Деталь с многослойным покрытием рабочей поверхности
Номер патента: U 7481
Опубликовано: 30.08.2011
Авторы: Саян Николай Иосифович, Федосенко Николай Николаевич, Руденков Александр Сергеевич, Пилипцов Дмитрий Геннадьевич, Рогачев Александр Владимирович
Текст
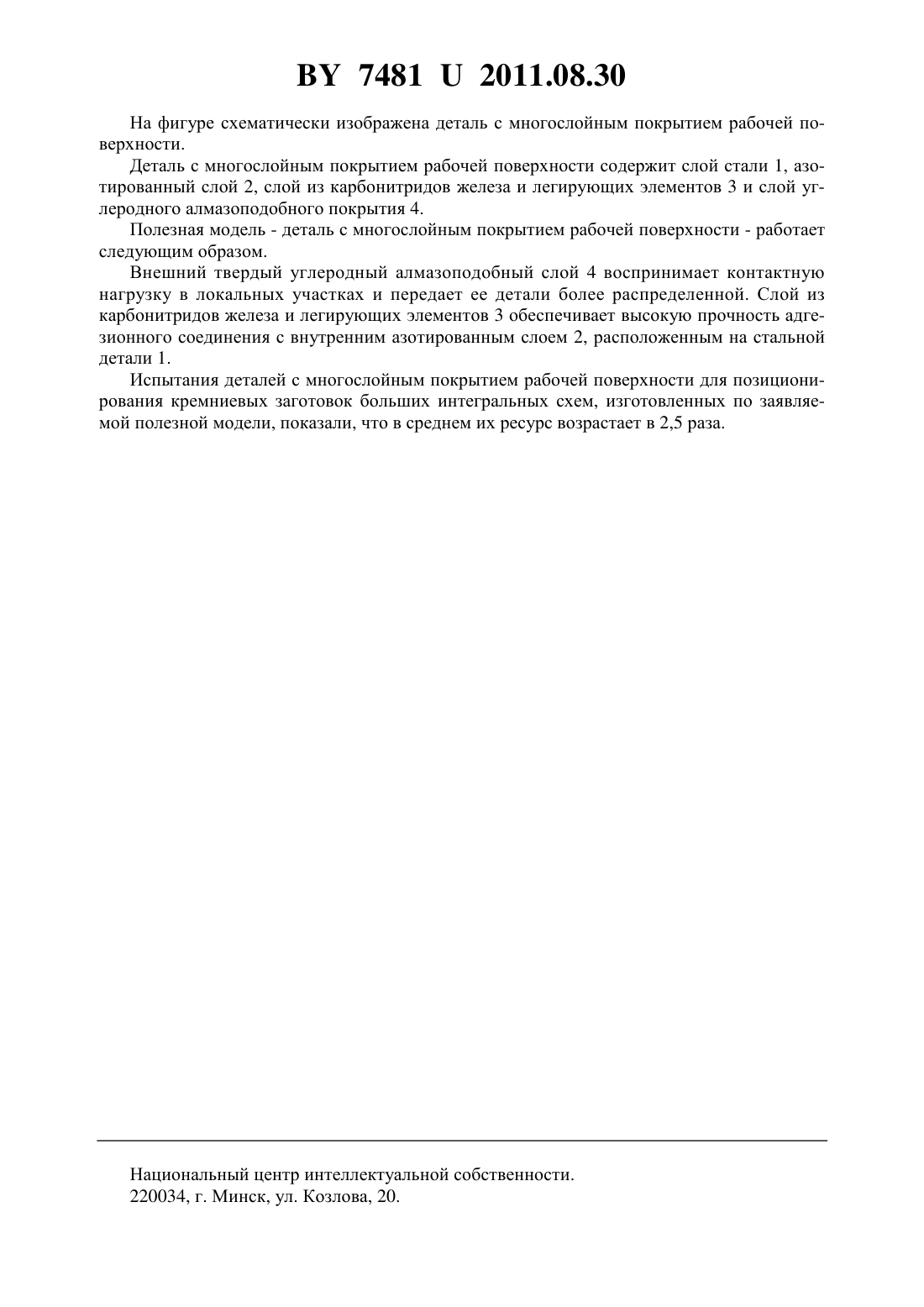
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ДЕТАЛЬ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ РАБОЧЕЙ ПОВЕРХНОСТИ(71) Заявитель Учреждение образования Гомельский государственный университет имени Франциска Скорины(72) Авторы Рогачев Александр Владимирович Федосенко Николай Николаевич Саян Николай Иосифович Пилипцов Дмитрий Геннадьевич Руденков Александр Сергеевич(73) Патентообладатель Учреждение образования Гомельский государственный университет имени Франциска Скорины(57) Деталь с многослойным покрытием рабочей поверхности, содержащая основу из стали и азотированный слой, расположенный непосредственно на основе, отличающаяся тем, что дополнительно содержит переходный слой из карбонитридов железа и легирующих элементов толщиной 0,05-0,1 мкм, расположенный на азотированном слое, и углеродный алмазоподобный слой толщиной 0,1-0,5 мкм, при этом глубина азотированного слоя составляет 2-20 мкм.(56) 1. Рогачев А.В., Сидорский С.С. Восстановление и повышение износостойкости деталей машин. Учебное пособие. - Гомель БелГУТ, 2005. - 343 с. 2. Белый А.В., Кукареко В.А., Патеюк А. Инженерия поверхностей конструкционных материалов концентрированными потоками ионов азота. - Минск Белорус. наука, 2007. С. 244. 3. Научно-технический прогресс в машиностроении Современные методы упрочнения деталей машин. Обзор, информ. Вып. 9. / Под ред. К.В.Фролова. - М., 1991. - 187 с. 4. Рыбаков Л.М., Куксенова Л.И. Трение и износ. - Металловедение и термическая обработка. Т. 19. Итоги науки и техники ВИНИТИ АН СССР. - М., 1985. 5.2013463, МПК 23 8/36, 1994.05.30. 6. Заявка на изобретение 2007105767, МПК 23 4/00, 2008. 7.2131480, МПК 23 14/06, 1999 (прототип). 74812011.08.30 Полезная модель относится к детали, предназначенной для позиционирования кремниевых заготовок больших интегральных схем, и может найти применение в машиностроении. К деталям машин и инструментов, испытывающим большие нагрузки, предъявляются особые требования, в числе которых высокие значения предела упругости, твердости поверхностных слоев, стойкость к действию высоких контактных статических и динамических