Устройство для импульсной вытяжки листовой заготовки
Номер патента: U 10115
Опубликовано: 30.06.2014
Авторы: Петраковский Владимир Степанович, Журавский Александр Юльянович
Текст
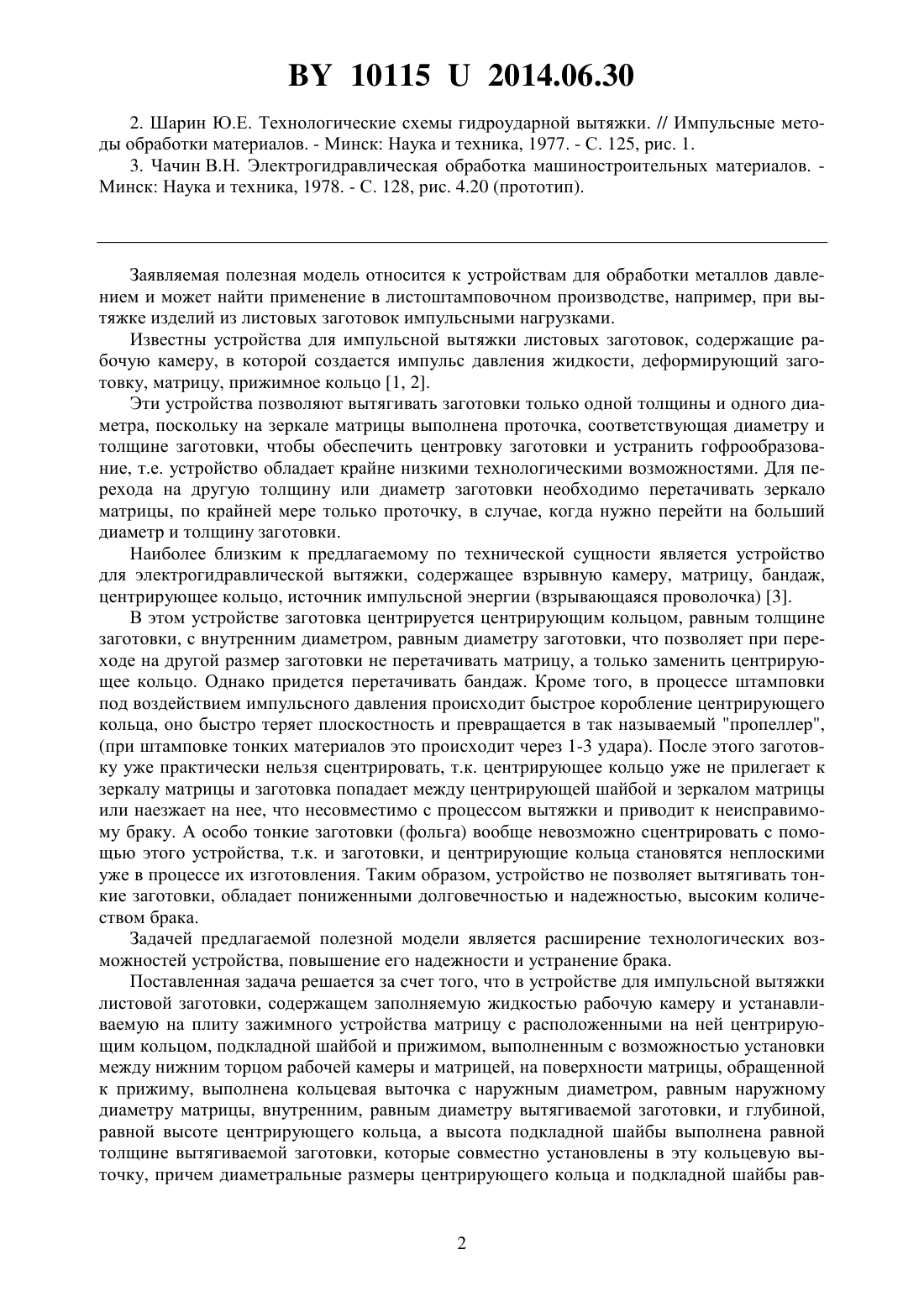
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ВЫТЯЖКИ ЛИСТОВОЙ ЗАГОТОВКИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Петраковский Владимир Степанович Журавский Александр Юльянович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Устройство для импульсной вытяжки листовой заготовки, содержащее заполняемую жидкостью рабочую камеру и устанавливаемую на плиту зажимного устройства матрицу с расположенными на ней центрирующим кольцом, подкладной шайбой и прижимом, выполненным с возможностью установки между нижним торцом рабочей камеры и матрицей, отличающееся тем, что на поверхности матрицы, обращенной к прижиму,выполнена кольцевая выточка с наружным диаметром, равным наружному диаметру матрицы, внутренним, равным диаметру вытягиваемой заготовки, и глубиной, равной высоте центрирующего кольца, а высота подкладной шайбы выполнена равной толщине вытягиваемой заготовки, которые совместно установлены в эту кольцевую выточку, причем диаметральные размеры центрирующего кольца и подкладной шайбы равны диаметральным размерам кольцевой выточки в матрице, а подкладная шайба расположена под центрирующим кольцом.(56) 1. Мовшович И.Я., Кузнецова Л.Г., Фролов Е.А., Манаенков И.А. Обеспечение точностных параметров высокоточных деталей, получаемых вытяжкой из листа методом пневмоударной штамповки // Кузнечно-штамповочное производство. Обработка металлов давлением. - 2009. -12. - С. 13 рис. 1 101152014.06.30 2. Шарин Ю.Е. Технологические схемы гидроударной вытяжки. // Импульсные методы обработки материалов. - Минск Наука и техника, 1977. - С. 125, рис. 1. 3. Чачин В.Н. Электрогидравлическая обработка машиностроительных материалов. Минск Наука и техника, 1978. - С. 128, рис. 4.20 (прототип). Заявляемая полезная модель относится к устройствам для обработки металлов давлением и может найти применение в листоштамповочном производстве, например, при вытяжке изделий из листовых заготовок импульсными нагрузками. Известны устройства для импульсной вытяжки листовых заготовок, содержащие рабочую камеру, в которой создается импульс давления жидкости, деформирующий заготовку, матрицу, прижимное кольцо 1, 2. Эти устройства позволяют вытягивать заготовки только одной толщины и одного диаметра, поскольку на зеркале матрицы выполнена проточка, соответствующая диаметру и толщине заготовки, чтобы обеспечить центровку заготовки и устранить гофрообразование, т.е. устройство обладает крайне низкими технологическими возможностями. Для перехода на другую толщину или диаметр заготовки необходимо перетачивать зеркало матрицы, по крайней мере только проточку, в случае, когда нужно перейти на больший диаметр и толщину заготовки. Наиболее близким к предлагаемому по технической сущности является устройство для электрогидравлической вытяжки, содержащее взрывную камеру, матрицу, бандаж,центрирующее кольцо, источник импульсной энергии (взрывающаяся проволочка) 3. В этом устройстве заготовка центрируется центрирующим