Машина контактной сварки
Номер патента: U 3242
Опубликовано: 30.12.2006
Авторы: Белявин Климентий Евгеньевич, Товпик Андрей Оттнович, Минько Дмитрий Вацлавович, Гафо Юрий Натанович, Быков Руслан Павлович, Власенко Игорь Николаевич, Кузнечик Олег Ольгердович, Решетников Николай Вячеславович

Текст
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии (ВУ)(72) Авторы Белявин Климентий Евгеньевич Минько Дмитрий Вацлавович Гафо Юрий Натанович Кузнечик Олег Ольгердович Решетников Николай Вячеславович Бь 1 ков Руслан Павлович Власенко Игорь Николаевич Товпик Андрей Оттнович (ВУ)(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии (ВУ)1. Машина контактной сварки, включающая корпус с источником сварочного тока, во вторичный контур которого включены две консоли с электрододержателями и закрепленными в них электродами привод для передачи усилия и перемещения на консоли аппаратуру управления и контроля технологических параметров источника сварочного тока и привода домкрат, связанный с одной из консолей, отличающаяся тем, что содержит упругий элемент, установленный между консолями с возможностью деформирования в направлении их перемещения, причем между упругим элементом и хотя бы одной из консолей размещена диэлектрическая прокладка.2. Машина контактной сварки по п. 1, отличающаяся тем, что домкрат установлен между одной из консолей и упругим элементом с возможностью передачи усилия в направлении деформирования упругого элемента.3. Машина контактной сварки по п. 1, отличающаяся тем, что содержит датчик для регистрации усилия сжатия в направлении деформирования упругого элемента.4. Машина контактной сварки по п. 1 или 2, отличающаяся тем, что в качестве упругого элемента применен механический динамометр.5. Машина контактной сварки по п. 3, отличающаяся тем, что датчик для регистрации усилия сжатия в направлении упругого элемента связан с аппаратурой управления и контроля технологических параметров источника сварочного тока и привода.1. Кабанов Н.С. Сварка на контактных машинах Учеб. для сред. ПТУ. 4-е изд., перераб. и доп. - М. Вь 1 сш. шк., 1985. - С. 30-32, 35, 24-28, 36-41, 41-45 (аналог).Полезная модель относится К сварочной технике, а именно К устройствам, применяемым для электроконтактной сварки.Известны различные виды машин контактной сварки, предназначенные для получения неразъемных соединений 1, предполагающие использование энергии взрыва, явления диффузии, пластической деформации, трения, ультразвука.В применяемых устройствах используются технологии, связанные с существенной механической или термической деформацией свариваемых материалов, вплоть до полного их расплавления в зоне контакта. Значительная пластическая деформация не позволяет осуществлять сварку материалов с низкими прочностными характеристиками, а также материалов, для которых деформация в процессе сварки является нежелательной.Наиболее близкой по технической сущности и достигаемому результату к заявляемому изобретению является машина контактной сварки 2, включающая корпус с источником сварочного тока, во вторичный контур которого включены две консоли с электрододержателями и закрепленными в них электродами привод для передачи усилия и перемещения на консоли аппаратуру управления и контроля технологических параметров источника сварочного тока и привода домкрат, связанный с одной из консолей. В известной конструкции отсутствует возможность осуществлять сварку материалов с усилием на электродах, меньшим веса подвижной консоли. Это не позволяет сваривать материалы с низким пределом прочности на сжатие и избежать нежелательной деформации свариваемых материалов с высоким модулем упругости, в т.