Станок для непрерывно-последовательной индукционной закалки шестерен с наружными зубьями
Номер патента: U 238
Опубликовано: 30.03.2001
Авторы: Гурченко Павел Семенович, Волчок Владимир Федорович, Карпушкин Николай Сергеевич

Текст
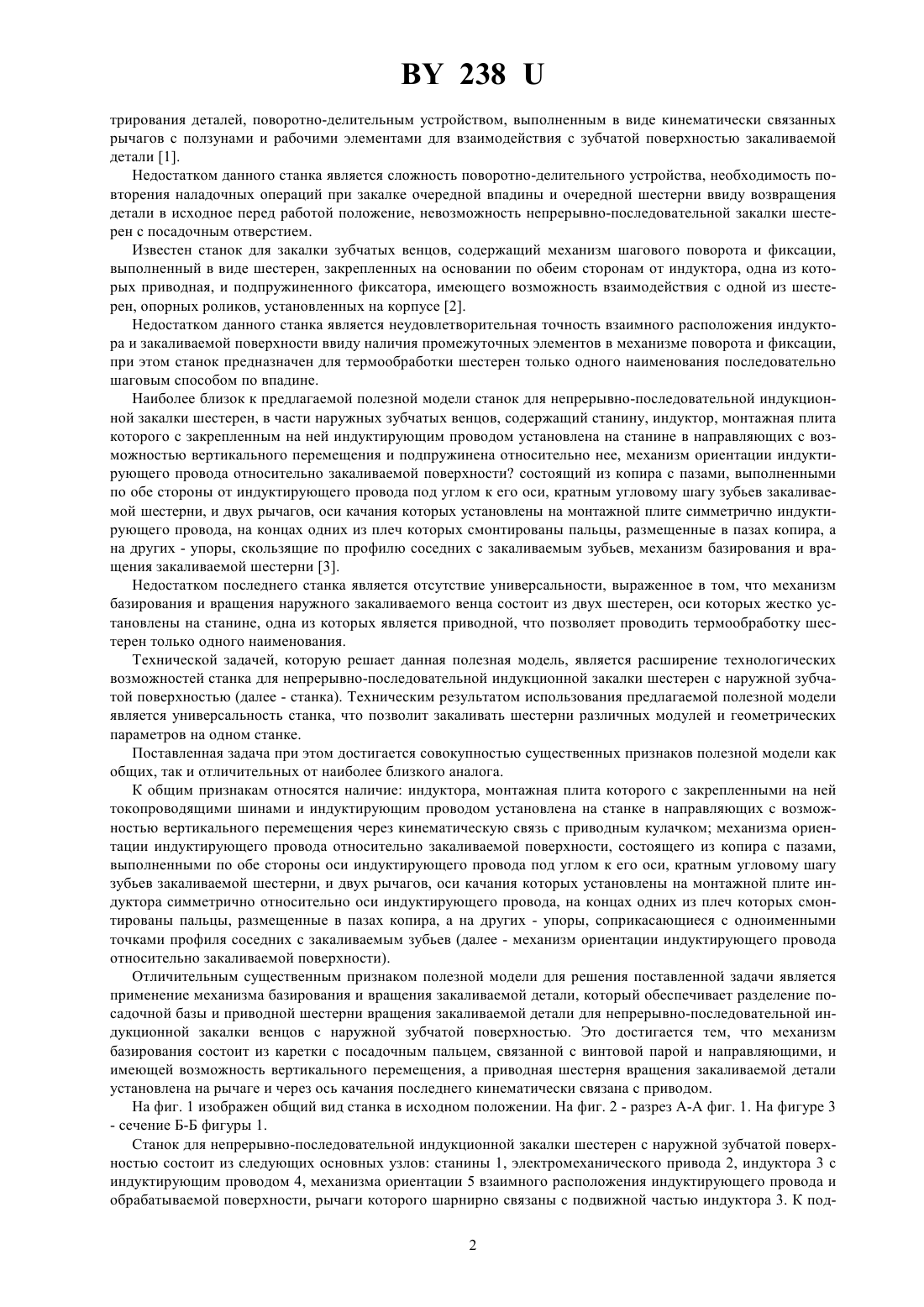
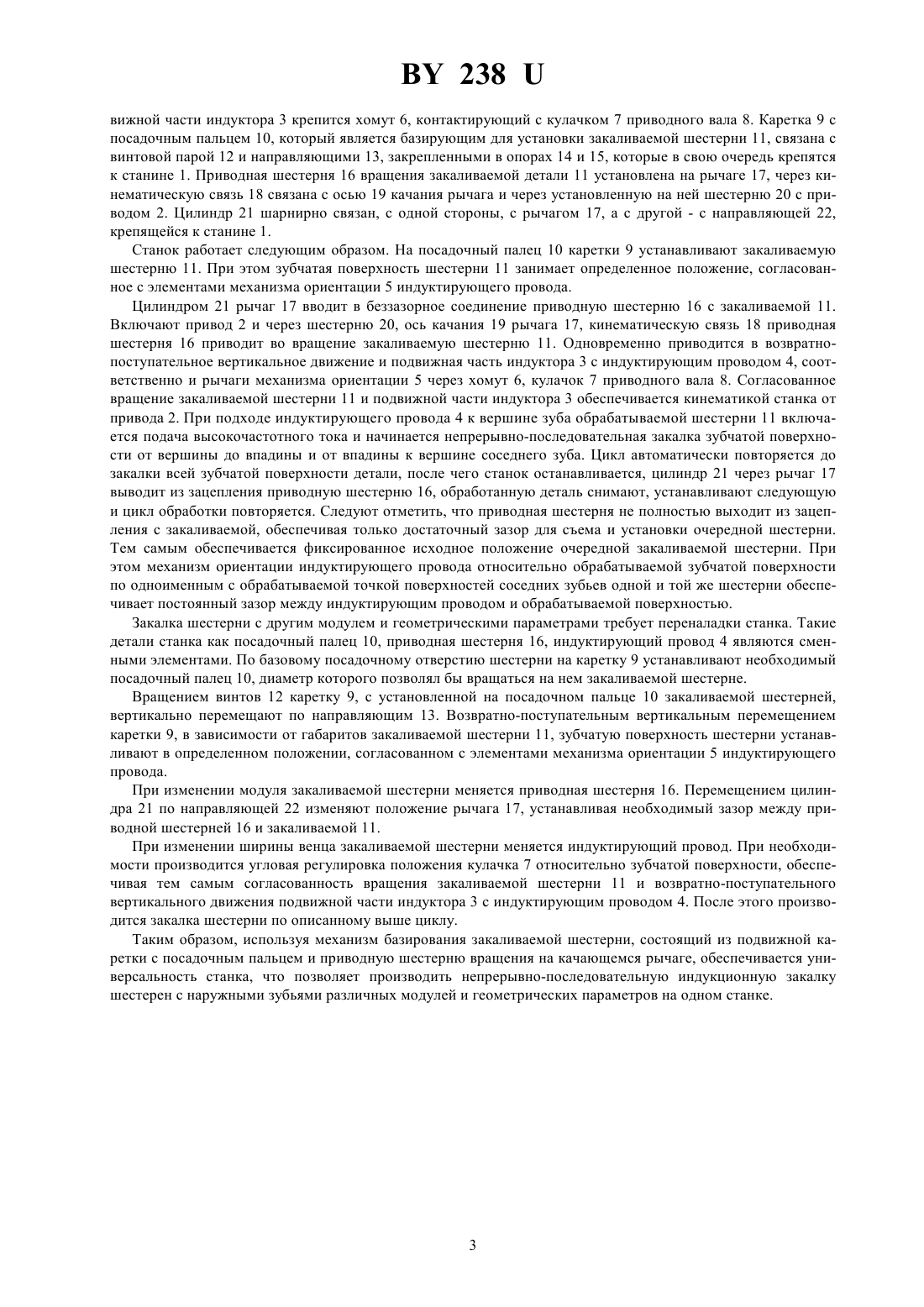
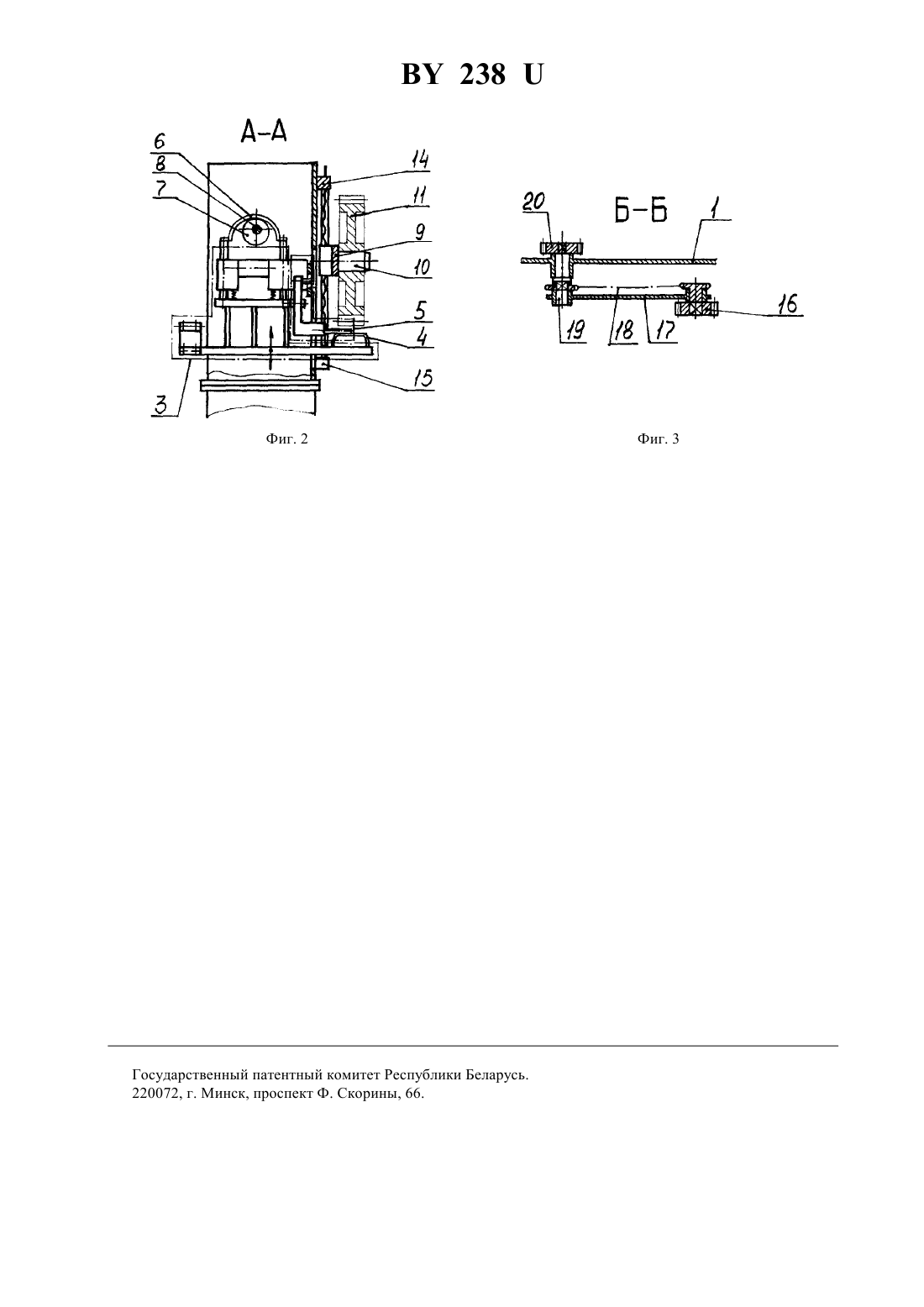
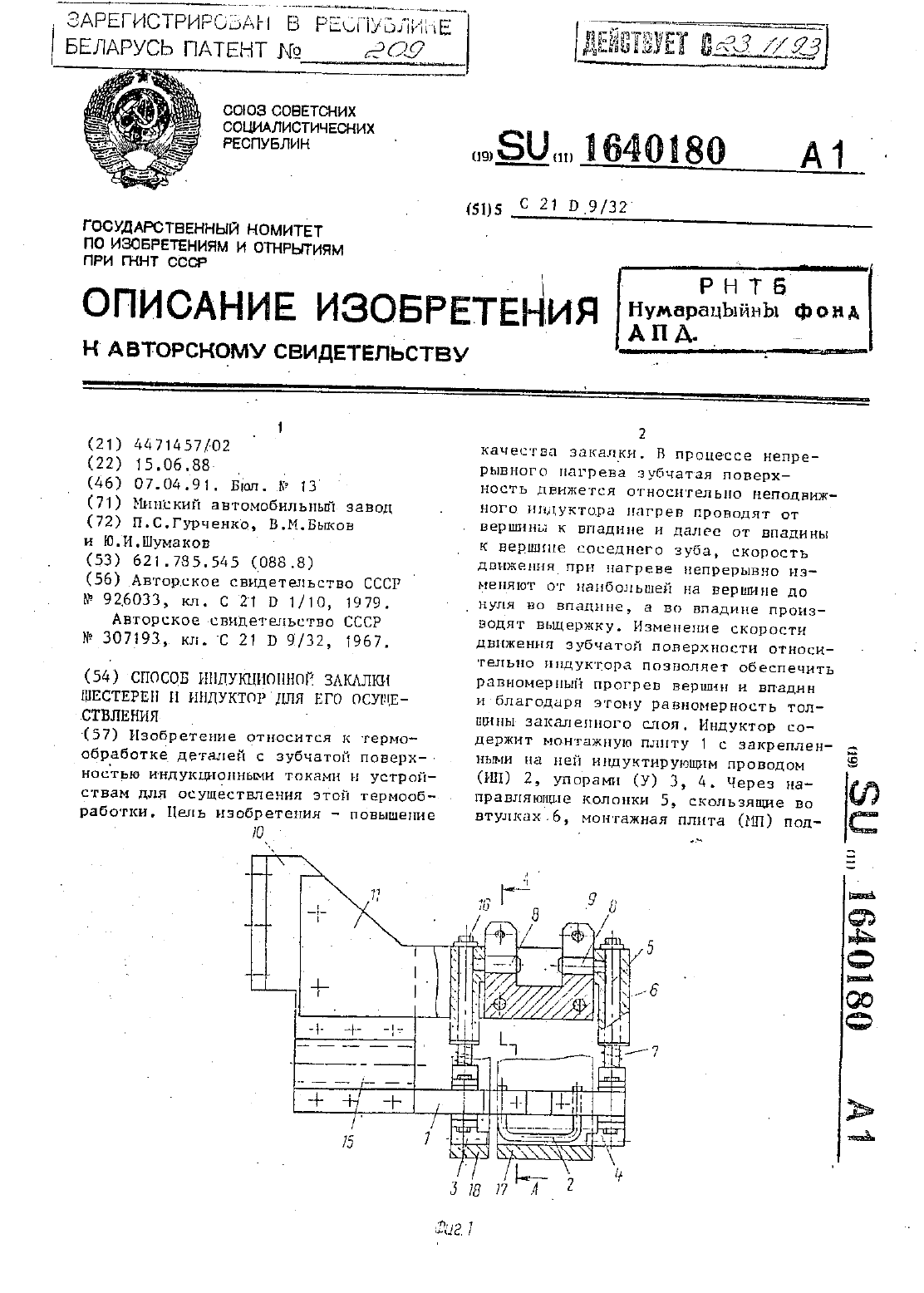
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СТАНОК ДЛЯ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ИНДУКЦИОННОЙ ЗАКАЛКИ ШЕСТЕРЕН С НАРУЖНЫМИ ЗУБЬЯМИ(73) Патентообладатель Гурченко Павел Семенович,Карпушкин Николай Сергеевич(57) Станок для непрерывно-последовательной индукционной закалки шестерен с наружной зубчатой поверхностью, содержащий станину, привод, индуктор, монтажная плита которого с токоподводящими шинами и индуктирующим проводом установлена с возможностью вертикального перемещения, приводной кулачок, с которым кинематически связана монтажная плита индуктора, механизм базирования и вращения закаливаемой детали, выполненный в виде шестерен, одна из которых приводная, а также механизм ориентации индуктирующего провода относительно закаливаемой поверхности, отличающийся тем, что механизм базирования состоит из каретки с посадочным пальцем, связанной с винтовой парой и направляющими и имеющей возможность вертикального перемещения, а приводная шестерня вращения закаливаемой детали установлена на рычаге и через ось качания последнего кинематически связана с приводом. Фиг. 1 Полезная модель относится к устройствам для термообработки деталей с использованием индукционного нагрева электрическим током высокой частоты и может быть использовано для поверхностного упрочнения наружных зубчатых поверхностей шестерен без ограничения модуля и различных геометрических параметров. Известен станок для индукционной закалки деталей с наружной зубчатой поверхностью, содержащий станину, каретку с индуктором, стол с приводом возвратно-поступательного перемещения, бабками для цен 238 трирования деталей, поворотно-делительным устройством, выполненным в виде кинематически связанных рычагов с ползунами и рабочими элементами для взаимодействия с зубчатой поверхностью закаливаемой детали 1. Недостатком данного станка является сложность поворотно-делительного устройства, необходимость повторения наладочных операций при закалке очередной впадины и очередной шестерни ввиду возвращения детали в исходное перед работой положение, невозможность непрерывно-последовательной закалки шестерен с посадочным