Устройство для сухого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2065
Опубликовано: 30.09.2005
Авторы: Зиновенко Андрей Владимирович, Игнатенко Олег Иванович, Савенок Анатолий Николаевич, Маточкин Виктор Аркадьевич, Демидов Александр Васильевич
Текст
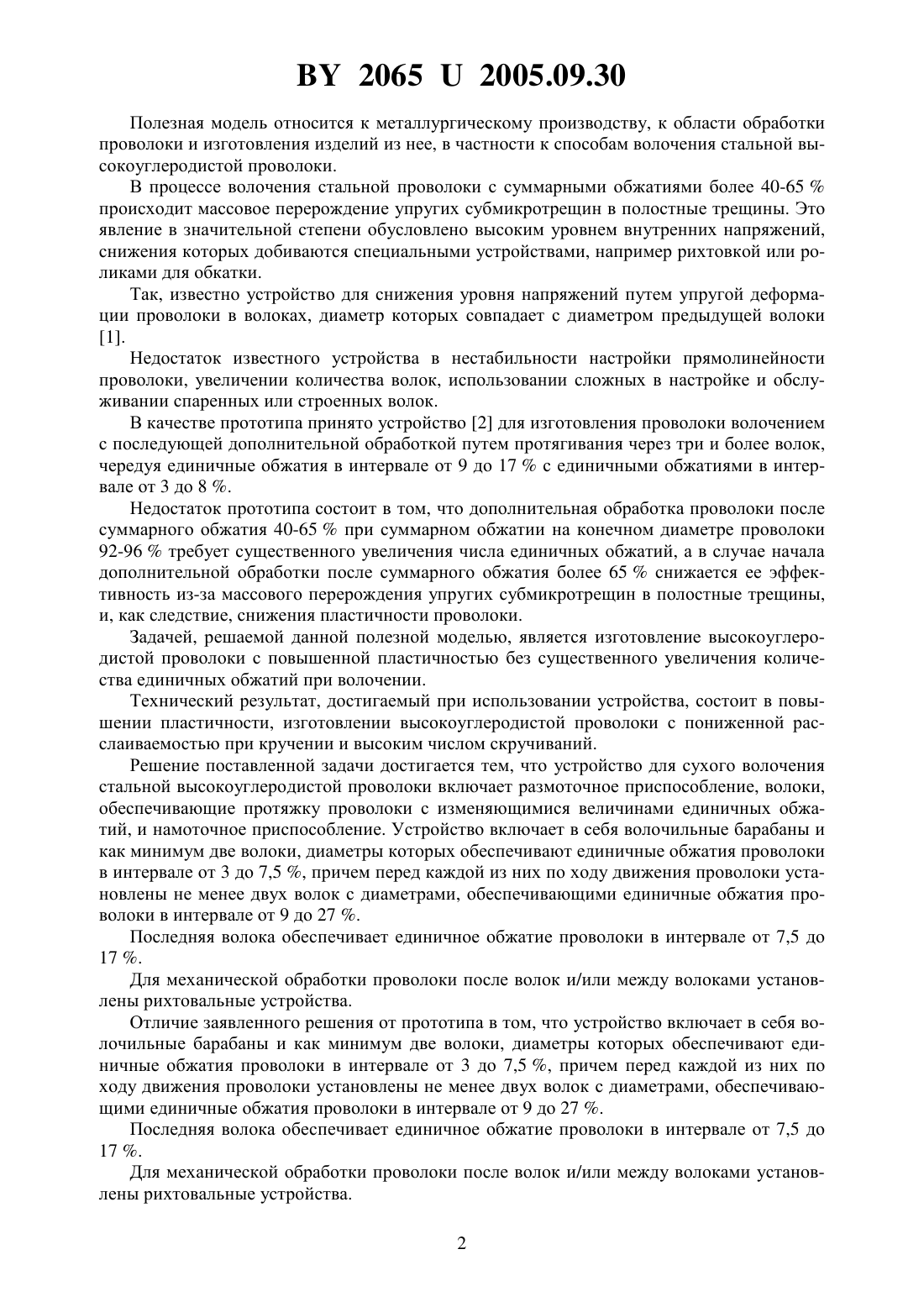
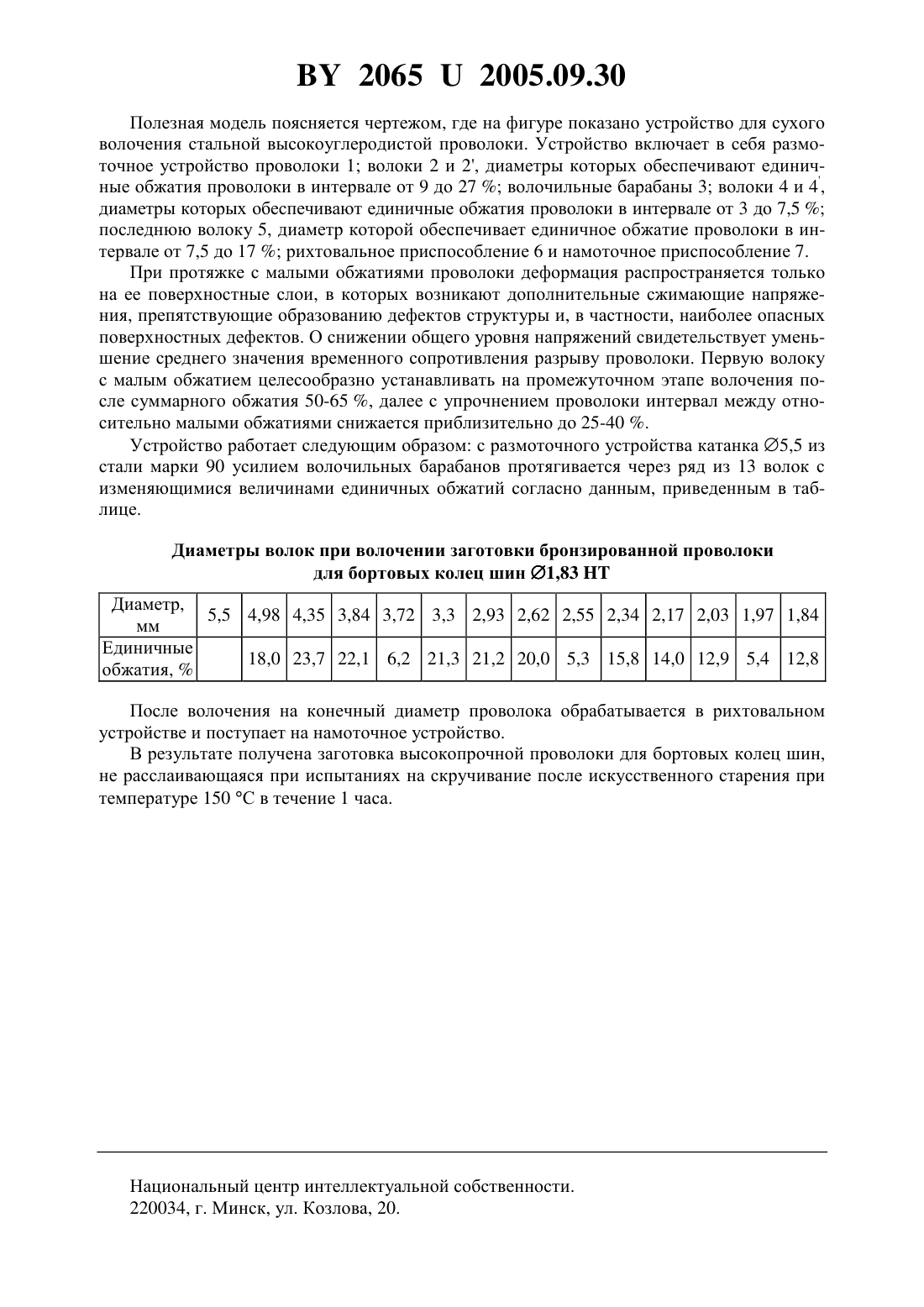
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ СУХОГО ВОЛОЧЕНИЯ СТАЛЬНОЙ ВЫСОКОУГЛЕРОДИСТОЙ ПРОВОЛОКИ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Зиновенко Андрей Владимирович Демидов Александр Васильевич Игнатенко Олег Иванович Маточкин Виктор Аркадьевич Савенок Анатолий Николаевич(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Устройство для сухого волочения стальной высокоуглеродистой проволоки, включающее размоточное приспособление, волоки, обеспечивающие протяжку проволоки с изменяющимися величинами единичных обжатий, и намоточное приспособление, отличающееся тем, что устройство включает в себя волочильные барабаны и как минимум две волоки, диаметры которых обеспечивают единичные обжатия проволоки в интервале от 3 до 7,5 , причем перед каждой из них по ходу движения проволоки установлены не менее двух волок с диаметрами, обеспечивающими единичные обжатия проволоки в интервале от 9 до 27 . 2. Устройство по п. 1, отличающееся тем, что последняя волока обеспечивает единичное обжатие проволоки в интервале от 7,5 до 17 . 3. Устройство по одному из пп. 1 или 2, отличающееся тем, что для механической обработки проволоки после волок и/или между волоками установлены рихтовальные устройства. 20652005.09.30 Полезная модель относится к металлургическому производству, к области обработки проволоки и изготовления изделий из нее, в частности к способам волочения стальной высокоуглеродистой проволоки. В процессе волочения стальной проволоки с суммарными обжатиями более 40-65 происходит массовое перерождение упругих субмикротрещин в полостные трещины. Это явление в значительной степени обусловлено высоким уровнем внутренних напряжений,снижения которых добиваются специальными устройствами, например рихтовкой или роликами для обкатки. Так, известно устройство для снижения уровня напряжений путем упругой деформации проволоки в волоках, диаметр которых совпадает с диаметром предыдущей волоки 1. Недостаток известного устройства в нестабильности настройки прямолинейности проволоки, увеличении количества волок, использовании сложных в настройке и обслуживании спаренных или строенных волок. В качестве прототипа принято устройство 2 для изготовления проволоки волочением с последующей