Инструмент для обработки цилиндрических отверстий методом пластической деформации
Номер патента: U 421
Опубликовано: 30.12.2001
Авторы: Гарлачов Николай Семенович, Антонова Елена Николаевна

Текст
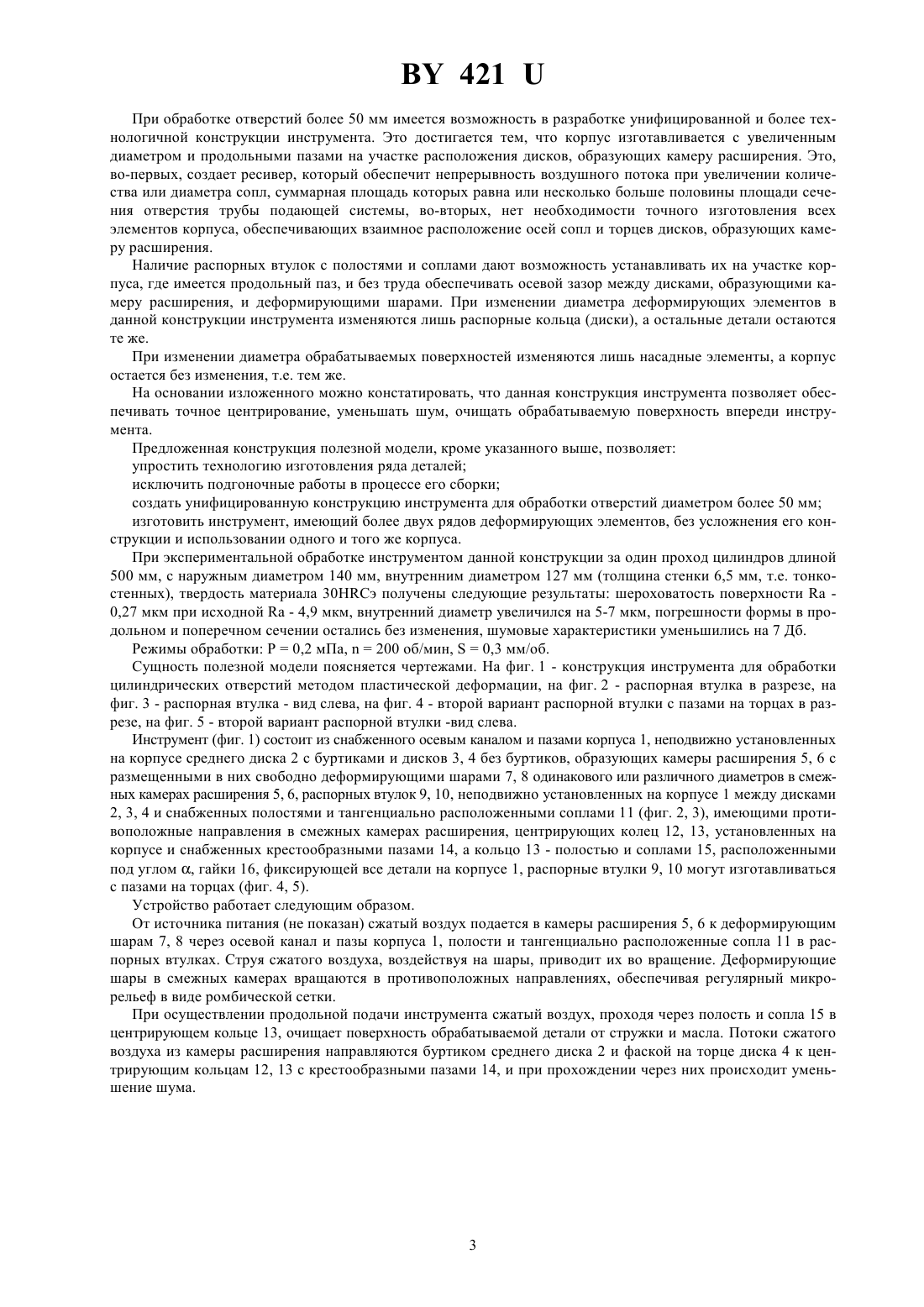
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ(73) Патентообладатели Гарлачов Николай Семенович, Антонова Елена Николаевна(57) 1. Инструмент для обработки цилиндрических поверхностей отверстий методом пластической деформации содержит корпус с дисками, образующими камеры расширения, в которых свободно размещены деформирующие элементы, центральным каналом для подвода рабочего агента, соединенных с камерами расширения тангенциальными отверстиями, имеющими противоположные направления в смежных камерах,отличающийся тем, что инструмент снабжен центрирующими кольцами, наружная поверхность которых выполняет и роль глушителей звука. 2. Инструмент по п. 1, отличающийся тем, что на наружной цилиндрической поверхности центрирующего кольца в направлении подачи инструмента имеются сопла, расположенные под углом , отличным от прямого относительно оси инструмента. 3. Инструмент по п. 1 или 2, отличающийся тем, что уголнаходится в пределах от 5 до 60. 4. Инструмент по п. 1 или 2, или 3, отличающийся тем, что в корпусе имеются пазы, а между дисками устанавливаются распорные втулки с полостями и тангенциально расположенными соплами. Фиг. 1 5. Инструмент по п. 1 или 2, или 3, или 4, отличающийся тем, что распорные втулки могут быть выполнены с прямоугольными пазами на их торцах. 6. Инструмент по п. 1 или 2, или 3, или 4, или 5, отличающийся тем, что диаметры деформирующих элементов и сопл в смежных камерах расширения могут быть разными.(56) 1. А.с. СССР 512043. Инструмент для чистовой обработки тел вращения методом пластической деформации. - 1976. - Бюл.16. 2. А.с. СССР 1687421. Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей. - 1991. - Бюл.40 (прототип). Полезная модель относится к области металлообработки, а именно к обработке деталей поверхностным пластическим деформированием. Задача полезной модели - улучшение качества обрабатываемых поверхностей, снижение шумовых характеристик, улучшение технологичности инструмента. Известен раскатник для упрочняющей обработки деталей методом ППД, содержащий корпус, снабженный внутренней полостью и расположенными на нем дисками, торцы которых обращены друг к другу и образуют кольцевую камеру расширения, служащую для размещения в ней деформирующих шаров, связанную с внутренней полостью корпуса соплами, выполненными на наружной поверхности тангенциально к окружности перемещения центра деформирующих шаров, при этом упомянутые шары свободно расположены в камере расширения с возможностью вращения вокруг собственной оси каждого шара и их орбитального вращательного движения относительно оси инструмента по обрабатываемой поверхности под воздействием рабочего агента 1. Упомянутый инструмент не обеспечивает требуемого качества поверхности, имеет повышенные шумовые характеристики и не совсем технологичен в изготовлении. Наиболее близким по технической сущности и достигаемому результату к предлагаемому устройству является инструмент, у которого с целью повышения качества обработанной поверхности на корпусе, снабженного осевым каналом и тангенциально расположенными соплами, устанавливаются кольца, образующие две камеры расширения, в которых свободно размещены деформирующие шары, причем их вращение в смежных камерах противоположное 2. Данная полезная модель не исключает попадание стружки от предшествующей обработки, что естественно приводит к ухудшению качества обрабатываемой поверхности, а при обработке данных деталей, из-за плохого их центрирования и силовых деформаций оправки, на которой устанавливается инструмент, возможно касание обрабатываемой поверхности дисками, образующими камеру расширения, что также ухудшает