Станок для точения профильных деталей
Номер патента: U 4540
Опубликовано: 30.08.2008
Авторы: Селицкий Андрей Николаевич, Данилов Виктор Алексеевич
Текст
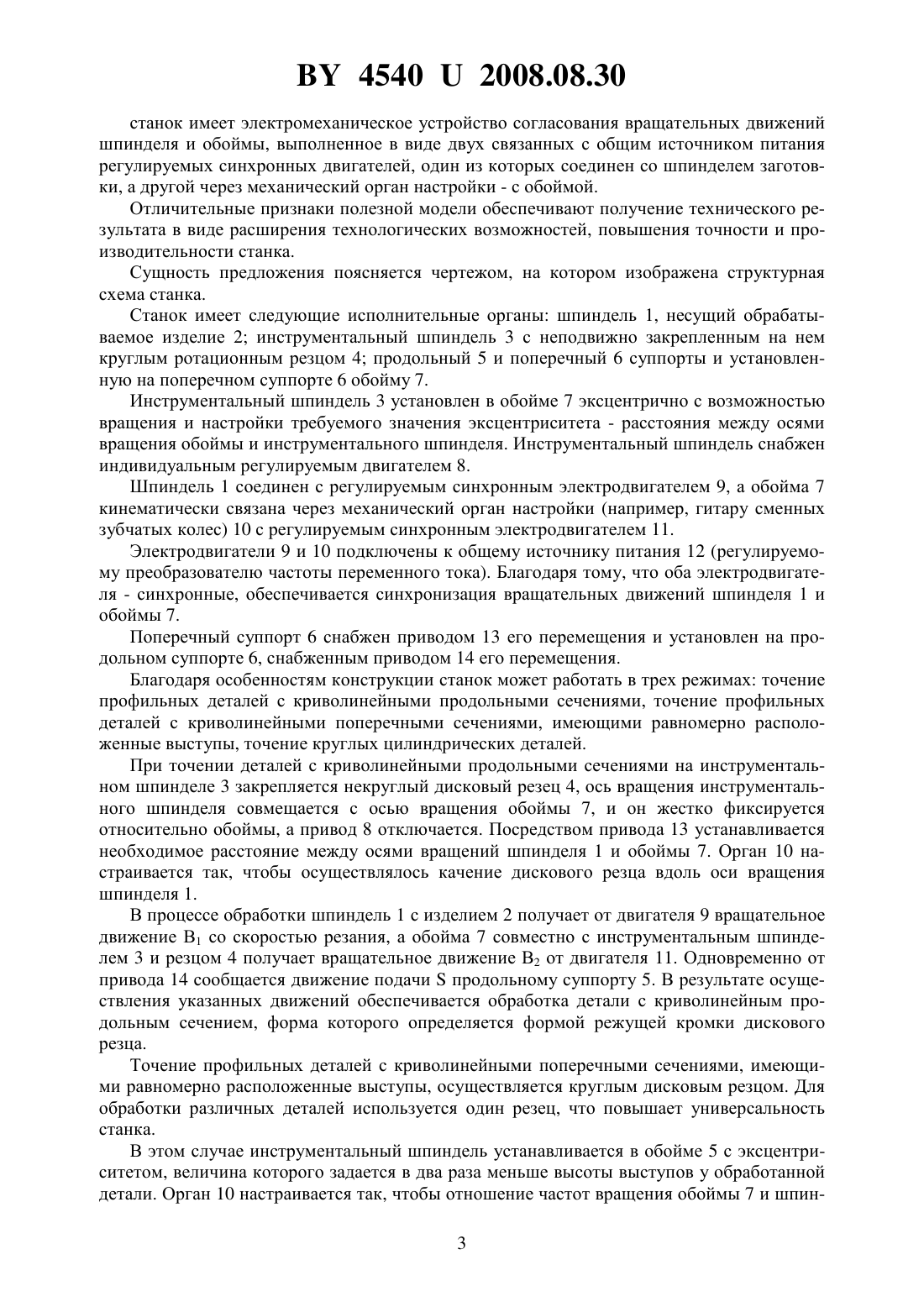
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ ТОЧЕНИЯ ПРОФИЛЬНЫХ ДЕТАЛЕЙ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Данилов Виктор Алексеевич Селицкий Андрей Николаевич(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Станок для точения профильных деталей, содержащий шпиндель заготовки, инструментальный шпиндель с неподвижно закрепленным на нем ротационным резцом, продольный и поперечный суппорты с приводами их перемещений, приводы вращения шпинделей, отличающийся тем, что он снабжен обоймой, которая установлена на поперечном суппорте с возможностью вращения от отдельного привода, инструментальный шпиндель эксцентрично установлен в обойме с возможностью вращения и настройки эксцентриситета, а приводы вращения шпинделя заготовки и обоймы связаны между собой электромеханическим устройством согласования их вращательных движений, которое выполнено в виде двух имеющих общий источник питания регулируемых синхронных двигателей, один из которых соединен со шпинделем заготовки, а другой через механический орган настройки - с обоймой.(56) 1. Патент ФРГ 1477712, МПК В 23 В 5/44, 1969. 2. Дружинский И.А. Методы обработки сложных поверхностей на металлорежущих станках. - М.-Л. Машиностроение, 1965. - С. 346-349, фиг. 190-193. 3. А.с. СССР 884863, МПК В 23 В 5/44, 1981. 45402008.08.30 Полезная модель относится к области станкостроения и найдет применение при проектировании и модернизации станков для обработки профильных деталей, например некруглых валов профильных моментопередающих соединений трансмиссий машин. Известен станок для точения профильных валов, содержащий шпиндель заготовки,продольный и поперечный суппорты с резцедержателем, кинематическую цепь с органом настройки, преобразующую вращение шпинделя заготовки в возвратно-поступательное движение поперечного суппорта, привод шпинделя заготовки и продольного суппорта 1. Недостатком станка является относительно низкая производительность, так как, вопервых, возвратно-перемещающийся поперечный суппорт создает значительные инерционные нагрузки, и, во-вторых, резание осуществляется неизменным участком режущей кромки, что отрицательно влияет на стойкость резца и ограничивает производительность. Отмеченные недостатки устранены в станке, работающим дисковым вращающимся резцом 2. Точение профильных деталей на этом станке осуществляется без возвратнопоступательного движения резца, который совершает непрерывное вращение, благодаря чему постоянно обновляется режущая кромка. Станок содержит шпиндель заготовки, кинематически связанный с ним через орган настройки инструментальный шпиндель с дисковым резцом, продольный и поперечный суппорты, приводы вращения шпинделя заготовки и подач суппортов. Недостатком известного станка являются ограниченные технологические возможности, т.