кольцом, равным толщине заготовки, с внутренним диаметром, равным диаметру заготовки, что позволяет при переходе на другой размер заготовки не перетачивать матрицу, а только заменить центрирующее кольцо. Однако придется перетачивать бандаж. Кроме того, в процессе штамповки под воздействием импульсного давления происходит быстрое коробление центрирующего кольца, оно быстро теряет плоскостность и превращается в так называемый пропеллер,(при штамповке тонких материалов это происходит через 1-3 удара). После этого заготовку уже практически нельзя сцентрировать, т.к. центрирующее кольцо уже не прилегает к зеркалу матрицы и заготовка попадает между центрирующей шайбой и зеркалом матрицы или наезжает на нее, что несовместимо с процессом вытяжки и приводит к неисправимому браку. А особо тонкие заготовки (фольга) вообще невозможно сцентрировать с помощью этого устройства, т.к. и заготовки, и центрирующие кольца становятся неплоскими уже в процессе их изготовления. Таким образом, устройство не позволяет вытягивать тонкие заготовки, обладает пониженными долговечностью и надежностью, высоким количеством брака. Задачей предлагаемой полезной модели является расширение технологических возможностей устройства, повышение его надежности и устранение брака. Поставленная задача решается за счет того, что в устройстве для импульсной вытяжки листовой заготовки, содержащем заполняемую жидкостью рабочую камеру и устанавливаемую на плиту зажимного устройства матрицу с расположенными на ней центрирующим кольцом, подкладной шайбой и прижимом, выполненным с возможностью установки между нижним торцом рабочей камеры и матрицей, на поверхности матрицы, обращенной к прижиму, выполнена кольцевая выточка с наружным диаметром, равным наружному диаметру матрицы, внутренним, равным диаметру вытягиваемой заготовки, и глубиной,равной высоте центрирующего кольца, а высота подкладной шайбы выполнена равной толщине вытягиваемой заготовки, которые совместно установлены в эту кольцевую выточку, причем диаметральные размеры центрирующего кольца и подкладной шайбы рав 2 101152014.06.30 ны диаметральным размерам кольцевой выточки в матрице, а подкладная шайба расположена под центрирующим кольцом. В предлагаемой конструкции благодаря тому, что центрирующее кольцо располагается в кольцевой выточке матрицы и может быть выполнено достаточно массивным и не подверженным короблению, а необходимую величину выступа его над зеркалом матрицы обеспечивает подкладная шайба, расположенная под ним, нет проблем при установке заготовки, т.к. никогда нет зазора между зеркалом матрицы и центрирующим кольцом. В итоге устройство позволяет штамповать заготовки любой толщины, включая и фольгу,причем для перехода на другую толщину материала достаточно поменять только подкладную шайбу, т.е. заметно расширяются технологические возможности устройства. А так как заготовка не может попасть между центрирующим кольцом и зеркалом матрицы,то повышается надежность устройства и полностью устраняется брак по этой причине. Расположение подкладной шайбы за пределами воздействия высокого давления жидкости под центрирующим кольцом заметно снижает вероятность ее коробления, а если это и произойдет, то этот факт превращается в полезное свойство устройства, т.