отверстием. Известен станок для закалки зубчатых венцов, содержащий механизм шагового поворота и фиксации,выполненный в виде шестерен, закрепленных на основании по обеим сторонам от индуктора, одна из которых приводная, и подпружиненного фиксатора, имеющего возможность взаимодействия с одной из шестерен, опорных роликов, установленных на корпусе 2. Недостатком данного станка является неудовлетворительная точность взаимного расположения индуктора и закаливаемой поверхности ввиду наличия промежуточных элементов в механизме поворота и фиксации,при этом станок предназначен для термообработки шестерен только одного наименования последовательно шаговым способом по впадине. Наиболее близок к предлагаемой полезной модели станок для непрерывно-последовательной индукционной закалки шестерен, в части наружных зубчатых венцов, содержащий станину, индуктор, монтажная плита которого с закрепленным на ней индуктирующим проводом установлена на станине в направляющих с возможностью вертикального перемещения и подпружинена относительно нее, механизм ориентации индуктирующего провода относительно закаливаемой поверхности состоящий из копира с пазами, выполненными по обе стороны от индуктирующего провода под углом к его оси, кратным угловому шагу зубьев закаливаемой шестерни, и двух рычагов, оси качания которых установлены на монтажной плите симметрично индуктирующего провода, на концах одних из плеч которых смонтированы пальцы, размещенные в пазах копира, а на других - упоры, скользящие по профилю соседних с закаливаемым зубьев, механизм базирования и вращения закаливаемой шестерни 3. Недостатком последнего станка является отсутствие универсальности, выраженное в том, что механизм базирования и вращения наружного закаливаемого венца состоит из двух шестерен, оси которых жестко установлены на станине, одна из которых является приводной, что позволяет проводить термообработку шестерен только одного наименования. Технической задачей, которую решает данная полезная модель, является расширение технологических возможностей станка для непрерывно-последовательной индукционной закалки шестерен с наружной зубчатой поверхностью (далее - станка). Техническим результатом использования предлагаемой полезной модели является универсальность станка, что позволит закаливать шестерни различных модулей и геометрических параметров на одном станке. Поставленная задача при этом достигается совокупностью существенных признаков полезной модели как общих, так и отличительных от наиболее близкого аналога. К общим признакам относятся наличие