дополнительной обработкой путем протягивания через три и более волок,чередуя единичные обжатия в интервале от 9 до 17 с единичными обжатиями в интервале от 3 до 8 . Недостаток прототипа состоит в том, что дополнительная обработка проволоки после суммарного обжатия 40-65 при суммарном обжатии на конечном диаметре проволоки 92-96 требует существенного увеличения числа единичных обжатий, а в случае начала дополнительной обработки после суммарного обжатия более 65 снижается ее эффективность из-за массового перерождения упругих субмикротрещин в полостные трещины,и, как следствие, снижения пластичности проволоки. Задачей, решаемой данной полезной моделью, является изготовление высокоуглеродистой проволоки с повышенной пластичностью без существенного увеличения количества единичных обжатий при волочении. Технический результат, достигаемый при использовании устройства, состоит в повышении пластичности, изготовлении высокоуглеродистой проволоки с пониженной расслаиваемостью при кручении и высоким числом скручиваний. Решение поставленной задачи достигается тем, что устройство для сухого волочения стальной высокоуглеродистой проволоки включает размоточное приспособление, волоки,обеспечивающие протяжку проволоки с изменяющимися величинами единичных обжатий, и намоточное приспособление. Устройство включает в себя волочильные барабаны и как минимум две волоки, диаметры которых обеспечивают единичные обжатия проволоки в интервале от 3 до 7,5 , причем перед каждой из них по ходу движения проволоки установлены не менее двух волок с диаметрами, обеспечивающими единичные обжатия проволоки в интервале от 9 до 27 . Последняя волока обеспечивает единичное обжатие проволоки в интервале от 7,5 до 17 . Для механической обработки проволоки после волок и/или между волоками установлены рихтовальные устройства. Отличие заявленного решения от прототипа в том, что устройство включает в себя волочильные барабаны и как минимум две волоки, диаметры которых обеспечивают единичные обжатия проволоки в интервале от 3 до 7,5 , причем перед каждой из них по ходу движения проволоки установлены не менее двух волок с диаметрами, обеспечивающими единичные обжатия проволоки в интервале от 9 до 27 . Последняя волока обеспечивает единичное обжатие проволоки в интервале от 7,5 до 17 . Для механической обработки проволоки после волок и/или между волоками установлены рихтовальные устройства. 