к. при короблении шайбы она приподнимет центрирующее кольцо, увеличивая, таким образом, глубину выемки под заготовку, т.е. установка заготовки еще больше упростится. А при прижатии матрицы с прижимом к рабочей камере шайба выравнивается и обеспечивается необходимый зазор между прижимом и зеркалом матрицы. Таким образом, совместное действие всех перечисленных факторов приводит к расширению технологических возможностей устройства, повышению его надежности и устранению брака. Сущность технического решения поясняется фигурой, где приведен общий вид предлагаемого устройства, слева - до начала деформации, справа - в конце деформации заготовки. Устройство для импульсной вытяжки листовой заготовки содержит рабочую камеру 1,к нижнему торцу которой посредством зажимного устройства 2 прижаты прижим 3, матрица 4 с заготовкой 5, расположенной на зеркале матрицы 4, и центрирующим кольцом 6 с подкладной шайбой 7, расположенными в кольцевой выточке 8 матрицы 4. Для создания импульса давления жидкости в рабочей камере используется быстролетящий боек 9. Устройство работает следующим образом матрицу 4 с установленными в ее кольцевой выточке 8 подкладной шайбой 7 и центрирующим кольцом 6 и заготовкой 5, установленной в центрирующем кольце 6, накрывают прижимом 3 и посредством подвижной плиты зажимного устройства 2 прижимают к торцевой поверхности рабочей камеры 1. Затем заполняют рабочую камеру жидкостью (например, водой). После этого с помощью быстролетящего бойка 9 создают импульс давления жидкости в камере 1, который воздействует на прижим 6, прижимая его к центрирующему кольцу 6, которое, опираясь на подкладную шайбу 7, выполненную из материала вытягиваемой заготовки 5, обеспечивает гарантированный на 100 зазор между прижимом 3 и зеркалом матрицы 4, равным толщине вытягиваемой заготовки 5, исключая гофрообразование последней. А так как толщина центрирующего кольца значительно больше толщины заготовки и его нижняя кромка находится намного ниже зеркала матрицы, то даже самая тонкая заготовка никогда не может попасть под центрирующее кольцо 6 и надежно устанавливается в нужном положении на зеркале матрицы 4, исключая брак. Одновременно импульс давления воздействует и на заготовку 5, деформируя ее по матрице 4. По окончании процесса деформирования заготовки 5 отводят подвижную плиту зажимного устройства 2 и извлекают продеформированную заготовку 5. Затем боек 9 возвращают в исходное положение,после чего устройство готово к новому циклу. Использование предлагаемой конструкции устройства позволяет расширить технологические возможности устройства, т.к. устройство позволяет осуществить вытяжку заготовок любой толщины вплоть до особо тонких и фольги, т.