индуктора, монтажная плита которого с закрепленными на ней токопроводящими шинами и индуктирующим проводом установлена на станке в направляющих с возможностью вертикального перемещения через кинематическую связь с приводным кулачком механизма ориентации индуктирующего провода относительно закаливаемой поверхности, состоящего из копира с пазами,выполненными по обе стороны оси индуктирующего провода под углом к его оси, кратным угловому шагу зубьев закаливаемой шестерни, и двух рычагов, оси качания которых установлены на монтажной плите индуктора симметрично относительно оси индуктирующего провода, на концах одних из плеч которых смонтированы пальцы, размещенные в пазах копира, а на других - упоры, соприкасающиеся с одноименными точками профиля соседних с закаливаемым зубьев (далее - механизм ориентации индуктирующего провода относительно закаливаемой поверхности). Отличительным существенным признаком полезной модели для решения поставленной задачи является применение механизма базирования и вращения закаливаемой детали, который обеспечивает разделение посадочной базы и приводной шестерни вращения закаливаемой детали для непрерывно-последовательной индукционной закалки венцов с наружной зубчатой поверхностью. Это достигается тем, что механизм базирования состоит из каретки с посадочным пальцем, связанной с винтовой парой и направляющими, и имеющей возможность вертикального перемещения, а приводная шестерня вращения закаливаемой детали установлена на рычаге и через ось качания последнего кинематически связана с приводом. На фиг. 1 изображен общий вид станка в исходном положении. На фиг. 2 - разрез А-А фиг. 1. На фигуре 3- сечение Б-Б фигуры 1. Станок для непрерывно-последовательной индукционной закалки шестерен с наружной зубчатой поверхностью состоит из следующих основных узлов станины 1, электромеханического привода 2, индуктора 3 с индуктирующим проводом 4, механизма ориентации 5 взаимного расположения индуктирующего провода и обрабатываемой поверхности, рычаги которого шарнирно связаны с подвижной частью индуктора 3. К под 2 238 вижной части индуктора 3 крепится хомут 6, контактирующий с кулачком 7 приводного вала 8. Каретка 9 с посадочным пальцем 10, который является базирующим для установки закаливаемой шестерни 11, связана с винтовой парой 12 и направляющими 13, закрепленными в опорах 14 и 15, которые в свою очередь крепятся к станине 1. Приводная шестерня 16 вращения закаливаемой детали 11 установлена на рычаге 17, через кинематическую связь 18 связана с осью 19 качания рычага и