Литейная форма для изготовления отливок из стали
Номер патента: U 5934
Опубликовано: 28.02.2010
Авторы: Дудецкий Михаил Борисович, Дудецкая Лариса Романовна, Орлов Юрий Григорьевич

Текст
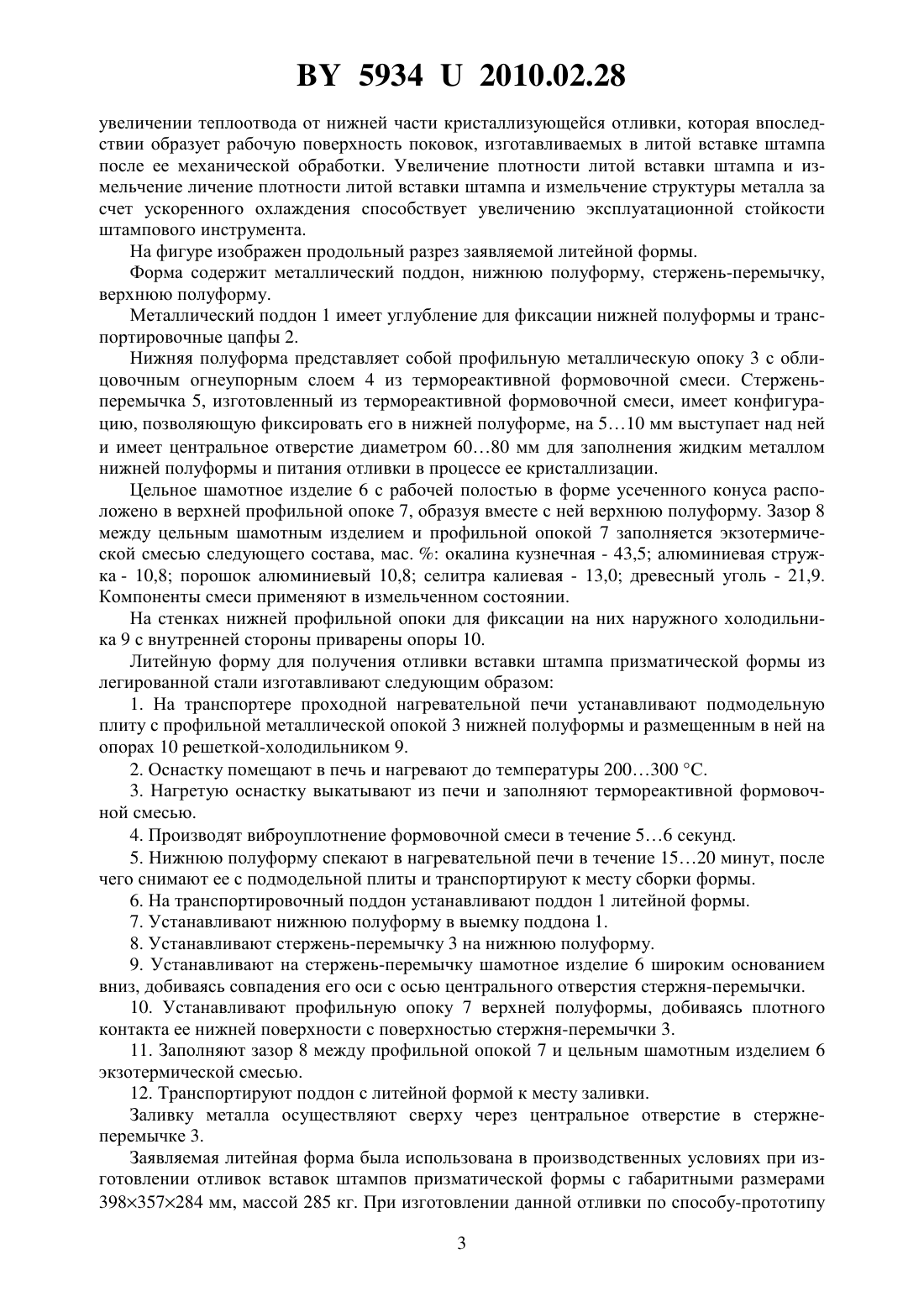
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ СТАЛИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Дудецкая Лариса Романовна Орлов Юрий Григорьевич Дудецкий Михаил Борисович(73) Патентообладатель Государственное научное учреждение Физико-техничекий институт Национальной академии наук Беларуси(57) Литейная форма для изготовления отливок из стали, преимущественно отливок вставок штампов, состоящая из поддона, нижней и верхней полуформ с огнеупорным слоем из термореактивной формовочной смеси и шамотного изделия, образующих наружную поверхность отливки и ее прибыли, разделительного стержня-перемычки, отделяющего отливку от прибыли, отличающаяся тем, что она дополнительно содержит холодильник в виде металлической решетки, расположенный в донной части профильной опоки корпуса формы, а зазор между шамотным изделием и верхней профильной опокой заполнен экзотермической смесью. 59342010.02.28 Полезная модель относится к области металлургии и может быть использована для изготовления отливок вставок штампов из легированной стали. Известна многократная литейная форма для изготовления отливок вставок штампов,состоящая из опорных металлических частей (поддон с размещенным на нем стержнем из эндотермической смеси, боковая и верхняя полуформы), облицовочного огнеупорного слоя и литниковой системы, располагающейся в верхней полуформе 1. Недостатками данной литейной формы являются трудоемкость изготовления, большой расход формовочных материалов и снижение точности размеров отливки из-за необходимости выполнения большого количества технологических операций при изготовлении формы. Известна также литейная форма для изготовления отливок вставок штампов, состоящая из опорных металлических частей в виде поддона, профильных опок для изготовления нижней и верхней полуформ, огнеупорного слоя из термореактивной смеси для образования отливки, шамотного изделия в виде усеченного конуса, формирующего прибыль, сыпучего огнеупорного слоя, заполняющего зазор между профильной опокой и шамотным изделием, а также стержня-перемычки, отделяющего верхнюю полуформу от нижней. Данная литейная форма принята за прототип при создании заявляемой полезной модели 2. Литейная форма-прототип имеет следующие недостатки 1. Значительная толщина донной части нижней полуформы, гарантируя механическую прочность литейной формы, снижает скорость отвода тепла от металлического расплава к поддону, что вызывает замедление кристаллизации нижней части отливки и ухудшение ее качества. 