ч. тугоплавких, пористых, ячеистых,сетчатых, а также тонкостенных конструкций и оболочек.Задача, на решение которой направлена заявляемая полезная модель, заключается в создании машины контактной сварки, обеспечивающей возможность получения неразъемных соединений высокого качества из материалов с низкими показателями прочности и высоким модулем упругости, а также возможность получения композиций с применением этих материалов.Сущность заявляемой полезной модели заключается в том, что машина контактной сварки, включающая корпус с источником сварочного тока, во вторичный контур которого включены две консоли с электрододержателями и закрепленными в них электродами привод для передачи усилия и перемещения на консоли аппаратуру управления и контроля технологических параметров источника сварочного тока и привода домкрат, связанный с одной из консолей, дополнительно содержит упругий элемент, установленный между консолями с возможностью деформирования в направлении их перемещения, причем между упругим элементом и хотя бы одной из консолей размещена диэлектрическая прокладка.Домкрат, содержащийся на машине контактной сварки, может быть установлен между одной из консолей и упругим элементом с возможностью передачи усилия в направлении деформирования упругого элемента.Машина контактной сварки может содержать датчик для регистрации усилия сжатия в направлении деформирования упругого элемента.В машине контактной сварки в качестве упругого элемента может быть применен механический динамометр.Датчик для регистрации усилия сжатия в направлении упругого элемента может быть связан с аппаратурой управления и контроля технологических параметров источника сварочного тока и привода.Техническим результатом от применения заявляемой полезной модели является обеспечение возможности контактной сварки материалов с низкими показателями прочности и высоким модулем упругости с получением сварных соединений высокого качества, а также возможности получения композиций из этих материалов. Введение в состав машины упругого элемента позволяет снизить динамические нагрузки, испытываемые свариваемь 1 ми материалами в момент передачи им усилия сжатия от электродов. Это позволяет избежать разрушения или нежелательной деформации свариваемых материалов. Кроме того, наличие между упругим элементом и хотя бы одной из консолей диэлектрической прокладки позволяет избежать снижения качества сварки, связанного с прохождением тока не через свариваемые материалы, а через упругий элемент, если он выполнен из токопроводящего материала. Возможность установки домкрата между одной из консолей и упругим элементом позволяет гибко регулировать усилие сжатия, прикладываемое к электродам, путем передачи дополнительного усилия в направлении деформирования упругого элемента. Это исключает необходимость применения комплекта сменных упругих элементов с различными коэффициентами упругости для достижения на электродах требуемого усилия сжатия. Возможность гибкого регулирования усилия сжатия на электродах позволяет быстро переналаживать машину при работе с различными типами свариваемых материалов, а также непосредственно в процессе работы корректировать усилие сжатия на электродах для материалов, свариваемых в текущий момент, что способствует повышению качества получаемого сварного соединения.