нагрузок, низкий коэффициент трения и высокая износостойкость контактных поверхностей. Указанным требованиям могут соответствовать детали с многослойным покрытием рабочей поверхности. Известны детали машин с многослойным покрытием рабочей поверхности, содержащие поверхностный слой с внедренными твердыми нитридными фазами 1. Известны детали со слоистой структурой покрытия, контактные поверхности которых содержат азотированный слой, обеспечивающий высокую твердость, износостойкость,усталостную прочность 2. Однако при этом коэффициент трения остается достаточно высоким, что определяет высокий износ сопряженной поверхности. Известны детали машин, изготовленные из стали, содержащие на рабочей поверхности слой нитрида титана, позволяющий повысить механические свойства стальных деталей 3. Вместе с тем образование достаточно резкой границы в значениях твердости покрытия и материала самого изделия является причиной разрушения поверхностного слоя при трении. Отметим, что присутствие градиентных слоев с постепенно нарастающей твердостью между материалом изделия и супертвердым покрытием позволяет устранить образование резкой границы, тем самым демпфируя градиент жесткости разнородных материалов 4. Известна деталь с многослойным покрытием рабочей поверхности, преимущественно из быстрорежущей стали, содержащая поверхностный азотированный слой толщиной 5200 мкм и твердостью 800-1200 кг/мм 2 и износостойкий слой 5. Однако недостаток известной детали обусловлен способом формирования слоев. Формирование азотированного слоя на стальной поверхности осуществляют ионноплазменным способом в одной камере, а формирование износостойкого слоя нитрида титана - вакуумно-плазменным способом в другой камере, при этом между этапами техпроцесса необходимо производить перегрузку детали из камеры в камеру. В результате структура покрытия детали подвергается воздействию окружающей среды с высокой вероятностью ее загрязнения. Это приводит к снижению адгезионного взаимодействия между слоями и, как следствие, к уменьшению износостойкости. Известна полезная модель детали с многослойным покрытием рабочей поверхности,содержащая металлическую основу и слоистую систему, расположенную непосредственно на основе и включающую в себя усиливающий адгезию слой, переходный слой и покровный слой 6. Кроме того, металлическая основа включает в себя по меньшей мере один сплав на никелевой или кобальтовой