Способ индукционной закалки шестерен и индуктор для его осуществления
Текст
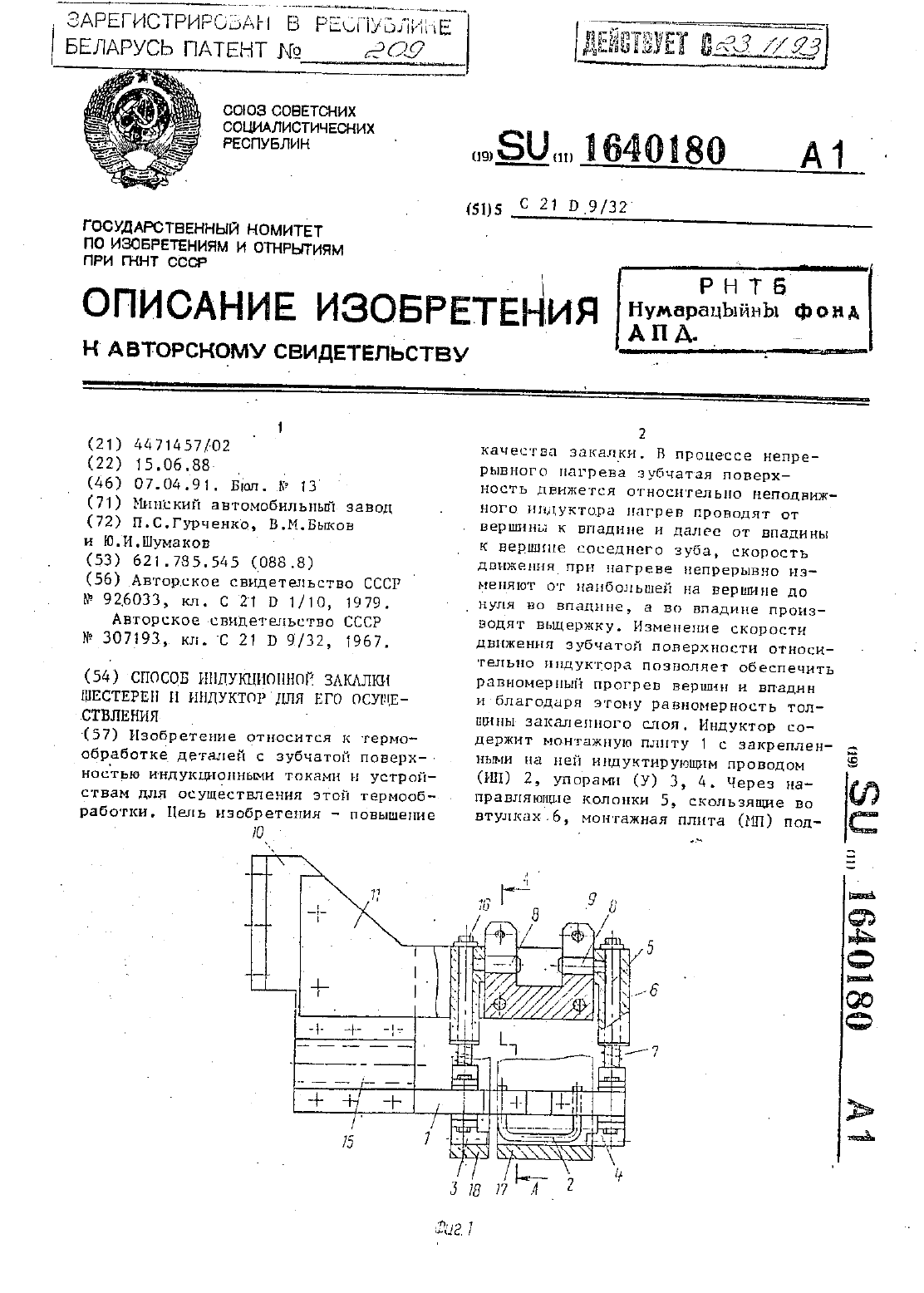
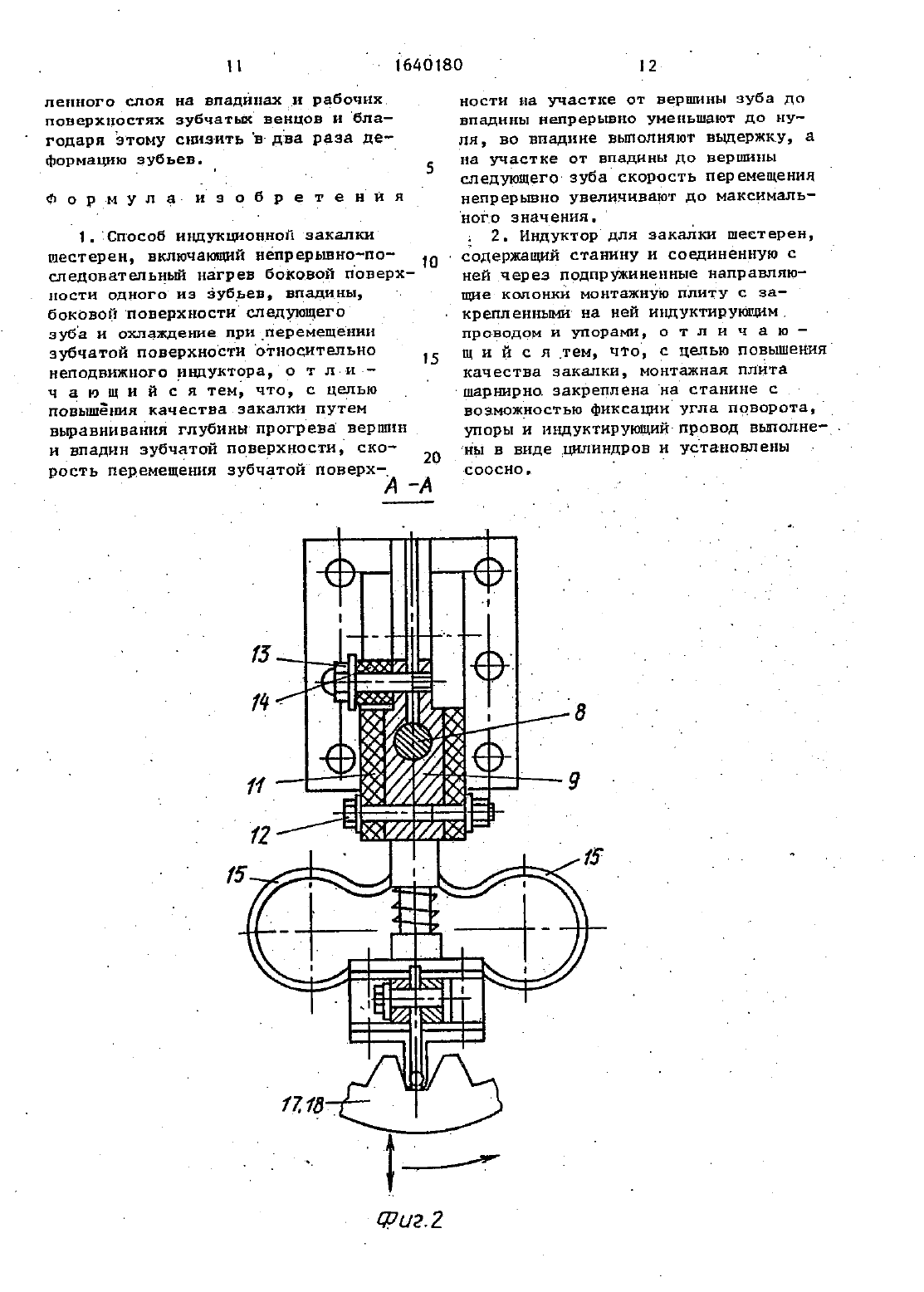
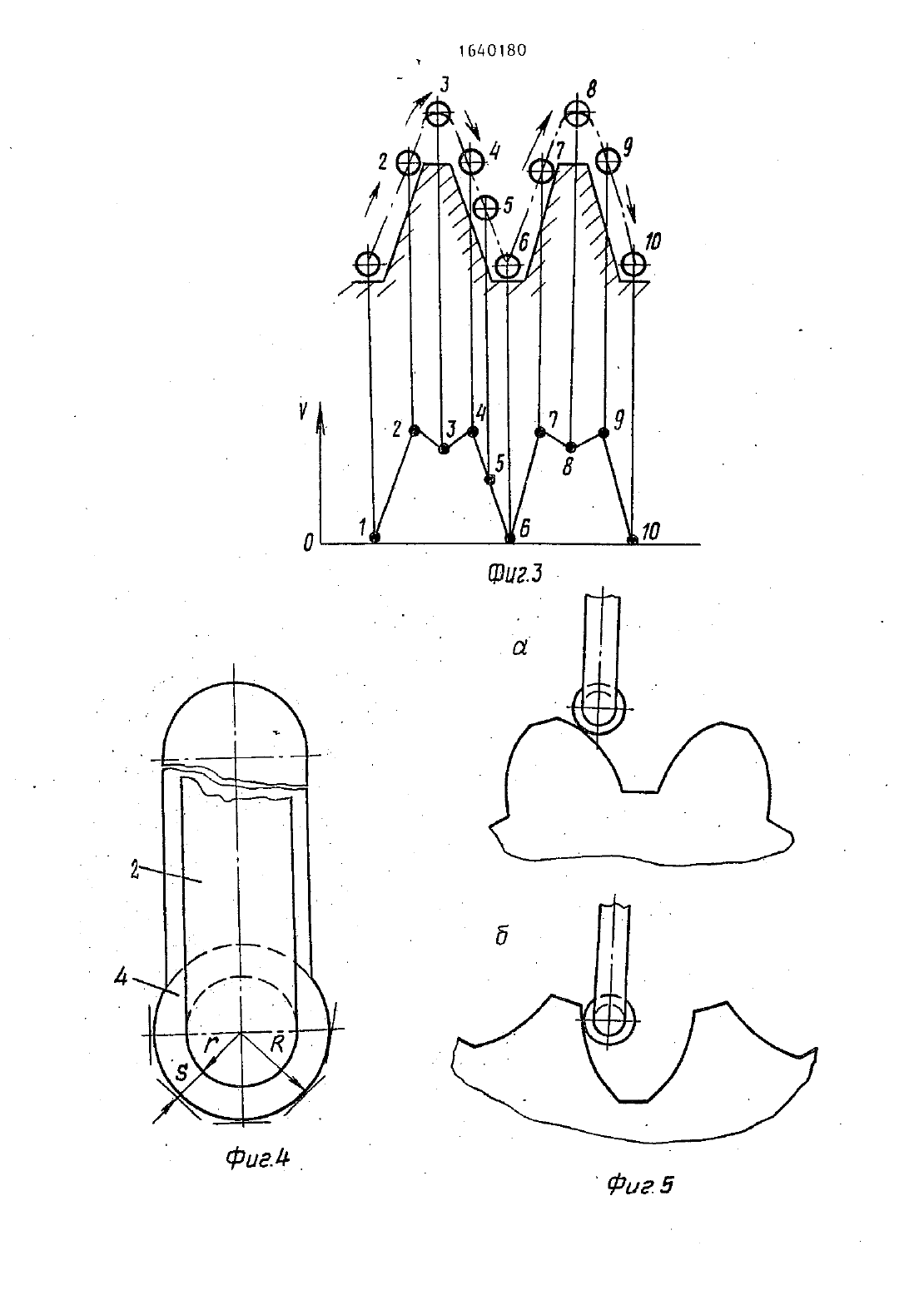
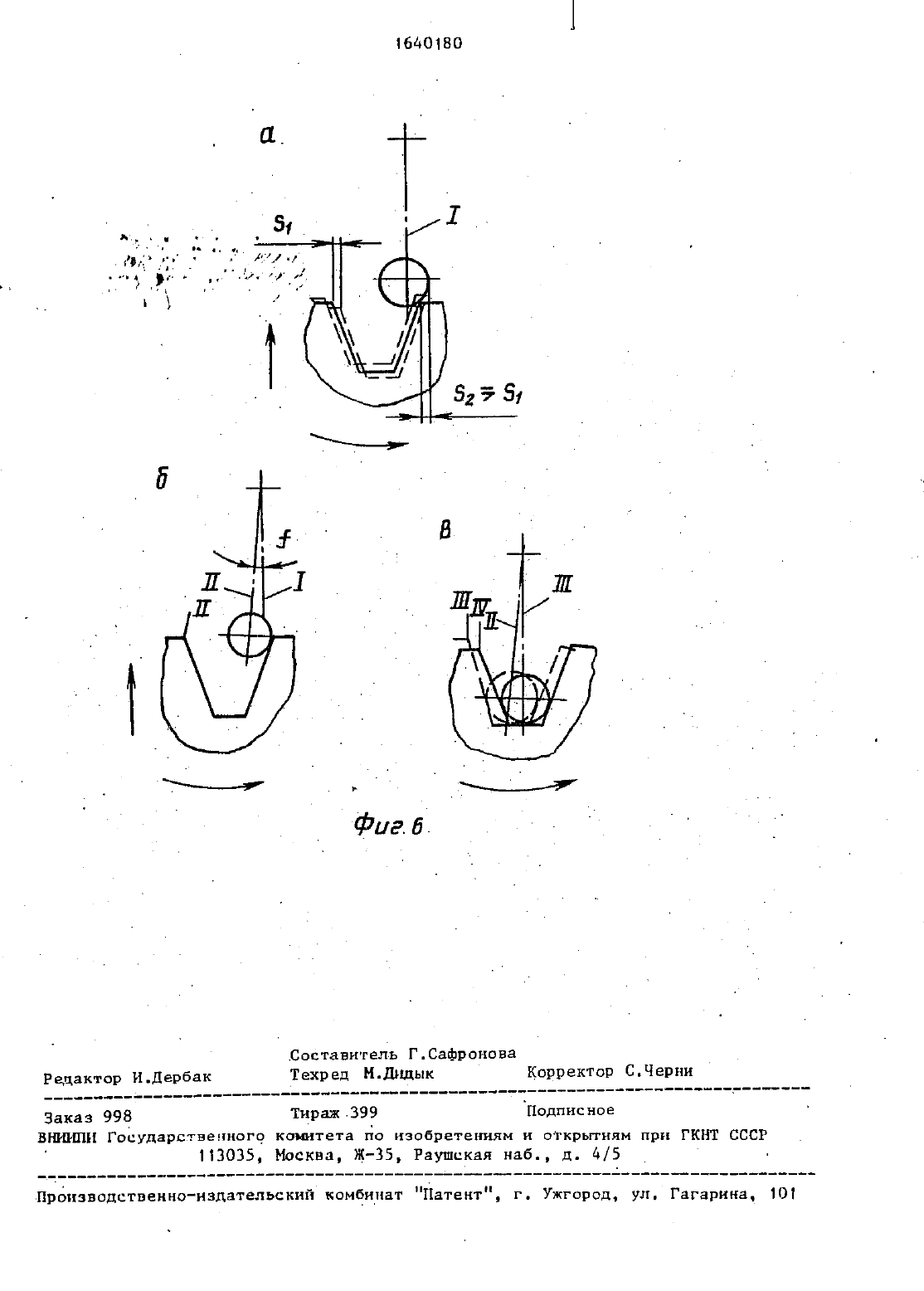
При этом МП шаринрно закреплена иа осях 8 к кронштейну 9 станины, которьт жестко закреплен к токоподводя ацим шинам 10 при помощи нзоляцнопнъш пластин 11 н болтов. Усилие, прелат,ствующее вращению осей 8, можно регулировать при помощи винтов. ИЛ 2 соеж5 ограниненоъу Т 6 дИ 2 размещен относительно обрабатываемой детали17 с зазором при этом У 4 входитНзобретенИе относится к ИНДУКЦИОНиому нагреву, в частности к способам н устройствам для термообработки дед талей с использованием индукционного нагрева электрическим током, и может 25бЫТЬ НСПОЛЬЗОВЗНО ДЛЯ ПОВЕРХНОСТНОГОупрочнения зубчатым венцов шестерен.Целью изобретения является повышеч пне качества закалки. . На фиг. 1 изображен индуктор,общий вид на фнг.2 разрез АА на фиг. 1 на фиг. 3 - траектория движет ния иидуктирующего провода относит телъно зубчатой поверхности изавит симость скорости этого движения от взаимного положения индуктирующего провода и закалнваемой поверхности на фиг. 4 расположение индуктирую щего.провода и упоров на фиг. 5 г и.6 положение индуктирующего ЦРОВО да и упоров относительно зубчатой поверхности. 1Способ индукционной закалки шес ЗОт Обрабатываемую шестерню устанавли 45 вают в закалочное устройство с погру жениемзакаливаемой поверхности и индуктирующего провода В ПРОТОЧНУЮ воду и включают механизм перемещения обрабатываемой шестерни относительносе индукционного нагревапронзводят перемещение обрабатываемой зубчатой поверхности относительно индуктирую 55к впадине и далее к вершине соседнего зуба. При этом перемещение производят с переменной скоростью, начнтНОСТЬЮ Т 3- Благодаря возможности поворотаИП 2 вместе с У компенсируетси погрешность, вызванная неточноетью обрабатываемой поверхности и закалочного приспособления, а вьшолне НИЗ У В Биде Цилиндров и соосноеих расположение обеспечивает постоянное соблкщсние зазора между ип н обрабатываемой поверхностью. Изобретение позволяет повысить равномерность закаленного слоя на впадинах и рабочих.поверхностях зубчатьш венцов И СНЗИТЬ В два раза деформацию зубьев. 2 с.п. флы 6 ил.иая от наибольшей при нагреве вершины зуба. На участке от вершины зубаДО БПЗДННЫ СКОРОСТЬ ЛЛЭВНО УМЕНЬЩЗЮТ.Во время нагрева самой впадины движение шестерни относительно индуктирующего провода останавливают и производят выдержку. После прогрева впадины движение возобновляют с наи.гменьшей скоростью и по мере приближе ния вершмны соседнего зуба плавно увеличивают до наибольшей на вершине зуба.