Станок для магнитно-абразивной обработки конических колес с круговыми зубьями
Номер патента: U 6635
Опубликовано: 30.10.2010
Авторы: Ермаков Николай Иванович, Агейчик Валерий Александрович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович

Текст
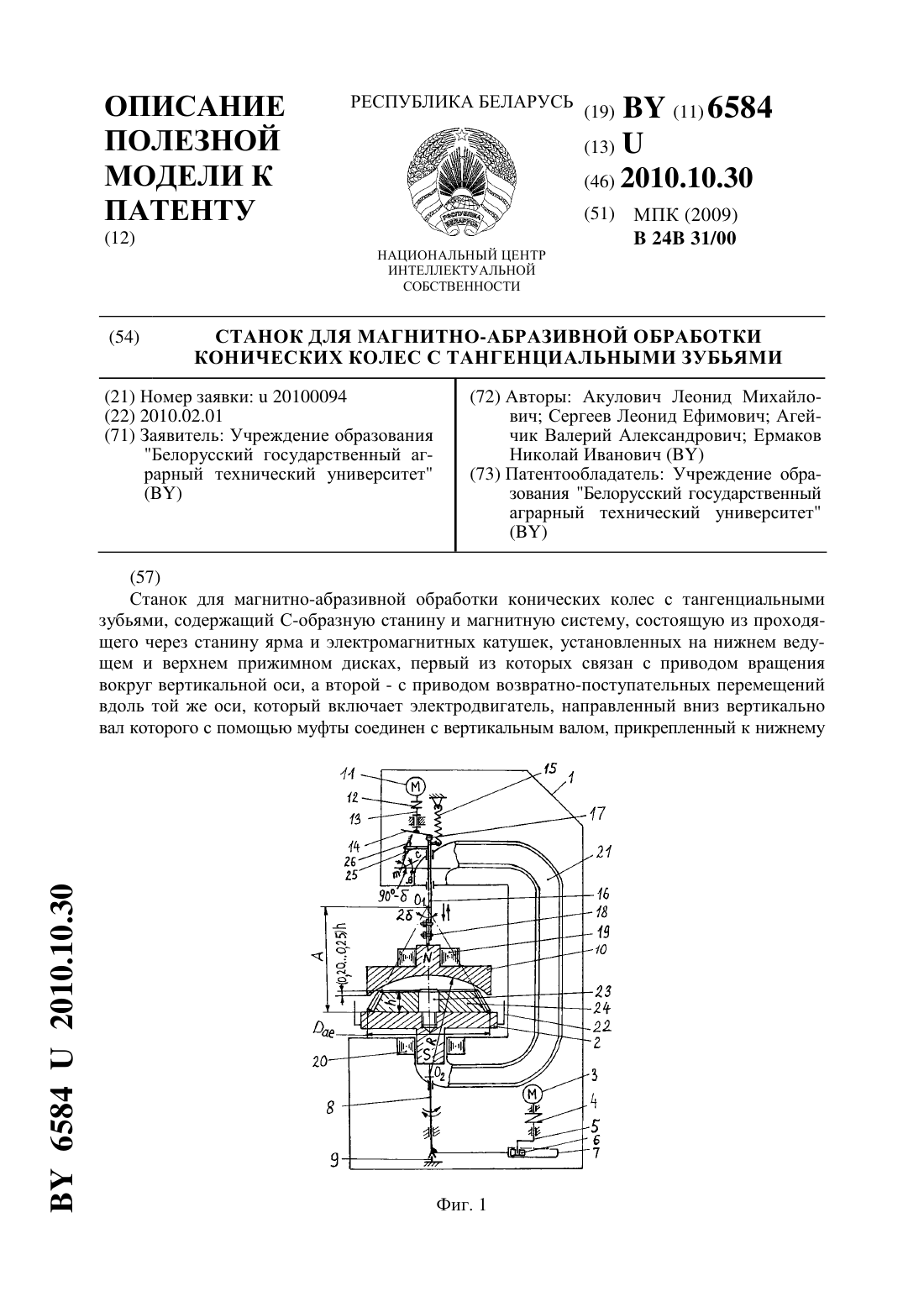
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Станок для магнитно-абразивной обработки конических колес с круговыми зубьями,содержащий С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на нижнем ведущем и верхнем прижимном дисках, первый из которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом возвратно-поступательных перемещений вдоль той же оси, отличающийся тем, что сам ведущий диск имеет по центру своей верхней плоскости резьбовое отверстие, в которое ввинчен выполненный из диамагнитного материала стержень, на который своим центральным отверстием с плотной посадкой до упора своей 66352010.10.30 большей торцевой поверхностью на верхнюю плоскость ведущего диска установлено коническое колесо с круглыми зубьями с внешним диаметром вершин зубьев , при этом ведущий диск выполнен диаметром 610 мм,прижимной диск выполнен диаметром , установлен с эксцентриситетом 24 мм относительно ведущего диска и имеет выполненную сферической радиусом , равным величине базового расстояния А конического колеса, нижнюю поверхность с центром, расположенным на вертикальной оси ниже прижимного диска, причем направление вращения ведущего диска выполнено так, что окружная скорость направлена в сторону наклона примыкающей к нижнему большему торцу колеса части зуба. Полезная модель относится к чистовой обработке изделий ферроабразивным порошком (ФАП) в магнитном поле и может быть использована в различных отраслях машиностроения при обработке рабочих поверхностей конических колес с круговыми зубьями. Известен станок для магнитно-абразивной обработки шариков 1, содержащий Собразную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на ведущем и прижимном дисках, первый из которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом возвратно-поступательных перемещений вдоль той же оси, причем на обращенных друг к другу торцах дисков выполнены канавки полукруглого профиля, а в канавке каждого диска установлены вставки из диамагнитного материала, которые расположены поочередно по обе стороны от оси симметрии полукруглого профиля канавки. Такое устройство не позволяет производить качественную и производительную магнитно-абразивную обработку рабочих поверхностей конических колес с круговыми 2 зубьями. Задачей, которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки рабочих поверхностей конических колес с круговыми зубьями. Поставленная задача решается с помощью станка для магнитно-абразивной обработки конических колес с круговыми зубьями, содержащего С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек,установленных на нижнем ведущем и верхнем прижимном дисках, первый из которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом возвратнопоступательных перемещений вдоль той же оси, где ведущий диск имеет по центру своей верхней плоскости резьбовое отверстие, в которое ввинчен выполненный из диамагнитного материала стержень, на который своим центральным отверстием с плотной посадкой до упора своей большей торцевой поверхностью на верхнюю плоскость ведущего диска установлено коническое колесо с круглыми зубьями внешним диаметром вершин зубьев, при этом ведущий диск выполнен диаметром 610 мм, а прижимной диск выполнен диаметром , установлен с эксцентриситетом 24 мм относительно ведущего диска и имеет выполненную сферической радиусом , равным величине базового расстояния А конического колеса, нижнюю поверхность с центром, расположенным на вертикальной оси ниже прижимного диска, причем направление вращения ведущего диска 66352010.10.30 выполнено так, что окружная скорость направлена в сторону наклона примыкающей к нижнему большему торцу колеса части зуба. Станок для магнитно-абразивной обработки конических колес с круговыми зубьями содержит установленный с возможностью относительного перемещения на С-образной станине 1 ведущий диск 2. Ведущий диск 2 