к. он позволяет обрабатывать детали только с криволинейными продольными сечениями. Известен принятый за прототип станок для точения профильных деталей, содержащий шпиндель заготовки, инструментальный шпиндель с неподвижно закрепленным на нем ротационным резцом, продольный и поперечный суппорты с приводами их перемещений,приводы вращения шпинделей 3. Органом настройки частота вращения инструментального шпинделя настраивается в несколько раз больше частоты вращения шпинделя изделия. Недостатком этого станка являются ограниченные технологические возможности изза неблагоприятных условий резания, что также отрицательно влияет на его производительность. Это обусловлено тем, что частота вращения инструмента в несколько раз больше частоты вращения шпинделя изделия. Кроме того, значительная протяженность кинематической цепи между шпинделем заготовки и инструментальным шпинделем, содержащей карданную передачу и винтовые зубчатые колеса, и связанные с этим кинематические погрешности отрицательно влияют на точность станка. Задачей настоящего предложения является расширение технологических возможностей, повышение производительности и точности станка. Указанная задача решается за счет того, что станок содержит шпиндель заготовки, инструментальный шпиндель с неподвижно закрепленным на нем ротационным резцом,продольный и поперечный суппорты с приводами их перемещений, приводы вращения шпинделей. При этом станок снабжен обоймой, которая установлена на поперечном суппорте с возможностью вращения от отдельного привода, инструментальный шпиндель эксцентрично установлен в обойме с возможностью вращения и настройки эксцентриситета. Приводы вращения шпинделя заготовки и обоймы связны между собой электромеханическим устройством согласования их вращательных движений, которое выполнено в виде двух имеющих общий источник питания регулируемых синхронных двигателей,один из которых соединен со шпинделем заготовки, а другой через механический орган настройки - с обоймой. Заявляемая полезная модель отличается тем, что станок имеет установленную на поперечном суппорте с возможностью вращения обойму, а инструментальный шпиндель смонтирован в ней инструментальный шпиндель установлен в обойме эксцентрично с возможностью настройки требуемого значения эксцентриситета 2 45402008.08.30 станок имеет электромеханическое устройство согласования вращательных движений шпинделя и обоймы, выполненное в виде двух связанных с общим источником питания регулируемых синхронных двигателей, один из которых соединен со шпинделем заготовки, а другой через механический орган настройки - с обоймой. Отличительные признаки полезной модели обеспечивают получение технического результата в виде расширения технологических возможностей, повышения точности и производительности станка. Сущность предложения поясняется чертежом, на котором изображена структурная схема станка. Станок имеет следующие исполнительные органы шпиндель 1, несущий обрабатываемое изделие 2 инструментальный шпиндель 3 с неподвижно закрепленным на нем круглым ротационным резцом 4 продольный 5 и поперечный 6 суппорты и установленную на поперечном суппорте 6 обойму 7. Инструментальный шпиндель 3 установлен в обойме 7 эксцентрично с возможностью вращения и настройки требуемого значения эксцентриситета - расстояния между осями вращения обоймы и инструментального шпинделя. Инструментальный шпиндель снабжен индивидуальным регулируемым двигателем 8. Шпиндель 1 соединен с регулируемым синхронным электродвигателем 9, а обойма 7 кинематически связана через механический орган настройки (например, гитару сменных зубчатых