2 20652005.09.30 Полезная модель поясняется чертежом, где на фигуре показано устройство для сухого волочения стальной высокоуглеродистой проволоки. Устройство включает в себя размоточное устройство проволоки 1 волоки 2 и 2, диаметры которых обеспечивают единичные обжатия проволоки в интервале от 9 до 27 волочильные барабаны 3 волоки 4 и 4,диаметры которых обеспечивают единичные обжатия проволоки в интервале от 3 до 7,5 последнюю волоку 5, диаметр которой обеспечивает единичное обжатие проволоки в интервале от 7,5 до 17 рихтовальное приспособление 6 и намоточное приспособление 7. При протяжке с малыми обжатиями проволоки деформация распространяется только на ее поверхностные слои, в которых возникают дополнительные сжимающие напряжения, препятствующие образованию дефектов структуры и, в частности, наиболее опасных поверхностных дефектов. О снижении общего уровня напряжений свидетельствует уменьшение среднего значения временного сопротивления разрыву проволоки. Первую волоку с малым обжатием целесообразно устанавливать на промежуточном этапе волочения после суммарного обжатия 50-65 , далее с упрочнением проволоки интервал между относительно малыми обжатиями снижается приблизительно до 25-40 . Устройство работает следующим образом с размоточного устройства катанка 5,5 из стали марки 90 усилием волочильных барабанов протягивается через ряд из 13 волок с изменяющимися величинами единичных обжатий согласно данным, приведенным в таблице. Диаметры волок при волочении заготовки бронзированной проволоки для бортовых колец шин 1,83 Диаметр,5,5 4,98 4,35 3,84 3,72 3,3 2,93 2,62 2,55 2,34 2,17 2,03 1,97 1,84 мм Единичные 18,0 23,7 22,1 6,2 21,3 21,2 20,0 5,3 15,8 14,0 12,9 5,4 12,8 обжатия,После волочения на конечный диаметр проволока обрабатывается в рихтовальном устройстве и поступает на намоточное устройство. В результате получена заготовка высокопрочной проволоки для бортовых колец шин,не расслаивающаяся при испытаниях на скручивание после искусственного старения при температуре 150 С в течение 1 часа. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21C 1/00
Метки: проволоки, устройство, волочения, сухого, высокоуглеродистой, стальной
Код ссылки
<a href="https://by.patents.su/3-u2065-ustrojjstvo-dlya-suhogo-volocheniya-stalnojj-vysokouglerodistojj-provoloki.html" rel="bookmark" title="База патентов Беларуси">Устройство для сухого волочения стальной высокоуглеродистой проволоки</a>
Устройство для мокрого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2064
Опубликовано: 30.09.2005
Авторы: Демидов Александр Васильевич, Маточкин Виктор Аркадьевич, Савенок Анатолий Николаевич, Зиновенко Андрей Владимирович, Игнатенко Олег Иванович
МПК: B21C 1/00
Метки: проволоки, высокоуглеродистой, мокрого, устройство, волочения, стальной