Установка датчика для регистрации усилия сжатия в направлении деформирования упругого элемента делает возможным отображать текущее результирующее значение усилия сжатия, прикладываемого к сварочным электродам, что позволяет осуществлять контроль за величиной текущего усилия сжатия и при необходимости отключать источник сварочного тока и привод усилия сжатия. Это дает возможность получать более полную информацию о протекании процесса сварки, а также способствует повышению качества сварки материалов с низкими прочностными свойствами за счет снижения процента брака.Возможность применения в качестве упругого элемента механического динамометра,в котором, как правило, присутствует датчик усилия сжатия, позволяет значительно упростить процесс наладки машины контактной сварки, связанный с подбором необходимой степени деформации упругого элемента.Возможность осуществления связи между датчиком для регистрации усилия сжатия в направлении деформирования упругого элемента с аппаратурой управления и контроля технологических параметров источника сварочного тока и привода позволяет при превь 1 шении заранее установленного значения результирующего усилия сжатия автоматически отключать источник тока и привод для передачи усилия и перемещения на консоли. Это позволит значительно упростить контроль и регулирование процесса сварки, а также повысить качество сварки материалов с низкими прочностными свойствами за счет снижения процента брака.На фигуре представлено схематическое изображение заявляемой машины для контактной сварки.Машина контактной сварки включает корпус 1 с источником сварочного тока 2, во вторичный контур которого включены две консоли 3 и 4 с электрододержателями 5 и 6, в которых закреплены электроды 7 и 8 привод 9 для передачи усилия и перемещения на консоли аппаратуру 10 управления и контроля технологических параметров источника сварочного тока 2 и привода 9 упругий элемент 11, установленный между консолями с возможностью деформирования в направлении их перемещения диэлектрическую прокладку 12, размещенную между упругим элементом и хотя бы одной из консолей.Домкрат 13 может быть установлен между одной из Консолей И упругим элементом с возможностью передачи усилия в направлении деформирования упругого элемента.Машина контактной сварки может содержать датчик 14 для регистрации усилия сжатия в направлении деформирования упругого элемента, установленный между диэлектрической прокладкой 12 и одной из консолей 3 или 4.В машине контактной сварки в качестве упругого элемента 11 может быть применен механический динамометр.Датчик 14 для регистрации усилия сжатия в направлении упругого элемента может быть связан с аппаратурой 10 управления и контроля технологических параметров источника сварочного тока 2 и привода 9.Заявляемая машина контактной сварки работает следующим образом. Между электродами 7 и 8 устанавливаются материалы, подлежащие сварке. Далее машину запускают на выполнение процесса сварки, вследствие чего включается привод 9 для передачи усилия и перемещения на консоли 3 и 4, связанный с аппаратурой 10 управления и контроля согласно заранее установленным технологическим параметрам. Консоль 3 с закрепленным в электрододержателе 5 электродом 7 перемещается в направлении свариваемых материалов до тех пор, пока свариваемые материалы не окажутся зажатыми между электродами 7 и 8. При этом происходит деформирование упругого