качество обрабатываемой поверхности. Шумовые характеристики его несколько меньше по сравнению с аналогом 1, но еще достаточно высоки и требуется конструктивная доработка устройства с целью улучшения его технологичности. Задачей полезной модели является улучшение качества обработанной поверхности, снижение шумовых характеристик и улучшение технологичности инструмента. Данная задача решается тем, что предложенный инструмент содержит корпус с дисками, образующими камеры расширения, в которых свободно размещены деформирующие элементы, центральным каналом для подвода рабочего агента, соединенного с камерами расширения тангенциальными отверстиями, имеющими противоположные направления в смежных камерах. Инструмент снабжен центрирующими кольцами, наружная поверхность которых выполняет и роль глушителей звука и на которой в направлении подачи инструмента (в процессе обработки) имеются сопла, расположенные под углом , находящимся в пределах от 5 до 60 относительно оси инструмента. В корпусе имеются пазы, а между дисками устанавливаются распорные втулки с полостями и тангенциально расположенными соплами, причем распорные втулки (диски) могут быть выполнены и с прямоугольными пазами на их торцах. Для доказательства наличия существенных признаков в полезной модели констатируем следующее. Анализ известных технических решений из патентных документов и научно-технической литературы показал, что раскатники не снабжены центрирующими кольцами и одновременно выполняющими роль глушителей звука. При обработке коротких деталей центрирующие кольца не обязательны. При обработке же длинных цилиндров из-за неточности их центрирования и изгиба борштанги диски, образующие камеры расширения, трутся об обрабатываемую поверхность, нарушая нормальную работу деформирующих шаров, в результате чего ухудшается качество обработанной поверхности. При наличии центрирующих колец, диаметр которых равен диаметру обрабатываемого отверстия, обеспечивается равномерный зазор между поверхностью отверстия и наружными диаметрами дисков, образующих камеру расширения, обеспечивая при этом качественную обработку деталей. При прохождении воздуха по крестообразным пазам на наружной поверхности центрующих колец уменьшается уровень шума. Центрирующее кольцо, снабженное соплами, обеспечивает подачу под давлением рабочего агента (воздуха) на обрабатываемую поверхность впереди инструмента, очищая ее от стружки и сульфофрезола, остающихся на предшествующей операции, обеспечивая при этом качественную обработку деталей. В противном случае попадание стружки и сульфофрезола (смазки) под деформирующие элементы и в камеры расширения ухудшает качество обрабатываемой поверхности и приводит даже к заклиниванию шариков. 2 421 При обработке отверстий более 50 мм имеется возможность в разработке унифицированной и более технологичной конструкции инструмента. Это достигается тем, что корпус изготавливается с увеличенным диаметром и продольными пазами на участке расположения дисков, образующих камеру расширения. Это,во-первых, создает ресивер, который обеспечит непрерывность воздушного потока при увеличении количества или диаметра сопл, суммарная площадь которых равна или несколько больше половины площади сечения отверстия трубы подающей системы, во-вторых, нет необходимости точного изготовления всех элементов корпуса, обеспечивающих взаимное расположение осей сопл и торцев дисков, образующих камеру расширения. Наличие распорных втулок с полостями и соплами дают возможность устанавливать их на участке корпуса, где имеется продольный паз, и без труда обеспечивать осевой зазор между дисками, образующими камеру расширения, и деформирующими шарами. При изменении диаметра деформирующих элементов в данной конструкции инструмента изменяются лишь распорные кольца (диски), а остальные детали остаются те же. При изменении диаметра обрабатываемых поверхностей изменяются лишь насадные элементы, а корпус остается без изменения, т.