростью литья ленты и охлаждаются изнутри водой. Тепловая мощность газовых горелок должна соответствовать тепловой мощности, передаваемой бочкам валков при установившемся режиме непрерывного литья ленты заданной толщины. В результате нагрева горелками температура бочек валков и их диаметры в течение некоторого периода времени от оборота к обороту увеличиваются, а при выходе на квазистационарный тепловой режим стабилизируются и между бочками валков устанавливается зазор постоянной величины. Если в нагретые таким образом валки подать расплав и газовые горелки немедленно отключить, то изготавливаемая в таком валковом кристаллизаторе лента будет иметь постоянную толщину на протяжении всего периода ее литья. 77112011.10.30 Сущность полезной модели поясняется чертежом, где на фиг. 1 показан общий вид валкового кристаллизатора машины непрерывного литья ленты, а на фиг. 2 - его сечение по -. Предлагаемый валковый кристаллизатор состоит из бочек валков 1 с ребордами 2,цапф валков 3 с цилиндрическими упорами 4, систем водяного охлаждения 5 и газовых горелок 6. Кристаллизатор работает следующим образом. В свободно установленные вращающиеся валки через систему их охлаждения 5 подают теплоноситель при постоянных температуре Т 0 и рабочем расходе. После термостабилизации бочек валков 1 и цилиндрических упоров 4 валки через цилиндрические упоры 4 сжимают с усилием, превышающим давление на бочки валков 1 при установившемся режиме формирования ленты. Затем, не прекращая подачу теплоносителя, устанавливают рабочую скорость вращения валков при литье ленты, подают газ в горелки 6 и зажигают их. Расход газа, подаваемого в горелки, устанавливают таким образом, чтобы обеспечить нагрев бочек валков с интенсивностью, соответствующей поступлению тепла в валки при установившемся режиме литья ленты. Нагрев бочек валков осуществляют до тех пор, пока температура их рабочих