к. центрирующее кольцо не коробится и не позволяет тонкой заготовке попасть под него, повышая, таким образом на 3 101152014.06.30 дежность устройства, исключая брак по причине плохой центровки заготовок. А для перехода на другую толщину вытягиваемых заготовок достаточно только поменять подкладную шайбу, которую изготавливают из штампуемого материала, обеспечивая, таким образом, полное соответствие толщины подкладной шайбы толщине вытягиваемой заготовки. Для определения эффективности предлагаемой конструкции были проведены сравнительные испытания предлагаемого устройства и прототипа. Для этого был изготовлен набор заготовок из стали 08 кп диаметром 60 мм и толщиной от 1,5 до 0,1 мм, которые вытягивали в матрицу диаметром 30 мм, причем энергию удара подбирали таким образом,чтобы происходила неполная вытяжка заготовки, т.е. деталь всегда оставалась с фланцем. Эксперименты показали, что предлагаемое устройство позволило отштамповать весь диапазон толщин заготовок без единого брака и проблем с центровкой заготовки не наблюдалось. А при использовании известного устройства уже при толщине заготовки 0,6 мм пошли проблемы по центровке заготовки и пошел брак по наезду центрирующего кольца на заготовку. В итоге получался брак деталей, особенно этот недостаток усиливался при штамповке подряд нескольких заготовок одной толщины. И это неудивительно,поскольку уже после двух-трех ударов центрирующее кольцо сильно коробилось, и этот недостаток сильно нарастал с уменьшением толщины заготовки. А при толщине материала заготовки, равной 0,4 мм, уже невозможно было получить качественную деталь, поскольку или центрирующая шайба наезжала на заготовку, или заготовка оказывалась на центрирующей шайбе, и оба эти случаи приводили к окончательному браку, что недопустимо. Кроме того при использовании известного устройства при переходе на меньшую толщину заготовки приходилось, помимо замены центрирующего кольца, еще и протачивать бандаж, чтобы его выступ соответствовал толщине центрирующего кольца. А при переходе с меньшей на большую толщину заготовки приходится перетачивать весь профиль конструкции устройства, т.е. фактически изготавливать новую матрицу. Анализ результатов испытаний позволяет сделать вывод, что предлагаемое решение позволило значительно расширить технологические возможности устройства, повысить надежность устройства и устранить брак по причине некачественной центровки вытягиваемой заготовки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21D 26/06
Метки: вытяжки, устройство, листовой, заготовки, импульсной
Код ссылки
<a href="https://by.patents.su/4-u10115-ustrojjstvo-dlya-impulsnojj-vytyazhki-listovojj-zagotovki.html" rel="bookmark" title="База патентов Беларуси">Устройство для импульсной вытяжки листовой заготовки</a>
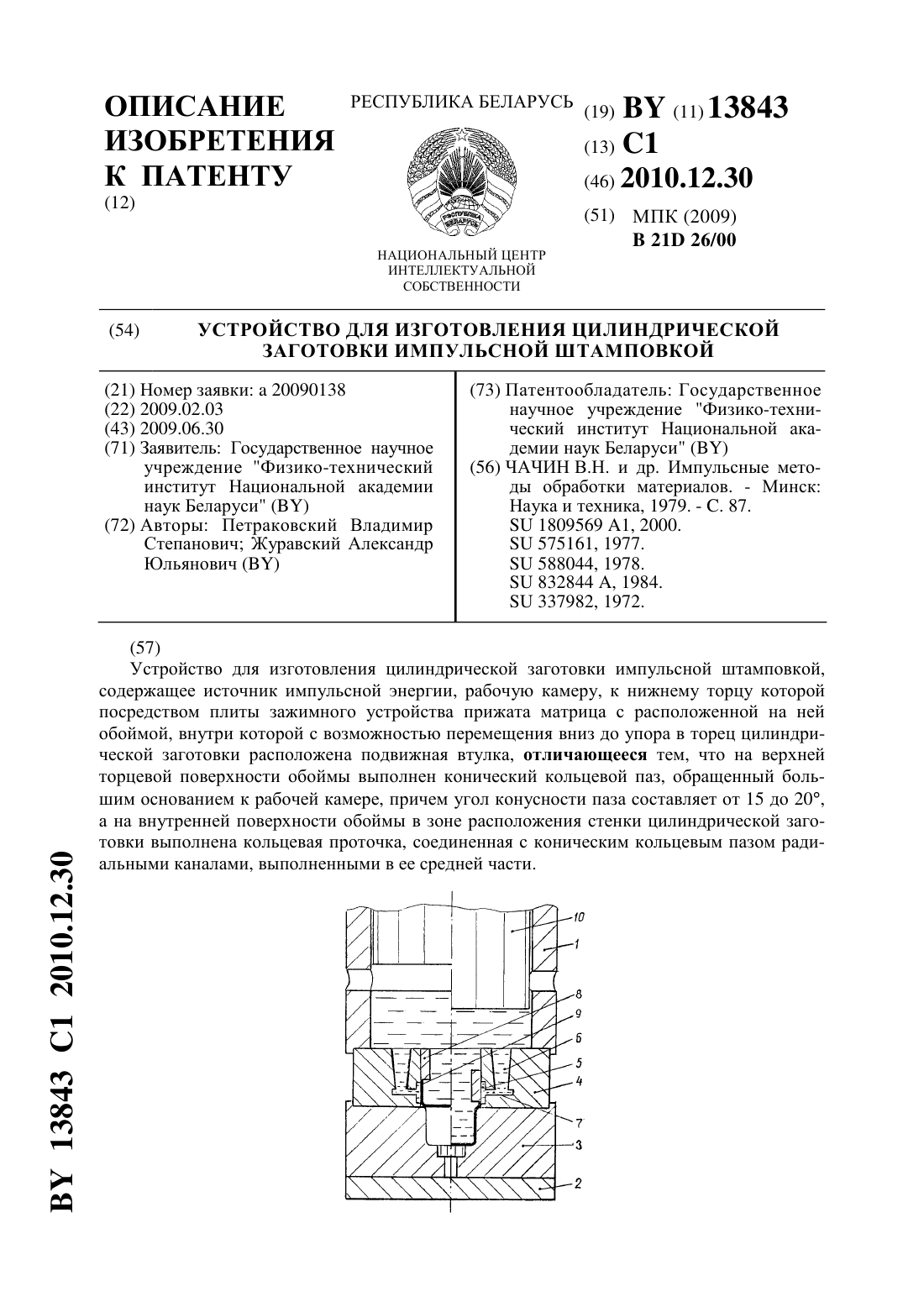
Устройство для изготовления цилиндрической заготовки импульсной штамповкой
Номер патента: 13843
Опубликовано: 30.12.2010
Авторы: Петраковский Владимир Степанович, Журавский Александр Юльянович
МПК: B21D 26/00
Метки: штамповкой, заготовки, устройство, цилиндрической, импульсной, изготовления
Текст:
...жидкости внутри заготовки, и эффект повышения степени вытяжки за счет сжатия заготовки в радиальном направлении будет полностью отсутствовать. При большом угле конусности паза может наступить момент, когда усилие сжатия заготовки в радиальном направлении превысит определенное значение, при котором стенка заготовки начнет складываться, и процесс вытяжки станет невозможным. Поэтому существует оптимальный угол конусности паза, который для...