2. Недостаточная теплоизоляция верхней полуформы не позволяет уменьшить объем прибыли и не исключает при изготовлении наиболее массивных отливок возникновения усадочных дефектов. Задачей настоящей полезной модели является повышение качества отливок и уменьшение расхода металла на прибыль. Поставленная задача решается за счет того, что литейная форма для изготовления отливок из стали, преимущественно отливок вставок штампов, состоящая из поддона, нижней и верхней полуформ с огнеупорным слоем из термореактивной формовочной смеси и шамотного изделия, образующих наружную поверхность отливки и ее прибыли, разделительного стержня-перемычки, отделяющего отливку от прибыли, дополнительно содержит холодильник в виде металлической решетки, расположенный в донной части профильной опоки корпуса формы, а зазор между шамотным изделием и верхней профильной опокой заполнен экзотермической смесью. В процессе заполнения литейной формы жидким металлом шамотное изделие нагревается и при достижении его поверхностью определенной температуры в экзотермической смеси начинает происходить химическая реакция между ее составляющими (оксид железа и алюминий), при этом образующийся тепловой эффект способствует более длительному сохранению металла прибыли, в жидком состоянии, что позволяет уменьшить ее массу. Холодильник представляет собой металлическую пластину в виде решетки, отверстия в которой обеспечивают просыпание формовочной смеси при изготовлении облицовочного слоя нижней полуформы. Его толщину и расположение подбирают таким образом, чтобы обеспечить достаточную прочность донной части облицовочного огнеупорного слоя нижней полуформы. Положительное влияние холодильника в виде металлической решетки, располагающегося в донной части нижней полуформы, заключается в следующем. Замещая часть формовочной смеси, образующей донную часть нижней полуформы, холодильник способствует уменьшению ее расхода и увеличивает прочность самой нижней полуформы. Основное преимущество, достигаемое при установке холодильника, заключается в 2 59342010.02.28 увеличении теплоотвода от нижней части кристаллизующейся отливки, которая впоследствии образует рабочую поверхность поковок, изготавливаемых в литой вставке штампа после ее механической обработки. Увеличение плотности литой вставки штампа и измельчение личение плотности литой вставки штампа и измельчение структуры