Устройство для формообразования фланца в трубной заготовке
Номер патента: U 4086
Опубликовано: 30.12.2007
Авторы: Сидоренко Михаил Иванович, Исаевич Леонид Аркадьевич, Гуринович Валентин Аркадьевич, Шиманский Артем Викторович
Текст
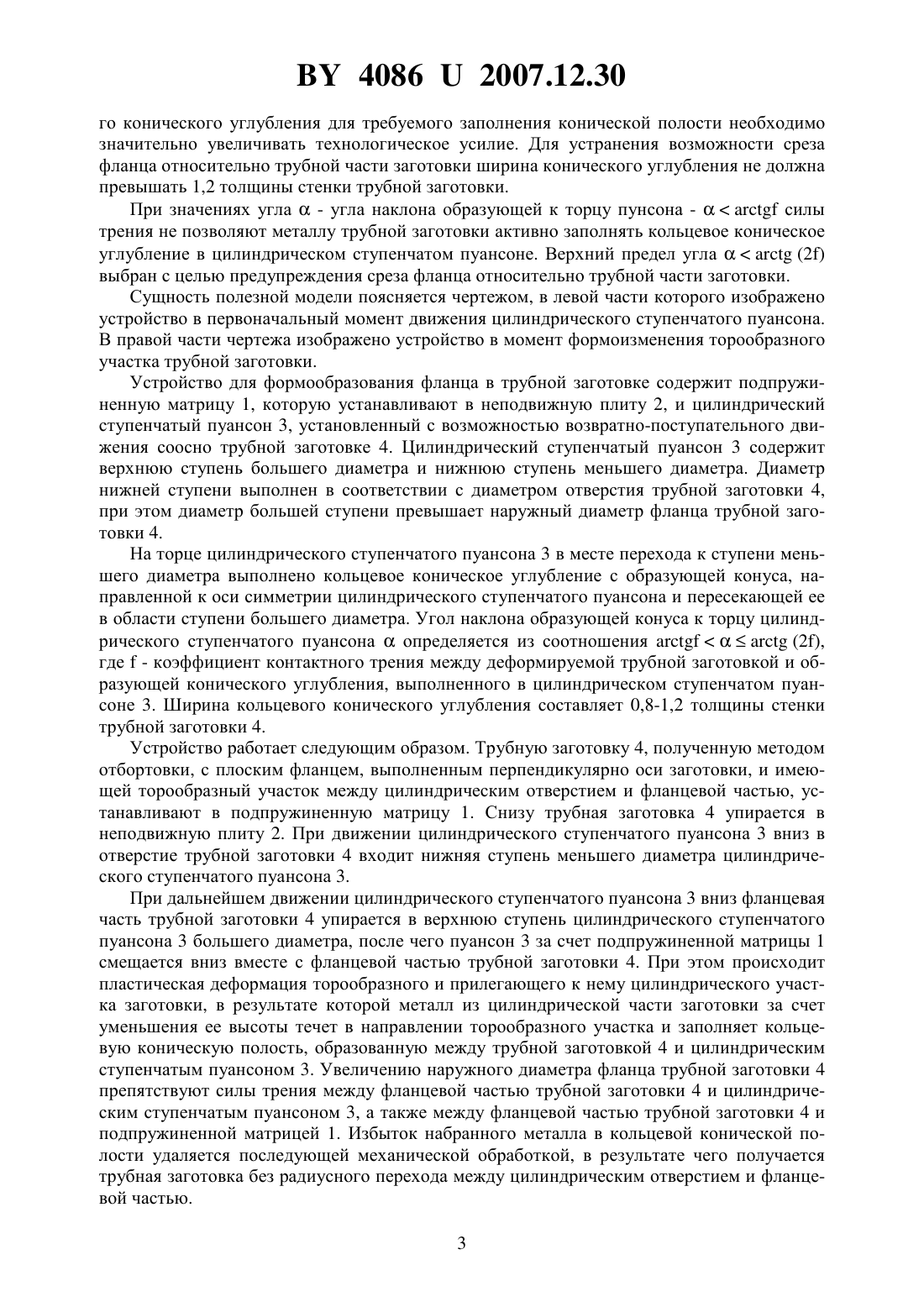
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ФЛАНЦА В ТРУБНОЙ ЗАГОТОВКЕ(71) Заявитель Производственное республиканское унитарное предприятие Минский автомобильный завод(72) Авторы Гуринович Валентин Аркадьевич Исаевич Леонид Аркадьевич Сидоренко Михаил Иванович Шиманский Артем Викторович(73) Патентообладатель Производственное республиканское унитарное предприятие Минский автомобильный завод(57) Устройство для формообразования фланца в трубной заготовке, включающее подпружиненную матрицу, установленную в неподвижную плиту, и цилиндрический ступенчатый пуансон, выполненный с возможностью возвратно-поступательного движения и установленный соосно трубной заготовке, отличающееся тем, что на торце цилиндрического ступенчатого пуансона в месте перехода к ступени меньшего диаметра выполнено кольцевое коническое углубление, ширина которого составляет 0,8-1,2 толщины стенки трубной заготовки, при этом образующая конуса кольцевого конического углубления направлена к оси симметрии цилиндрического ступенчатого пуансона, а угол наклона образующей конуса к торцу цилиндрического ступенчатого пуансонаопределяется соотношением(2), где- коэффициент контактного трения.(56) 1. Ершов В.И., Глазков В.И., Каширин М.Ф. Совершенствование формоизменяющих операций листовой штамповки. - М. Машиностроение, 1990. - С. 196, рис. 3.31. 2. Исаевич Л.А., Сидоренко М.И., Гуринович В.А. Расчет усилия деформирования при пластическом формообразовании фланца в трубной заготовке // Литье и металлургия. Мн. ОДО Интерфаундри. -1. - 2007. - С.140-144. 