основе. Кроме того, слоистая система включает теплоизоляционное покрытие, в частности медленно нарастающий слой оксида алюминия или слой оксида хрома. Известная полезная модель детали с многослойной структурой рабочей поверхности представляет собой лопатку турбины. Известная полезная модель не может быть использована как деталь, к которой предъявляются особые требования, в числе которых высокие значения предела упругости, твердости поверхностных слоев, стойкость к действию высоких контактных статических и динамических нагрузок, низкий коэффициент трения и высокая износостойкость контактных поверхностей. 2 74812011.08.30 Наиболее близкой к заявляемой полезной модели является деталь с многослойным покрытием рабочей поверхности, содержащая основу из стали и азотированный слой, расположенный непосредственно на основе 7. Кроме того, деталь с многослойным покрытием рабочей поверхности содержит слой нитрида железа и слой нитрида титана. Деталь с многослойным покрытием рабочей поверхности формируют в одной вакуумной камере в плазме дугового и газового разряда с накаленным катодом в едином цикле. Известная деталь выдерживает высокие удельные нагрузки в процессе трения. Однако слой нитрида титана, полученный электродуговым напылением, содержит капельную фазу. Частицы титана, покрытые слоем нитрида, вызывают абразивный износ контртела в процессе работы. Таким образом, известная деталь с многослойным покрытием рабочей поверхности не может быть использована для позиционирования кремниевых заготовок больших интегральных схем, которые имеют довольно интенсивное изнашивание сопряженных рабочих поверхностей деталей узла зацепления. Это приводит к изменению параметров позиционирования, снижает их точность. Техническая задача, решаемая заявляемой полезной моделью, заключается в повышении эксплуатационных свойств детали с многослойным покрытием рабочей поверхности за счет комплексной модификации слоистого покрытия ее поверхности. Технический результат, достигаемый полезной моделью, заключается в увеличении ресурса детали при эксплуатации в повышении твердости и износостойкости рабочей поверхности. Указанный технический результат достигается тем, что деталь с многослойным покрытием рабочей поверхности, содержащая основу из стали и азотированный слой, расположенный непосредственно на основе, дополнительно содержит переходный слой из карбонитридов железа и легирующих