Способ обработки рабочей поверхности гильзы цилиндра двигателя
Номер патента: 6331
Опубликовано: 30.06.2004
Авторы: Ящук Олег Викторович, Соколов Владимир Николаевич, Минаков Анатолий Петрович, Жданович Олег Егорович
Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГИЛЬЗЫ ЦИЛИНДРА ДВИГАТЕЛЯ(71) Заявители Минаков Анатолий Петрович Жданович Олег Егорович Соколов Владимир Николаевич Ящук Олег Викторович(72) Авторы Минаков Анатолий Петрович Жданович Олег Егорович Соколов Владимир Николаевич Ящук Олег Викторович(73) Патентообладатели Минаков Анатолий Петрович Жданович Олег Егорович Соколов Владимир Николаевич Ящук Олег Викторович(57) Способ обработки рабочей поверхности гильзы цилиндра двигателя, включающий абразивную или лезвийную обработку с обеспечением размера и макрогеометрии рабочей поверхности гильзы цилиндра и пневмовибродинамическую обработку с последующим нанесением маслоудерживающего микрорельефа, отличающийся тем, что на участках рабочей поверхности гильзы цилиндра около мертвых точек осуществляют повторное упрочняющее пластическое деформирование.(56) Минаков А.П. и др. Технологические основы пневмовибродинамической обработки нежестких деталей. - Мн. Навукатэхнка, 1995. - С. 136-141.1583262 1, 1990.1444134 1, 1988.2110391 1, 1998.2128572 1, 1999.63260760 , 1988.1600759, 1981. Изобретение относится к технологии машиностроительного производства, а именно к способам обработки рабочей поверхности гильз цилиндров двигателей внутреннего сгорания (ДВС) изготовленных, преимущественно, из легированного чугуна. В совершенствовании способов финишной обработки рабочей поверхности гильз цилиндров ДВС, улучшающих прирабатываемость и повышающих долговечность и к.п. д.,существует три направления, для которых характерно стремление к уменьшению коэффициента трения скольженияз счет топографии, продлевающей маслоудерживающую способность состава антифрикционного покрытия, основным компонентом которого, в большинстве случаев, является медь деформационного упрочнения, повышающего сопротивляемость пластическому деформированию и схватыванию. 6331 1 Первое направление представляют известные абразивные способы (хонингование,шлифование), в результате которых изменяют угол наклона перекрещивающихся рисок на рабочей поверхности 1 или получают локальные риски, не пересекающие друг друга 2,или образуют канавки лазером, а затем хонингуют 3. Абразивными способами получают несущую поверхность и маслоемкие впадины в виде рисок (царапин), не лучшим образом влияющих на усталостную прочность поверхностного слоя. Царапины способствуют разрушению поверхности при эксплуатации, являясь концентраторами напряжений. Абразивными способами принципиально невозможно создать на рабочей поверхности гильзы цилиндра защитный активный тонкий слой вторичных структур - третье тело,который обычно возникает лишь в процессе приработки поверхностей в условиях трения скольжения при рабочих температуре (70350 С) и давлении (616 МПа) 4. Абразивными способами невозможно создать на рабочей поверхности гильзы участки с разными механическими свойствами материала поверхностного слоя для обеспечения более равномерного изнашивания в зависимости от режима работы пары трения гильза кольцо. Известно, что наиболее деформирована и изношена рабочая поверхность гильзы на участках около мертвых точек, т.