колес) 10 с регулируемым синхронным электродвигателем 11. Электродвигатели 9 и 10 подключены к общему источнику питания 12 (регулируемому преобразователю частоты переменного тока). Благодаря тому, что оба электродвигателя - синхронные, обеспечивается синхронизация вращательных движений шпинделя 1 и обоймы 7. Поперечный суппорт 6 снабжен приводом 13 его перемещения и установлен на продольном суппорте 6, снабженным приводом 14 его перемещения. Благодаря особенностям конструкции станок может работать в трех режимах точение профильных деталей с криволинейными продольными сечениями, точение профильных деталей с криволинейными поперечными сечениями, имеющими равномерно расположенные выступы, точение круглых цилиндрических деталей. При точении деталей с криволинейными продольными сечениями на инструментальном шпинделе 3 закрепляется некруглый дисковый резец 4, ось вращения инструментального шпинделя совмещается с осью вращения обоймы 7, и он жестко фиксируется относительно обоймы, а привод 8 отключается. Посредством привода 13 устанавливается необходимое расстояние между осями вращений шпинделя 1 и обоймы 7. Орган 10 настраивается так, чтобы осуществлялось качение дискового резца вдоль оси вращения шпинделя 1. В процессе обработки шпиндель 1 с изделием 2 получает от двигателя 9 вращательное движение В 1 со скоростью резания, а обойма 7 совместно с инструментальным шпинделем 3 и резцом 4 получает вращательное движение В 2 от двигателя 11. Одновременно от привода 14 сообщается движение подачипродольному суппорту 5. В результате осуществления указанных движений обеспечивается обработка детали с криволинейным продольным сечением, форма которого определяется формой режущей кромки дискового резца. Точение профильных деталей с криволинейными поперечными сечениями, имеющими равномерно расположенные выступы, осуществляется круглым дисковым резцом. Для обработки различных деталей используется один резец, что повышает универсальность станка. В этом случае инструментальный шпиндель устанавливается в обойме 5 с эксцентриситетом, величина которого задается в два раза меньше высоты выступов у обработанной детали. Орган 10 настраивается так, чтобы отношение частот вращения обоймы 7 и шпин 3 45402008.08.30 деля 1 было равно количеству выступов. Таким образом, при обработке таких поверхностей обойма 7 с резцом 4 вращаются в несколько раз быстрее изделия 2, поэтому обработка профильных деталей возможна только в ограниченном диапазоне их диаметров в зависимости от отношения окружных скоростей резца и заготовки. При сообщении инструментальному шпинделю 3 с резцом 4 от привода 8 вращательного движения В 3, противоположного по направлению вращению В 2, окружная скорость резца 4 не зависит от частоты движения В 2 и поэтому может быть настроена оптимальной при любой форме обработанной поверхности, что обеспечивает благоприятные условия резания. Благодаря этому существенно расширяются технологические возможности, и повышается производительность станка по сравнению с известным. При обработке на станке круглых цилиндрических поверхностей шпинделю 1 с изделием 2 сообщается вращательное движение В 1, инструментальному шпинделю 3 с круглым резцом 4 от привода 8 задается вращательное движение В 3, а суппорт 5 от привода 14 получает движение подачи . При