металла за счет ускоренного охлаждения способствует увеличению эксплуатационной стойкости штампового инструмента. На фигуре изображен продольный разрез заявляемой литейной формы. Форма содержит металлический поддон, нижнюю полуформу, стержень-перемычку,верхнюю полуформу. Металлический поддон 1 имеет углубление для фиксации нижней полуформы и транспортировочные цапфы 2. Нижняя полуформа представляет собой профильную металлическую опоку 3 с облицовочным огнеупорным слоем 4 из термореактивной формовочной смеси. Стерженьперемычка 5, изготовленный из термореактивной формовочной смеси, имеет конфигурацию, позволяющую фиксировать его в нижней полуформе, на 510 мм выступает над ней и имеет центральное отверстие диаметром 6080 мм для заполнения жидким металлом нижней полуформы и питания отливки в процессе ее кристаллизации. Цельное шамотное изделие 6 с рабочей полостью в форме усеченного конуса расположено в верхней профильной опоке 7, образуя вместе с ней верхнюю полуформу. Зазор 8 между цельным шамотным изделием и профильной опокой 7 заполняется экзотермической смесью следующего состава, мас.окалина кузнечная - 43,5 алюминиевая стружка - 10,8 порошок алюминиевый 10,8 селитра калиевая - 13,0 древесный уголь - 21,9. Компоненты смеси применяют в измельченном состоянии. На стенках нижней профильной опоки для фиксации на них наружного холодильника 9 с внутренней стороны приварены опоры 10. Литейную форму для получения отливки вставки штампа призматической формы из легированной стали изготавливают следующим образом 1. На транспортере проходной нагревательной печи устанавливают подмодельную плиту с профильной металлической опокой 3 нижней полуформы и размещенным в ней на опорах 10 решеткой-холодильником 9. 2. Оснастку помещают в печь и нагревают до температуры 200300 С. 3. Нагретую оснастку выкатывают из печи и заполняют термореактивной формовочной смесью. 4. Производят виброуплотнение формовочной смеси в течение 56 секунд. 5. Нижнюю полуформу спекают в нагревательной печи в течение 1520 минут, после чего снимают ее с подмодельной плиты и транспортируют к месту сборки формы. 6. На транспортировочный поддон устанавливают поддон 1 литейной формы. 7. Устанавливают нижнюю полуформу в выемку поддона 1. 8. Устанавливают стержень-перемычку 3 на нижнюю полуформу. 9. Устанавливают на стержень-перемычку шамотное изделие 6 широким основанием вниз, добиваясь совпадения его оси с осью центрального отверстия стержня-перемычки. 10. Устанавливают профильную опоку 7 верхней полуформы, добиваясь плотного контакта ее нижней поверхности с поверхностью стержня-перемычки 3. 