40862007.12.30 Заявляемое техническое решение относится к области обработки металлов давлением и может быть использовано для изготовления деталей с фланцем, перпендикулярным оси заготовки, без радиусного перехода между цилиндрическим отверстием и фланцевой частью. Известно устройство для формообразования фланца в трубной заготовке, содержащее неподвижную ступенчатую оправку, пуансон и прижим 1. Известное устройство не позволяет получать детали без торообразного участка между цилиндрическим отверстием и фланцевой частью заготовки, что ограничивает номенклатуру получаемых деталей. В случае необходимости получения деталей без торообразного участка в известном устройстве отбортовке подвергается трубная заготовка с увеличенной толщиной стенки. Острую кромку между цилиндрическим отверстием и фланцевой частью трубной заготовки получают за счет удаления избытка металла при последующей механической обработке. Известно устройство для формообразования фланца перпендикулярно оси трубной заготовки, содержащее подпружиненную матрицу, установленную на неподвижную плиту и цилиндрический ступенчатый пуансон, выполненный с возможностью возвратнопоступательного движения и установленный соосно трубной заготовке 2. Трубная заготовка устанавливается в подпружиненную матрицу и опирается на неподвижную плиту. Нижняя ступень цилиндрического ступенчатого пуансона меньшего диаметра входит в отверстие трубной заготовки. Известное устройство для формообразования фланца в трубной заготовке позволяет получать детали без торообразного перехода между цилиндрическим отверстием и фланцевой частью. Однако для формоизменения торообразного участка трубной заготовки требуется большое технологическое усилие, поэтому для получения крупногабаритных заготовок необходимо использовать мощные прессы. Задачей полезной модели является снижение технологического усилия при получении крупногабаритных заготовок с фланцем, перпендикулярным оси заготовки без торообразного участка между цилиндрическим отверстием и фланцевой частью. Поставленная задача достигается тем, что в заявляемом устройстве, включающем подпружиненную матрицу, установленную в неподвижную плиту и цилиндрический ступенчатый пуансон, выполненный с возможностью возвратно-поступательного движения, на торце цилиндрического ступенчатого пуансона в месте перехода к ступени меньшего