элементов толщиной 0,05-0,1 мкм, расположенный на азотированном слое, и углеродный алмазоподобный слой толщиной 0,1-0,5 мкм, при этом глубина азотированного слоя составляет 2-20 мкм. В отличие от прототипа заявляемая деталь с многослойным покрытием рабочей поверхности отличается количеством и природой слоев основа из стали, азотированный слой, слой из карбонитридов железа и легирующих элементов и углеродный алмазоподобный слой. Заявляемую деталь с многослойным покрытием рабочей поверхности формируют бомбардировкой стальной основы детали (12 Х 18 Н 10 Т) ионами азота в течение 2 часов. В результате образуется азотированный слой, состоящий из нитридов железа, хрома и других легирующих элементов, с повышенной твердостью. Экспериментально установлено,что глубина азотированного слоя должна составлять от 2 до 20 мкм. Затем на обработанную поверхность из импульсной катодной плазмы наносят слой углеродного алмазоподобного покрытия толщиной 0,1-0,5 мкм. В результате химического взаимодействия элементов предыдущего слоя с углеродным покрытием образуется переходный слой карбонитридов. Переходный слой из карбонитридов железа с легирующими элементами толщиной 220 мкм уменьшает градиент механических свойств между стальным слоем основы и углеродным алмазоподобным слоем и, как следствие этого, повышает механические свойства и износостойкость рабочей поверхности детали. Внешний углеродный алмазоподобный слой толщиной 0,1-0,5 мкм, нанесенный из импульсной катодной плазмы, не имеет капельной фазы и обладает низким коэффициентом трения 0,1. При этом легированный слой покрытия имеет более высокую теплопроводность, что обусловливает снижение температуры в зоне обработки (контакта). 3 74812011.08.30 На фигуре схематически изображена деталь с многослойным покрытием рабочей поверхности. Деталь с многослойным покрытием рабочей поверхности содержит слой стали 1, азотированный слой 2, слой из карбонитридов железа и легирующих элементов 3 и слой углеродного алмазоподобного покрытия 4. Полезная модель - деталь с многослойным покрытием рабочей поверхности - работает следующим образом. Внешний твердый углеродный алмазоподобный слой 4 воспринимает контактную нагрузку в локальных участках и передает ее детали более распределенной. Слой из карбонитридов железа и легирующих элементов 3 обеспечивает высокую прочность адгезионного соединения с внутренним азотированным слоем 2, расположенным на стальной детали 1. Испытания деталей с многослойным покрытием рабочей поверхности для позиционирования кремниевых заготовок больших интегральных схем, изготовленных по заявляемой полезной модели, показали, что в среднем их ресурс возрастает в 2,5 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C23C 14/06