е. тем же. На основании изложенного можно констатировать, что данная конструкция инструмента позволяет обеспечивать точное центрирование, уменьшать шум, очищать обрабатываемую поверхность впереди инструмента. Предложенная конструкция полезной модели, кроме указанного выше, позволяет упростить технологию изготовления ряда деталей исключить подгоночные работы в процессе его сборки создать унифицированную конструкцию инструмента для обработки отверстий диаметром более 50 мм изготовить инструмент, имеющий более двух рядов деформирующих элементов, без усложнения его конструкции и использовании одного и того же корпуса. При экспериментальной обработке инструментом данной конструкции за один проход цилиндров длиной 500 мм, с наружным диаметром 140 мм, внутренним диаметром 127 мм (толщина стенки 6,5 мм, т.е. тонкостенных), твердость материала 30 НСэ получены следующие результаты шероховатость поверхности 0,27 мкм при исходной- 4,9 мкм, внутренний диаметр увеличился на 5-7 мкм, погрешности формы в продольном и поперечном сечении остались без изменения, шумовые характеристики уменьшились на 7 Дб. Режимы обработки Р 0,2 мПа,200 об/мин,0,3 мм/об. Сущность полезной модели поясняется чертежами. На фиг. 1 - конструкция инструмента для обработки цилиндрических отверстий методом пластической деформации, на фиг. 2 - распорная втулка в разрезе, на фиг. 3 - распорная втулка - вид слева, на фиг. 4 - второй вариант распорной втулки с пазами на торцах в разрезе, на фиг. 5 - второй вариант распорной втулки -вид слева. Инструмент (фиг. 1) состоит из снабженного осевым каналом и пазами корпуса 1, неподвижно установленных на корпусе среднего диска 2 с буртиками и дисков 3, 4 без буртиков, образующих камеры расширения 5, 6 с размещенными в них свободно деформирующими шарами 7, 8 одинакового или различного диаметров в смежных камерах расширения 5, 6, распорных втулок 9, 10, неподвижно установленных на корпусе 1 между дисками 2, 3, 4 и снабженных полостями и тангенциально расположенными соплами 11 (фиг. 2, 3), имеющими противоположные направления в смежных камерах расширения, центрирующих колец 12, 13, установленных на корпусе и снабженных крестообразными пазами 14, а кольцо 13 - полостью и соплами 15, расположенными под углом , гайки 16, фиксирующей все детали на корпусе 1, распорные втулки 9, 10 могут изготавливаться с пазами на торцах (фиг. 4, 5). Устройство работает следующим образом. От источника питания (не показан) сжатый воздух подается в камеры расширения 5, 6 к деформирующим шарам 7, 8 через осевой канал и пазы корпуса 1, полости и тангенциально расположенные сопла 11 в распорных втулках. Струя сжатого воздуха, воздействуя на шары, приводит их во вращение. Деформирующие шары в смежных камерах вращаются в противоположных направлениях, обеспечивая регулярный микрорельеф в виде ромбической сетки. При осуществлении продольной подачи инструмента сжатый воздух, проходя через полость и сопла 15 в центрирующем кольце 13, очищает поверхность обрабатываемой детали от стружки и масла. Потоки сжатого воздуха из камеры расширения направляются буртиком среднего диска 2 и фаской на торце диска 4 к центрирующим кольцам 12, 13 с крестообразными пазами 14, и при прохождении через них происходит уменьшение шума. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B24B 39/02
Метки: деформации, цилиндрических, пластической, отверстий, методом, инструмент, обработки
Код ссылки
<a href="https://by.patents.su/4-u421-instrument-dlya-obrabotki-cilindricheskih-otverstijj-metodom-plasticheskojj-deformacii.html" rel="bookmark" title="База патентов Беларуси">Инструмент для обработки цилиндрических отверстий методом пластической деформации</a>
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Амозов С. В., Мастюгин Л. И., Давыдов И. И., Минец В. В.
