Смазка для металлических форм
Номер патента: 969
Опубликовано: 15.12.1995
Авторы: Сподникайло Анатолий Николаевич, Бакланенко Людмила Николаевна, Грибайло Арсений Прокофьевич, Иткин Леонид Аркадьевич, Лин Дмитрий Григорьевич
Текст
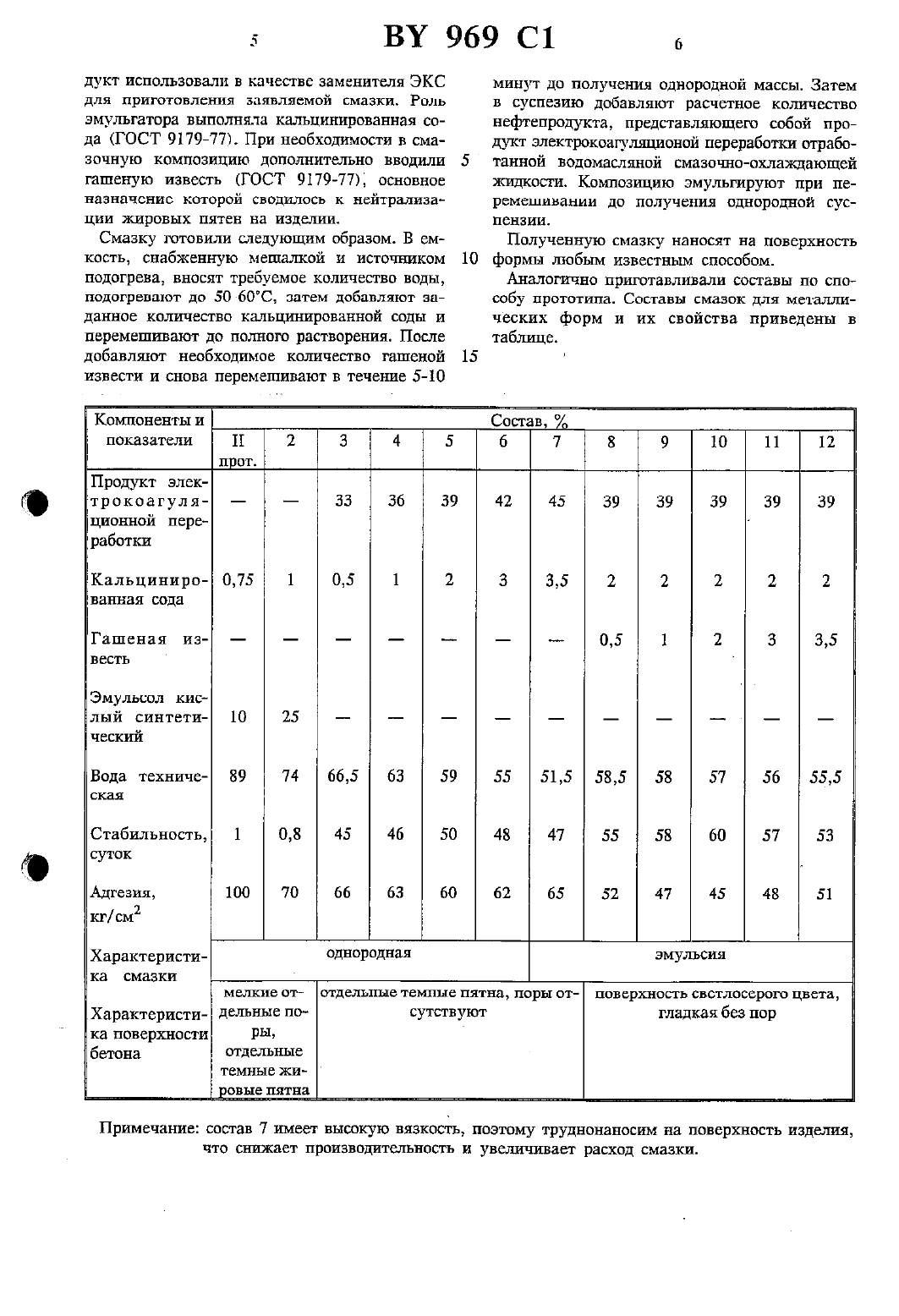
(12) ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ввдомство РЕСПУБЛИКИ БЕЛАРУСЬ(54) СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ Ф ОРМСмазка для металлических форм, включающая масляный компонент, кальцинированную соду и воду, отличающаяся тем, что в качеСТБЕ МЗСЛЯНОГО КОМПОНЕНТЕ ОНЗ СОДЕрЖИТ ПРОдукт электрокоагуляционной переработки отработанной водомасляной смазочно-охлаждающей жидкости при следующем соотношении компонентов, мас.указанный масляный компонент 36-42(71) Заявитель Гомельский государственный университет им. Ф. Скорины (В)(73) Патентообладатель Гомельский государ ственный университетНш. Ф. Скорииы2. Смазка по п.1, отличающаяся тем, что она дополнительно содержит гашеную известь в количестве 1-3 от массы смазки.Изобретение относится к области производства строительных материалов, а именно к смазкам для форм в технологии изготовления бетонных и железобетонных изделий.Известна смазка на водной основе, содержащая змульсол кислый синтетический, содуУсложнение смазок приводит к частичному улучшению их служебных свойств, однако изза дефицитности и высокой стоимости добавок и прежде всего ЭКС применение вышеуказанной смазки является ограниченным.По технической сущности и доститаемому результату наиболее близкой является смазка для металлических форм при изготовлении бетонных и железобетонных изделшй, включающая, мас. ЭКС - 10-25. соду кальцинированную - 0,51 О и воду остальное. Данная смазка находит широкое применение на заводах железобетонных изделий. Однако она не обеспечивает постоянства. однородности и устойчивости при хранении. В связи с нестабильностью смазку готовят на одну смену и через каждый час перемешивают. Смазку отличает высокая стоимость. Потреб 3 ВТ 969 С 1 4ность же в ЭКС только на предприятиях типа Мозырьского завода ЖБИ-5 г. Мозыря достаточно высока - 60 тонн в квартал.Задачей изобретения является повышение стабильности смазки и снижение ее стоимости. Достижение поставленной задачи обеспечивается тем, что смазка для металлических форм,включающая масляный компонент, кальцинированную соду и воду, в качестве масляного компонента содержит продукт электрокоагуляционной переработки отработанной водомасляной смазочно-охлаждающей жидкости, а компоненты смазки взяты в следующем соотношении, мас.отработанной водомасляной СОЖ 36-42 кальцинированная сода 1-3 вода остальное.