диаметра выполнено кольцевое коническое углубление шириной, равной 0,8-1,2 толщины стенки трубной заготовки. Образующая конуса кольцевого конического углубления направлена к оси симметрии цилиндрического ступенчатого пуансона, а угол наклона образующей конуса к торцу цилиндрического ступенчатого пуансонаопределяется из соотношения(2), где- коэффициент контактного трения. Выполнение кольцевого конического углубления на торце цилиндрического ступенчатого пуансона в месте перехода к ступени меньшего диаметра позволяет избавиться от торообразного участка между цилиндрическим отверстием и фланцевой частью трубной заготовки путем набора металла в полость, образованную между торцем цилиндрического ступенчатого пуансона и трубной заготовкой. Избыток металла на фланцевой части трубной заготовки удаляется последующей механической обработкой. В данном случае не требуется полное заполнение кольцевой конической полости металлом, что позволяет значительно снизить технологическое усилие, необходимое для формоизменения торообразного участка трубной заготовки, и, следовательно, позволяет использовать прессы меньшей мощности, что ведет к уменьшению габаритов оборудования и снижению энергетических затрат. В заявляемом устройстве ширина кольцевого конического углубления должна быть не менее 0,8 толщины стенки трубной заготовки, так как при уменьшении ширины кольцево 2 40862007.12.30 го конического углубления для требуемого заполнения конической полости необходимо значительно увеличивать технологическое усилие. Для устранения возможности среза фланца относительно трубной части заготовки ширина конического углубления не должна превышать 1,2 толщины стенки трубной заготовки. При значениях угла- угла наклона образующей к торцу пунсона -силы трения не позволяют металлу трубной заготовки активно заполнять кольцевое коническое углубление в цилиндрическом ступенчатом пуансоне. Верхний предел угла(2) выбран с целью предупреждения среза фланца относительно трубной части заготовки. Сущность полезной модели поясняется чертежом, в левой части которого изображено устройство