имеет привод вращения вокруг вертикальной оси, для чего он кинематически связан с выполненным с возможностью реверса электродвигателем 3 с помощью присоединенного к нему через муфту 4 вала 5 и закреплен на верхнем конце вала 5 с возможностью демонтажа и замены на ведущий диск других размеров (на фигуре не показано). Прижимной диск 6 связан с механизмом возвратнопоступательных вертикальных перемещений, который включает электродвигатель 7,направленный вниз вертикально вал которого с помощью муфты 8 соединен с вертикальным валом 9, прикрепленный к нижнему концу вала 9 своей центральной частью под углом к горизонтальной плоскости круглый плоский диск 10 с возможностью изменения угла наклона его к горизонту (на фигуре не показано) и прижимаемый снизу к периферийной части плоского диска 10 пружиной растяжения 11 вертикальный стержень 12 с присоединенным к его нижнему концу прижимным диском 6. Вертикальный стержень 12 имеет на своем верхнем конце сферический башмак 13 и возможность возвратнопоступательных вертикальных перемещений относительно станины 1, он выполнен с целью изменения его длины составным, причем его верхняя и нижняя с закрепленным на ней снизу прижимным диском 6 части соединены друг с другом фиксирующими устройствами 14. Станок также имеет магнитную систему, которая содержит установленную на прижимном диске-магнитопроводе 6 электромагнитную катушку 15 и закрепленную на станине 1 вторую катушку 16, внутри которой размещена с возможностью вращения ступица ведущего диска-магнитопровода 2. При этом катушки 15 и 16 установлены на магнитопроводящем ярме 17, проходящем через станину 1. Вокруг дисков 2 и 6 установлен закрепленный на ведущем диске 2 кожух 18, который ограждает рабочую зону и служит для сбора эмульсии и отходов. Ведущий диск 2 имеет по центру своей верхней плоскости резьбовое отверстие, в которое ввинчен выполненный из диамагнитного материала стержень 19, на который своим центральным отверстием с плотной посадкой до упора своей большей торцевой поверхностью на верхнюю плоскость ведущего диска установлено