При этом по мере продвижения зака-ливаемой поверхности н зоне индукци онного нагрева автоматически поддерживается постояниъй зазормежду закалнваемой поверхностъю н индуктирую щим проводом. Таким образом производят закалку одной впадины зубчатой поверхности. После этого закалениую впадину зубчатой поверхности выводят из зацепления с упорами индуктируюЩего провода, перемещают к индуктирую щему проводу следующей впадиной и цикл закалки повторяют до обработки всей закаливаемой площади зубчатойм поверхности. По окончании обработки движение шестерни и нагрев отключают и обработанную шестерню из устройства извлекают. Изменение скорости движения шестерни относительно инДУКТОРН ПОЗВОЛЯЕТ ОЙЭСПЗЧНТЬ РЗВНОмерный прогрев вершин и впадин зубча той поверхности и, благодаря этому,равномерную толишну закаленного слоя и снижение закалочньш деформаций.Предлагаемый способ осуществляют при помопш индуктора (фиг. 1 Н 2).На монтажной плите 1 закреплены индуктируюий провод 2, упоры 3 И 4 и направляющие колонки 5, скользящие в направлнющнх втулках 6. Пружины 7 на колонках 5 поджимают монтажную плиту относительно станины. Направь ляшщне втулки 6 через жестко закрепленные на ник оси 8 шарнирно крепятся к-кронштейну 9 станины, жестко закрепленному к неподвижным токопод водящм шинам-10 при помощи изоляцноннык пластин 11 н болтов 12. Уснпне, препятствующее вращению осей 8 в кронштейне 9, можно регулнровать сжатием разрезньш проушнн кронштейна при помош винтов 13 с промежуточной.упругой прокладкой 14. Индуктнрую, щий провод 2 соединен с неподвижными токоподводящнми пщнами 10 гибкими шинам 15, вьшолненнын из медной фольгиднтокоподводящнмн элементами монтажной плиты-1. Нижнее положение колонок 5 относительно направлякшшх втулок 6 ограничено упорами 16, зат крепленнъмн на-колонках. оТаким образоминдуктИРУющий продвод 2 имеет возможностьупруго скользить в вертикальном направлении вместе с колонками 5.вдоль направляю щих втулок 6 н смещаться в горнзоне тельном направлении, поворачивансь вместе с этими втулкамн.вокруг осей 8. При этом пружины-7 при снятой пед груекестремятсявернуть индуктирующй провод с колонками в исходное ншююепшюжшше,а шшшюсжашш проушины кронштейна 9 при снятой нагрузке фиксируют угол поворота колонок относительно осей 8. Для нзме нения этого угланеобходимо приложить определенную нагрузку, превьшающую тормозящее усилие проушин. 7 . Индуктнруюшй провод 2 размещается относнтельно обрабатываемой шестерни 17 с зазором 5, при-этом упорИндуктор работает следующим образомы .