Метки: поверхности, деталь, рабочей, многослойным, покрытием
Код ссылки
<a href="https://by.patents.su/4-u7481-detal-s-mnogoslojjnym-pokrytiem-rabochejj-poverhnosti.html" rel="bookmark" title="База патентов Беларуси">Деталь с многослойным покрытием рабочей поверхности</a>
Способ обработки рабочей поверхности гильзы цилиндра двигателя
Номер патента: 6331
Опубликовано: 30.06.2004
Авторы: Жданович Олег Егорович, Соколов Владимир Николаевич, Минаков Анатолий Петрович, Ящук Олег Викторович
МПК: B24B 33/02, B24B 39/02
Метки: гильзы, рабочей, двигателя, способ, цилиндра, обработки, поверхности
Текст:
...4, что приводит к появлению на поверхности третьего тела. Третье направление представляют известные способы деформационного упрочнения,осуществляемые с предварительным натягом жесткими шариковыми (роликовыми) накатниками 7 или без натяга (способы динамического поверхностного пластического деформирования - пневмовибродинамической обработки 9). Для раскатывания жесткими накатниками 7 характерны ограниченная возможность управления...
Профилированная деталь каркаса опалубки
Номер патента: U 621
Опубликовано: 30.09.2002
Авторы: ОРЗЕЛОВСКИ, Кржиштоф, РАЙХЛЕ, Эрхард
МПК: E04G 9/02
Метки: профилированная, опалубки, деталь, каркаса
Текст:
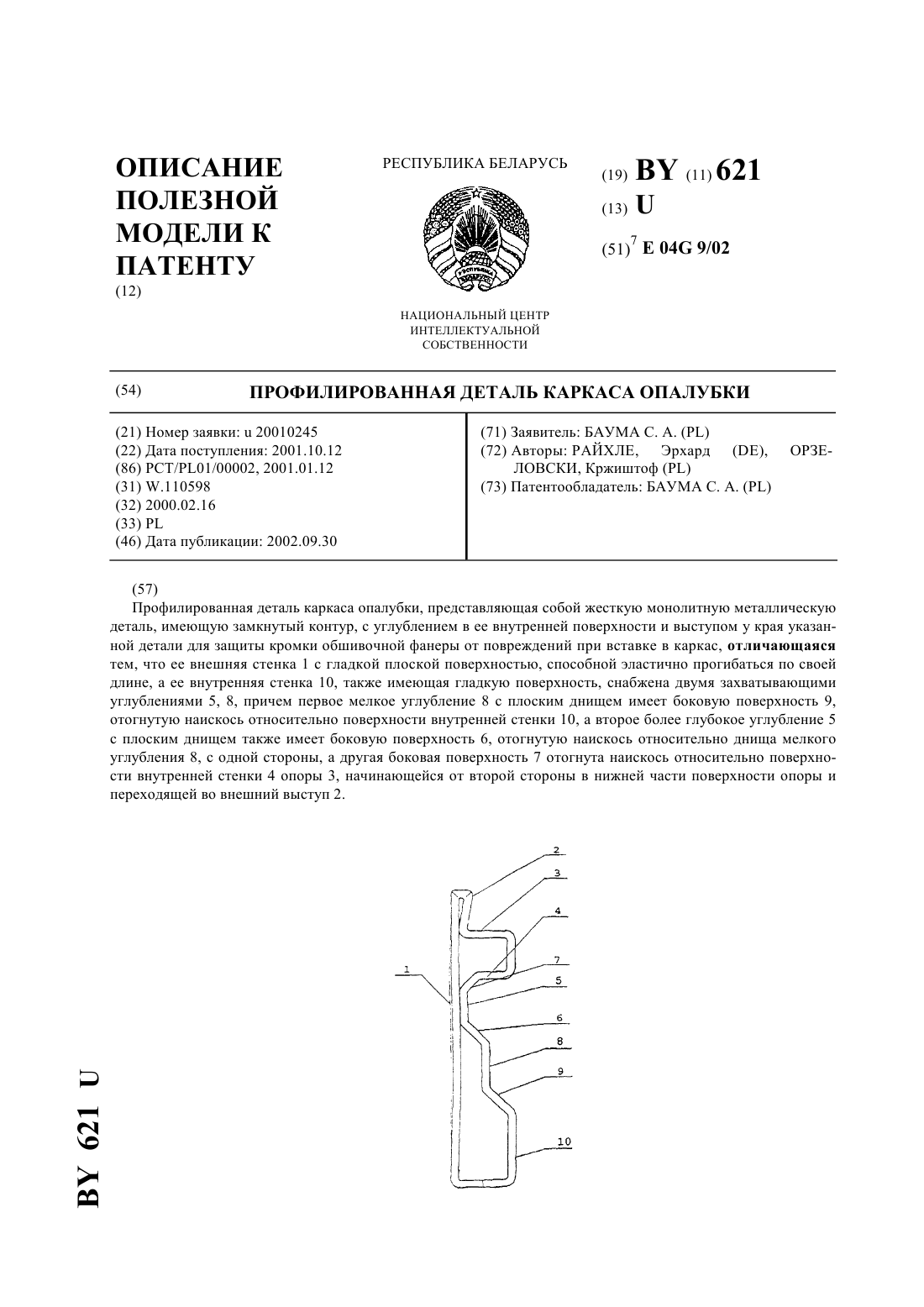
...для соединения каркасов опалубки, подходящая поверхность соединения которого обеспечит хорошее взаимное сцепляющее сжатие и надежный монтаж систем опалубки. Также целью данной полезной модели является получение универсальной детали, которая может объединяться с другими выпускаемыми деталями. Указанная цель достигается посредством создания профилированной детали каркаса опалубки, форма которой отвечает предъявляемым требованиям и,...
Способ установки верхней рабочей поверхности двух клиновидных колец относительно горизонта
Номер патента: 4512
Опубликовано: 30.06.2002
Авторы: Лукьянчиков Николай Иванович, Бурский Вячеслав Александрович, Поздняков Михаил Григорьевич, Карпушин Вячеслав Алексеевич
МПК: G02B 7/00
Метки: горизонта, установки, верхней, рабочей, клиновидных, относительно, поверхности, колец, способ, двух