через установленную на ней шестерню 20 с приводом 2. Цилиндр 21 шарнирно связан, с одной стороны, с рычагом 17, а с другой - с направляющей 22,крепящейся к станине 1. Станок работает следующим образом. На посадочный палец 10 каретки 9 устанавливают закаливаемую шестерню 11. При этом зубчатая поверхность шестерни 11 занимает определенное положение, согласованное с элементами механизма ориентации 5 индуктирующего провода. Цилиндром 21 рычаг 17 вводит в беззазорное соединение приводную шестерню 16 с закаливаемой 11. Включают привод 2 и через шестерню 20, ось качания 19 рычага 17, кинематическую связь 18 приводная шестерня 16 приводит во вращение закаливаемую шестерню 11. Одновременно приводится в возвратнопоступательное вертикальное движение и подвижная часть индуктора 3 с индуктирующим проводом 4, соответственно и рычаги механизма ориентации 5 через хомут 6, кулачок 7 приводного вала 8. Согласованное вращение закаливаемой шестерни 11 и подвижной части индуктора 3 обеспечивается кинематикой станка от привода 2. При подходе индуктирующего провода 4 к вершине зуба обрабатываемой шестерни 11 включается подача высокочастотного тока и начинается непрерывно-последовательная закалка зубчатой поверхности от вершины до впадины и от впадины к вершине соседнего зуба. Цикл автоматически повторяется до закалки всей зубчатой поверхности детали, после чего станок останавливается, цилиндр 21 через рычаг 17 выводит из зацепления приводную шестерню 16, обработанную деталь снимают, устанавливают следующую и цикл обработки повторяется. Следуют отметить, что приводная шестерня не полностью выходит из зацепления с закаливаемой, обеспечивая только достаточный зазор для съема и установки очередной шестерни. Тем самым обеспечивается фиксированное исходное положение очередной закаливаемой шестерни. При этом механизм ориентации индуктирующего провода относительно обрабатываемой зубчатой поверхности по одноименным с обрабатываемой точкой поверхностей соседних зубьев одной и той же шестерни обеспечивает постоянный зазор между индуктирующим проводом и обрабатываемой поверхностью. Закалка шестерни с другим модулем и геометрическими параметрами требует переналадки станка. Такие детали станка как посадочный палец 10, приводная шестерня 16, индуктирующий провод 4 являются сменными элементами. По базовому посадочному отверстию шестерни на каретку 9 устанавливают необходимый посадочный палец 10, диаметр которого позволял бы вращаться на нем закаливаемой шестерне. Вращением винтов 12 каретку 9, с установленной на посадочном