гзакаливаемая шестерня 17 вместе с зталонньм зубчатьм венцом 18 В проА цессе индукционного нагрева вьшолня ет вращательное движение с постоянной скоростью вокруг своей оси и колебательное Движение в вертикальном направлении так, что за время одного 11341013 колебания ШЕСТЕРНЛ совершает поворот на один зуб. При постояннойСКОРОСТИ вращения шестерни кинемати ческой схемой привода колебания предусмотрено изменение скорости колебательного движения. В средней части траектории, соответствующей положению актнвного провода у вершины зуба, скорость движения наибольшая,при подходе к крайним верхнему и нижнему положениям она плавно снижа етсн, а затем снова растет. Траектоерия движения нндуктирующего провода относительно зубчатой поверхности иэавнснмость скорости двнженяот ПОЛ ОЖЕПИН- ИЦЦУКТДР УЮЩЕГ О ПРООДЕ пояснены.на фиг. 3. При движении шестерни вверх опа входит своей нерабочей зоной в зацепление с упором 4 (фиг. 1 н 2). Эталонньй зубчатьш венец 18 при этом входит в зацепление с упором 3. При зтом автоматически-поддерживается постоянны зазор между индуктнрующим проводом 2 н за каливаемой поверхностью шестерни 17.Зазор равен разности радиусов упоровИ индуктнрующего провода. При подходек впадине зубчатой поверхности упоры 3 и д вместе с монтажной пли той Т, индуктнрующнм проводом 2 и колонками 5, увлекаемые шестерней,смещаются вверх сжимая пружины 7.-Благодаря этому движение шестерни от НОСНТЕЛЬПО ЭКТНВНОГО ПР-ОВОДЭ ИНДУКТОРЕЪ ДНЗТЗПЭЕЛХЛБЭЕТСН Н ПРОИЗВОДИТСЯдндо своего крайнего верхнего полое.ження начинает движение вниз нЧЕРЕЗ. НЕКОТОРОЕ БРЕМЯ ОСВОбОЖДНЕТ сжатьле ПРУЭКИНЫ, ДВИЖЕНИЕ ЕЕ ОТНОСИ тельно нндуктнрующего провода возобНОЕПЯЕТСЯ И ПРОИСХОДИТ С ВОЗРЗСТЗЮ щей скоростью до вьшода упоров из зацепления с-зубчатой поверхностью. ПОСПЕ ТОГО НЕГРЕВ ОТКЛЮЧЗЕТСЯ, ШЕСтерня перемещается до входа упоровв зацепление с боковой поверхностью зуба следующей впадины (участкиВ точках 4 н 9 включается нагрев н цикл закалки повторяется для очередной впадиныБлагодаря возможности поворота индуктнрующего провода вместе с упораМИ, КОЛОНКЗМИ Н НЗПРЗЕПЯЮПДП-Ъпд ВТУЛКЭ. ми .под воздействием упоров с фикса УГЛЗ ПОВОРОТЗ непрерывно ОТ ЗУба К ЗУбУ КОМПЕНСИПУЮТСП ПОГрЕШНОСТИв ориентации нндуктнрующего провода относительно зубчатой поверхности,вызванные неточностью изготовлениян нзносом аакалочного приспособления,а также неточностью самой обрабатываемой шстернн н ее установки. Разинца же в геометрии двухсоседнихзубь- р ев незначнтельнано-сравнению с радиЬусамиупоров, поэтому прохождение н упорами каждой предыдущей впадины в процессе закалки одновременно являетЫчхшшшшшшшмцшюжшшхШщшшщшю ПДПГ ЗЗКЕЛКИ последующей впадины.Выбор формы н размеров упоров пояснен на фиг. д и 5,Выполнение упоров в виде цилиндров радиусом К, равным сумме радиуса г нндуктнрующего провода 2 и необходимого зазора 5, (фиг. 4, 5).обеспе чивает постоянство этого зазора при любом наклоне.вертикальной части нндуитирующего провода относительно 20 нагреваемой зубчатой поверкности т.