элемента 11 с возникновением силы, противодействующей той, которая обеспечивает перемещение консоли 3, что приводит к уменьшению результирующего усилия сжатия электродов 7 и 8. После завершения процесса сжатия аппаратура 10 управления включает источник сварочного тока 2, активируя тем самым процесс сварки. По окончании процесса сварки, согласно установленным технологическим параметрам, аппаратура управления 10 отключает источник сварочного тока 2 и привод 9 для передачи усилия и перемещения на консоли 3 и 4. При этом происходит перемещение консоли 3 в исходное положение, в результате чего высвобождаются свариваемые материалы,которые подлежат удалению из межэлектродного пространства.Датчик 14 служит для регистрации и контроля усилия сжатия в направлении деформирования упругого элемента 11. Если после включения привода 9 усилие сжатия электродов 7 и 8, согласно отображаемым на датчике 14 данным, превышает допустимое значение, то можно вручную отключить привод 9, вследствие чего консоль 3 вернется в исходное положение, а затем откорректировать установленные технологические режимы.Домкрат 13, установленный между упругим элементом 11 и диэлектрической прокладкой 12, предназначен для передачи дополнительного усилия в направлении деформирования упругого элемента. При ручном отключении привода 9, вследствие превышения максимально допустимого усилия сжатия электродов 7 и 8, с помощью домкрата 13 повышают действующее в направлении упругого элемента 11 усилие, снижая тем самым результирующее усилие сжатия электродов 7 и 8. Затем процесс сварки заново запускают на выполнение.Использование механического динамометра в качестве упругого элемента 11 значительно упрощает процесс наладки машины контактной сварки. С помощью домкрата 13 механический динамометр, выполняющий функцию упругого элемента 11, деформируется на величину, соответствующую требуемому результирующему усилию сжатия на электродах. При этом величина усилия сжатия контролируется с помощью входящего в конструкцию динамометра соответствующего датчика.Возможность связи датчика 14 с аппаратурой управления и контроля 10 позволяет передавать данные о текущем значении усилия сжатия электродов с датчика 14 на аппаратуру управления и контроля 10. Если после включения привода 9 усилие сжатия электродов 7 и 8, согласно поступающим с датчика 14 данным, превышает заранее установленное максимально допустимое значение, то аппаратура управления и контроля 10 автоматически отключает привод 9 и консоль 3 возвращается в исходное положение.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23K 11/00
Метки: машина, контактной, сварки
Код ссылки
<a href="https://by.patents.su/4-u3242-mashina-kontaktnojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Машина контактной сварки</a>
Установка для контактной точечной сварки
Номер патента: U 865
Опубликовано: 30.06.2003
Автор: Болотов Сергей Владимирович
МПК: B23K 11/10
Метки: контактной, сварки, точечной, установка
Текст:
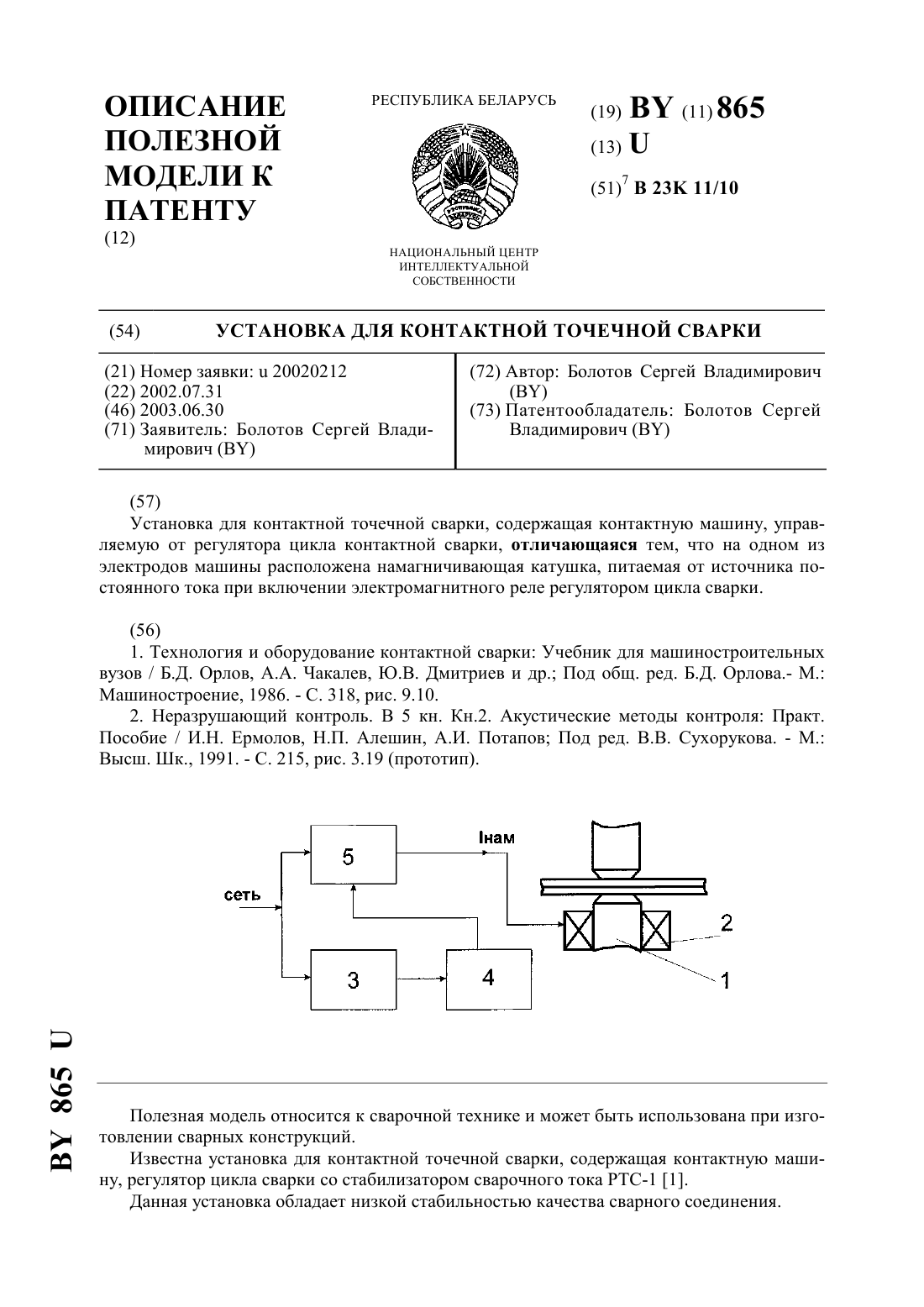
...изготовления электродов и возможностью образования воздушных пузырьков в водном акустическом контакте, существенно искажающих сигналы качества. Задачей полезной модели является обеспечение возможности контроля качества сварного соединения с высокой достоверностью. Поставленная задача достигается тем, в установке для контактной точечной сварки,содержащей контактную машину, управляемую от регулятора цикла контактной сварки,согласно...