Текст:
...данной полезной моделью, является изготовление высокоуглеродистой проволоки с повышенной пластичностью без существенного увеличения количества волок. Техническим результатом, достигаемым при использовании устройства, является снижение уровня обрывности проволоки при последующей свивке, оплетке, отсутствие расслоений при кручении, увеличении числа скручиваний. Решение поставленной задачи достигается тем, что устройство для мокрого волочения...
Способ изготовления стальной проволоки
Номер патента: 5436
Опубликовано: 30.09.2003
Авторы: Желтков Александр Сергеевич, Филиппов Вадим Владимирович
МПК: B21C 1/00
Метки: изготовления, способ, стальной, проволоки
Текст:
...скручивании проволоки в этом случае практически не отличается от прочности проволоки, полученной без дополнительной деформации. В качестве прототипа принят способ изготовления проволоки, включающий деформацию заготовки волочением с единичными обжатиями величиной более 20 и последним обжатием -2-32. 5436 1 Недостатком данного способа является быстрый износ последней волоки, что приводит к ухудшению качества протягиваемой проволоки, и...
Способ изготовления стальной проволоки
Номер патента: 4956
Опубликовано: 30.03.2003
Авторы: Желтков Александр Сергеевич, Бирюков Борис Александрович, Рыбинский Виктор Николаевич
МПК: B21C 1/00
Метки: стальной, изготовления, проволоки, способ
Текст:
...при дальнейшей обработке. Решение поставленной задачи достигается тем, что способ изготовления стальной проволоки включает последовательную деформацию проволоки волочением и последующую дополнительную упругую деформацию, причем дополнительная упругая деформация осуществляется путем вдавливания в поверхность протягиваемой проволоки с постоянным или пульсирующим усилием твердых тел, имеющих рабочую поверхность сферической или...
Способ изготовления высокопрочной стальной проволоки
Номер патента: 6035
Опубликовано: 30.03.2004
Авторы: Желтков Александр Сергеевич, Савенок Анатолий Николаевич, Ежов Виктор Васильевич, Филиппов Вадим Владимирович
МПК: B21C 1/00
Метки: стальной, проволоки, изготовления, способ, высокопрочной
Текст:
...с последующим нагревом до 350400 С 1. Недостаток прототипа в том, что при использовании этого способа происходит заметное разупрочнение проволоки, увеличение затрат и трудоемкости за счет введения дополнительной операции нагрева. 6035 1 Задача, решаемая изобретением, состоит в повышении качества и снижении трудоемкости производства проволоки, подвергаемой дальнейшей пластической деформации свивке, плетению и т.д. Технический результат,...