е. зазор-между индуктирующнм прово дом н нагреваемой поверхностью остается постоянным для случаев соприкосновения цилиндрического упора с закапиваемыи поверхностями, представленными в виде касатепьны. Угол наклона нндуктирующего провода к обрабатываемой ПОВЕРХНОСТИ непрерывно изменяется В ПРОЦЕССЕ закалки ОДНОЙ шестерни, а его пределы зависят от формы Н размеров профиля зубьеву Таким образом вьшолнение упоров,в виде соосньшс индуктируюим нрово-35 дом цилиндров радиусом, равным сумме радиуса нндуктирующего провода и завора, позволяет соблюдать одинаковый зазор между индуктирующим проводом и обрабатываемой поверхностью при условии непрерывного в течение всего цикла эакалкиконтакта между упорами и обрабатываемой поверхностью. Постоянство зазора способствует равномерности толщины закаленного слоя и этим самым улучшению качества шестерен. . 7 1 Опытным путем определяют наибольшее значение суммарной погрешности изготовления аакапиваемой шестерни н движущхся частей закалочпого устройства, например этапогрешность соответствует величине 54 (фиг 1 Ба). Перед началом закалки шарнирно закрепленные на оси 8 (фиг. 1, 2 и б) упоры 3-и А вместес соосно закрепленным к ним индуктирующим проводом 2 устанавливают так, что упоры смещены в сторону тела зуба на величину52, равную. ИЛИ НЕСКОЛЬКО превышаю- 1 щую значение величины 5 дфиг. 6). Приконтакте упора с верхней кромкой закалнваемой поверхности упор нместе с иэдуктнрующнм проводом под воздействиемэакалнваемойповерхностиповорачивается вокруг оси (ось 8 наС ННДУКТИРУЮЩНЫ проводом фнксиРУется упруго сжатым кронштейном 9(фиг. 1 гт 2). При таком положении упора и нндуктирующего провода производится непрерывная закалка правой боковой поверхности впадины зубчатой поверхности При этом зубчатая по нзерхность ДВИЖЕТСЯ СНПЗУ ВВЕРХ ОТНОсительно неподвижног о индук тирующего провода н упора с одновременным вращением шестерни вокруг своей оси. Шестерня из положения 11 относительно индуктора смещается В положение 111. При достижении нидуктирующего провода с упором впадиной зубчатой поверхности (фиг. бв) вертикальное движение шестерни относительно индуктирующего провода прекращается принепрерывно продолжающемсявраще НИИ шестерни. При этом упор своей нижней частью цилиндрической поверхности гарантнрует постоянство зазораМЕЖДУ РПДУКТТРУЮЩЬ ПРОВОДОМ Н ДНОМвпадины. На этой стадии взаимного движения осуществляется прогрев впадины. Одновременно зубчатая поверхность, вращаясь, смещается относительно индуктора из положения 111в положение 1 Ч, увлекая за собой упор н смещая его из положения 11 в положение 111, которое фиксируется описанным способом. После этогоотносительно нндуктирующего провода в вертикальном направлении (движение шестерни сверху вниз) и производится непрерывная закалка левой боковой поверхности впадины.