пальце 10 закаливаемой шестерней,вертикально перемещают по направляющим 13. Возвратно-поступательным вертикальным перемещением каретки 9, в зависимости от габаритов закаливаемой шестерни 11, зубчатую поверхность шестерни устанавливают в определенном положении, согласованном с элементами механизма ориентации 5 индуктирующего провода. При изменении модуля закаливаемой шестерни меняется приводная шестерня 16. Перемещением цилиндра 21 по направляющей 22 изменяют положение рычага 17, устанавливая необходимый зазор между приводной шестерней 16 и закаливаемой 11. При изменении ширины венца закаливаемой шестерни меняется индуктирующий провод. При необходимости производится угловая регулировка положения кулачка 7 относительно зубчатой поверхности, обеспечивая тем самым согласованность вращения закаливаемой шестерни 11 и возвратно-поступательного вертикального движения подвижной части индуктора 3 с индуктирующим проводом 4. После этого производится закалка шестерни по описанному выше циклу. Таким образом, используя механизм базирования закаливаемой шестерни, состоящий из подвижной каретки с посадочным пальцем и приводную шестерню вращения на качающемся рычаге, обеспечивается универсальность станка, что позволяет производить непрерывно-последовательную индукционную закалку шестерен с наружными зубьями различных модулей и геометрических параметров на одном станке. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: C21D 9/32
Метки: шестерен, непрерывно-последовательной, станок, индукционной, закалки, зубьями, наружными
Код ссылки
<a href="https://by.patents.su/4-u238-stanok-dlya-nepreryvno-posledovatelnojj-indukcionnojj-zakalki-shesteren-s-naruzhnymi-zubyami.html" rel="bookmark" title="База патентов Беларуси">Станок для непрерывно-последовательной индукционной закалки шестерен с наружными зубьями</a>
Станок для непрерывно-последовательной индукционной закалки шестерен
Номер патента: 1838
Опубликовано: 30.12.1997
Авторы: Гурченко Павел Семенович, Карпушкин Николай Сергеевич
Метки: непрерывно-последовательной, закалки, станок, индукционной, шестерен
Текст:
...связаны с индуктором 2, подпружиненным через пружины 12 относительно стоек 6, 7. На станине 1 расположены приводные сателлиты 13, на которые устанавливается обрабатываемая шестерня 14. Индуктор 2 состоит из монтажной плиты 15, к которой жестко крепятся токоподводящие шины 16, связанные с высокочастотным генератором через переходник 17 и гибкие шины 18. К шинам 16 жестко крепится индуктирующий провод 19. Механизм ориентации 3 выполнен в виде...