в первоначальный момент движения цилиндрического ступенчатого пуансона. В правой части чертежа изображено устройство в момент формоизменения торообразного участка трубной заготовки. Устройство для формообразования фланца в трубной заготовке содержит подпружиненную матрицу 1, которую устанавливают в неподвижную плиту 2, и цилиндрический ступенчатый пуансон 3, установленный с возможностью возвратно-поступательного движения соосно трубной заготовке 4. Цилиндрический ступенчатый пуансон 3 содержит верхнюю ступень большего диаметра и нижнюю ступень меньшего диаметра. Диаметр нижней ступени выполнен в соответствии с диаметром отверстия трубной заготовки 4,при этом диаметр большей ступени превышает наружный диаметр фланца трубной заготовки 4. На торце цилиндрического ступенчатого пуансона 3 в месте перехода к ступени меньшего диаметра выполнено кольцевое коническое углубление с образующей конуса, направленной к оси симметрии цилиндрического ступенчатого пуансона и пересекающей ее в области ступени большего диаметра. Угол наклона образующей конуса к торцу цилиндрического ступенчатого пуансонаопределяется из соотношения(2),где- коэффициент контактного трения между деформируемой трубной заготовкой и образующей конического углубления, выполненного в цилиндрическом ступенчатом пуансоне 3. Ширина кольцевого конического углубления составляет 0,8-1,2 толщины стенки трубной заготовки 4. Устройство работает следующим образом. Трубную заготовку 4, полученную методом отбортовки, с плоским фланцем, выполненным перпендикулярно оси заготовки, и имеющей торообразный участок между цилиндрическим отверстием и фланцевой частью, устанавливают в подпружиненную матрицу 1. Снизу трубная заготовка 4 упирается в неподвижную плиту 2. При движении цилиндрического ступенчатого пуансона 3 вниз в отверстие трубной заготовки 4 входит нижняя ступень меньшего диаметра цилиндрического ступенчатого пуансона 3. При дальнейшем движении цилиндрического ступенчатого пуансона 3 вниз фланцевая часть трубной заготовки 4 упирается в верхнюю ступень цилиндрического ступенчатого пуансона 