11. Заполняют зазор 8 между профильной опокой 7 и цельным шамотным изделием 6 экзотермической смесью. 12. Транспортируют поддон с литейной формой к месту заливки. Заливку металла осуществляют сверху через центральное отверстие в стержнеперемычке 3. Заявляемая литейная форма была использована в производственных условиях при изготовлении отливок вставок штампов призматической формы с габаритными размерами 398357284 мм, массой 285 кг. При изготовлении данной отливки по способу-прототипу 3 59342010.02.28 масса прибыли для предотвращения образования в отливке усадочной раковины должна составлять 40-50 от ее массы, т.е. 115-140 кг. При изготовлении отливки вставки штампа в заявляемой форме для получения прибыли использовали цельное шамотное изделие 91 промежуточная воронка (ГОСТ 11586-2005) с рабочей полостью в форме усеченного конуса. При изготовлении данной отливки по способу-прототипу масса прибыли для предотвращения образования в отливке усадочной раковины должна составлять 40-50 от ее массы, т.е. 115-140 кг. Масса прибыли при изготовлении данной отливки по заявляемому принципу составила 48 кг, при этом усадочная раковина в отливке отсутствовала. Отливка в донной части имела плотную мелкозернистую структуру, что обеспечило повышенную стойкость изготовленной из нее вставки штампа и улучшенное качество поковок. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B22D 15/00
Метки: форма, изготовления, отливок, стали, литейная
Код ссылки
<a href="https://by.patents.su/4-u5934-litejjnaya-forma-dlya-izgotovleniya-otlivok-iz-stali.html" rel="bookmark" title="База патентов Беларуси">Литейная форма для изготовления отливок из стали</a>
Литейная форма для изготовления отливок из стали
Номер патента: U 4801
Опубликовано: 30.10.2008
Авторы: Дешук Николай Александрович, Кравченко Виктор Иванович, Галкина Алла Владиславовна, Костюкович Геннадий Александрович, Орлов Юрий Григорьевич, Дудецкая Лариса Романовна
МПК: B22D 15/00
Метки: форма, стали, литейная, изготовления, отливок
Текст:
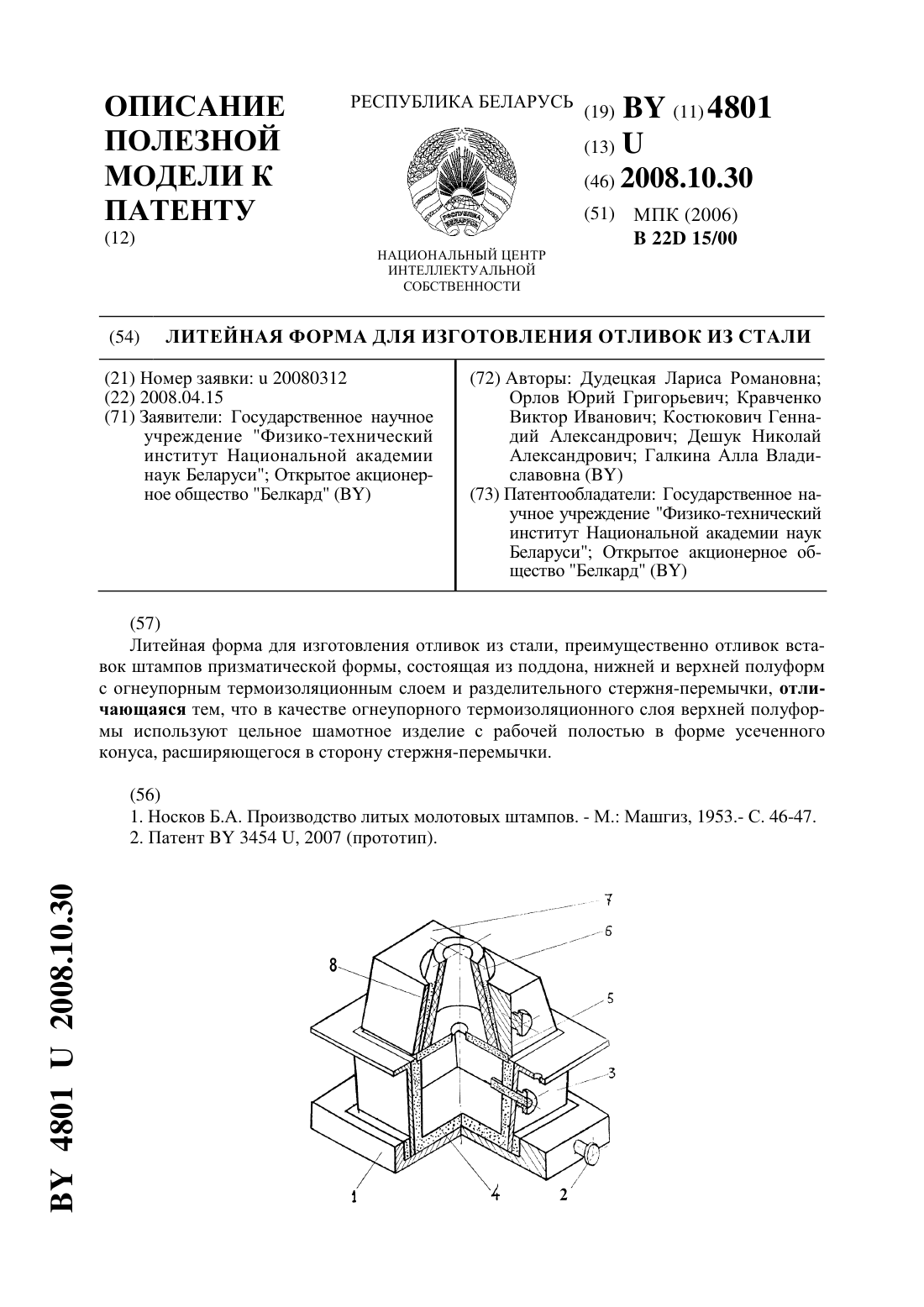
...слоя верхней полуформы используют цельное шамотное изделие с рабочей полостью в форме усеченного конуса, расширяющегося в сторону стержня-перемычки. На фигуре изображен общий вид заявляемой литейной формы с частичным разрезом. Форма содержит металлический поддон, нижнюю полуформу, стержень-перемычку,верхнюю полуформу. Металлический поддон 1 имеет углубление для фиксации формы и транспортировочные цапфы 2. Нижняя полуформа...