Способ индукционной закалки шестерен и индуктор для его осуществления
Номер патента: 209
Опубликовано: 30.12.1994
Авторы: Быков В. М., Гурченко П. С., Шумаков Ю. И.
МПК: C21D 9/32
Метки: осуществления, способ, индукционной, индуктор, закалки, шестерен
Текст:
...также неточностью самой обрабатываемой шстернн н ее установки. Разинца же в геометрии двухсоседнихзубь- р ев незначнтельнано-сравнению с радиЬусамиупоров, поэтому прохождение н упорами каждой предыдущей впадины в процессе закалки одновременно являетЫчхшшшшшшшмцшюжшшхШщшшщшю ПДПГ ЗЗКЕЛКИ последующей впадины.Выбор формы н размеров упоров пояснен на фиг. д и 5,Выполнение упоров в виде цилиндров радиусом К, равным сумме радиуса г...
Станок для обработки оптических поверхностей
Номер патента: 2068
Опубликовано: 30.03.1998
Авторы: Шамкалович Владимир Иванович, Реут Татьяна Аркадьевна, Козерук Альбин Степанович, Филонов Игорь Павлович, Альхимович Геннадий Петрович
МПК: B24B 13/04, B24B 13/00
Метки: станок, обработки, оптических, поверхностей
Текст:
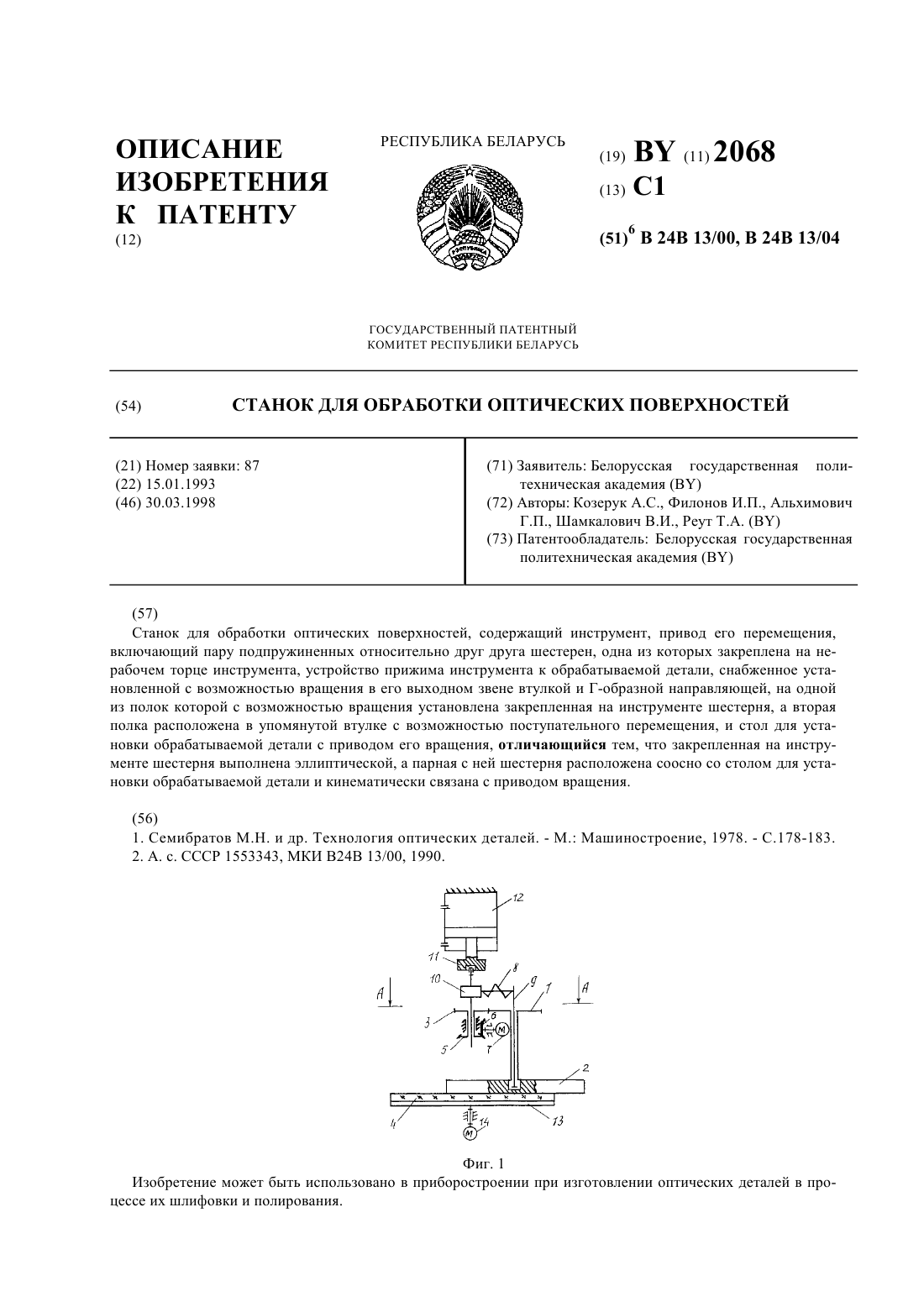
...с возможностью вращения установлена закрепленная на инструменте шестерня, а вторая полка расположена в упомянутой втулке с возможностью поступательного перемещения, и стол для установки обрабатываемой детали с приводом его вращения, при этом закрепленная на инструменте шестерня выполнена эллиптической, а парная с ней шестерня расположена сн со столом для установки обрабатываемой детали и кинематически связана с приводом вращения....