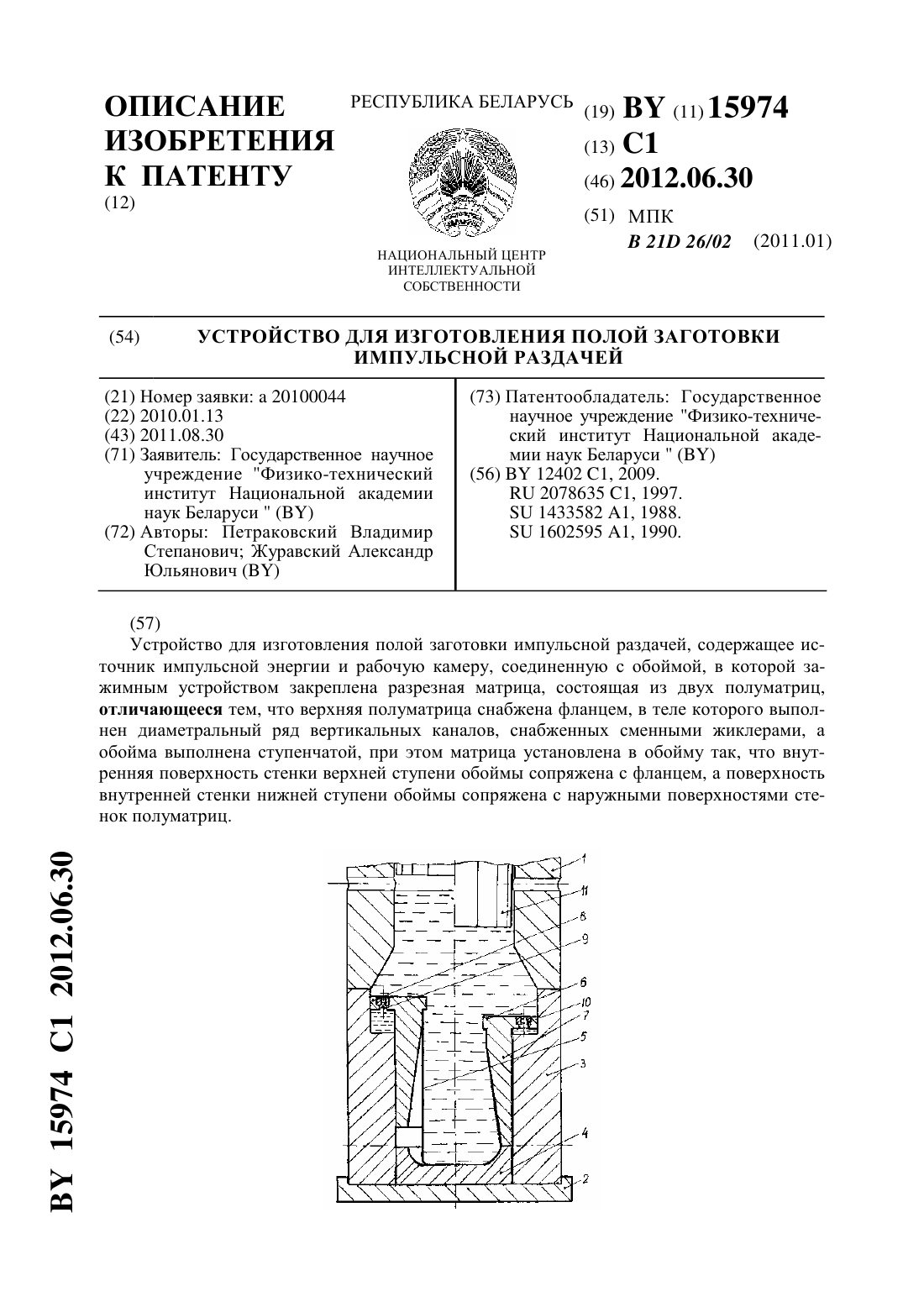
Устройство для изготовления полой заготовки импульсной раздачей
Номер патента: 15974
Опубликовано: 30.06.2012
Авторы: Петраковский Владимир Степанович, Журавский Александр Юльянович
МПК: B21D 26/02
Метки: заготовки, импульсной, устройство, раздачей, изготовления, полой
Текст:
...степени раздачи заготовки, а чрезмерное усилие подпора приводит к смятию торца заготовки и в конечном итоге к браку). Таким образом, правильно подобранное усилие осевого подпора полой заготовки позволяет получать изделия с более высокими 2 15974 1 2012.06.30 предельными степенями раздачи. Кроме того, конструкция предлагаемого устройства позволяет применять его для раздачи полых заготовок с различной толщиной стенки и из различных...