Литейная форма для изготовления отливок из стали
Номер патента: U 3454
Опубликовано: 30.04.2007
Авторы: Орлов Юрий Григорьевич, Дешук Николай Александрович, Дудецкая Лариса Романовна, Галкина Алла Владиславовна, Костюкович Геннадий Александрович, Кравченко Виктор Иванович
МПК: B22D 15/00
Метки: стали, литейная, изготовления, форма, отливок
Текст:
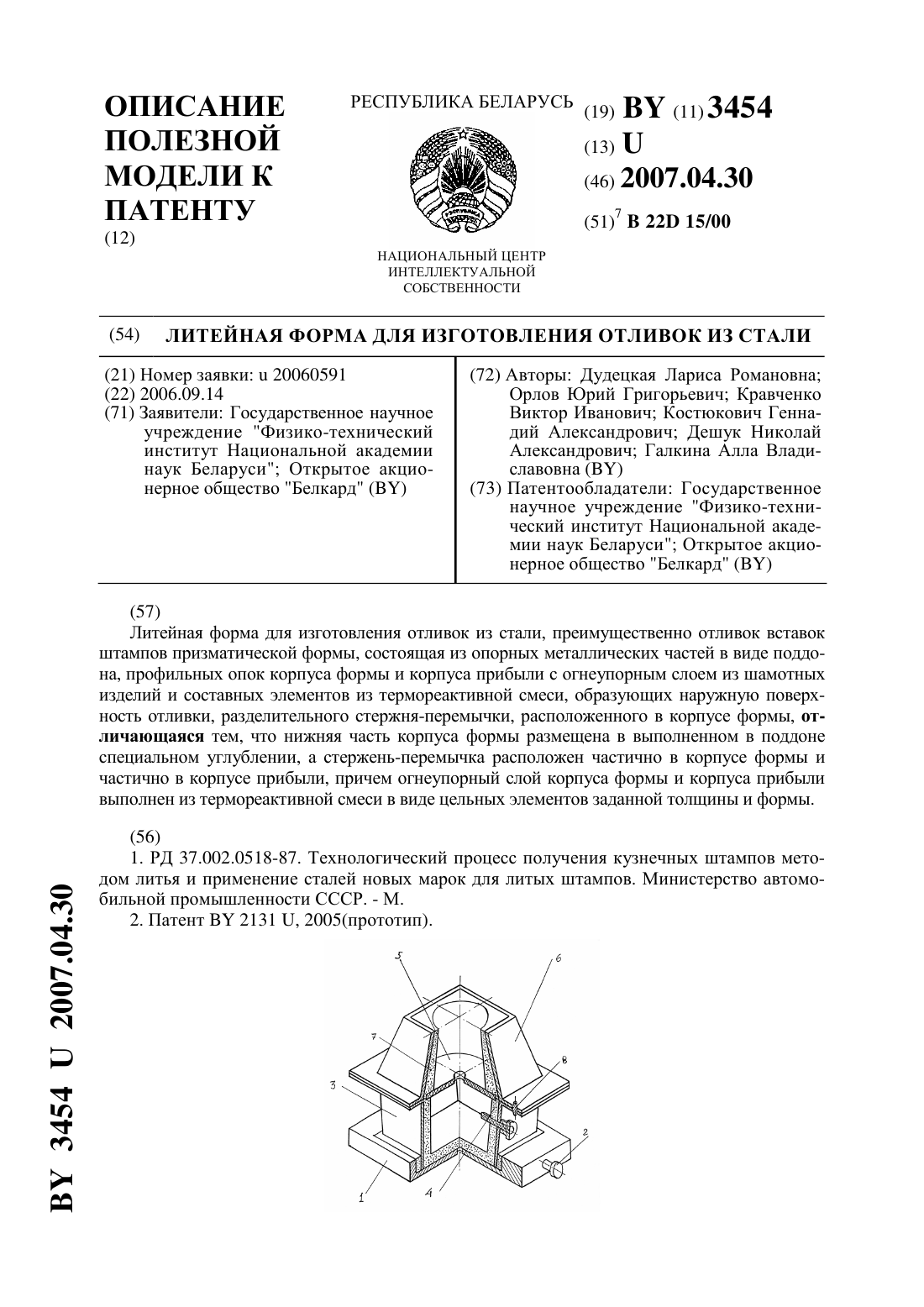
...преимущественно отливок вставок штампов призматической формы, состоящей из опорных металлических частей в виде поддона, профильных опок для изготовления корпуса формы и корпуса прибыли, огнеупорного слоя из шамотных изделий и керамических элементов разового использования из термореактивной смеси, образующих наружную поверхность отливки, а также разделительного стержня-перемычки, нижняя часть корпуса формы размещена в выполненном в поддоне...