поверхностей достигнет максимального значения. После этого нагрев бочек валков прекращают и немедленно в зев валкового кристаллизатора подают расплав. В результате величина зазора между валками перед началом и в процессе литья остается постоянной, что обеспечивает получение ленты одинаковой толщины по длине на протяжении всего периода ее изготовления и существенно повышает выход годного при литье. Для получения ленты заданной толщины , при симметричных условиях ее формирования в валках, диаметр цилиндрических упоров Ду и бочек валков Дб необходимо выбирать таким образом, чтобы зазор между бочками валков при их изготовлениибыл больше толщины лентына величину увеличения диаметра бочки валка Дб после нагрева ее поверхности при установившемся тепловом режиме литья до рабочей температуры,т.е. ДуДбДб. При предварительном нагреве газовыми горелками наружных поверхностей бочек,охлаждаемых изнутри водой валков до рабочей температуры, зазор между валками будет равен заданной толщине ленты , так как диаметр бочки каждого валка увеличивается на величину Дб. Поэтому при литье в предварительно нагретые горелками валки лента будет изготавливаться с постоянной толщинойна протяжении всего периода литья. Таким образом, положительный эффект от использования полезной модели заключается в том, что лента, изготавливаемая в валковом кристаллизаторе с цилиндрическими упорами, имеет одинаковую толщину на протяжении всего периода литья, повышается ее точность и выход годного литья. Пример. Выполнялся проект валкового кристаллизатора для литья свинцовой ленты шириной 650 мм и толщиной 2 мм методом бесслитковой прокатки с обжатием 35 . Точность изготовления ленты по толщине 0,03 мм. Диаметр бочек валков принят 300 мм. Скорость литья ленты 3,05 м/мин, скорость вращения валков 3 оборота в минуту. Валковый кристаллизатор охлаждается водой с температурой 45 С и подачей в каждый