Станок для двусторонней обработки плоских поверхностей
Номер патента: 3523
Опубликовано: 30.09.2000
Авторы: Козерук Альбин Степанович, Кашко Николай Валерьянович, Крысин Олег Григорьевич, Филонов Игорь Павлович, Харкевич Владимир Иванович, Губаревич Виктор Юрьевич
МПК: B24B 7/17, B24B 37/04
Метки: станок, поверхностей, обработки, двусторонней, плоских
Текст:
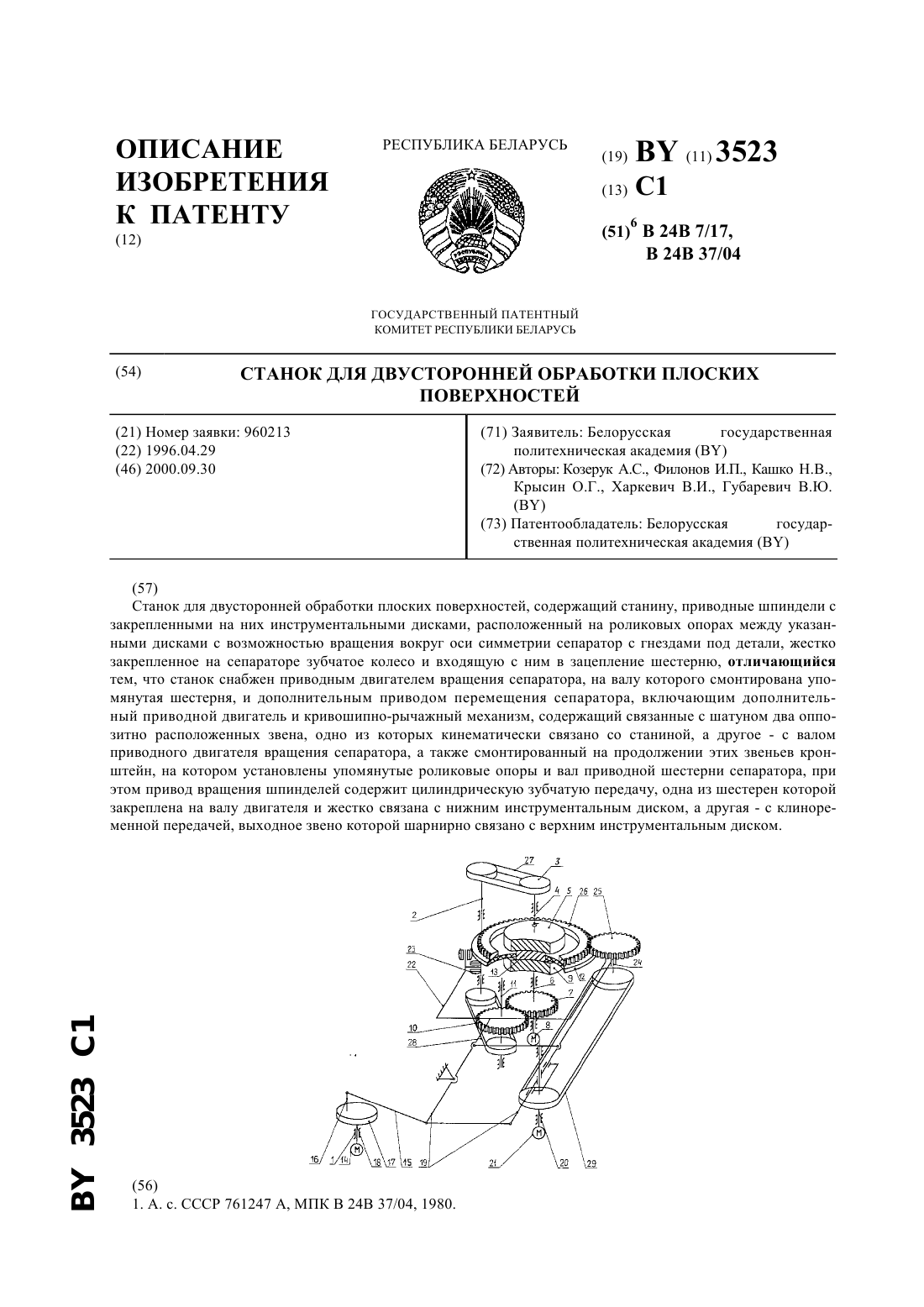
...двигатель и кривошипно-рычажный механизм, содержащий связанные с шатуном два оппозитно расположенных звена, одно из которых кинематически связано со станиной, а другое - с валом приводного двигателя вращения сепаратора, а также смонтированный на продолжении этих звеньев кронштейн, на котором установлены упомянутые роликовые опоры и вал приводной шестерни сепаратора, при этом привод вращения шпинделей содержит цилиндрическую зубчатую...