Литейная форма для изготовления отливок из стали
Номер патента: U 2131
Опубликовано: 30.09.2005
Авторы: Галкина Алла Владиславовна, Кравченко Виктор Иванович, Дудецкая Лариса Романовна, Мулярчик Александр Николаевич, Орлов Юрий Григорьевич, Костюкович Геннадий Александрович, Белый Леонид Степанович
МПК: B22D 15/00
Метки: литейная, отливок, форма, стали, изготовления
Текст:
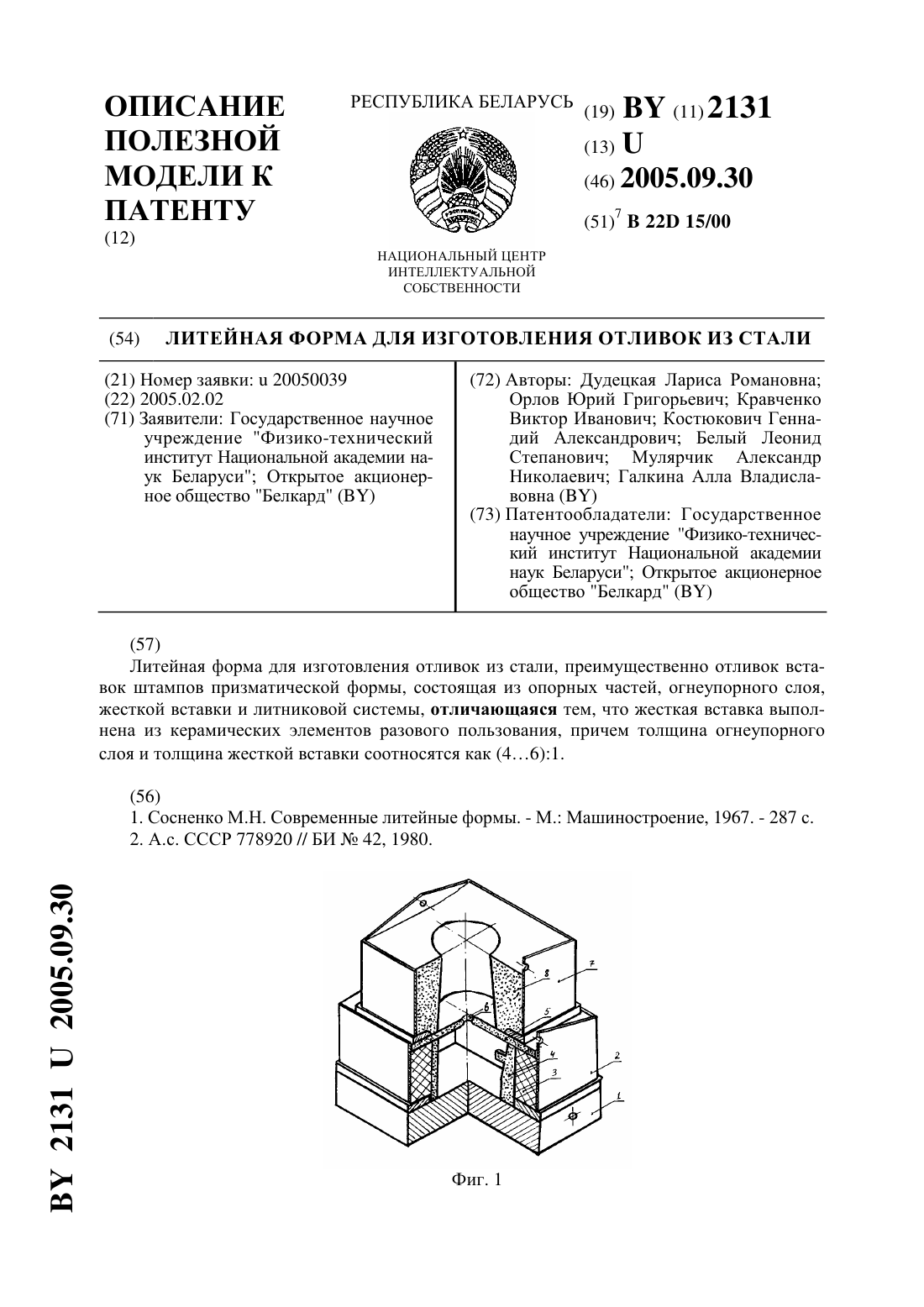
...3, состоящий из шамотных изделий, и облицовочный огнеупорный слой в виде жесткой керамической вставки 4, состоящий из двух торцевых и двух боковых керамических элементов, плотно прижатых к огнеупорному слою 3, и стержня-перемычки 5, разделяющего полости формы и прибыли. В центре стержня-перемычки расположено отверстие 6 для питания отливки жидким металлом. На профильной опоке 2 расположены профильная опока 7 с огнеупорным слоем 8, выполняющие...