одной впадины упор с закрепленным Кнему иицуктнрующшм проводом выходит.нз зацепления с зубчатой поверхностью н остается в зафиксированном положении 111 до подхода к нему вершины зуба следующей впадины. Положение 111 упора относительно новой впадины зубчатой поверхности автематически оказывается близким к первоначальному псшожению 1. То об 9 р 16140180 . постоятельство что разница погрешности изготовления двух соседних зубьев значительно меньше наибольшей суммарной погрешности, гарантирует достаточно точное сцепление упора с зуб 5 чатой поверхностью новой впадины и надежное обеспечение зазора между индуктирующим проводом и обрабатывае мой поверхностью. Фиксироване упора в положение 111 на стадии движения при котором отсутствует зацепление упора с зуб чатой поверхностью, имеет решающее значение в точности зацепления с новой впадиной. Независимое фиксирование этого положения при закалке каждого зуба позволяет устранить накапливание погрешности в фиксировании от зуба к зубу,способное привести к наскакиванию упора на верши ну зуба И к поломке нндуитора или к отходу упора от закаливаемой поверхности, что-влечет за собой резкое снснижение КПД нагрева.и ухудшение ка 25 чества обработки из-за неравномерности толщины закаленного слоя или отч сутствин слоя на отдельных участках. Опнсанньй цикл закалки одной впадины автоматически повторяется до закалки всей зубчатой поверхлости шестерни. После этого обработанную шестерню из устройства извлекают и не ее место устанавливают новую. При этом, учитывая, что шестерпяба зируется в индукторе по зубчатой поверхности, при подходе н индуктич рующему проводу первого же зуба величина смещения упора относительно поверхности зуба не выиодит за предеТ лы наибольшей суммарной погрешности 3 что позволяет воспроизводить Щ/КЛ закалки ПОСЛЭДУЮЩИХ шестерен без дополнительной наладки закаленного устройства. . у По предлагаемому способу закалке подвергают шестерни из сталей 40,4 ОХ ЗОХГСА. Для осуществления споооба на предприятии разработаны и,изготовлены экспериментальное при способление и индуктор. Предлагаемое приспособление от используемого в известном способе отличается тем, что механизм перемещения обрабатываемой шестернн автомаТНЧЭСКН О 5 ЕСПЕЧИВНЕТ ПЛЗВНОЕ ИЗМЕНЕ иие скорости перемещения зубчатой поверхности относительно индуктиРующего провода от наибольшей (1020 мм/с) при движении в зонедействия индуктнрУюЩего проводавершины зубчатой поверхности до наименьшей (25 м/с) по мере приближения впадины.По предлагаемому способу, как и по известному, обрабатываемую шесе терню Устанавливают в закалочноеприспособление с погружением обраба.