Способ волочения порошковой проволоки в режиме гидродинамического трения и устройство для его осуществления
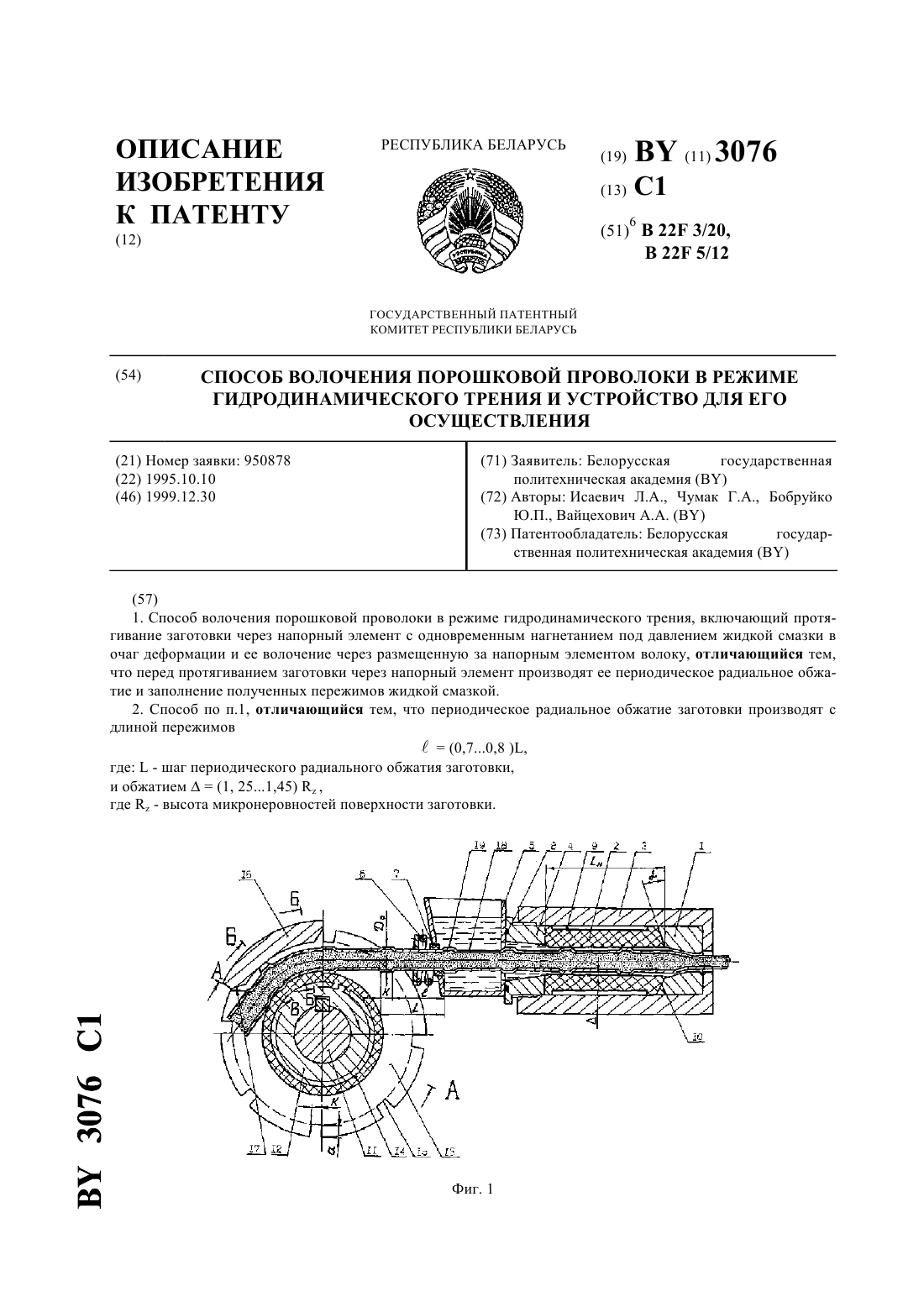
Номер патента: 3076
Опубликовано: 30.12.1999
Авторы: Бобруйко Юрий Петрович, Вайцехович Алла Андреевна, Чумак Геннадий Андреевич, Исаевич Леонид Александрович
Метки: устройство, волочения, проволоки, трения, гидродинамического, режиме, способ, порошковой, осуществления
Текст:
...по боковой поверхности колеса 12. В башмаке 16 на входе заготовки выполнена наклонная плоскость 17 шириной, равной ширине вкладыша 14. На поверхность башмака 16, контактирующую с вкладышем 14, нанесен антифрикционный фторопластовый слой. Колесо 12 установлено с возможностью вращения в направлении волочения и снабжено приводом вращения (на чертеже не показан). Для создания устойчивого режима гидродинамического трения в очаге деформации должно...
Предыдущий патент: Устройство для мокрого волочения стальной высокоуглеродистой проволоки
Следующий патент: Устройство для транспортировки измельченной массы кормоуборочной машины
Случайный патент: Лазерный маркер