Индуктор для кухонной индукционной электроплиты
Номер патента: 2641
Опубликовано: 30.03.1999
Авторы: Занько Александр Фомич, Шумило Виктор Степанович, Макрицкий Юрий Витольдович
Метки: кухонной, электроплиты, индуктор, индукционной
Текст:
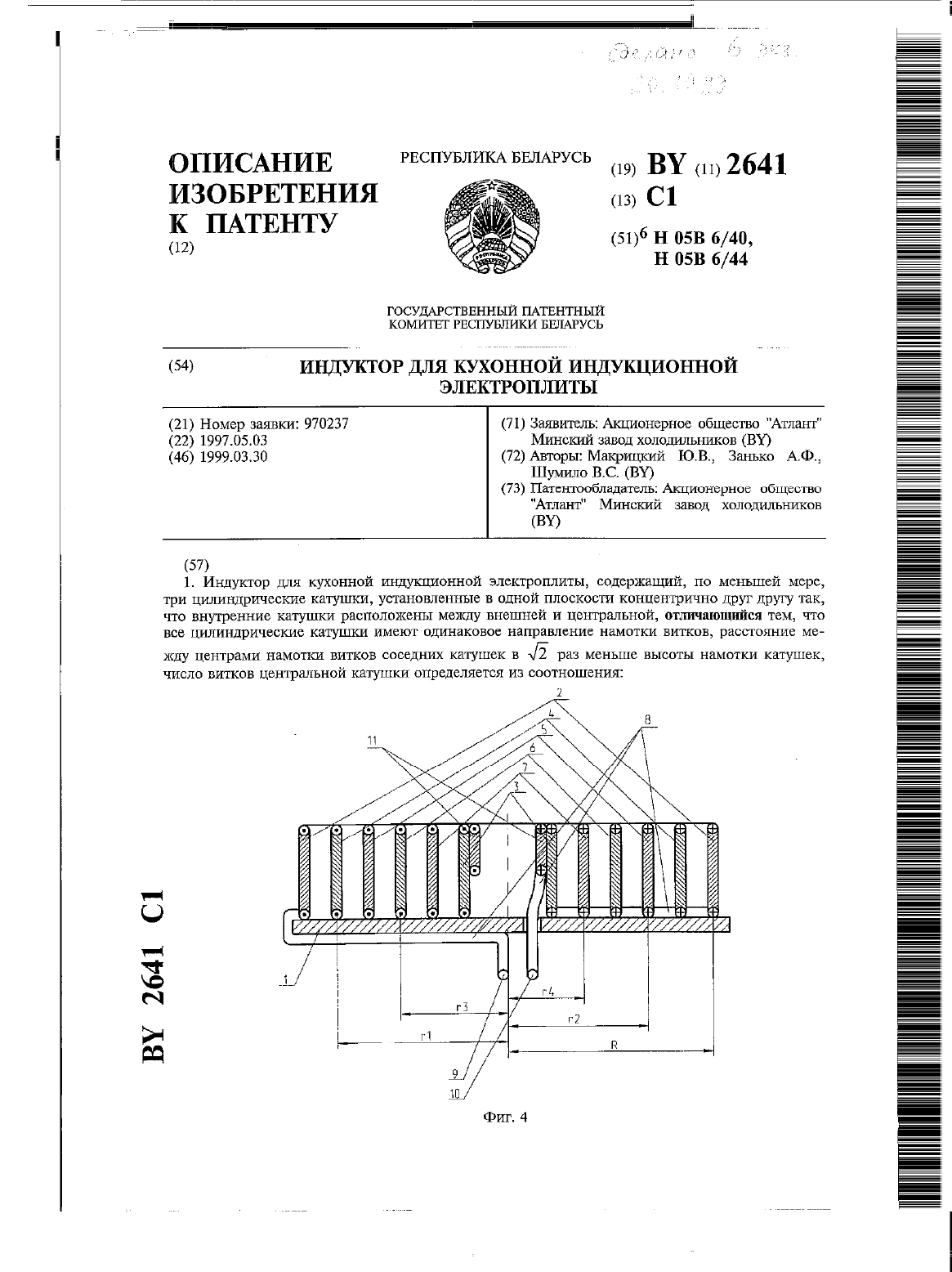
...3 см плотность тепловой энергии примерно равна 0,63 от максимума.Известна индукционная нагревательная катушка, содержащая спираль из многожильного провода, выполненная в виде, по меньшей мере, трех секций концентрически расположенных одна в другой, причем все секции намотаны в одну сторону, соединены последовательно и имеют шаг намотки внутренних секций, расположенных между крайними внешней и центральной, превышающий шаг намотка/т крайних...
Предыдущий патент: Высевающий аппарат
Следующий патент: Карданный вал наземных транспортных средств
Случайный патент: Способ электронейромиографической диагностики патологии лучевого нерва на уровне плеча