этом обойма 7 фиксируется от вращения относительно поперечного суппорта 6. При соответствующей установке инструментального шпинделя относительно шпинделя изделия на станке возможно также ротационное точение круглых цилиндрических поверхностей в режиме самовращения резца. В этом случае обойма 7 фиксируется относительно поперечного суппорта 6, а привод 8 вращения инструментального шпинделя 3 отключается. Таким образом, предлагаемый станок по сравнению с известными обладает более широкими технологическими возможностями и является более производительным. Благодаря минимальному количеству механических передач между шпинделями 1 и 3 (сменные зубчатые колеса органа настройки 10) станок по сравнению с известным имеет также более высокую кинематическую точность. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23B 5/00
Метки: профильных, станок, точения, деталей
Код ссылки
<a href="https://by.patents.su/4-u4540-stanok-dlya-tocheniya-profilnyh-detalejj.html" rel="bookmark" title="База патентов Беларуси">Станок для точения профильных деталей</a>
Устройство для чистовой обработки наружных поверхностей профильных деталей

Номер патента: U 3789
Опубликовано: 30.08.2007
Авторы: Масальский Юрий Юльянович, Данилов Виктор Алексеевич
МПК: B24B 1/00
Метки: чистовой, деталей, обработки, поверхностей, профильных, устройство, наружных
Текст:
...зернистости. Также вышеуказанная схема резания негативно влияет на стойкость режущих элементов. Задачей настоящего предложения является повышение производительности, качества обработки и стойкости режущего инструмента. Указанная задача решается за счет того, что устройство для чистовой обработки наружных поверхностей профильных деталей содержит основание с закрепленными на нем держателями с параллельно расположенными режущими элементами с...
Устройство для чистовой обработки внутренних поверхностей профильных деталей

Номер патента: U 4106
Опубликовано: 30.12.2007
Авторы: Масальский Юрий Юльянович, Данилов Виктор Алексеевич
МПК: B24B 1/00
Метки: поверхностей, устройство, обработки, чистовой, деталей, внутренних, профильных
Текст:
...основание с закрепленными на нем держателями, несущими режущие элементы. Держатели выполнены в виде двуплечих рычагов, закрепленных на основании с возможностью качания каждого из них. На одних концах плеч держателей установлен механизм регулирования усилия взаимодействия режущих элементов с обрабатываемой деталью, а на других концах плеч держателей закреплены режущие элементы с возможностью качания относительно держателей. Устройство...
Устройство для чистовой обработки внутренних поверхностей профильных деталей

Номер патента: U 3209
Опубликовано: 30.12.2006
Авторы: Масальский Юрий Юльянович, Данилов Виктор Алексеевич
МПК: B24B 1/00
Метки: обработки, чистовой, профильных, поверхностей, внутренних, деталей, устройство
Текст:
...несущими режущие элементы. При этом держатели выполнены в виде двуплечих рычагов, закрепленных на основании с возможностью качания каждого из них. На одних концах плеч держателей установлен механизм регулирования усилия взаимодействия режущих элементов с обрабатываемой деталью, а на других концах плеч держателей закреплены режущие элементы с возможностью качания относительно держателей.Заявляемая полезная модель отличаетсяналичием механизма...