Электрод для контактной точечной сварки
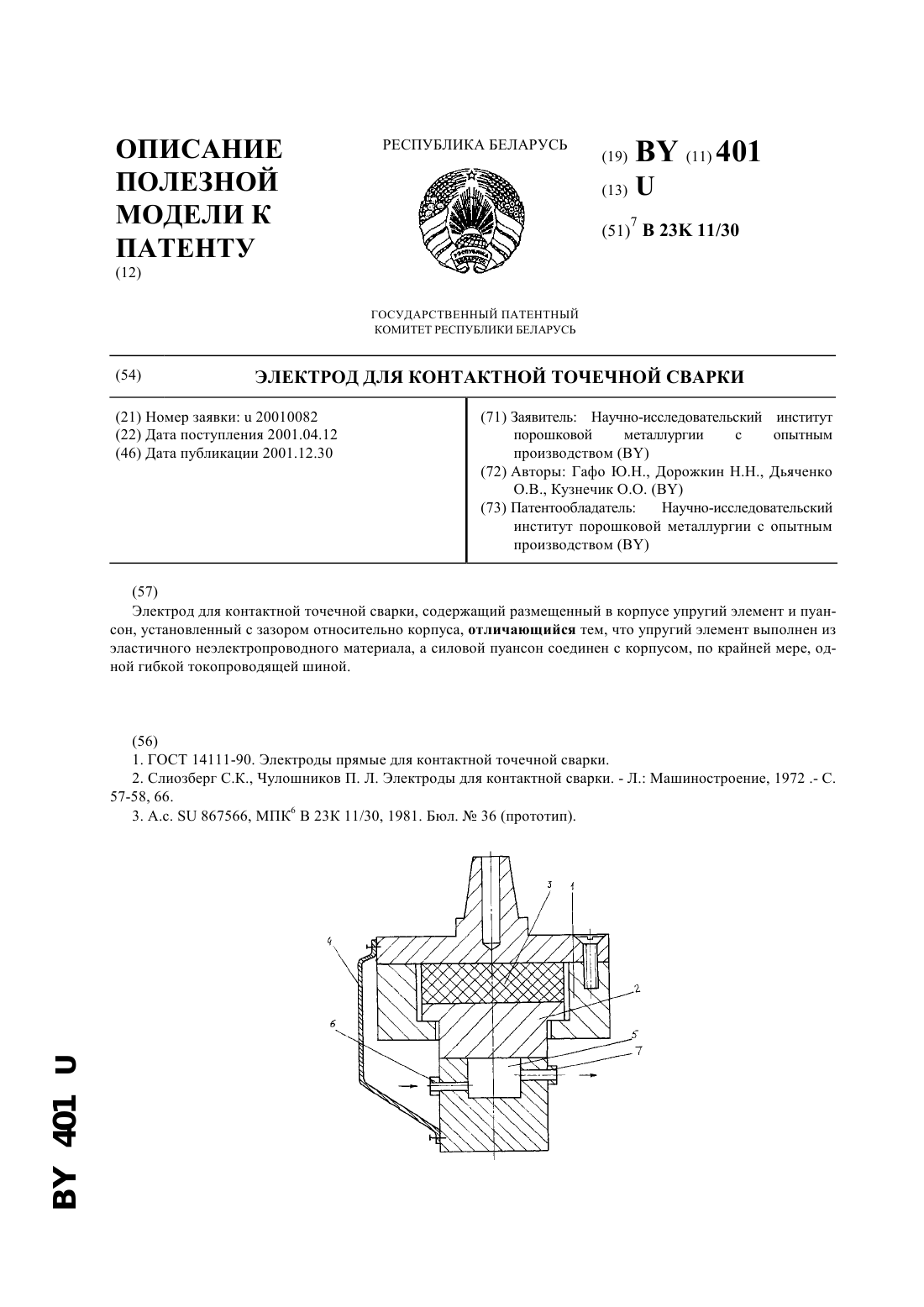
Номер патента: U 401
Опубликовано: 30.12.2001
Авторы: Кузнечик Олег Ольгердович, Дорожкин Нил Николаевич, Дьяченко Ольга Владимировна, Гафо Юрий Натанович
МПК: B23K 11/30
Метки: контактной, электрод, точечной, сварки
Текст:
...материала. Пуансон установлен с зазором относительно корпуса. Данное устройство обеспечивает самоустановку электрода. Однако наличие одновременно поджимного пуансона и токоведущего стержня увеличивает энергетические потери, а также снижает надежность и долговечность электрода. Задачей предлагаемой полезной модели является снижение энергозатрат и повышение срока службы электрода при сварке деталей неравномерной толщины. Решение...