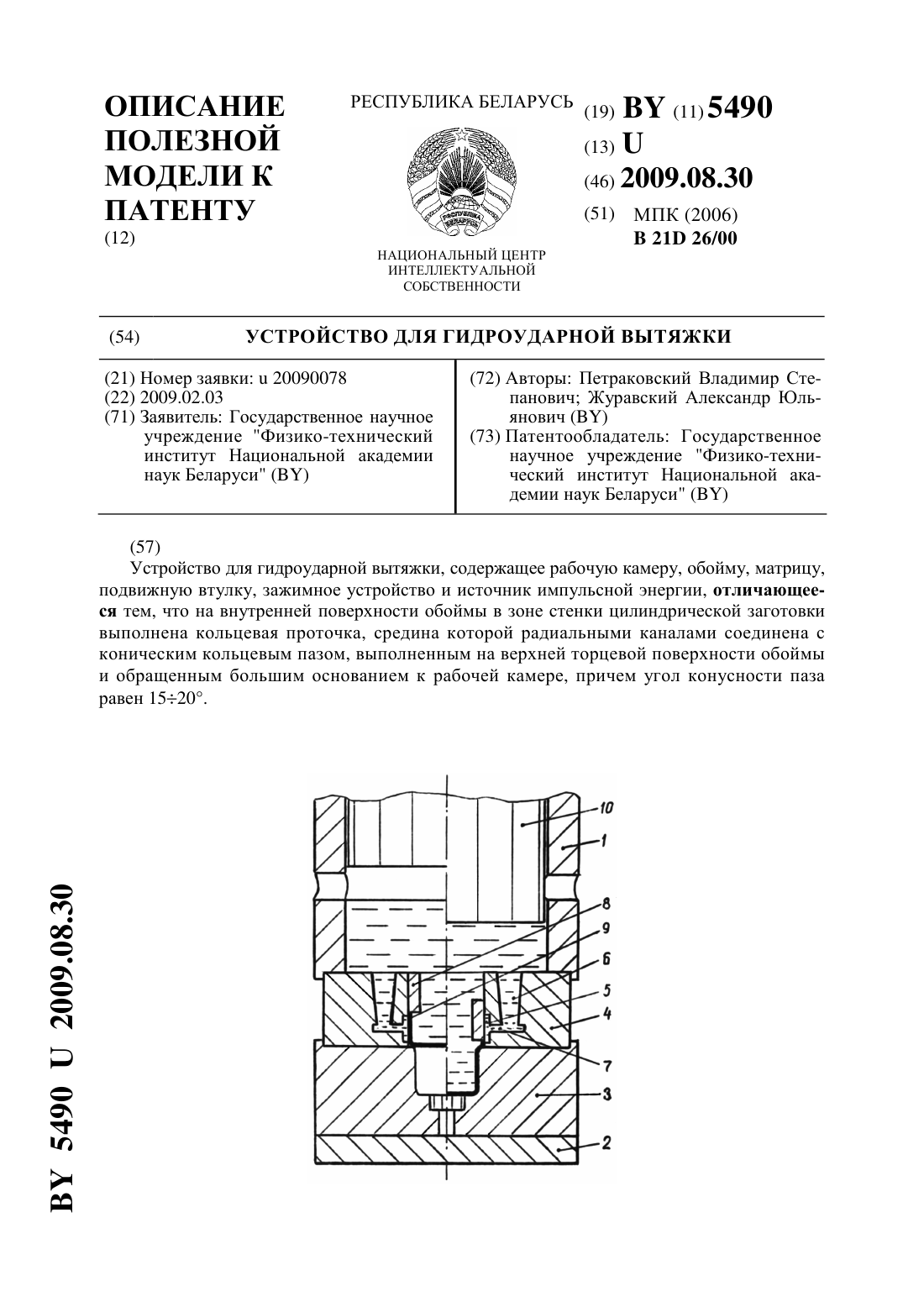
Устройство для гидроударной вытяжки
Номер патента: U 5490
Опубликовано: 30.08.2009
Авторы: Журавский Александр Юльянович, Петраковский Владимир Степанович
МПК: B21D 26/00
Метки: гидроударной, вытяжки, устройство
Текст:
...эффект повышения степени вытяжки за счет сжатия полой заготовки в радиальном направлении будет полностью отсутствовать. При большом угле конусности паза может наступить момент, когда усилие сжатия полой заготовки в радиальном направлении превысит определенное значение, при котором стенка заготовки начнет складываться, и процесс вытяжки станет невозможным. Поэтому существует оптимальный угол конусности паза, который для условий гидроударной...