МПК: B24B 37/02, B24D 13/02
Метки: отверстий, способ, обработки, цилиндрических, сквозных, поверхностей
Текст:
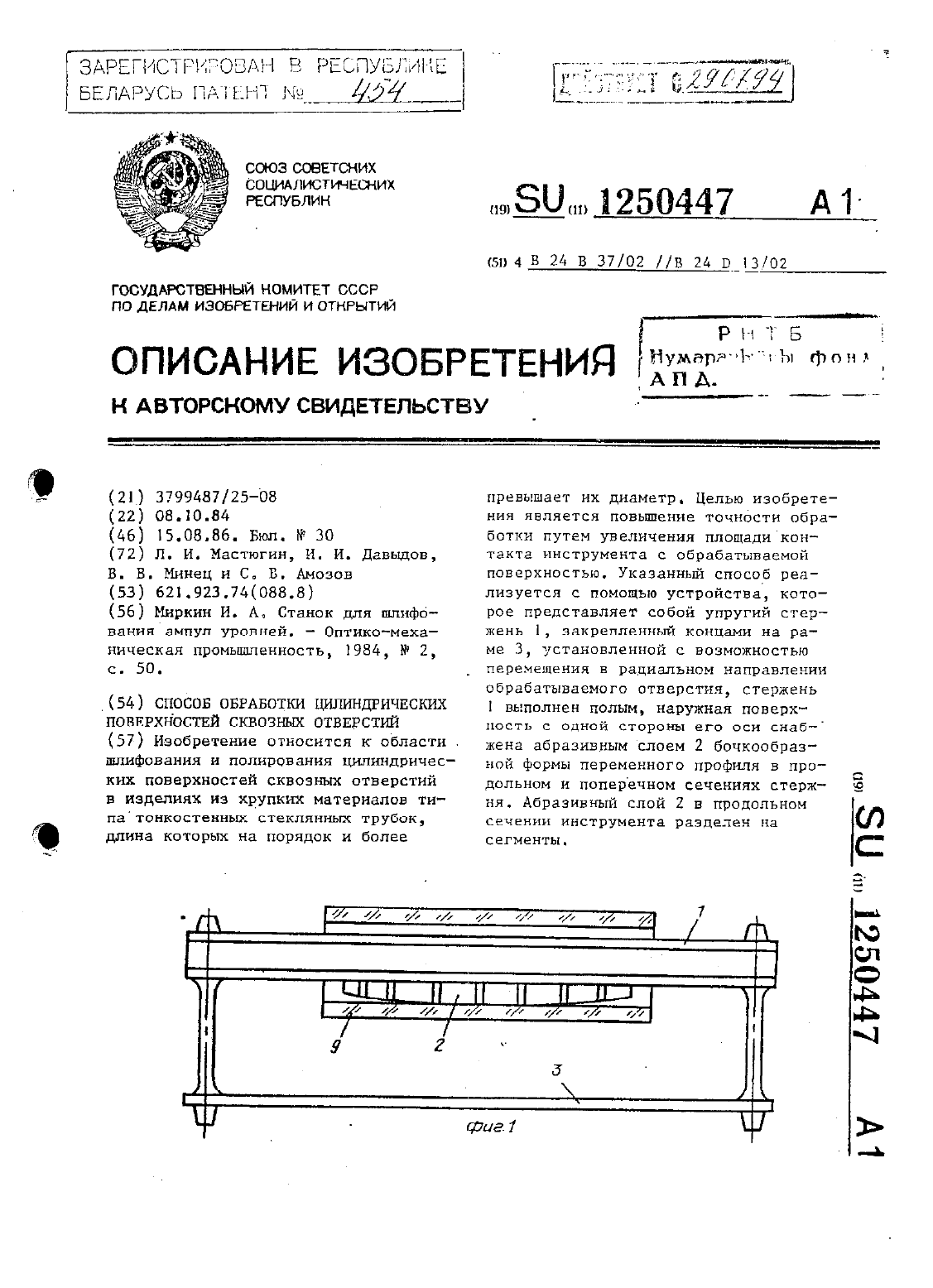
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Инструмент для пневмовибродинамической обработки плоских поверхностей
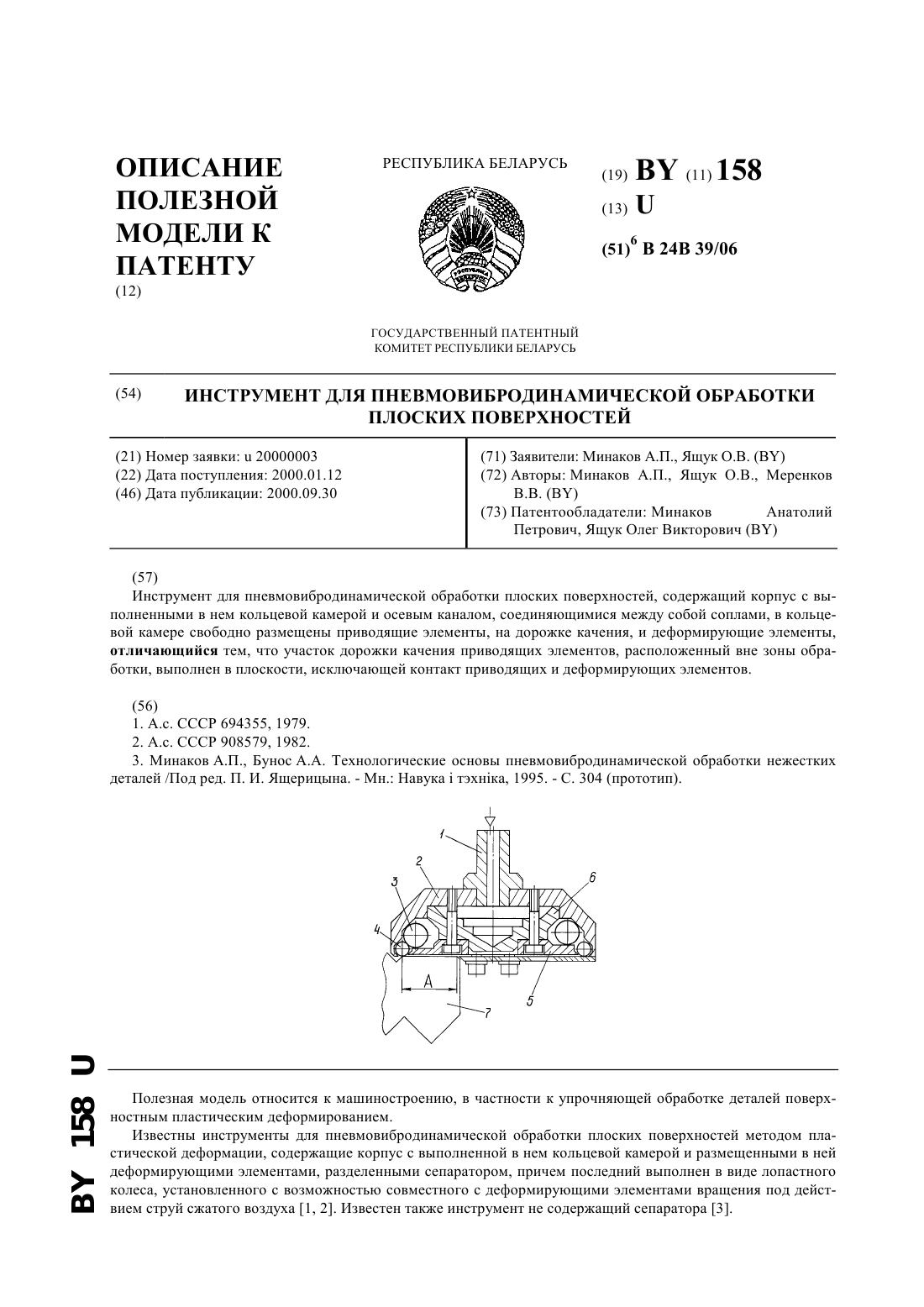
Номер патента: U 158
Опубликовано: 30.09.2000
Авторы: Минаков Анатолий Петрович, Меренков Владимир Владимирович, Ящук Олег Викторович
МПК: B24B 39/06
Метки: плоских, пневмовибродинамической, поверхностей, обработки, инструмент
Текст:
...элементы расходуют на соударения с деформирующими элементами вне зоны обработки, что увеличивает, к тому же, их износ. В связи с этим, относительно низкая скорость приводящих элементов не позволяет им развить значительную центробежную силу и, соответственно, увеличить силу и частоту их ударов по деформирующим элементам. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного...