тываемой поверхности и индуктируюЩе го провода в проточную оду. При этом аубчатую поверхность ориентируют ОТНОСИТЕЛЬНО индуктора так,что гаранитруется попадание упоров индуктора в первую обрабатываемую впадину. После установки обрабатываемой шестерн в закалочное приспособление внлючают механизм перемещения обрабатываемой детали относителъноиндуктора. При приближении обрабатываемой поверхности к индук тирующему проводу зубчатая поверх ность входит в зацепление с упорами иидуктора. При этом происходит автоматическое и непрерывное регулирование в процессе закалки зазора между индунтирующим проводом и обрабатывае мон поверхностью, что обеспечиваетсяВ момент контакта зубчатой поч верхпости с упорами индуктора включают нагрев. Как и в известном спосот бе, нагрев вели от преобразователяЛЗ 107 В при мощности 70 КВА Переме щение В процессе закалки обрабатываемой поверхности относительно индуктирующего провода производят с переменной скоростью, начиная с наибольшей (20 мм/с) при нагреве вернны зуба. По мере удалении из зонывершины зуба и-приближения в эту зону впадины скорость плавно уменьшают до 2 ч 5 мм/с. Во время нагрева самой впадины движение шестерни относительно Индуктнрующего провода останавливают и производят вьщержну О,З 10 с. После этого движение возобновляют со скоростью 2-5 мм/си по мереприблнжепия вершины соседнего зуба плавно увеличивают до наибольшей 20 м/с. Закалка всей зубчатой поверхности от первой до последней впадины осуществляется бв автоматическом режиме. По окончании закалки движене шестерни и нагрев отключают и обработанную шестерню извлекают из закалочиого устройства.Предлагаемый способ позволяет по
МПК / Метки
МПК: C21D 9/32
Метки: осуществления, закалки, индуктор, шестерен, способ, индукционной
Код ссылки
<a href="https://by.patents.su/8-209-sposob-indukcionnojj-zakalki-shesteren-i-induktor-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ индукционной закалки шестерен и индуктор для его осуществления</a>
Способ Хибника измельчения овощей и фруктов и устройство для его осуществления
Номер патента: 24
Опубликовано: 30.05.1994
Автор: Хибник Иосиф Наумович
МПК: A23N 1/02, A23N 15/00
Метки: устройство, способ, измельчения, хибника, осуществления, фруктов, овощей
Текст:
...шкивы 28. 26 и ремень 27 получает вращение эксцентрик 25, который через тягу 24 сообщает качательное движение валу 22. Полумуфты 23. поочередно вцепляясь с полумуфтами 21. ПОБОВЗЧИВЭЮТ на ОППЗДЕЛЕННЫЙ УГОЛ КОНИ ческое зубчатое колесо 19. сообщая загрузочному бункеру 2 с лопастями дополнительное вращение с частотой л 2. Таким образом. получается. что частота вращения барабана 3 с режущими элементами 4 и перфорированной обечайки 5 равна п 1. а...