Машина для роликовой сварки контактной проволокой
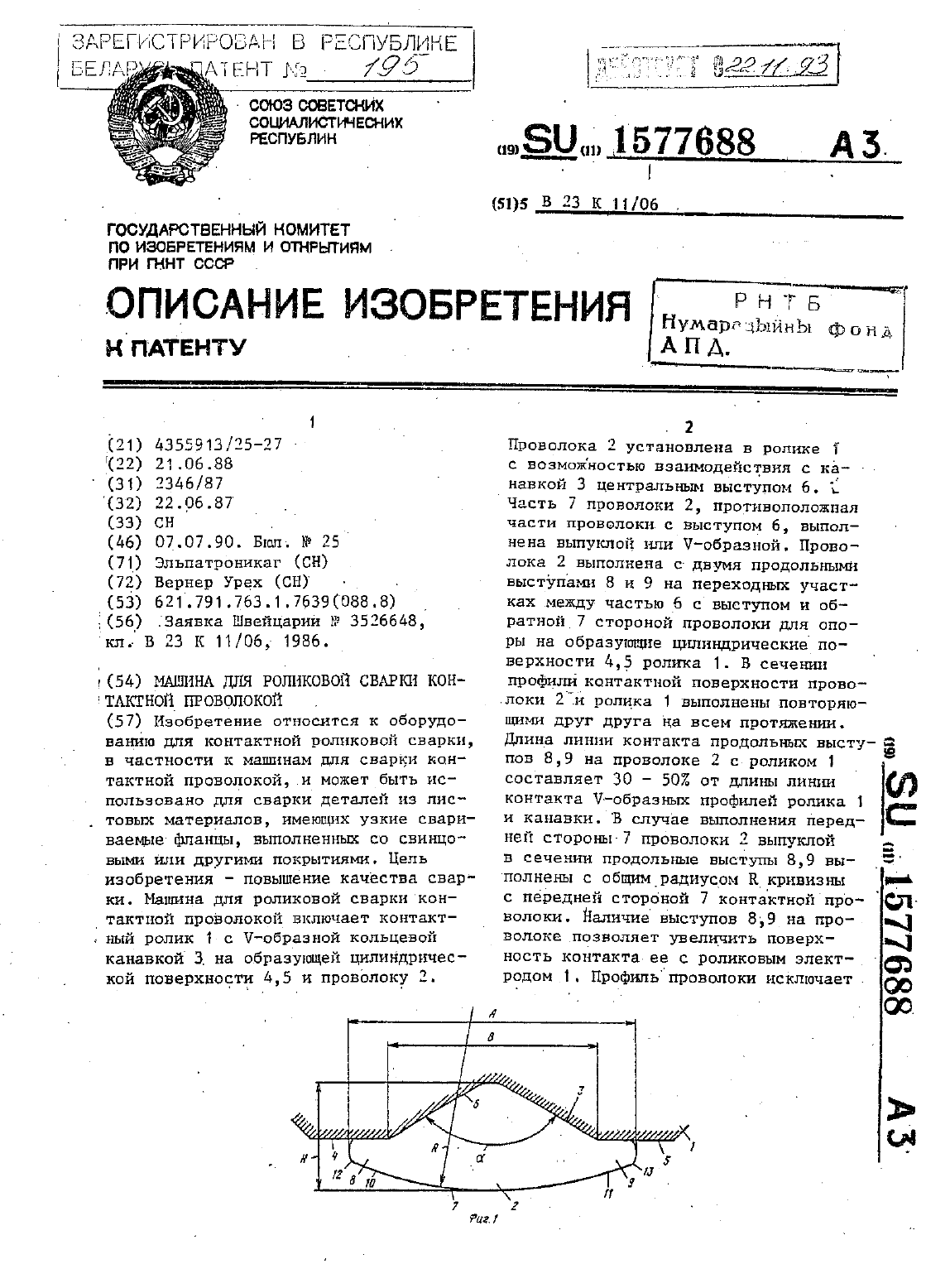
Номер патента: 195
Опубликовано: 30.12.1994
Автор: Вернер Урех
МПК: B23K 11/06
Метки: контактной, сварки, машина, проволокой, роликовой
Текст:
...качества сварки. Надежность предотвращения такого поворота является максимальной, если соблюдать нижний предел увеличения поверхности контакта электрод - проволока (за счет выступов 8 и 9) порядка 302. Превьшение верхнего предела 50 является нецелесообраэным,так как оно приводитк увеличению потери материала проволоки (проволока не участвует в процессе сварки, т.е. не расходуется).Находящаяся В направляющей канав ке 3 обратная часть 6...