3 большего диаметра, после чего пуансон 3 за счет подпружиненной матрицы 1 смещается вниз вместе с фланцевой частью трубной заготовки 4. При этом происходит пластическая деформация торообразного и прилегающего к нему цилиндрического участка заготовки, в результате которой металл из цилиндрической части заготовки за счет уменьшения ее высоты течет в направлении торообразного участка и заполняет кольцевую коническую полость, образованную между трубной заготовкой 4 и цилиндрическим ступенчатым пуансоном 3. Увеличению наружного диаметра фланца трубной заготовки 4 препятствуют силы трения между фланцевой частью трубной заготовки 4 и цилиндрическим ступенчатым пуансоном 3, а также между фланцевой частью трубной заготовки 4 и подпружиненной матрицей 1. Избыток набранного металла в кольцевой конической полости удаляется последующей механической обработкой, в результате чего получается трубная заготовка без радиусного перехода между цилиндрическим отверстием и фланцевой частью. 3 40862007.12.30 Для облегчения удаления полученной заготовки со штампа предусматриваются нижний и верхний съемники. В заявляемом устройстве не требуется полное заполнение кольцевой конической полости металлом, что позволяет значительно снизить технологическое усилие, необходимое для формоизменения торообразного участка трубной заготовки. Это позволяет использовать прессы меньшей мощности, что ведет к уменьшению габаритов оборудования и снижению энергетических затрат. Результаты экспериментов подтвердили возможность получения острой кромки между цилиндрическим отверстием и фланцевой частью заготовки с помощью предлагаемого устройства. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21D 41/00
Метки: устройство, трубной, заготовке, формообразования, фланца
Код ссылки
<a href="https://by.patents.su/4-u4086-ustrojjstvo-dlya-formoobrazovaniya-flanca-v-trubnojj-zagotovke.html" rel="bookmark" title="База патентов Беларуси">Устройство для формообразования фланца в трубной заготовке</a>
Штамп для формообразования квадратных отверстий с фасками
Номер патента: U 868
Опубликовано: 30.06.2003