Способ компенсации перекрестных и/или эхосигналов и устройство для его осуществления
Номер патента: 130
Опубликовано: 30.09.1994
Автор: Хайнрих Шенк
МПК: H04B 3/20
Метки: компенсации, перекрестных, способ, осуществления, эхосигналов, устройство
Текст:
...компенсатора 9обеспечивает освобождение компенсирод ванного принимаемого сигнала от создаю-щнЯхж помехи дополнительных колебаний. Перед адаптивной компенсацией искажений сначала может происходить упомянутая промежуточная коррекция компенсированного принимаемого сигнала.для чегойв цепь. идУЩУЮ от компенсирующего блока 4 к адаптивному компенсатору 9.компенсатор 11 искажений и дополнительный адаптивный компенсатор 19 (фиг. 3)....
Способ получения металлов и сплавов и устройство для его осуществления
Номер патента: 151
Опубликовано: 30.09.1994
Авторы: Вернер Леопольд Кепплингер, Эрих Оттеншлегер
МПК: C22C 33/00, C22B 5/10
Метки: сплавов, способ, устройство, получения, металлов, осуществления
Текст:
...разрушения зерен проверя ЭТСЯ ТЕМ, ЧТО ФРЭКЦИН ИЗ ЧЭСТИЦ ОТ72 дМ 3. После охлаждения путем промывки холодным инертным газом опредеЛЯЕТСЯ РЭСПРЭДВЛЭНИЭ КУСКОВ (ПО ФРЭК циям).Начертеже представлена схема реактора для взаимодействия газов с расплавом металла с присоединнемыми к нему дополнительными устройствами.Устройство содержит реактор 1 шахтного типа, снабженный огнеупорной футеровкой 2. Зона, близкая к днищу реактора, служит для приема...
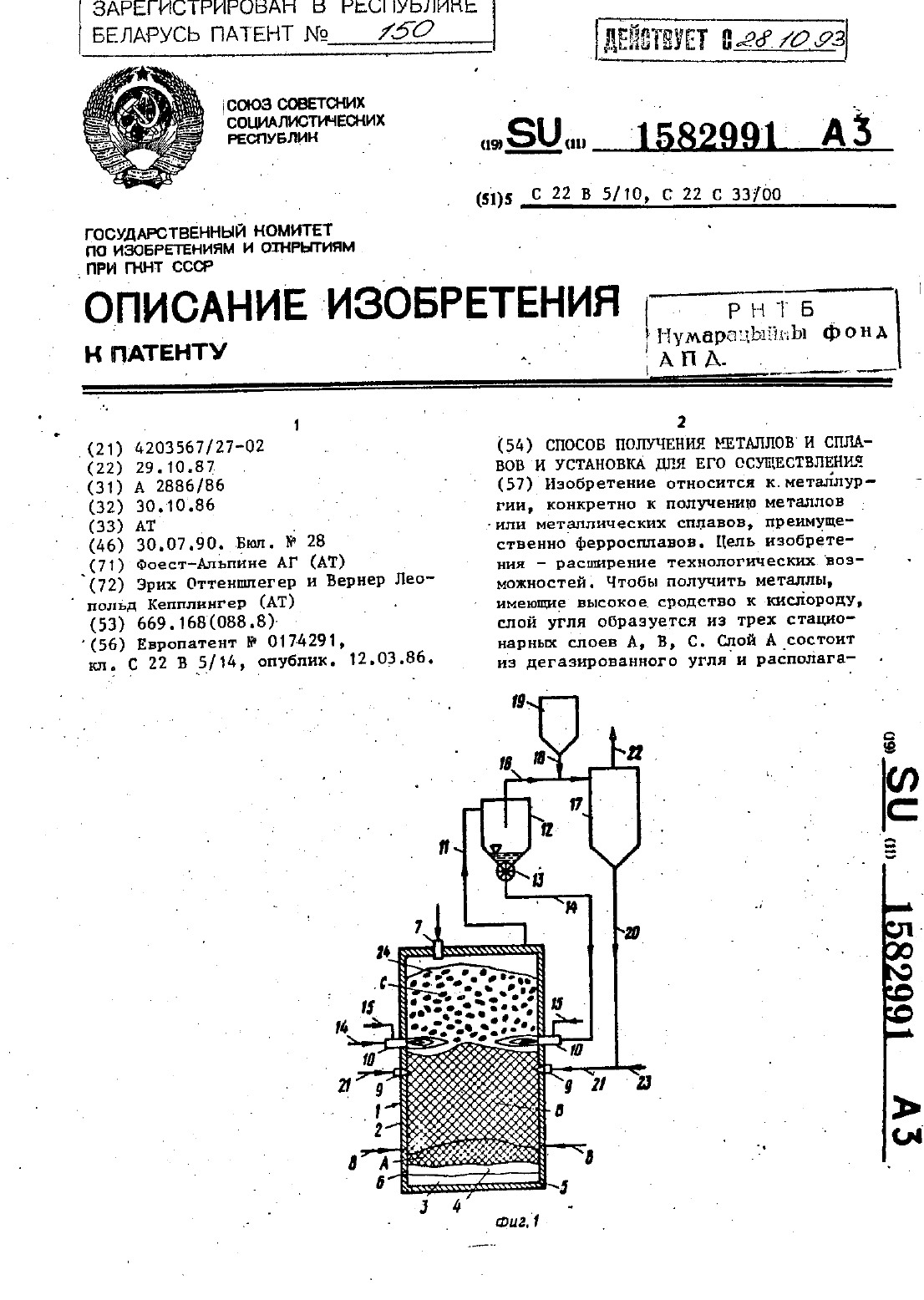
Способ получения металлов и сплавов и установка для его осуществления
Номер патента: 150
Опубликовано: 30.09.1994
Авторы: Вернер Леопольд Кепплингер, Эрих Оттеншлегер
МПК: C22C 33/00, C22B 5/10
Метки: получения, осуществления, сплавов, металлов, установка, способ
Текст:
...охлаждаться И сжиматься И через НО ЭЗГРУЗОЧНОВ ОТВЕРСТИЕ 7 ДЛЯ Подачи магистраль 23 вдуваться в магистраль ькускового угля. Вьше отстойнике для 21 в качестве транспортирующего среджидких металла и шлака обраэованста- ства. ч.Ционарньй слой угля, состоящий из Способ осуществляется следующим трех слоев А - из дегазированного 3 О образом. - - УГЛЯ, ЧЕРЕЗ К 0 Т 0 РЬЙНеПР 0 ПУСКаЮТСН Загруженньй в верхнюю часть реак- газы, находящийся над...