коническое колесо с круглыми зубьями 20 с внешним диаметром вершин зубьев , при этом ведущий диск 2 выполнен диаметром 610 мм, а прижимной диск 6 выполнен диаметром , установлен на нижней части стержня 12 с эксцентриситетом 24 мм относительно ведущего диска и имеет выполненную сферической радиусом , равным величине базового расстояния А конического колеса 3 от вершины делительного конуса О 1 до большей торцевой поверхности конического колеса, нижнюю поверхность с центром О 2, расположенным на вертикальной оси ниже прижимного диска. Прижимной диск 6 выполнен толщиной с таким расчетом, что при высоте обрабатываемой деталии минимальном технологическом зазоре между деталью 20 и прижимным диском 6, равным 0,5 1,0 мм,нижняя кромка прижимного диска 6 расположена на (0,200,25)ниже верхнего контура детали 20. Направление вращения ведущего диска 2 выполнено так, что окружная скорость направлена в сторону наклона примыкающей к нижнему большему торцу колеса 20 части зуба. Станок работает следующим образом. Перед началом работы после установки обрабатываемой детали 20 на соответствующего ей размера ведущий диск 2 между деталью 20 и соответствующего ей размера прижимным диском 6 помещается ФАП (на фигуре не показано) и выставляется минимальный технологический зазор между деталью 20 и прижимным диском 6, равный 0,5 1,0 мм, оптимальный для обработки детали. Ведущий диск 2 вместе с установленной на нем деталью 20 приводится с помощью электродвигателя 3 во вращение вокруг вертикальной оси таким образом, что окружная скорость колеса 20 направлена в сторону наклона примыка 3 66352010.10.30 ющей к нижнему большему торцу колеса части зуба, а прижимной диск 6 с помощью электродвигателя 7 и передаточных деталей 8-14 совершает возвратно-поступательные вертикальные перемещения с установленной с помощью поворота круглого плоского диска 10 относительно вертикального вала 12 на оптимальный для обработки угол амплитудой. ФАП плавно и равномерно заполняет впадины между зубьями, перемешивается,постоянно меняя положение режущих граней частиц порошка, что повышает эффективность и качество обработки. Таким образом, обеспечивается, согласно проведенным в БГАТУ исследованиям, оптимальный режим обработки ФАП рабочих поверхностей конических колес с круговыми зубьями. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 31/00