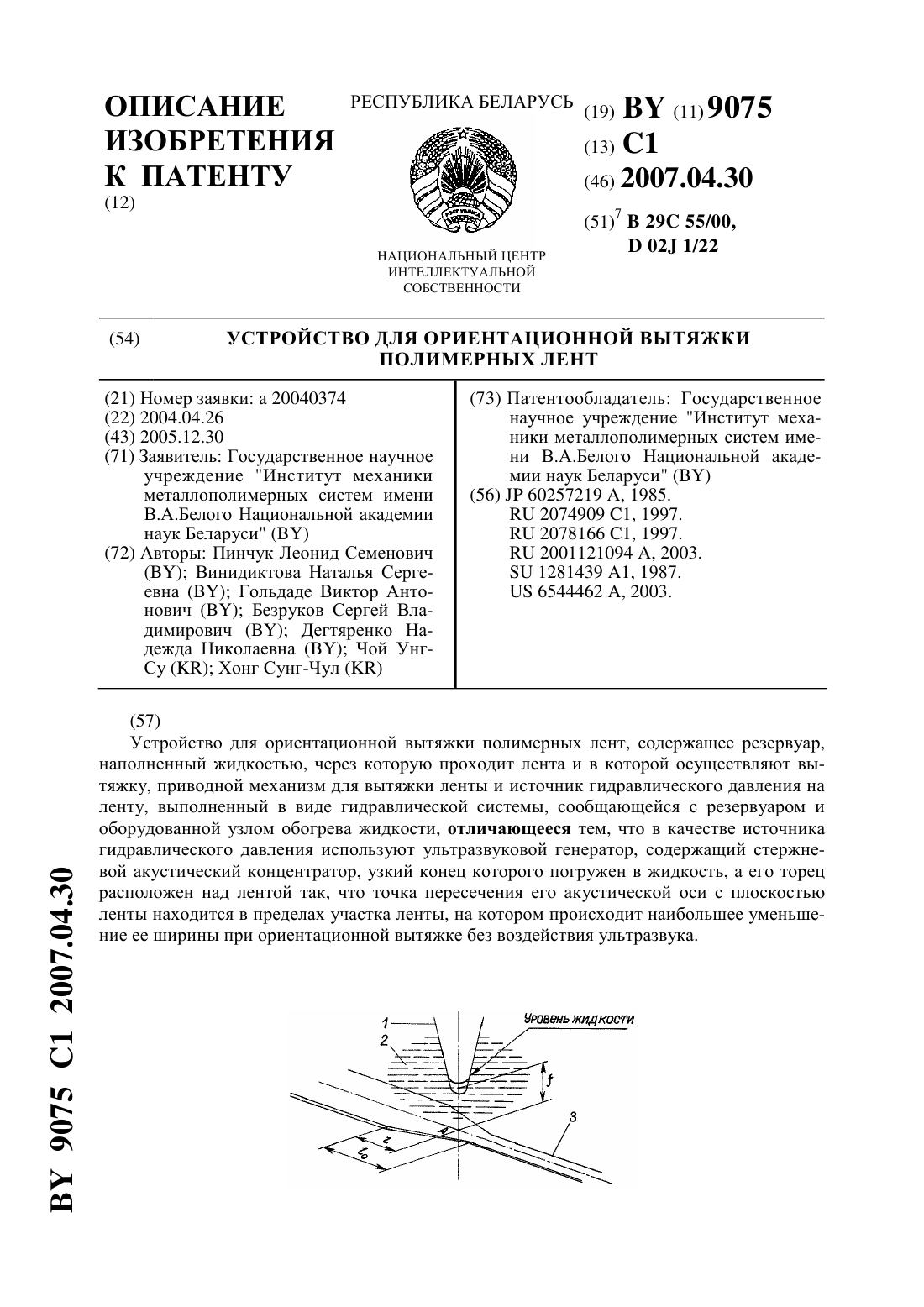
Устройство для ориентационной вытяжки полимерных лент
Номер патента: 9075
Опубликовано: 30.04.2007
Авторы: Винидиктова Наталья Сергеевна, Пинчук Леонид Семенович, Безруков Сергей Владимирович, Гольдаде Виктор Антонович, Дегтяренко Надежда Николаевна, Хонг Сунг-Чул, Чой Унг-Су
МПК: D02J 1/22, B29C 55/00
Метки: полимерных, ориентационной, устройство, вытяжки, лент
Текст:
...давление жидкости постоянно в объеме резервуара, поэтому концентрация давления на участках ленты, испытывающих ориентационную перестройку структуры, принципиально невозможна компенсация утечек жидкости из резервуара через отверстия для входа и выхода ленты значительно усложняет конструкцию и удорожает эксплуатацию устройства. Задачи, на решение которых направлено изобретение 1) упрощение конструкции устройства 2) снижение степени...