Электродный узел для контактной точечной сварки
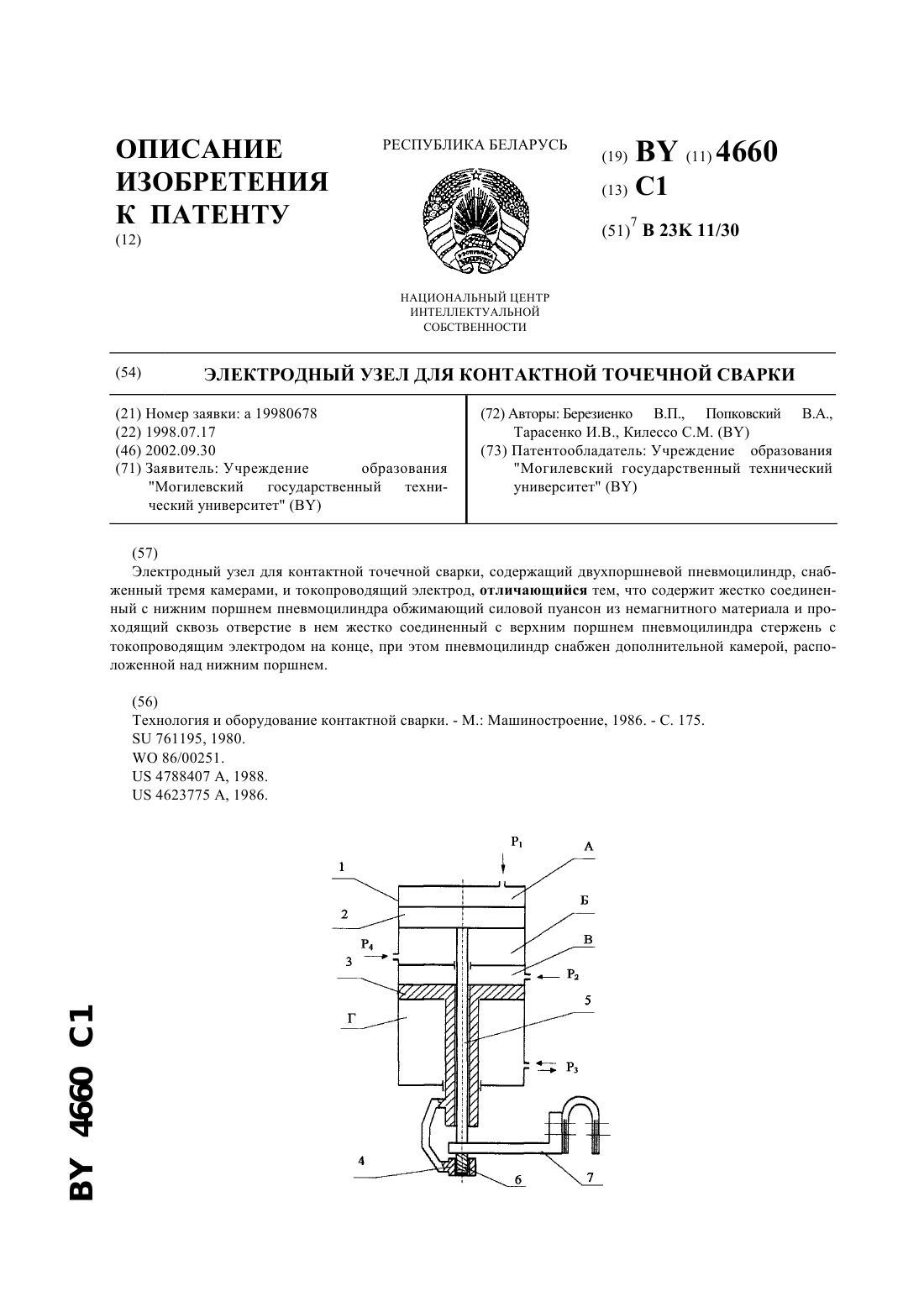
Номер патента: 4660
Опубликовано: 30.09.2002
Авторы: Килессо Сергей Михайлович, Березиенко Валерий Петрович, Тарасенко Ирина Владимировна, Попковский Виктор Александрович
МПК: B23K 11/30
Метки: контактной, узел, электродный, точечной, сварки
Текст:
...содержащий двухпоршневый пневмоцилиндр, снабженный тремя камерами, и токопроводящий электрод, согласно изобретению, содержит жестко соединенный с нижним поршнем пневмоцилиндра обжимающий силовой пуансон из немагнитного материала и проходящий сквозь отверстие в нем жестко соединенный с верхним поршнем пневмоцилиндра стержень с токопроводящим электродом на конце, при этом пневмоцилиндр снабжен дополнительной камерой, расположенной над нижним...