С целью устранения жировых пятен, смазка дополнительно содержит гашеную известь в количестве 1-3 от массы смазки. В процессе электрокоагуляции отхода (отработанных) СОЖ происходит следующее водомасляную отработаштую СОЖ (отход) подкисляют и подвергают обработке электрическим током(11600 А, П 128), в результате этого масляные частицы свертываются (коагулируют), Одновременная подача в жидкость воздуха обеспечивает флотацию масляных частиц на ее поверхность. масляную фазу собирают устройством сбора и направляют в сборник, где после отстаивания и слива воды получают нефтепродукт - масляный компонент, продукт электрокоагуляционной переработки отработанной водомасляной СОЖ. Для подкисления и придания отработанной водомасляной СОЖ требуемой электропроводности в нее добавляют перед пропусканием электротока серную кислоту и рассол хлористого натрия.Таким образом, при электрокоагуляционной обработке отработанных водомасляных СОЖ получают конечный продукт - масляную фазу,масло, наиболее характерной особенностью которого является большое количество диспергированной и, преимущественно, связанной воды. Поскольку основному назначению приведенной электрокоагуляционной обработки отвечает разложение отработанной водомасляной СОЖ. В результате такого разложения получают отработанный Нефтепродукт, воду и шлам (последнее сбрасывают в канализацию,утилизируют), полученный продукт электрокоагуляционной обработки отработанной водомасляной СОЖ можно назвать также нефтепродукт, полученный электрокоагуляционньгм разложением отработанной водомасляной СОЖ.Согласно ГОСТ 21046-86 Нефтепродукты отработанные. Общие технические условия отработанные нефтепродукты подразделяютсяна ММО масла моторные отработанные,МНО - масла индустриальные отработанные,СНО - смеси нефтепродуктов отработанные. При этом в упомянутом ГОСТе четко указаны физико-химические свойства, по которым можно идентифицировать названные нефтепродукты. Приведем показатели, позволяющие идентифицировать Нефтепродуктплотность при 20 с г/смз о,з 99-о,929 температура вспышки в открытом тигле, С 150-175 вязкость условная при 20 С, Ст 34-40 зольность, И, 0.32-0,36 кинематическая вязкость, Ст при 20 С 314,42 при 50 С 5,108 кислотное число, ЩКОН на 1 ч 1,500-1,510 рН 4,7-4,8 содержание загрязнений отсутствуют содержание механических примесей, к, по массе 0,3-1 вода, И, по массе 18-20.Таким образом, основу нефтепродукта составляет жидкая смесь углеводородов. Как поКЗЗЫВЗЮТ ИССЛСДОВЗНЯ ВОДЕ. содержится В составе нефтепродукта, преимущественно, в очень дисперсированном и связанном состоянии, что по-видимому и предопределяет более высокую стабильность состава смазки для металдшчесгсгпс форм.Для получения нефтепродукта использовалась отработанная (на различных технологических операциях) регламентный срок смазочно-охлаждающая жидкость. Исходная смазочно-охлансцающая жидкость имела следующий состав, мас.Отработанная смазочно-охлаждающая жидкость подвергалась регенерации методом электрокоагуляции на установке НИИВОДГЕО. Перед переработкой она имела следующий состав, мас.