из валков 18 м 3 теплоносителя в час. Валки стальные пустотелые с толщиной стенки 40 мм. Выполнен тепловой расчет кристаллизатора методом компьютерного моделирования. Тепловая мощность, передаваемая каждому валку при установившемся режиме литья ленты, составляет 15,4 кВт. Расчеты показывают, что выход валков, имеющих начальную температуру теплоносителя 45 С, на квазистационарный тепловой режим литья происходит через 27 оборотов, т.е. за 9 минут. При этом максимальное значение температуры рабочей поверхности бочек валков составляет 110 С, а их диаметр увеличивается с 300 до 300,18 мм. Для получения ленты толщиной 2 мм диаметр цилиндрических упоров валков проектируемого кристаллизатора при их изготовлении должен быть 302,18 мм. 3 77112011.10.30 Чтобы обеспечить получение ленты с постоянной толщиной 2 мм на протяжении всего периода литья, валковый кристаллизатор должен иметь две газовые горелки для нагрева бочек валков перед началом литья с установленной тепловой мощностью до 20 кВт каждая. Рабочие части горелок изготавливаются из труб наружным диаметром 50 мм, которые расположены параллельно образующим бочек валков ниже горизонтальной оси кристаллизатор на 130 мм и на расстоянии 190 мм от вертикальных осей валков. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B22D 11/06
Метки: кристаллизатор, машины, литья, ленты, непрерывного, валковый
Код ссылки
<a href="https://by.patents.su/4-u7711-valkovyjj-kristallizator-mashiny-nepreryvnogo-litya-lenty.html" rel="bookmark" title="База патентов Беларуси">Валковый кристаллизатор машины непрерывного литья ленты</a>
Кристаллизатор и способ непрерывного вертикального литья стальной ленты
Номер патента: 1792
Опубликовано: 30.12.1997
Авторы: Манфред Колаковски, Ханс Штройбель
МПК: B22D 11/00, B22D 11/04
Метки: ленты, кристаллизатор, способ, литья, непрерывного, стальной, вертикального
Текст:
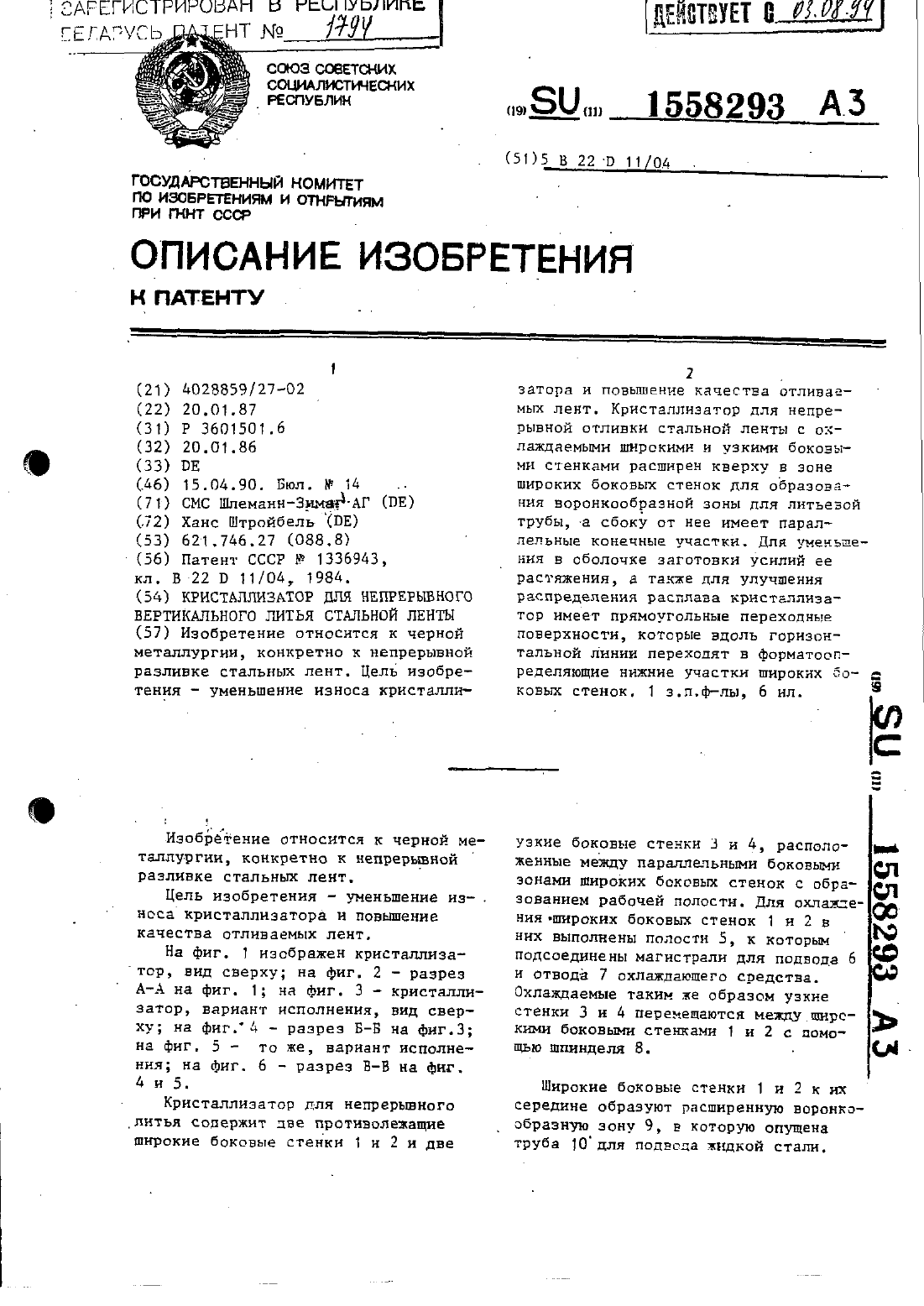
...часть имеет длину 550 мм, угол наклона 8, максиальную ширину 205 мм,ширина параллельной части широких боковых стенок составляет 50 м.1) позволяет получить прямоугольную зону затвертВ кристаллизатор подают сталь температурой 15 б 0 С, скорость вытягивания ленты д м/мин, интенсивность охлаждения в кристаллизаторе устанав ливают в верхней части 1500 ккал/м х х ч -град. в нижней части1000 ккал/ма ч -град. температуру поверхности ленты на...
Кристаллизатор для непрерывного вертикального литья стальной ленты
Номер патента: 1794
Опубликовано: 30.12.1997
Автор: Ханс Штройбель
МПК: B22D 11/04
Метки: непрерывного, литья, ленты, стальной, вертикального, кристаллизатор
Текст:
...в виде прямоугольны переходных поверхностей 12 с угловыми точками АВС и В. Переход на форматоопределяющие нижние участки нирокнх боковых стенок происходит на горнзонтальны линиях С-В. Контур переходных поверхностей 12 образуется пряни 5, которые соедннвют расположенные одну над другой вертикально точки линий А-В и С-В н которые 15 в зависности от положения находятся под уненьшающимся от 10 до 0 углом(фъирб) к форнатоопредепяюцей нижней...
Кристаллизатор для непрерывного горизонтального литья
Номер патента: U 6739
Опубликовано: 30.10.2010
Авторы: Стеценко Владимир Юзефович, Певнев Александр Михайлович, Коновалов Роман Владимирович
МПК: B22D 11/04
Метки: горизонтального, литья, непрерывного, кристаллизатор
Текст:
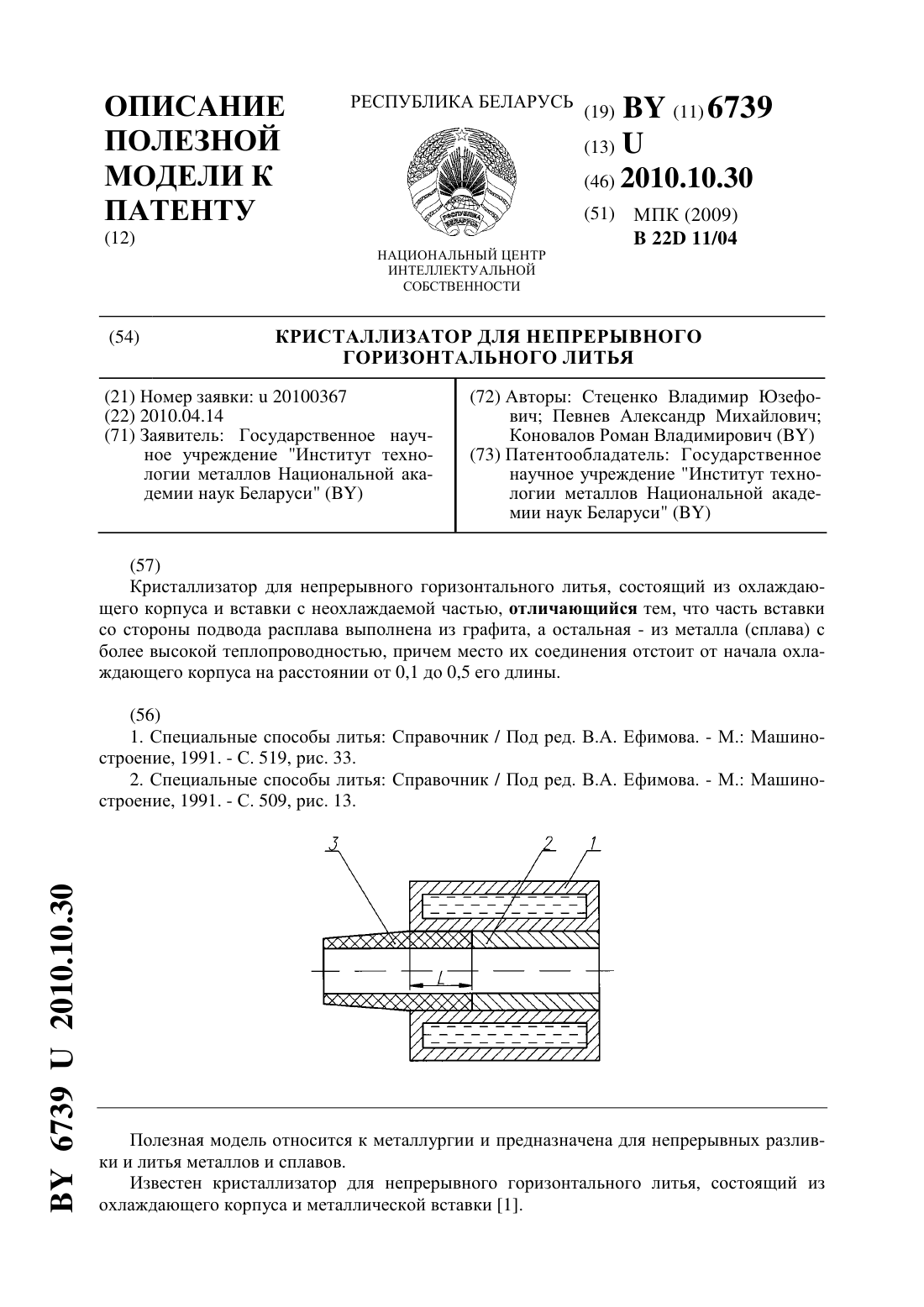
...Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывного горизонтального литья, состоящем из охлаждающего корпуса и вставки с неохлаждаемой частью, часть вставки со стороны подвода расплава выполнена из графита, а остальная - из металла (сплава) с более высокой теплопроводностью, причем место их соединения отстоит от начала охлаждающего корпуса на расстоянии от 0,1 до 0,5 его длины. Выполнение вставки...