Стан для пластической обработки металла
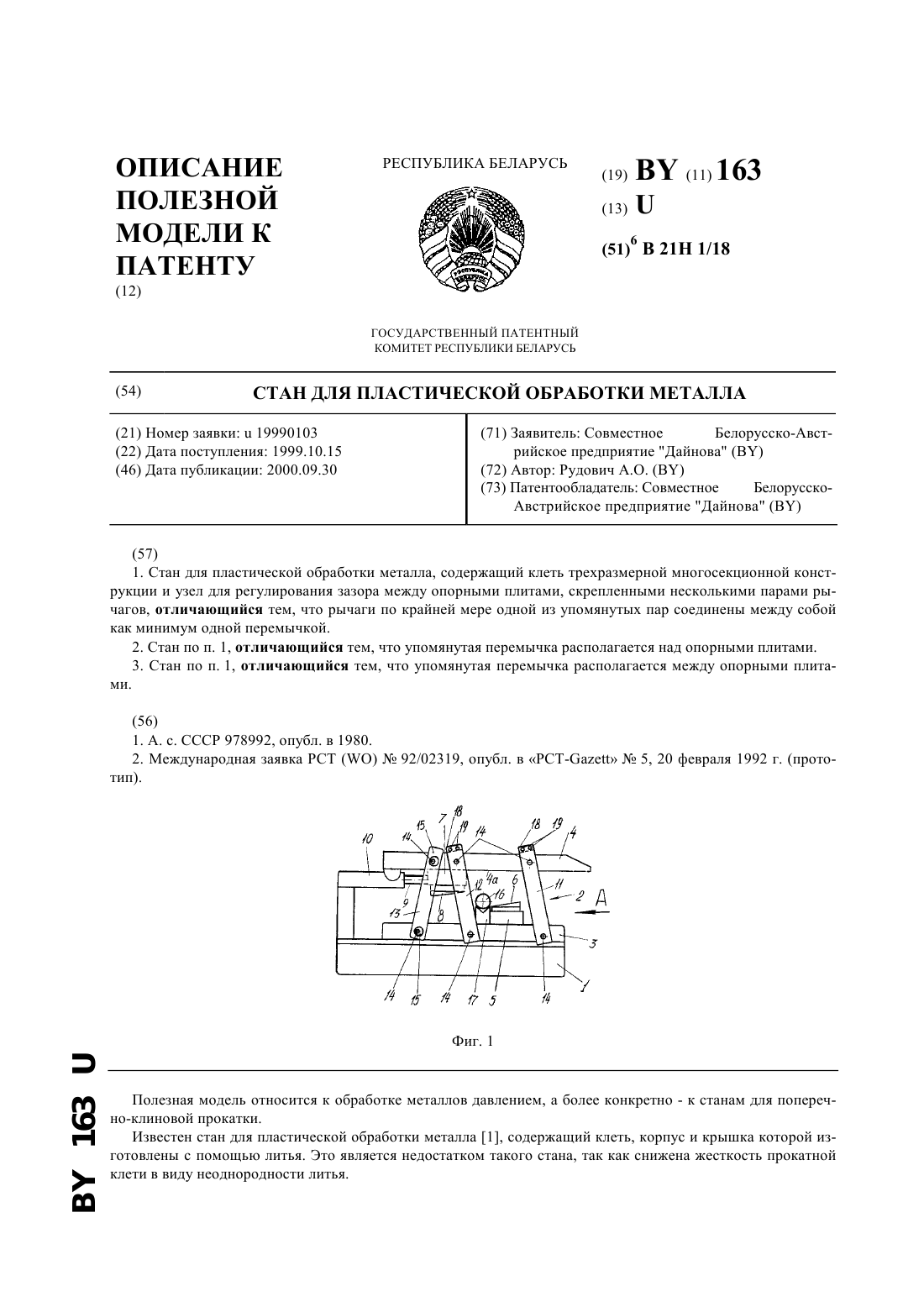
Номер патента: U 163
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Метки: металла, обработки, пластической, стан
Текст:
...выдерживать большие нагрузки. Это, в конечном итоге, повысит надежность и универсальность использования стана для пластической обработки металла. Сущность полезной модели поясняется иллюстрациями. На фиг. 1 показан общий вид стана. На фиг. 2 его вид сбоку, по стрелке А на фиг. 1. Стан для пластической обработки металла содержит основание 1, на котором смонтирована клеть 2 с опорными плитами 3 и 4. На нижней неподвижной опорной плите 3...