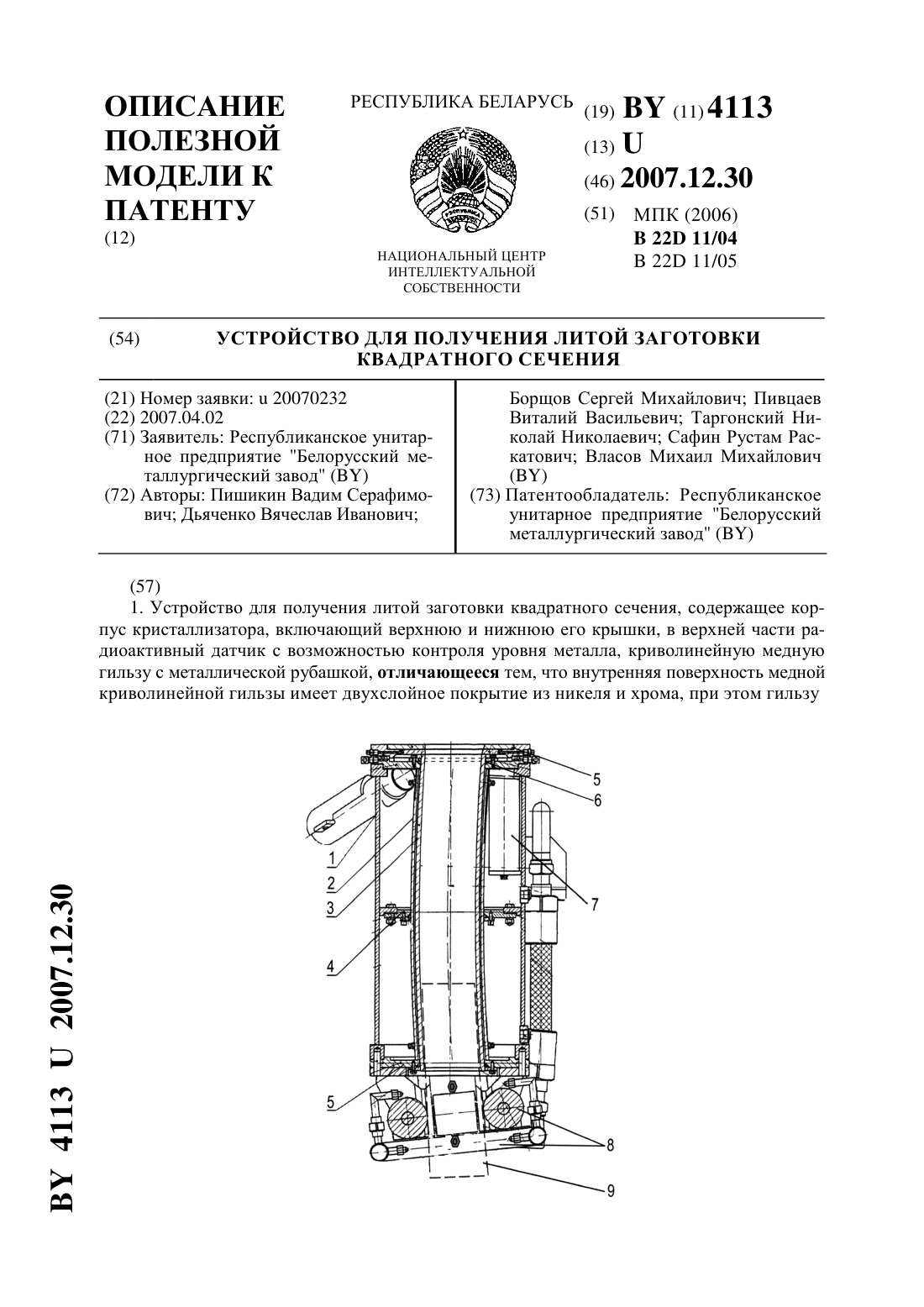
Устройство для получения литой заготовки квадратного сечения
Номер патента: U 4113
Опубликовано: 30.12.2007
Авторы: Пивцаев Виталий Васильевич, Власов Михаил Михайлович, Борщов Сергей Михайлович, Сафин Рустам Раскатович, Таргонский Николай Николаевич, Пишикин Вадим Серафимович, Дьяченко Вячеслав Иванович
МПК: B22D 11/05, B22D 11/04
Метки: заготовки, литой, получения, устройство, квадратного, сечения
Текст:
...охлаждения медной гильзы кристаллизатора и подачи воды на форсунки независимы и имеют разные подводы. Отличие заявленного устройства от прототипа в том, что охлаждение гильзы кристаллизатора осуществляется равномерно через регулируемые каналы между рубашкой и гильзой кристаллизатора с максимальным расходом оборотной очищенной воды не менее 1600 л/мин, где увеличение расхода воды поддерживается автоматически от установленной дельта...
Предыдущий патент: Матрац (варианты)
Следующий патент: Устройство для разрезки вершин ребер теплообменной трубы
Случайный патент: Способ лечения больных с неврологическими проявлениями грыж поясничных межпозвонковых дисков