Кристаллизатор для непрерывного литья
Номер патента: U 3526
Опубликовано: 30.04.2007
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: кристаллизатор, литья, непрерывного
Текст:
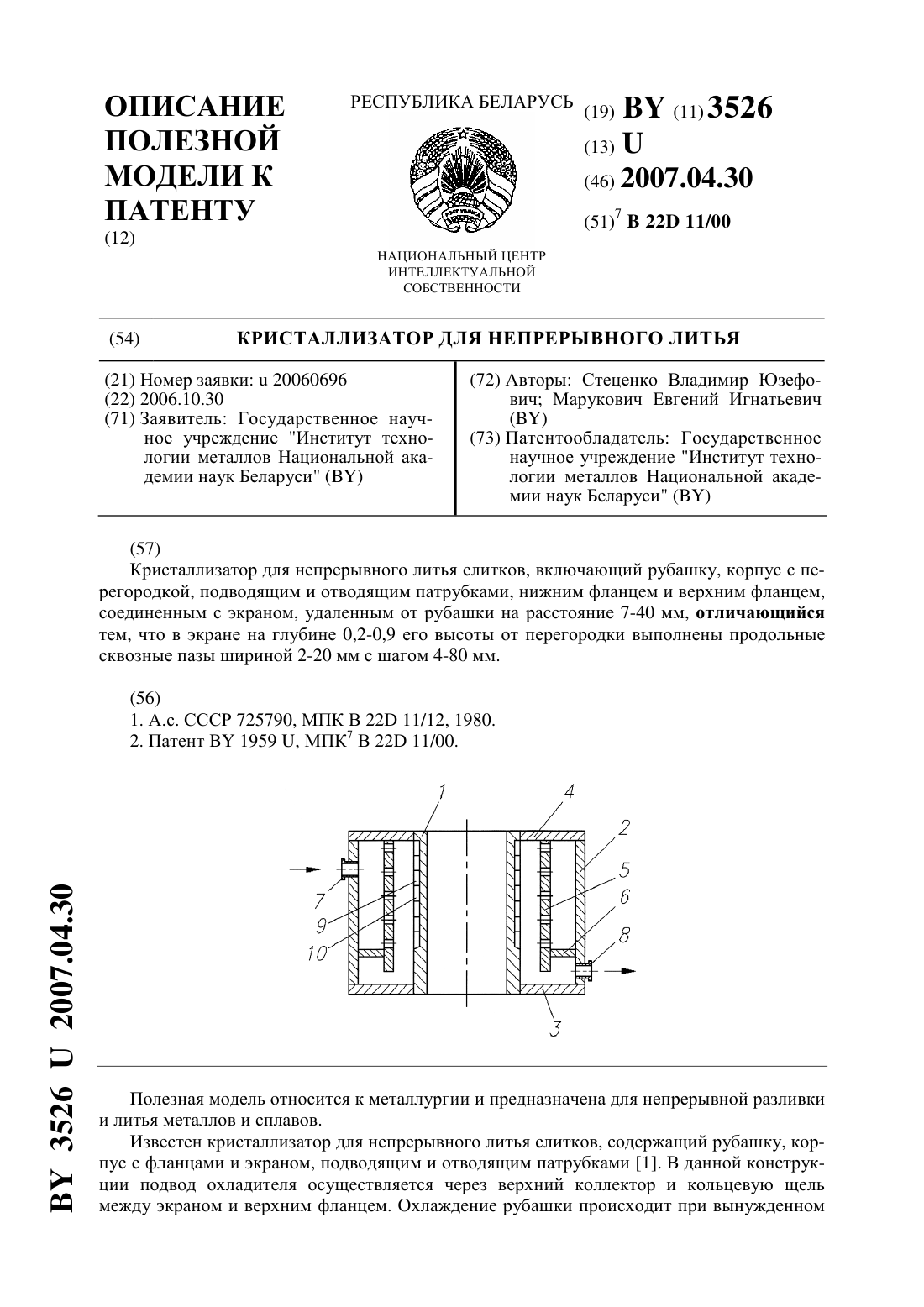
...достигается тем, что в заявленном кристаллизаторе для непрерывного литья, включающем рубашку, корпус с подводящим и отводящим патрубками,нижним фланцем и верхним фланцем, соединенным с экраном, удаленным от рубашки на расстояние 7-40 мм, в экране на глубине 0,2-0,9 его высоты от перегородки выполнены продольные сквозные пазы шириной 2-20 мм с шагом 4-80 мм. На чертеже представлен продольный разрез предлагаемого кристаллизатора. Он состоит...