Способ прецизионной обработки длинных отверстий малого диаметра и устройство для его осуществления
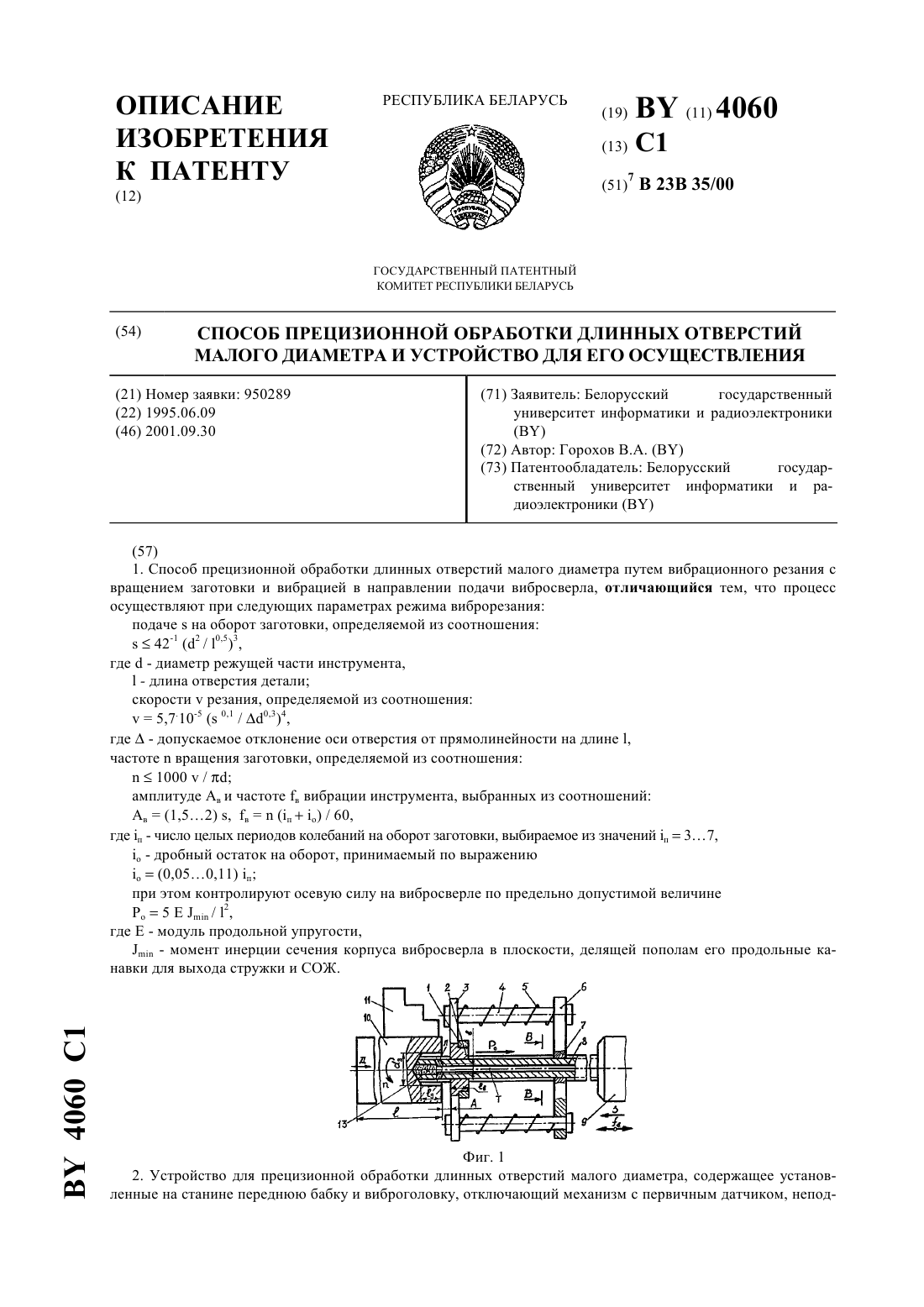
Номер патента: 4060
Опубликовано: 30.09.2001
Автор: Горохов Вадим Андреевич
МПК: B23B 35/00
Метки: малого, длинных, обработки, прецизионной, отверстий, способ, осуществления, устройство, диаметра
Текст:
...втулка установлена на подвижной стенке с возможностью вращения и последующей фиксации в круговом направлении по вибросверлу центрирующим зажимом. Для повышения ресурса работы устройства за счет компенсации износа отверстия во втулках могут быть выполнены в виде сочетания цилиндрической поверхности диаметром 1- (0,10,15) мм и двух цилиндрических выступов радиусом. Отверстия могут быть выполнены также диаметром 1- (0,10,15) мм и иметь на...