После электрокоагуляции получали нефтепродукт, содержащий 18-20 воды. Этот про 5 ВУ 969 С 1 одукт использовали в качестве заменителя ЭКС для приготовления заявляемой смазки. Роль эмульгатора выполншта кальцинированная сода (ГОСТ 9179-77). При необходимости в смазочную композицию дополнительно вводили гашеную известь (ГОСТ 9179-77) основное назначение которой сводилось к нейтрализации жировых пятен на изделии.Смазку готовили следующим образом. В емкость, снабженную мешалкой и источником подогрева, вносят требуемое количество воды,подогревают до 5 О 60 С затем добавляют заданное количество кальцинированной соды и перемешивают до полною растворения. После добавляют необходимое количество гашеной извести и снова перемешивают в течение 5-10Эмульсол кислый синтети ческийСтабильность, суток Адгезия,кг/см Характеристика смазки мелкие отХарактеристи- дельные ПО ка поверхности РЫ,бетона ОТДВЗГЬНЫВ темные жиМИНУТ ДО ПОЛУЧЕНИЯ ОДНОрОДНОЙ массы. ЗЗТВМ В СУСПВЗИЗО ДОБЗВЛЯЮТ раСЧеТНОе КОЛИЧЕСТВО нефтепродукта, представляющего собой продукт электрокоагуляционой переработки отработанной водомасляной смазоъшо-охлаждающей жидкости. Композицию эмульгируют при пеРВМВШИВЗНИИ ДО ПОЛУЧЕНИЯ ПДНОРОДНОЙ СУСпенаии.Полученную смазку наносят на поверхность формы любым известным способом.Аналогично приготавливали составы по способу прототипа. Составы смазок для металлических форм и их свойства приведены в таблице.Примечание состав 7 имеет высокую вязкость, поэтому труднонаносим на поверхность изделия,что снижает производительность и увеличивает расход смазки.Таким образом, в сравнении с прототипом ной переработки более чем в 10 раз меньше заявляемая смазка имеет следующие преиму- стоимости ЭКС щества уменьшает адгезию изделия к форме.повышение стабильности смазки в 46-60 раз уменьшение стоимости смазки на порядок,т.к. стоимость продукта электрокоагуияцион Составителъ А.Ф. Фгшьченкова Редактор Т.А. Лущаковская Корректор Т.Н. НикитинаЗаказ 2205 Тираж 20 экз. Государственное патентное ведомство Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B28B 7/38
Метки: форм, металлических, смазка
Код ссылки
<a href="https://by.patents.su/4-969-smazka-dlya-metallicheskih-form.html" rel="bookmark" title="База патентов Беларуси">Смазка для металлических форм</a>
Аэрозольная смазка
Номер патента: 641
Опубликовано: 30.06.1995
Авторы: Ковзелев В. И., Полосмак Н. Д., Старжинский В. Е., Коваль В. Н., Песецкий С. С., Каплан М. Б., Слуцкий С. С.
МПК: B29C 33/58
Метки: аэрозольная, смазка
Текст:
...газа - азота. На второйстадии нагреваниегпроизводят в вакууме. что позволяет более полно уда. лить воду. препятствующую реакции. Тем. ператупа синтеза составляет 15020 ОС (используют постепенный подъем темперзтуры по мере кода реакции). В качестве катализатора используют гидроокись лития. которую вводят в количестве 0.591. от массы кислоты. Реакцию проводят до полНОГО прекращения ВЫДЕЛЕНИЯ ВОДЫ. МОПВ кулярная -масса получаемых полиэфиров...