Литейная форма для изготовления отливок из стали
Номер патента: U 3453
Опубликовано: 30.04.2007
Авторы: Кравченко Виктор Иванович, Орлов Юрий Григорьевич, Дешук Николай Александрович, Дудецкая Лариса Романовна, Костюкович Геннадий Александрович, Галкина Алла Владиславовна
МПК: B22D 15/00
Метки: форма, стали, отливок, литейная, изготовления
Текст:
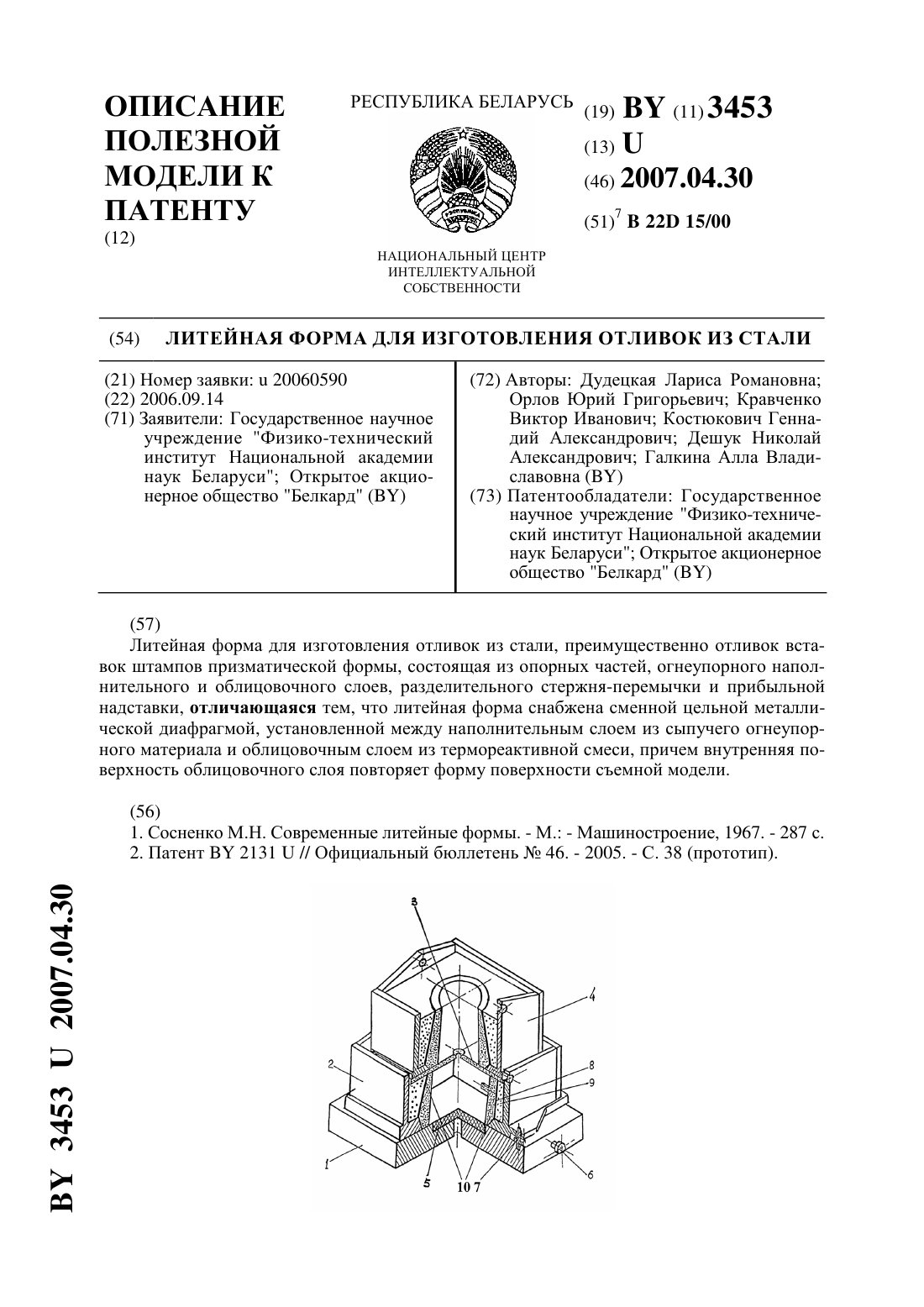
...вид литейной формы с частичным разрезом. Форма содержит металлический поддон 1 (внешний холодильник), корпус 2 формы,стержень-перемычку 3 и прибыльную надставку 4. Металлический поддон 1 снабжен графитовой или керамической набивной вставкой 5, транспортировочными цапфами 6 и направляющими штырями 7 для совмещения поддона 1 с корпусом 2 формы. Корпус 2 формы снабжен сменной металлической диафрагмой 8, установленной между наполнительным 9...