Метки: круговыми, конических, магнитно-абразивной, обработки, колес, зубьями, станок
Код ссылки
<a href="https://by.patents.su/4-u6635-stanok-dlya-magnitno-abrazivnojj-obrabotki-konicheskih-koles-s-krugovymi-zubyami.html" rel="bookmark" title="База патентов Беларуси">Станок для магнитно-абразивной обработки конических колес с круговыми зубьями</a>
Станок для магнитно-абразивной обработки конических колес с тангенциальными зубьями
Номер патента: U 6584
Опубликовано: 30.10.2010
Авторы: Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Ермаков Николай Иванович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: тангенциальными, зубьями, конических, обработки, колес, станок, магнитно-абразивной
Текст:
...с перпендикулярной оси вертикального стержня плоскостью и точкой пересечения этой плоскости с осью вертикального стержня угол, равный углу наклона тангенциальных зубьев в среднем сечении конических колес в их горизонтальной проекции к радиусам делительной окружности этого сечения в точке их пересечения, а проекция оси направляющих на пересекающую ее вертикальную плоскость имеет минимальный угол наклона к горизонтальной плоскости,...
Станок для магнитно-абразивной обработки прямозубых конических колес

Номер патента: U 6639
Опубликовано: 30.10.2010
Авторы: Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: обработки, прямозубых, конических, станок, магнитно-абразивной, колес
Текст:
...вокруг вертикальной оси с постоянно изменяющимся направлением, для чего он кинематически связан с электродвига 2 66392010.10.30 телем 3 с помощью присоединенного к нему через муфту 4 вала 5 с кривошипом, камня 6,размещенного с возможностью перемещения внутри паза расположенной в горизонтальной плоскости кулисы 7, прикрепленной своим концом к вертикальному валу 8, опирающемуся своим нижним концом на плоский упорный подшипник-подпятник 9 2, с....