Текст:
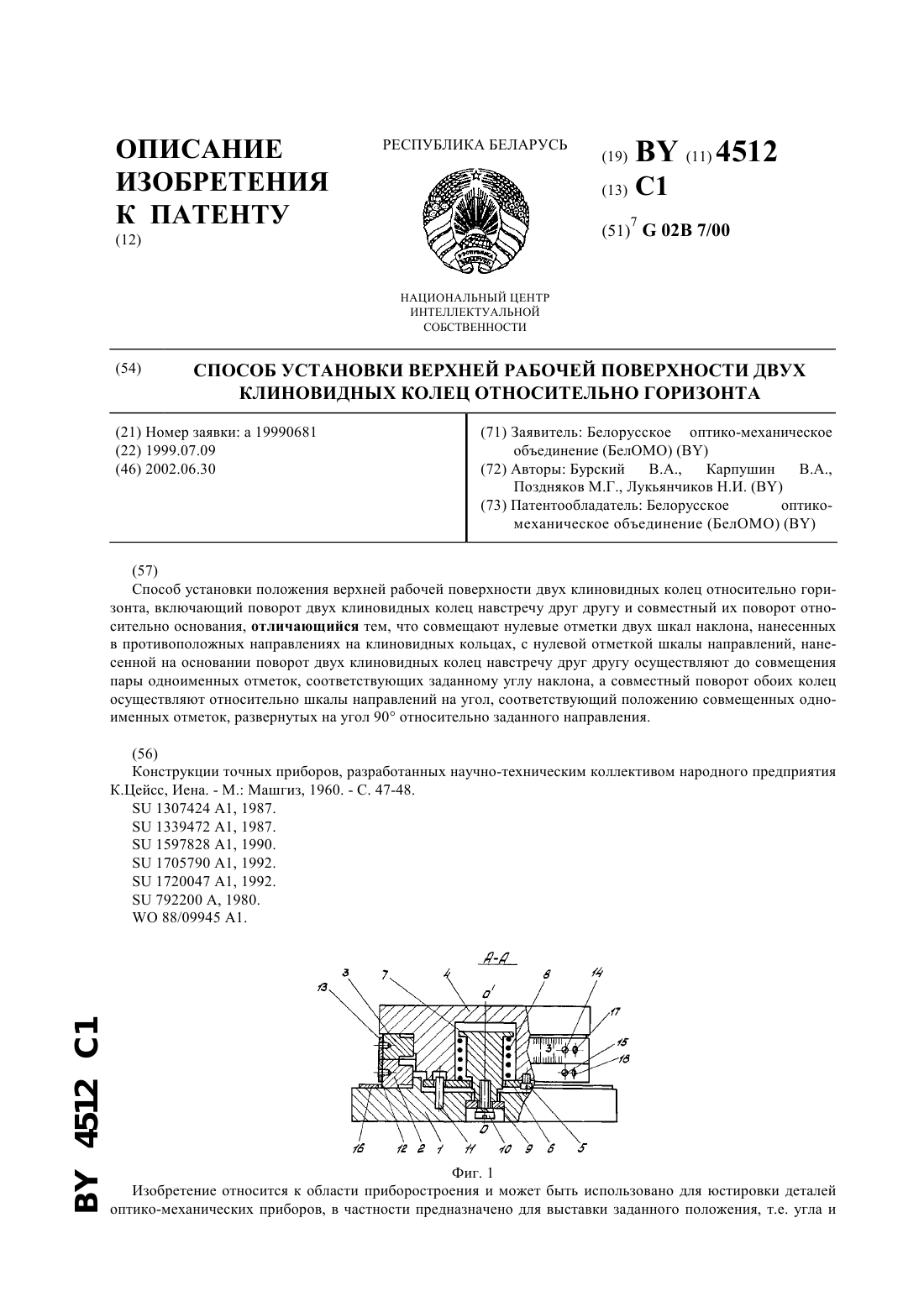
...на основании осуществления поворота двух клиновидных колец навстречу друг другу до совмещения пары одноименных отметок, соответствующих заданному углу наклона, и совместный разворот обоих колец относительно шкалы направлений на угол,соответствующий положению совмещенных одноименных отметок, развернутых на угол 90 относительно заданному направлению обеспечивает повышение производительности процесса установки направления и угла наклона...
Способ очистки рабочей поверхности смесительной машины от жевательной резинки
Номер патента: 5231
Опубликовано: 30.06.2003
Авторы: Талапин Виталий Иванович, Римжа Елена Андреевна, Перцовский Аркадий Литминович
МПК: B08B 7/04
Метки: машины, рабочей, жевательной, резинки, смесительной, поверхности, способ, очистки
Текст:
...основа) не растворяется в чистых полярных и неполярных органических растворителях. В процессе предлагаемой обработки резинки смесью вода-неполярный органический растворитель происходит не растворение, а разрушение массы жевательной резинки до образования мелкозернистой взвеси (под микроскопом наблюдаются набухшие взвешенные частички диаметром 10-30 мкм). Такие взвешенные в воде частички жевательной резинки не прилипают к поверхности...
Средство для покрытия внутренней поверхности емкостей, преобладающая часть которой непосредственно контактирует с пищевыми продуктами или вкусовыми веществами, и субстрат с этим покрытием
Номер патента: 12775
Опубликовано: 28.02.2010
Авторы: ВАМПРЕХТ, Кристиан, ТИБЕС, Кристоф, КЮТТНЕР, Вольфрам, ХЭНЗЕЛЬ, Эдуард, БАУМБАХ, Беате
МПК: B65D 25/14, C09D 175/00
Метки: которой, веществами, покрытия, контактирует, продуктами, непосредственно, пищевыми, покрытием, или, этим, часть, вкусовыми, субстрат, средство, емкостей, внутренней, преобладающая, поверхности
Текст:
...соответствующим требованиям (увеличение плотности сшивки за счет возрастания средней функциональности блокированных изоцианатных групп в готовом отвердителе,влияние на эластичность за счет компонентов, способствующих повышению жесткости/размягчению и т.п.), наряду с реакцией блокирования можно проводить так называемое предварительное удлинение. При этом осуществляют добавку спиртов, аминов и/или аминоспиртов в количестве меньше...
Предыдущий патент: Бадья-термос
Следующий патент: Полевой транзистор
Случайный патент: Комбинированный кабель