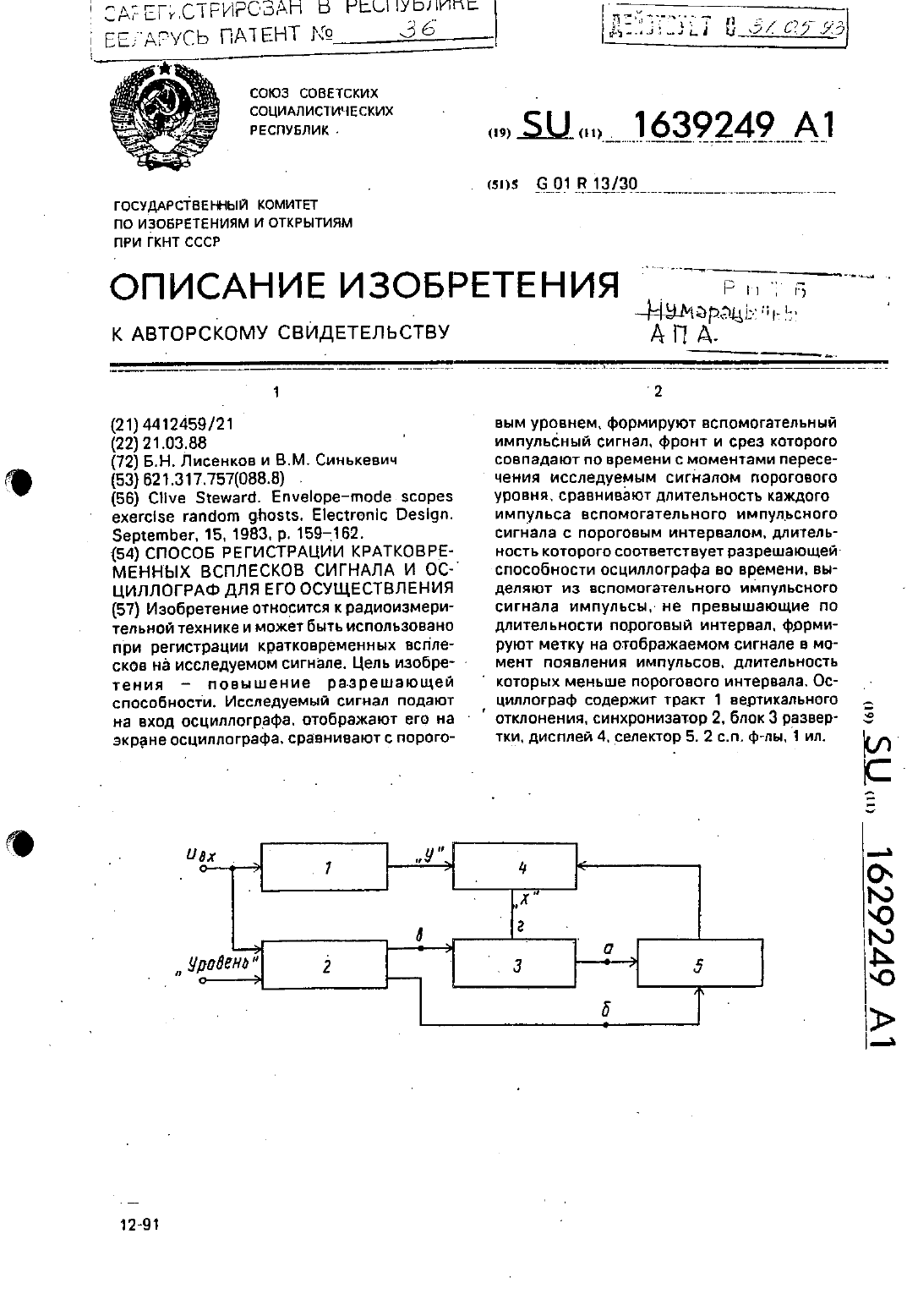
Способ регистрации кратковременных всплесков сигнала и осциллограф для его осуществления
Номер патента: 36
Опубликовано: 30.05.1994
Авторы: Лисенков Борис Николаевич, Синькевич Валентин Максимович
МПК: G01R 13/20
Метки: всплесков, регистрации, сигнала, осциллограф, кратковременных, способ, осуществления
Текст:
...импульсного сигнала с пороговым интервалом селектор 5 ВЫДВЛЯЕТ те ИМПУЛЬСЫ, ДЛИТЕЛЬНОСТЬ КОТОрых не превышает пороговый интервал. То есть, селектор 5 выделяет из входного сигналаттакие его изменения (всплески), длительность которых меньше разрешающей способности осциллографа по времени. Изображениезтих всплесков на экране дисплея в том же временном масштабе, что и изображение исследуемого участка входного сигнала. не может быть...
Предыдущий патент: Способ получения производных оксадиазолилалкилпурина или их фармацевтически приемлемых кислых аддитивных солей
Следующий патент: Контактная плоская проволока
Случайный патент: Запорный орган к регулятору уровня грунтовых вод