Устройство для чистовой обработки наружных поверхностей профильных деталей
Номер патента: U 4405
Опубликовано: 30.06.2008
Автор: Масальский Юрий Юльянович
МПК: B24B 1/00
Метки: наружных, обработки, поверхностей, чистовой, устройство, профильных, деталей
Текст:
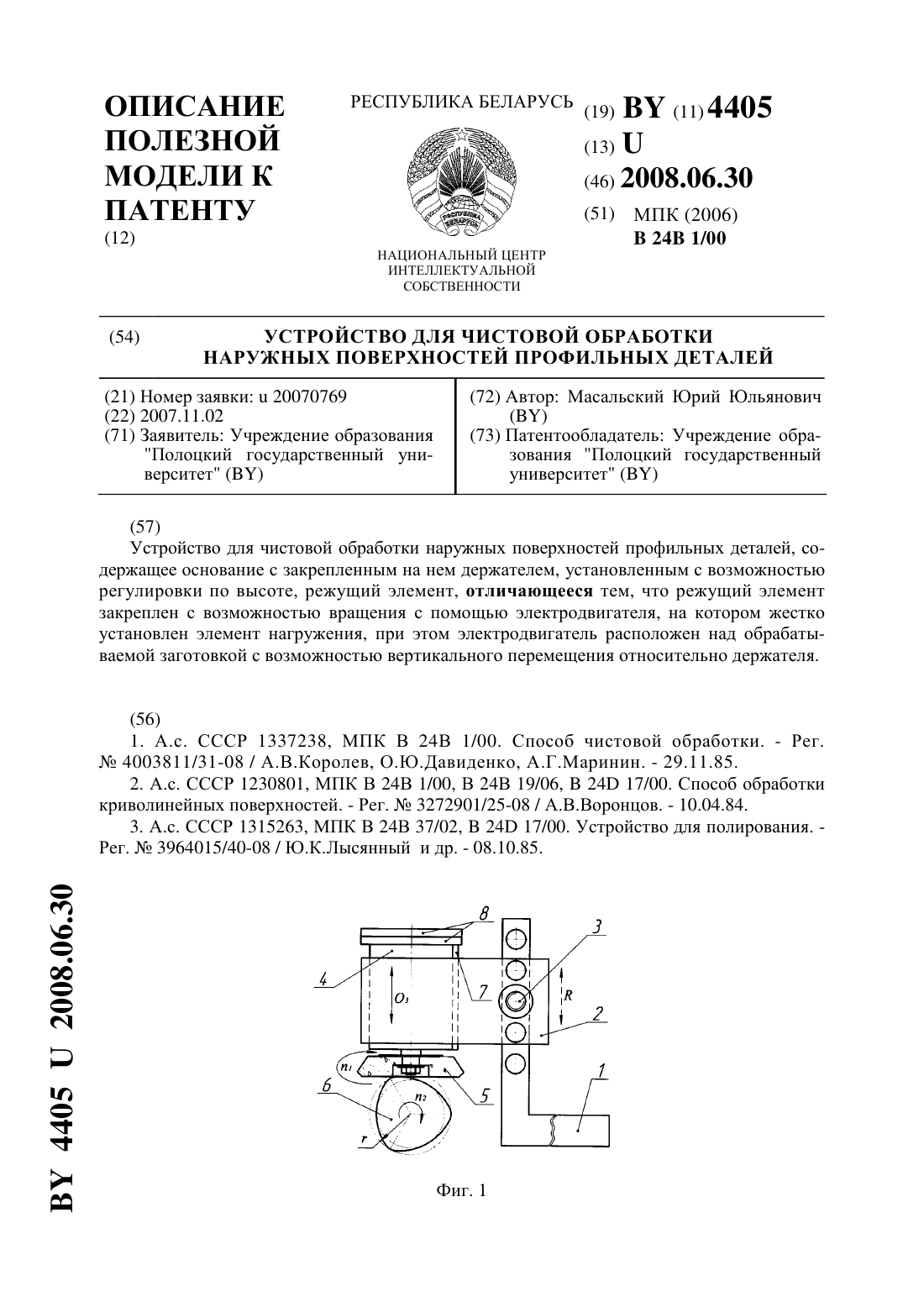
...опоры. Недостатком данного устройства является то, что держатели полировальных подложек расположены под углом друг к другу, в результате чего они контактируют с обрабатываемой деталью на небольшой длине, что не позволяет полностью использовать режущую способность инструмента. Кроме того, при таком расположении полировальных подложек имеет место неуравновешенность силового замыкания системы инструмент-деталь, что затрудняет обработку...