Устройство для магнитно-абразивной обработки цилиндрических колёс с винтовыми зубьями

Номер патента: U 6361
Опубликовано: 30.06.2010
Авторы: Сергеев Леонид Ефимович, Ермаков Николай Иванович, Агейчик Валерий Александрович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: устройство, колёс, зубьями, цилиндрических, обработки, магнитно-абразивной, винтовыми
Текст:
...относительно его поверхностью и механизм создания колебаний электромагнитной системы с приводом, где полюсные наконечники выполнены образующими своими обращенными друг к другу внутренними поверхностями, охватывающими обод цилиндрического колеса с винтовыми зубьями диаметром , в сечении, перпендикулярном оси колеса, эллипс с горизонтальной осью, равной 6 мм,и вертикальной осью, равной 2 мм, причем полюсные наконечники имеют между собой...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Миронов Алексей Михайлович, Лебедев Владимир Яковлевич, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: магнитно-абразивной, устройство, колес, зубчатых, обработки
Текст:
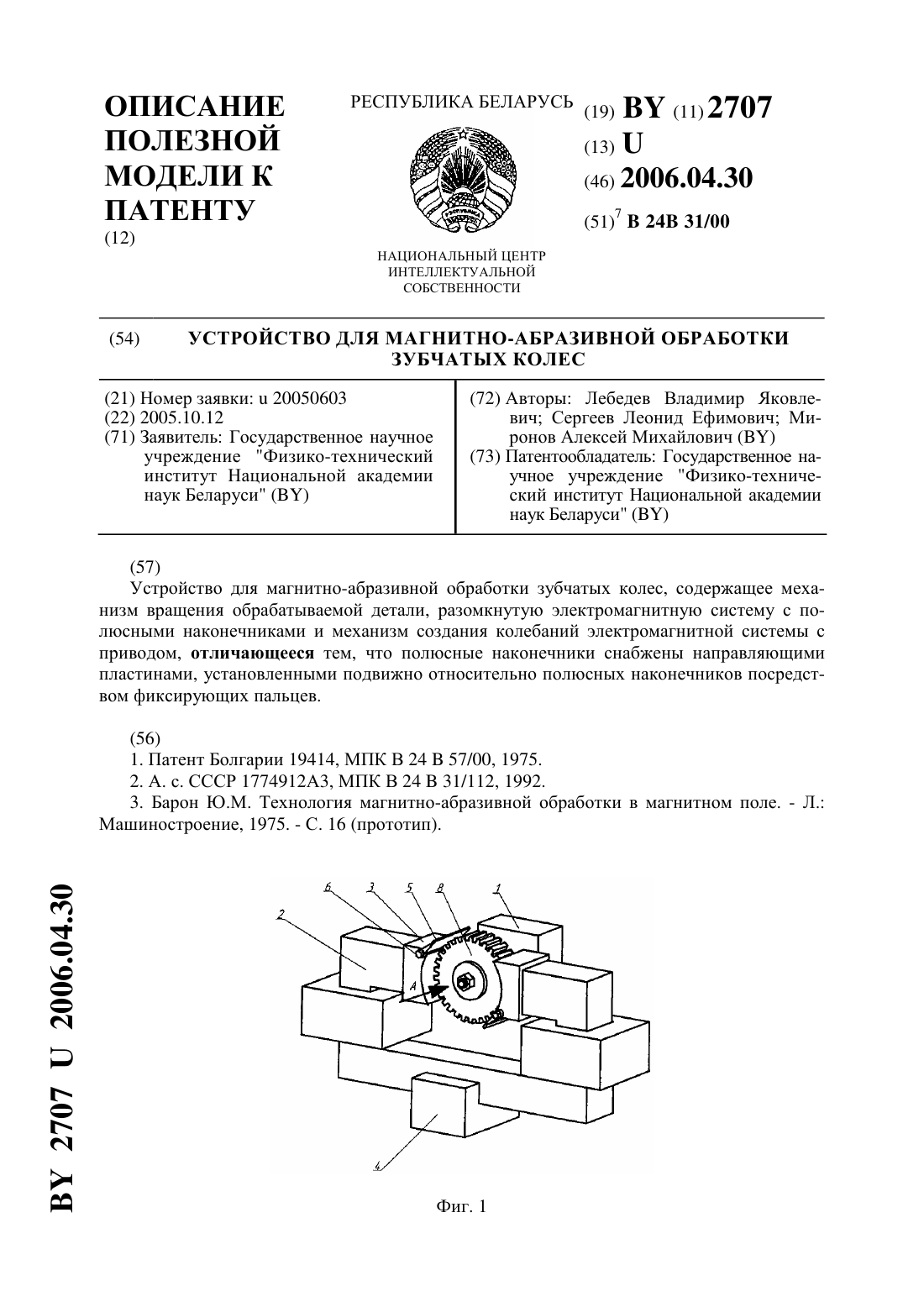
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 6284
Опубликовано: 30.06.2010
Авторы: Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: колес, устройство, обработки, магнитно-абразивной, зубчатых
Текст:
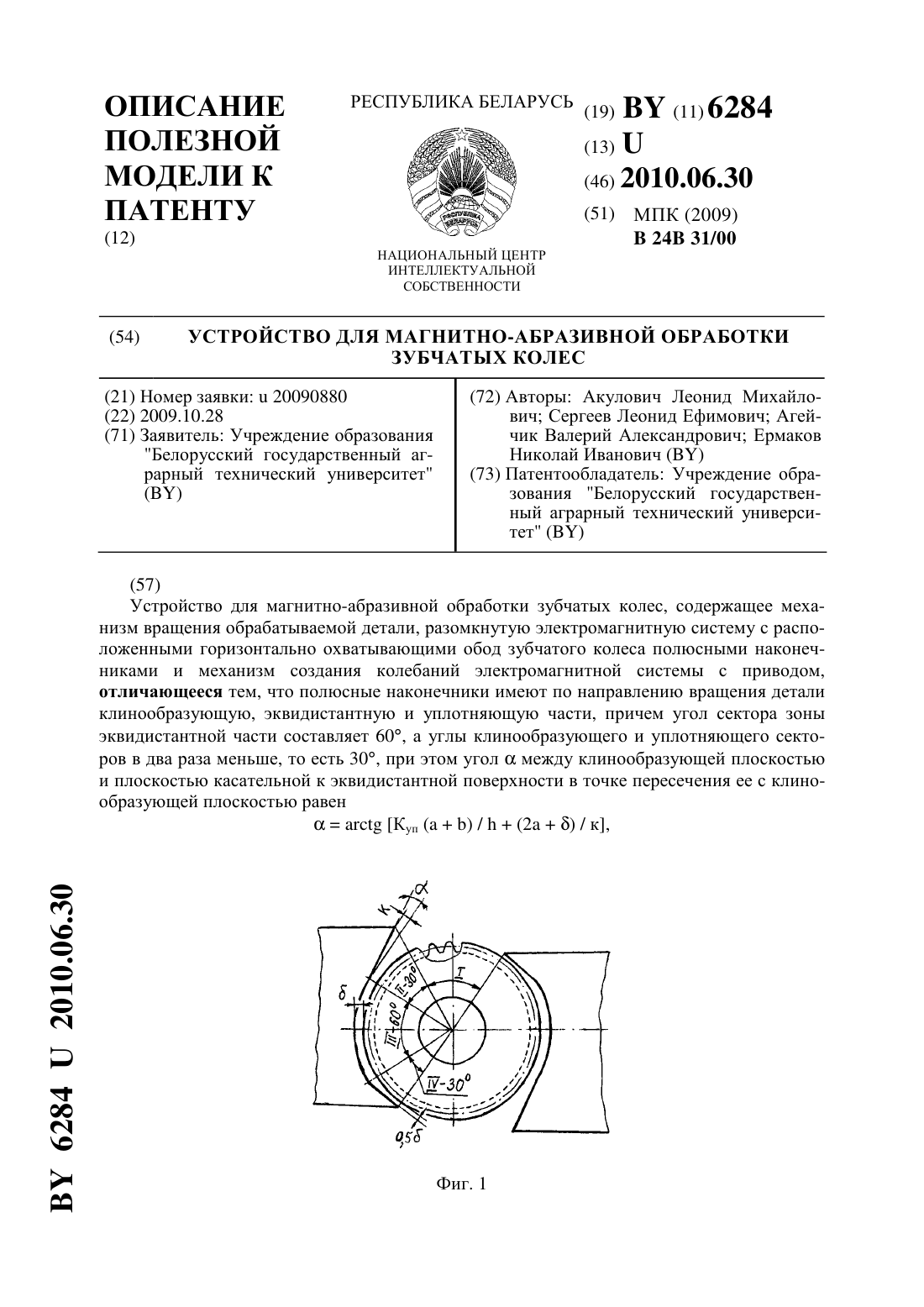
...плоскостью и плоскостью касательной к эквидистантной поверхности в точке пересечения ее с клинообразующей плоскостью клин - площадь клинообразующей части полюсного наконечника впад - площади впадин в плоскости, перпендикулярной оси зубчатого колеса уч - площадь участка между вершинами зубьев зубчатого колеса и полюсным наконечником- ширина впадины зубчатого колеса по диаметру его вершин- ширина впадины зубчатого колеса по...
Предыдущий патент: Приусадебная теплица
Следующий патент: Установка для отопления индивидуальной теплицы
Случайный патент: Способ лечения глюкокортикостероидозависимой бронхиальной астмы смешанной формы