Устройство для контактной шовной сварки
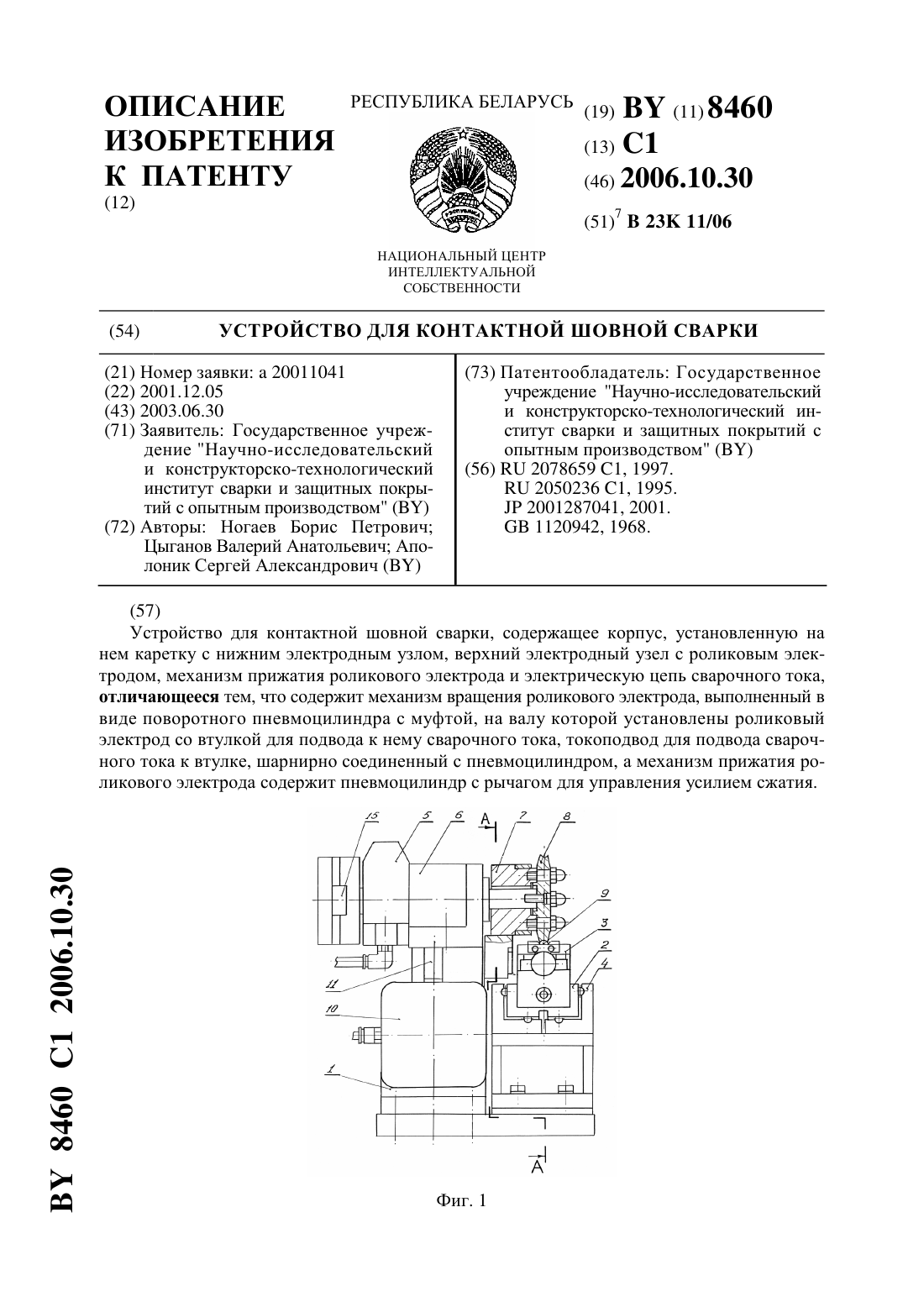
Номер патента: 8460
Опубликовано: 30.10.2006
Авторы: Аполоник Сергей Александрович, Ногаев Борис Петрович, Цыганов Валерий Анатольевич
МПК: B23K 11/06
Метки: шовной, устройство, контактной, сварки
Текст:
...токоподводом с приводом от пневмоцилиндра, снабжения механизма прижатия роликового электрода пневмоцилиндром с управлением усилием сжатия, в том числе программным. На фиг. 1 изображено устройство для контактной шовной сварки на фиг. 2 - разрез АА на фиг. 1. Устройство для контактной шовной сварки содержит корпус 1 (фиг. 1), установленные в нем подвижную каретку 2 с нижним электродным узлом 3 с возможностью их горизонтального перемещения по...
Предыдущий патент: Поручень для ванной комнаты
Следующий патент: Возбудитель вибрации гидравлического источника сейсмических сигналов
Случайный патент: Комплекс для поверхностной закалки ТВЧ деталей вращения