е. там, где минимальны скорости перемещения двух поршневых колец и коэффициент трения скольженияизменяется от 0,02 до 0,2 4. Это позволяет сделать вывод о том, что поверхность, имеющая по высоте гильзы различные механические свойства, должна обеспечить более равномерный ее износ. К первому направлению относятся и известные способы виброобкатывания после хонингования, позволяющие наносить синусоидальные канавки в виде полностью или частично регулярных микрорельефов 5. Виброобкатыванием получают различную маслоемкость по высоте рабочей поверхности гильзы и канавки с большими радиусами закругления у основания, но, при этом, остается нетронутой несущая дефектная поверхность между канавками и образуется наплыв по краям канавок, для устранения чего требуется дополнительная механическая обработка 6. Кроме того, виброобкатывание не позволяет существенно упрочнить поверхностный слой, о чем свидетельствует склонность к появлению задиров 7 (С. 10, 11). Ко второму направлению относятся известные способы латунирования, нанесения плазменных антифрикционных покрытий и ФАБО-финишной антифрикционной безабразивной обработки 8. Способы данного направления основаны на использовании дорогостоящей меди, необходимость применения которой для гильз цилиндров, изготовленных из легированного чугуна, представляется экономически нецелесообразной, так как в период приработки цилиндропоршневой группы под действием пластической деформации в условиях реверсивного трения скольжения и повышенных температур и давлений активизируются явления диффузии и массопереноса (идет процесс самоорганизации), в результате которых поверхность самопроизвольно насыщается в необходимых пропорциях не только медью, но и другими легирующими элементами 4, что приводит к появлению на поверхности третьего тела. Третье направление представляют известные способы деформационного упрочнения,осуществляемые с предварительным натягом жесткими шариковыми (роликовыми) накатниками 7 или без натяга (способы динамического поверхностного пластического деформирования - пневмовибродинамической обработки 9). Для раскатывания жесткими накатниками 7 характерны ограниченная возможность управления маслоемкостью упрочняемой поверхности весьма значительные радиальные силы, приводящие к короблению гильзы цилиндра и недопустимому отклонению от круглости диаметрального размера рабочей поверхности гильзы и линейности образующей вследствие наведения значительных остаточных напряжений 7 (С. 108). 6331 1 Наиболее близким по технической сущности и достигаемому результату к изобретению является способ обработки рабочей поверхности гильзы цилиндра двигателя, в котором после получения размера и макрогеометрии абразивной или лезвийной обработкой производят пневмовибродинамическую обработку с последующим нанесением маслоудерживающего микрорельефа 9 (С. 141). Данным способом также получают рабочую поверхность гильзы, которая неравномерно изнашивается в рабочей зоне. Одной из причин этого является одинаковое упрочнение разных участков рабочей зоны, работающих в разных режимах трения. Так, около мертвых точек - режим граничного трения (почти сухого), а между ними - режим полужидкостного трения. Задачей изобретения является повышение качества рабочей поверхности гильзы цилиндра двигателя за счет уменьшения неравномерности ее изнашивания. Указанная задача решается способом обработки рабочей поверхности гильзы цилиндра двигателя, включающим абразивную или лезвийную обработку с обеспечением размера и макрогеометрии рабочей поверхности гильзы цилиндра и пневмовибродинамическую обработку с последующим нанесением маслоудерживающего микрорельефа, в котором,согласно изобретению, на участках рабочей поверхности гильзы цилиндра около мертвых точек осуществляют повторное упрочняющее пластическое деформирование. Пневмовибродинамическая обработка (ПВДО) начинает процесс формирования защитного активного тонкого слоя вторичных структур на рабочей поверхности гильзы цилиндра, изготовленной из легированного чугуна. На идентичность физических процессов,происходящих при ПВДО и при приработке цилиндропоршневой группы, указывает тот факт, что при ПВДО