Способ токарной обработки отверстий
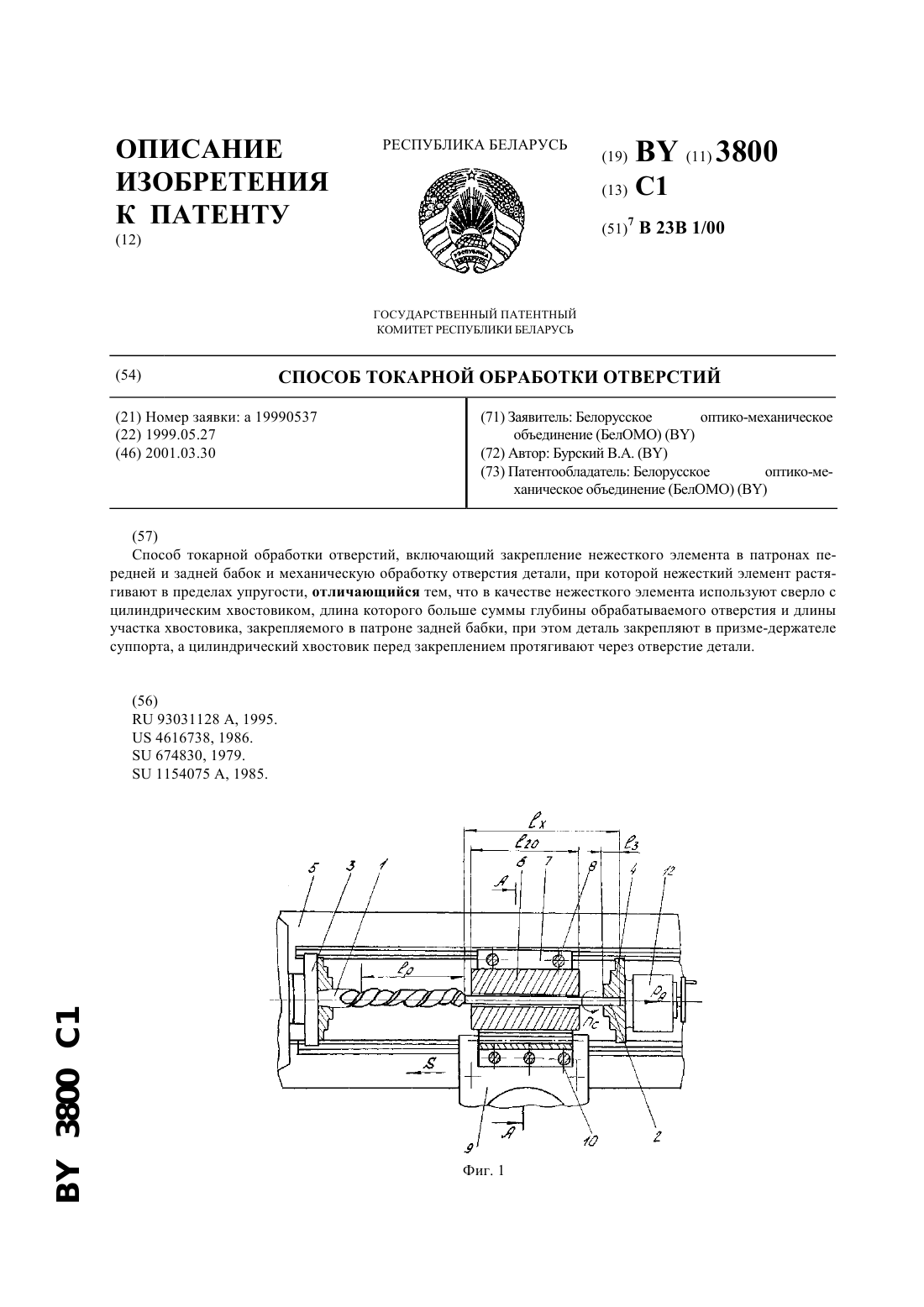
Номер патента: 3800
Опубликовано: 30.03.2001
Автор: Бурский Вячеслав Александрович
МПК: B23B 1/00
Метки: отверстий, токарной, обработки, способ
Текст:
...отверстия. При обычном сверлении (без растяжения инструмента), при обработке отверстий малого диаметра и значительной глубины обработку отверстий, если она возможна, ведут с очень малой подачей, на низких режимах резания. В таких условиях возможна потеря динамической устойчивости инструмента (сверла), его поперечный изгиб с изломом. Закрепление сверла в двух патронах и растяжение его обеспечивает не только многократное повышение...
Предыдущий патент: Универсальная переносная печь Королева
Следующий патент: Передача с гибкой связью
Случайный патент: Способ прогнозирования риска возникновения пищеводно-желудочного кровотечения у ребенка с подпеченочной портальной гипертензией