Литейная форма для изготовления отливок из стали
Номер патента: U 2572
Опубликовано: 30.04.2006
Авторы: Дудецкая Лариса Романовна, Мулярчик Александр Николаевич, Орлов Юрий Григорьевич, Галкина Алла Владиславовна, Костюкович Геннадий Александрович, Кравченко Виктор Иванович
МПК: B22D 15/00
Метки: форма, отливок, стали, литейная, изготовления
Текст:
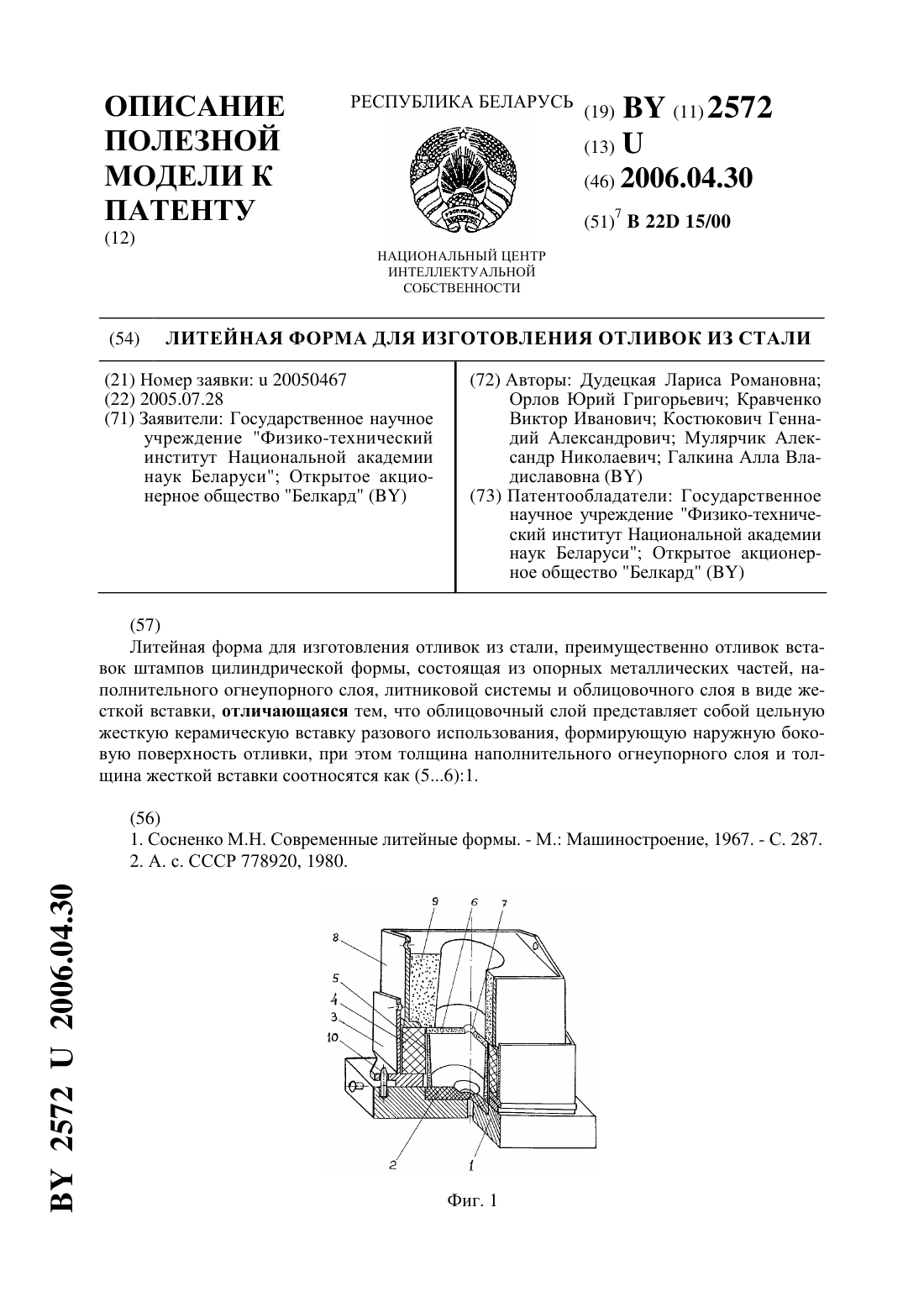
...составляющая огнеупорный облицовочный слой литейной формы и определяющая конфигурацию и размеры отливки. Форма содержит металлический поддон 1 с графитовой вставкой 2, на котором размещена профильная металлическая опока 3. Точное положение профильной опоки 3 на металлическом поддоне 1 определяется двумя штырями 10. В профильной опоке 3 вдоль ее боковых стенок размещены огнеупорный наполнительный слой 4 многократного использования, состоящий...
Предыдущий патент: Устройство для импульсного формообразования
Следующий патент: Устройство диагностики голографических элементов защиты
Случайный патент: Мобильный комплекс для производства легких стальных тонкостенных конструкций и телескопический монорельс