Станок для обработки винтовых поверхностей
Номер патента: U 4118
Опубликовано: 30.12.2007
Авторы: Чепурной Александр Александрович, Данилов Виктор Алексеевич
Метки: поверхностей, винтовых, станок, обработки
Текст:
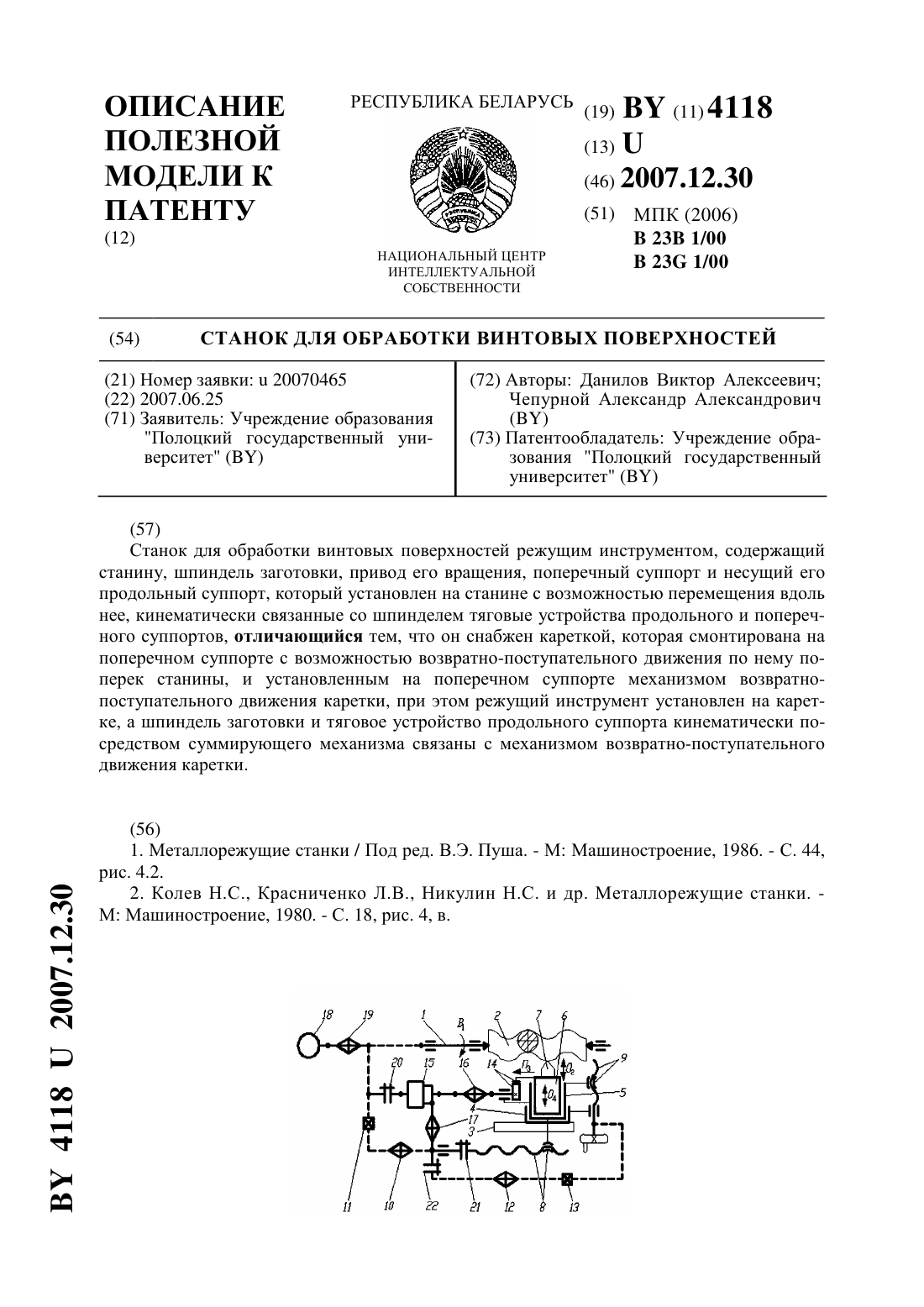
...схема станка. Предлагаемый станоксодержит шпиндель 1, несущий обрабатываемую заготовку 2, станину 3, на которой с возможностью перемещения вдоль нее установлен продольный суппорт 4, несущий поперечный суппорт 5 и установленную на нем с возмож 2 41182007.12.30 ностью перемещения поперек станины каретку 6 с закрепленным на ней режущим инструментом. В качестве режущего инструмента, кроме показанного на чертеже резца 7,могут применяться также...
Предыдущий патент: Устройство для гашения вибрации оптического элемента
Следующий патент: Ротационный инструмент
Случайный патент: Электростартер радиального действия