рабочие элементы (шары) совершают тонкое поверхностное деформирование путем импульсного воздействия при скорости относительного перемещения 1015 м/с, сопровождающееся мгновенными высокими температурами и давлением в точках контакта шаров с обрабатываемой поверхностью. Именно в таких условиях активизируются явления диффузии и массопереноса легирующих элементов на поверхность гильзы, что позволяет утверждать о начале процесса формирования третьего тела еще до приработки. Использование данного способа обработки позволит повысить долговечность двигателей, т.к. уменьшится износ рабочей поверхности гильзы цилиндра на участках около мертвых точек, что приведет к повышению равномерности общего износа рабочей зоны гильзы цилиндра и, в конечном счете, увеличению продолжительности цикла установившегося изнашивания цилиндропоршневой группы. Пример. Финишная обработка рабочей поверхности гильзы, изготовленной из легированного чугуна. Номинальный диаметр обрабатываемой поверхности отверстия - 110 мм. Предварительная обработка хонингование до получения размера отверстия и его макрогеометрии согласно чертежу, с обеспечением параметра шероховатости поверхности после получистового хонингования 2,51,25 мкм. После осуществления ПВДО параметр шероховатости составил 0,60,4 мкм. Режимы процесса ПВДО Давление сжатого воздуха при входе в инструмент, Р, МПа 0,20,3 Подача инструмента, , мм/мин 95. Затем на рабочую поверхность гильзы нанесли лунки инструментом по 9 (С. 136). Давление сжатого воздуха при входе в инструмент, Р, МПа 0,250,35 Подача инструмента, , мм/мин 47. Окончательно на участках около верхней и нижней мертвых точек по направлению к середине гильзы было проведено повторное упрочняющее пластическое деформирование. Давление сжатого воздуха при входе в инструмент, Р, МПа 0,40,45 Подача инструмента, , мм/мин 23. 3 6331 1 Источники информации 1. Заявка 19607774. Германия. - Опубл. 04.09.1997. 2. Международная заявка 4-59107 Япония, Опубл. 21.09.92. 3.///. . - 1997. - 58, 9. - С. 554-556. 4. Асташкевич Б.М. Износостойкость и роль активных защитных слоев на поверхностях деталей цилиндропоршневой группы транспортных дизелей // Вестник машиностроения. - 2000. -1. - С. 13-20. 5. Шнейдер Ю.Г. Образование регулярных микрорельефов на деталях и их эксплуатационные свойства. - Л. Машиностроение, 1972. - С. 119. 6. А.с. 1521569 РФ. - Опубл. 15.11.1989. 7. Николаев В.В. Технологическое обеспечение износостойкости деталей раскатыванием и обкатыванием (на примере пары цилиндр - поршневое кольцо) Дис. канд. техн. наук 05.02.08. 0486.0 008686. - Владимир, 1986. - 227 с. 8. Пат. 2041787 РФ. - Опубл. 20.08.1995. 9. Минаков А.П. Технологические основы пневмовибродинамической обработки нежестких деталей /А.П. Минаков, А.А. Бунос Под ред. П.И. Ящерицына. - Мн. Навукатэхнка, 1995. - 304 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 39/02, B24B 33/02
Метки: способ, обработки, гильзы, цилиндра, поверхности, рабочей, двигателя
Код ссылки
<a href="https://by.patents.su/4-6331-sposob-obrabotki-rabochejj-poverhnosti-gilzy-cilindra-dvigatelya.html" rel="bookmark" title="База патентов Беларуси">Способ обработки рабочей поверхности гильзы цилиндра двигателя</a>
Способ получения порошкового антифрикционного слоя на внутренней поверхности стального полого цилиндра
Номер патента: 5992
Опубликовано: 30.03.2004
Авторы: Гребнев Николай Прокопьевич, Глуховский Игорь Анатольевич, Ядевич Александр Иванович, Волчек Анатолий Яковлевич, Борисов Евгений Павлович, Сериков Юрий Викторович, Воронецкая Леонора Яковлевна
МПК: B22F 3/26
Метки: цилиндра, полого, антифрикционного, способ, получения, поверхности, слоя, внутренней, порошкового, стального
Текст:
...диаметр , с зазором так, чтобы разность 1- была на 3090 больше разности -. Экспериментально установлено, что наибольшая величина прочности соединения порошкового антифрикционного материала со сталью обеспечивается тогда, когда между поверхностью стальной заготовки и втулки обеспечивается зазор такой, чтобы разность диаметров 1 ибыла на 3090 больше разности диаметрови , т.е. (-)/(1)0,30,9. Если (-)/(1-) меньше 0,3, то зазор между...
Способ очистки рабочей поверхности смесительной машины от жевательной резинки
Номер патента: 5231
Опубликовано: 30.06.2003
Авторы: Перцовский Аркадий Литминович, Римжа Елена Андреевна, Талапин Виталий Иванович
МПК: B08B 7/04
Метки: жевательной, способ, поверхности, смесительной, машины, рабочей, резинки, очистки
Текст:
...основа) не растворяется в чистых полярных и неполярных органических растворителях. В процессе предлагаемой обработки резинки смесью вода-неполярный органический растворитель происходит не растворение, а разрушение массы жевательной резинки до образования мелкозернистой взвеси (под микроскопом наблюдаются набухшие взвешенные частички диаметром 10-30 мкм). Такие взвешенные в воде частички жевательной резинки не прилипают к поверхности...
Способ установки верхней рабочей поверхности двух клиновидных колец относительно горизонта
Номер патента: 4512
Опубликовано: 30.06.2002
Авторы: Лукьянчиков Николай Иванович, Бурский Вячеслав Александрович, Карпушин Вячеслав Алексеевич, Поздняков Михаил Григорьевич
МПК: G02B 7/00
Метки: горизонта, установки, поверхности, клиновидных, способ, двух, относительно, верхней, рабочей, колец
Текст:
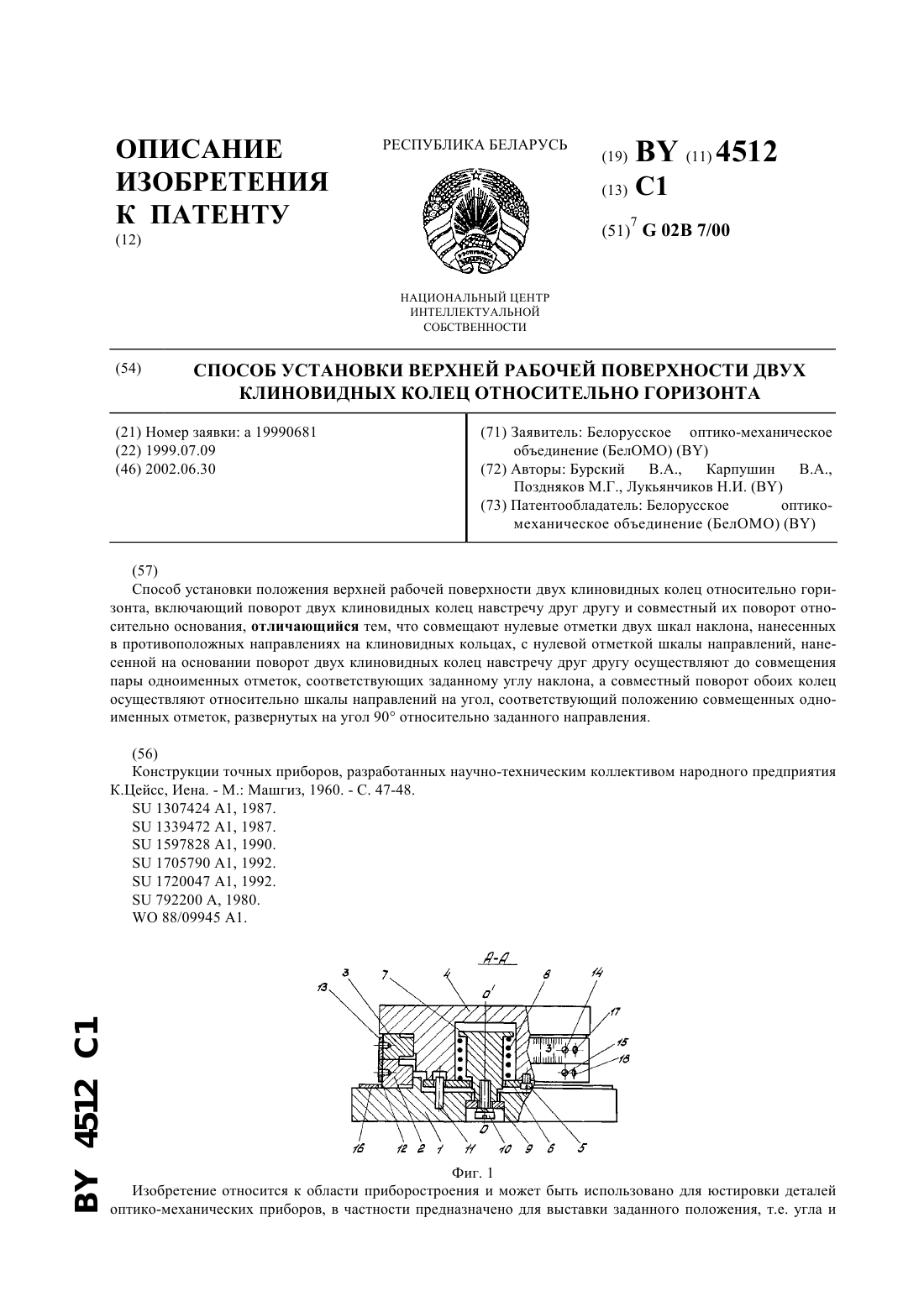
...на основании осуществления поворота двух клиновидных колец навстречу друг другу до совмещения пары одноименных отметок, соответствующих заданному углу наклона, и совместный разворот обоих колец относительно шкалы направлений на угол,соответствующий положению совмещенных одноименных отметок, развернутых на угол 90 относительно заданному направлению обеспечивает повышение производительности процесса установки направления и угла наклона...
Способ электрохимической обработки поверхности металлических изделий
Номер патента: 3604
Опубликовано: 30.12.2000
Автор: Синькевич Юрий Владимирович
МПК: C25F 3/00
Метки: изделий, обработки, металлических, поверхности, электрохимической, способ
Текст:
...63 и нержавеющей стали 20 Х 13. Для сравнительных испытаний были приготовлены электролиты 1, используемый в известном способе обработки, содержащий, мас.- хлористый аммоний 20, вода - остальное и 228, используемые в заявляемом способе и приведенные в табл. 1. Образцы из латуни Л 63 обрабатывались в электролитах 128, из нержавеющей стали 20 Х 13 - в электролитах 1,4,9,14,19,22 и 27. Шероховатость поверхности образцов из латуни Л 63 после...
Способ обработки внутренних поверхностей вращения нежестких заготовок из сталей без термоулучшения
Номер патента: 5492
Опубликовано: 30.09.2003
Авторы: Минаков Анатолий Петрович, Ящук Олег Викторович
МПК: B24B 39/02
Метки: сталей, термоулучшения, внутренних, заготовок, способ, нежестких, обработки, вращения, поверхностей
Текст:
...оптимальной величины припуска на обработку ухудшение экологии производства. Кроме того, для пар трения полимер (резина) - сталь, как, например, в гидроцилиндре, более предпочтительным является снижение шероховатости поверхности зеркала гильзы гидроцилиндра, и повышение размерной точности отверстия, обеспечиваемое абразивной доводкой, является необязательным дорогостоящим дополнением. Известно, что при шероховатости стальной поверхности...
Предыдущий патент: Система тепловой подготовки автомобиля на месте его стоянки в гараже
Следующий патент: Гидравлический домкрат
Случайный патент: Машина непрерывной разливки стали