Кристаллизатор для непрерывного литья плоских слитков
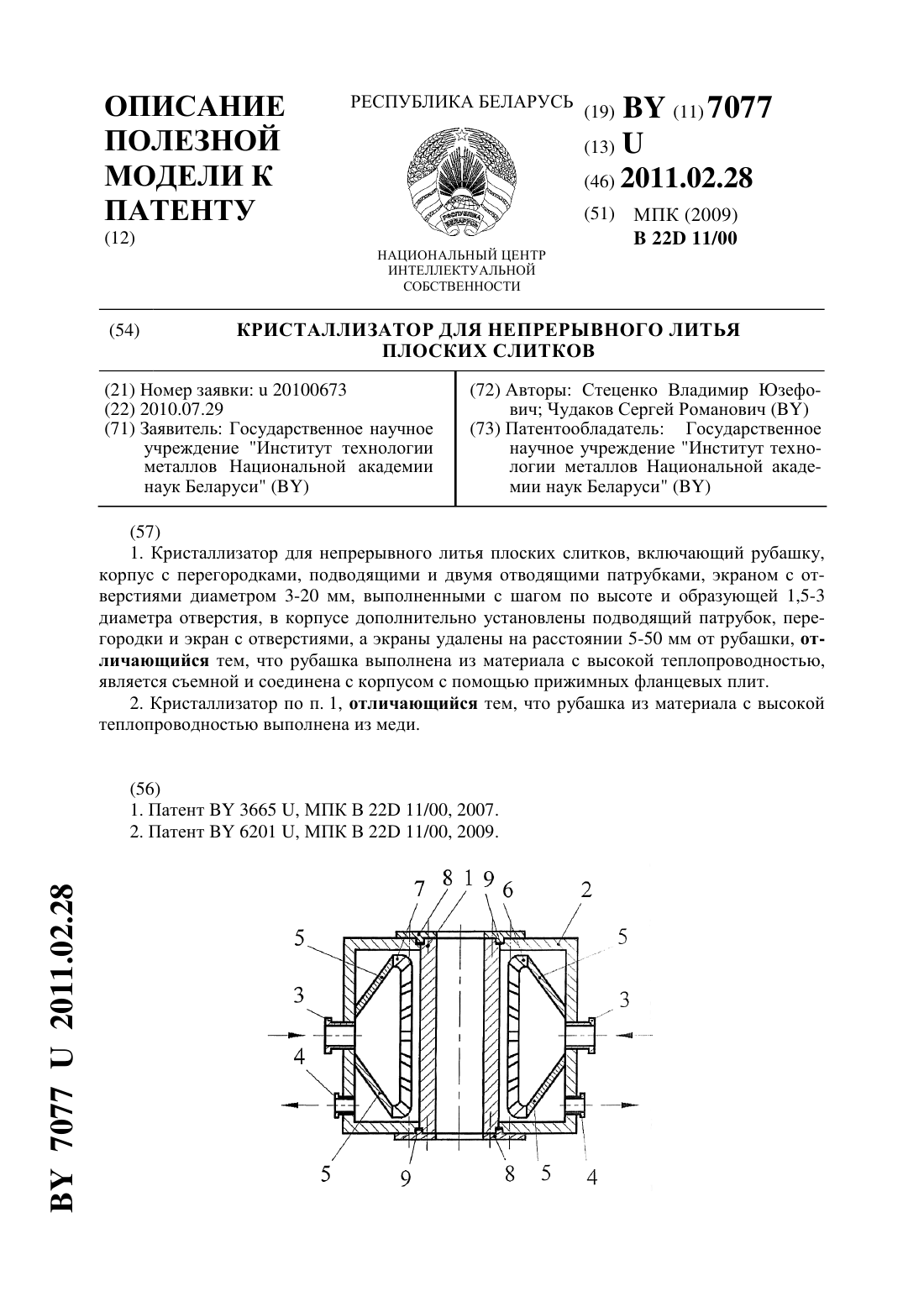
Номер патента: U 7077
Опубликовано: 28.02.2011
Авторы: Стеценко Владимир Юзефович, Чудаков Сергей Романович
МПК: B22D 11/00
Метки: слитков, непрерывного, литья, кристаллизатор, плоских
Текст:
...1,5-3 диаметра отверстия, в корпусе дополнительно установлены подводящий патрубок, перегородки и экран с отверстиями, а экраны удалены на расстоянии 5-50 мм от рубашки 2. Главным недостатком данной модели является низкая теплопроводность материала рубашки (сталь). Технической задачей, на решение которой направлена полезная модель, является повышение охлаждающей способности кристаллизатора. Технический результат заключается в повышении...
Предыдущий патент: Ветеринарный пункт для санитарной обработки животных
Следующий патент: Устройство для бурения шпуров
Случайный патент: Бинокулярное стереоскопическое устройство