Авторы: Давидович Владимир Александрович, Тиманюк Валерий Андреевич, Декевич Антон Павлович, Горбач Иван Васильевич, Давидович Александр Николаевич
МПК: B21J 5/00
Метки: штамп, формообразования, квадратных, отверстий, фасками
Текст:
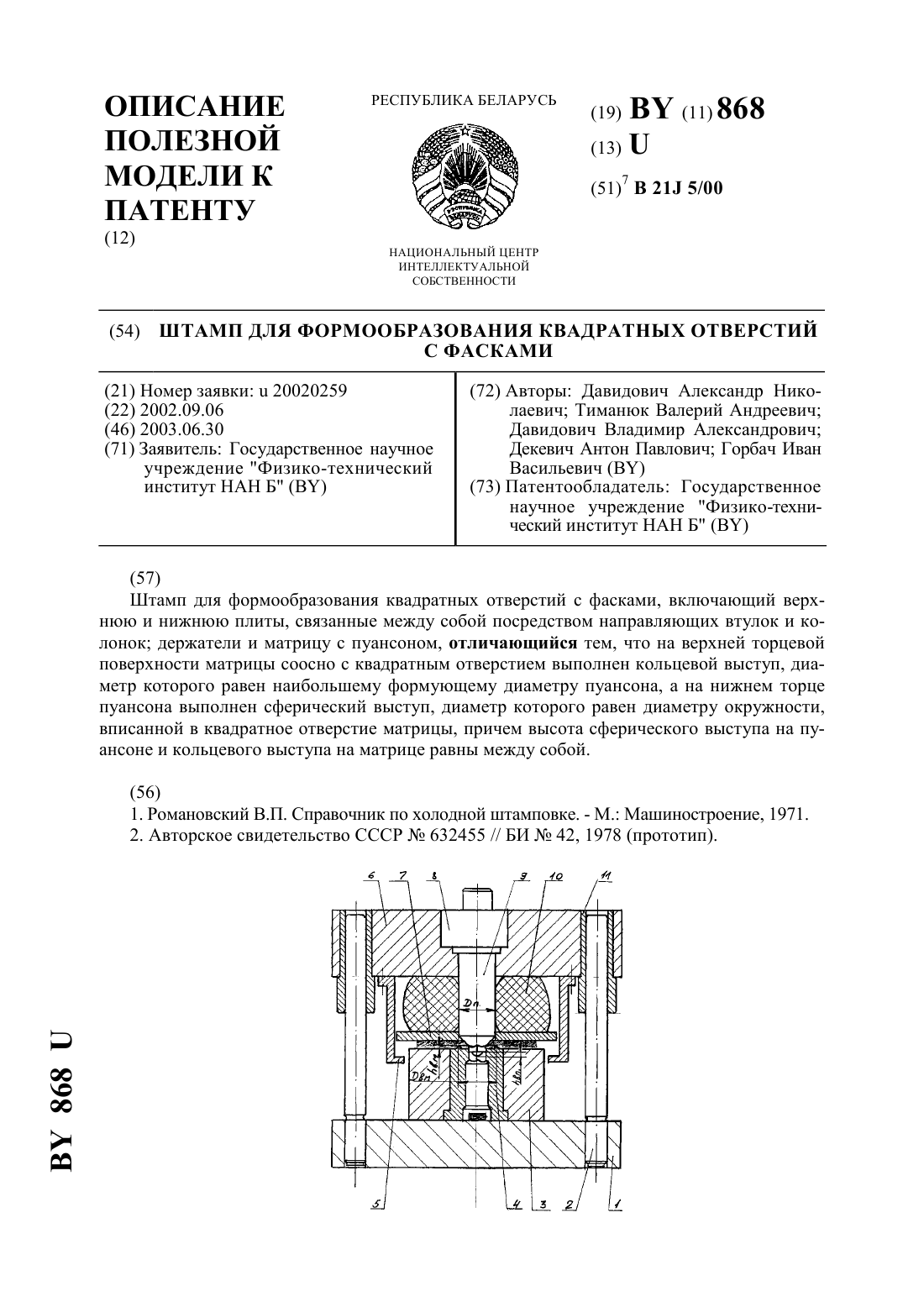
...создание конструкции штампа для совмещения операций пробивки отверстий с острыми углами и холодной объемной штамповки без разрушения метала в местах концентрации напряжений (углах отверстия) путем наложения квазигидростатического давления на очаг деформации. Указанная задача решается за счет того, что на верхней торцовой поверхности матрицы соосно с квадратным отверстием выполнен кольцевой выступ, диаметр которого равен наибольшему...
Устройство для формообразования шариков из вязкопластичной массы
Номер патента: 5437
Опубликовано: 30.09.2003
Авторы: Филонов Игорь Павлович, Ярмоц Сергей Петрович, Козерук Альбин Степанович, Филонова Марина Игоревна, Климович Федор Федорович
МПК: B24B 11/02
Метки: массы, формообразования, вязкопластичной, устройство, шариков
Текст:
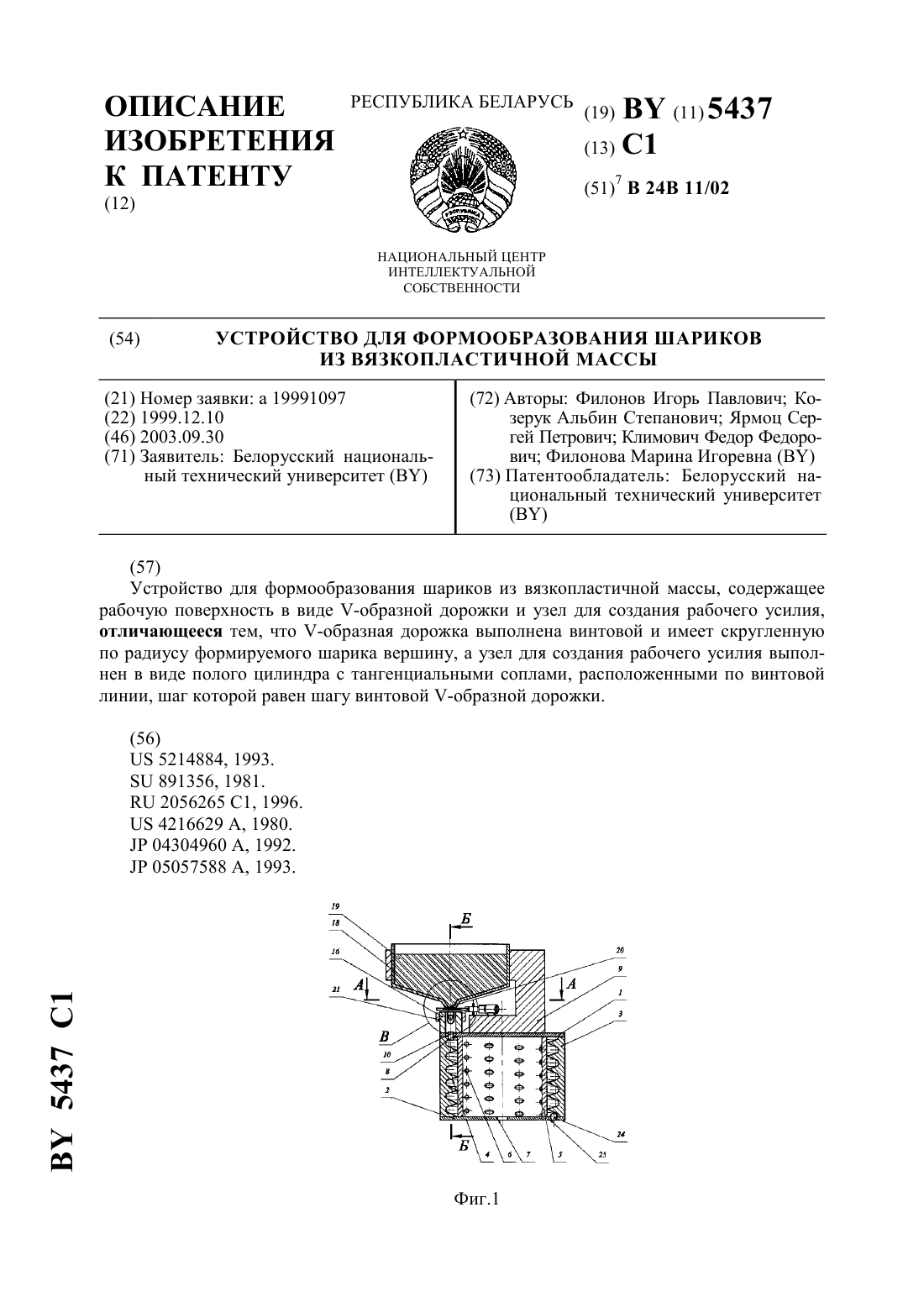
...узел в виде полого цилиндра с расположенными по винтовой линии тангенциальными соплами. Это позволяет избежать применения механического силового привода и относительных перемещений элементов устройства. Сущность изобретения поясняется чертежом, где на фиг. 1 показан общий вид устройства на фиг. 2 - разрез по А-А на фиг. 1 (без загрузочного бункера) на фиг. 3 - разрез по Б-Б на фиг. 1 на фиг. 4 - вид В на фиг. 1. Устройство для...
Устройство для формообразования шариков из вязкопластичной массы

Номер патента: 5468
Опубликовано: 30.09.2003
Авторы: Климович Федор Федорович, Ярмоц Сергей Петрович, Филонов Игорь Павлович, Козерук Альбин Степанович, Филонова Марина Игоревна
МПК: B24B 11/02
Метки: шариков, формообразования, устройство, вязкопластичной, массы
Текст:
...узел в виде полого цилиндра с расположенными по винтовой линии тангенциальными соплами. Это позволяет избежать применения механического силового привода и относительных перемещений элементов устройства. Сущность изобретения поясняется чертежом, где на фиг. 1. показан общий вид устройства на фиг. 2 - разрез по А-А на фиг. 1 (без загрузочного бункера) на фиг. 3 - разрез по Б-Б на фиг. 1. Устройство для формообразования шариков из...
Способ управления процессом формообразования прецизионных поверхностей
Номер патента: 5650
Опубликовано: 30.12.2003
Авторы: Филонов Игорь Павлович, Козерук Альбин Степанович, Климович Федор Федорович
МПК: B24B 1/00
Метки: прецизионных, формообразования, управления, поверхностей, способ, процессом
Текст:
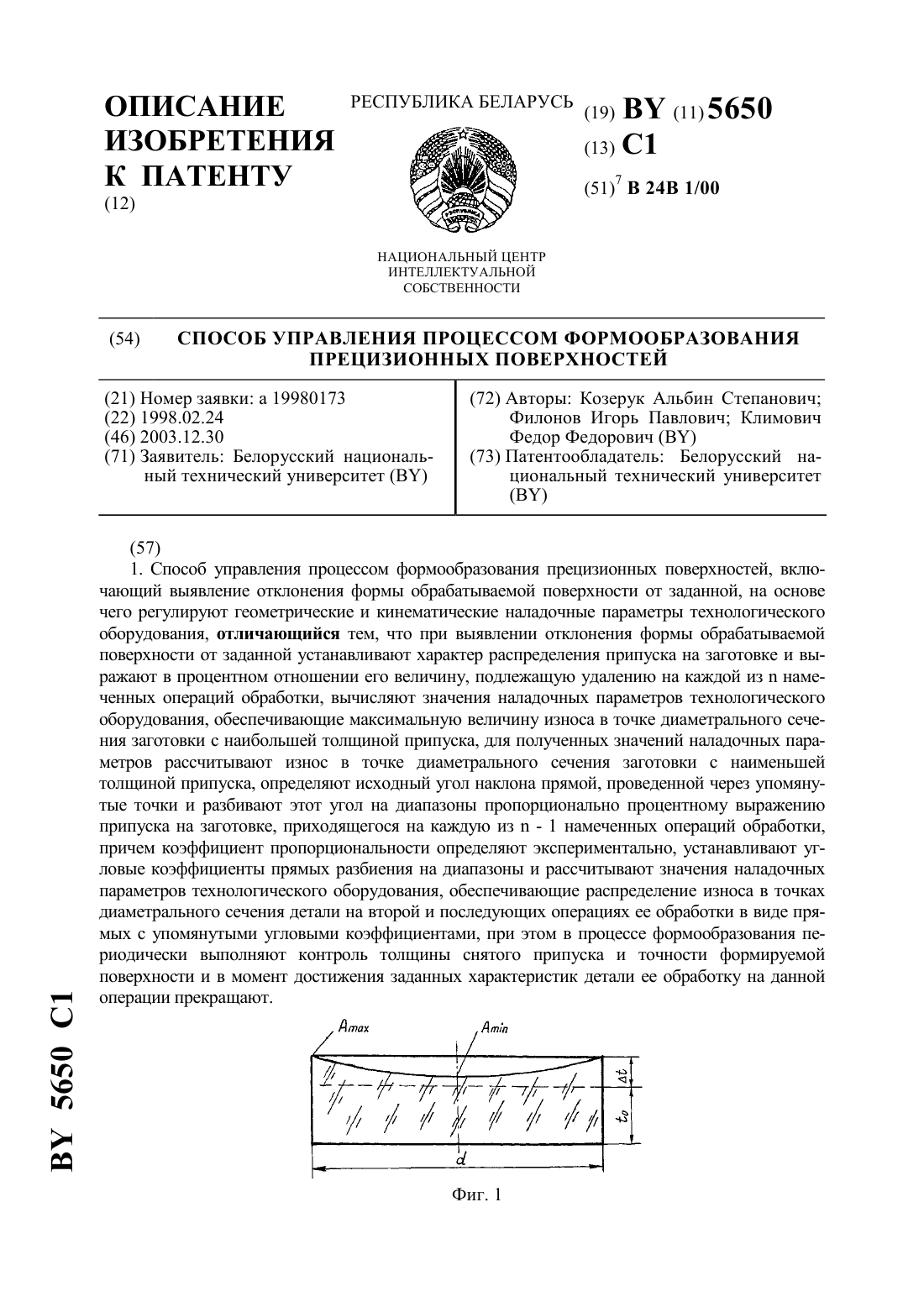
...параметров технологического оборудования, обеспечивающие распределение износа в точках диаметрального сечения детали на второй и последующих операциях ее обработки в виде прямых с упомянутыми угловыми коэффициентами, при этом в процессе формообразования периодически выполняют контроль толщины снятого припуска и точности формируемой поверхности и в момент достижения заданных характеристик детали ее обработку на данной операции прекращают,...
Способ управления процессом формообразования прецизионных поверхностей оптических деталей

Номер патента: 5253
Опубликовано: 30.06.2003
Авторы: Филонов Игорь Павлович, Видмант Феликс Викентьевич, Маляренко Александр Дмитриевич, Митенков Максим Валерьевич
МПК: B24B 13/00
Метки: процессом, управления, прецизионных, способ, формообразования, поверхностей, деталей, оптических
Текст:
...лучшей управляемости процессом формообразования толщина полировальника уменьшается от центра к краю. Сущность изобретения поясняется чертежами, где фиг. 1 - схема обработки выпуклой поверхности фиг. 2 - схема обработки вогнутой поверхности фиг. 3 - графическая зависимость точности формы полируемой поверхности от температуры суспензии фиг. 4 - зависимость производительности доводки от температуры полировальной суспензии. Устройство для...
Предыдущий патент: Устройство для дренажа лобной пазухи
Следующий патент: Плуг навесной симметричный
Случайный патент: Устройство для вычисления полиномиальных симметрических булевых функций двенадцати переменных