Устройство для изготовления литейных форм
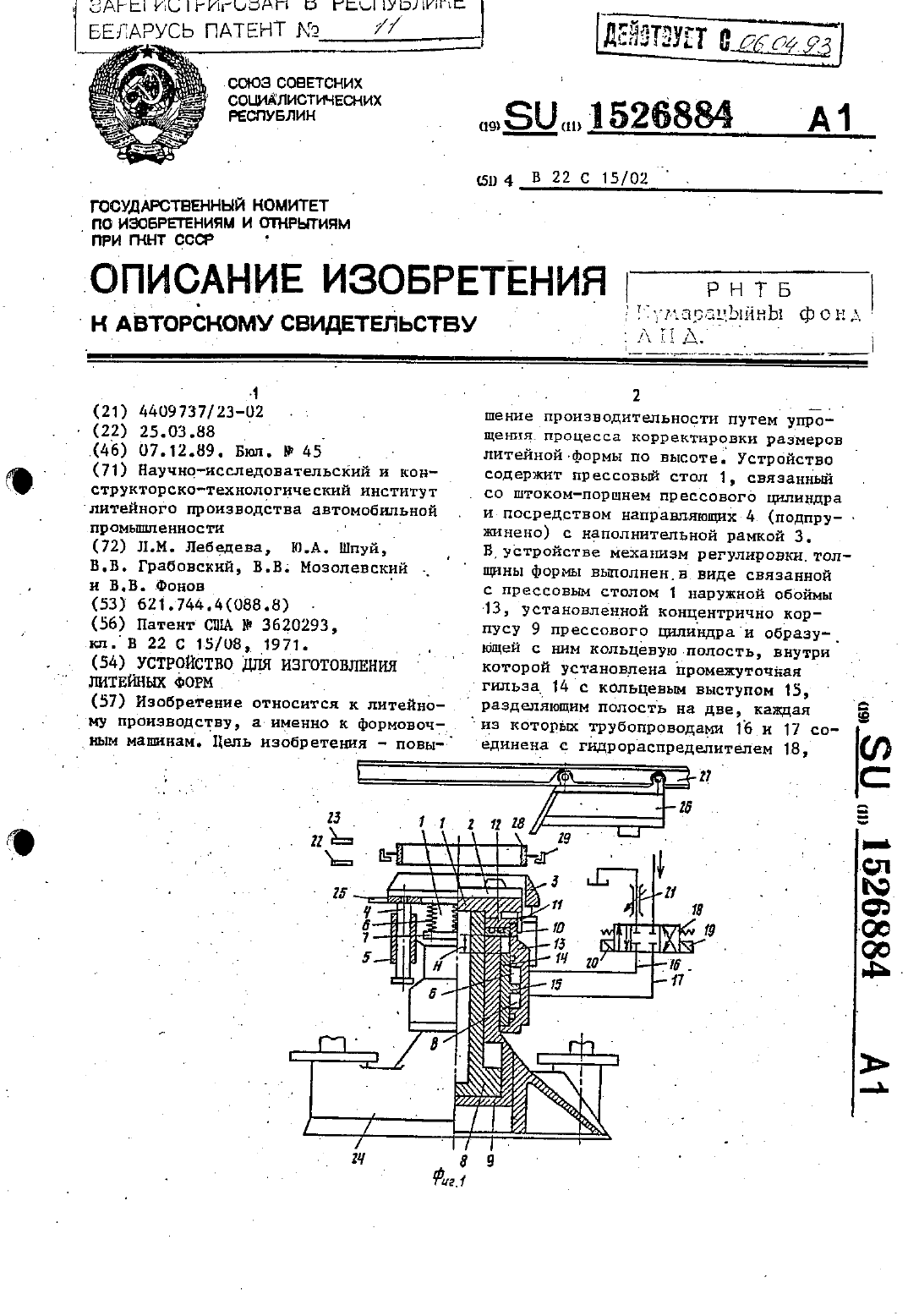
Номер патента: 11
Опубликовано: 30.05.1994
Авторы: Мозолевский В. В., Лебедева Л. М., Грабовский В. В., Шпуй Ю. А., Фонов В. В.
МПК: B22C 15/02
Метки: форм, литейных, изготовления, устройство
Текст:
...сжимая пружины 6. После снятия уплотняющего усилия - сброса давления из полости Д - прессовый стол 1 под действием давления, подаваемого в полость Г, начинает медленное двгокение вниз, а наполнительная рамка 3 подвоздействием разжимаюЩе го усилил пружин 6 поджимает какоето время-опоку 28 к модельной плите накатнойлрессовой головки 26, осуществляя протяжку модельной плиты 2 с моделями. При дальнейшем перемещении вниз прессового стола 1 с...
Способ получения производных 1-циклогексил-4-арил-4-пиперидин-карбоновых кислот или их кислотно-аддитивных солей, или их стереохимических изомерных форм (его варианты)
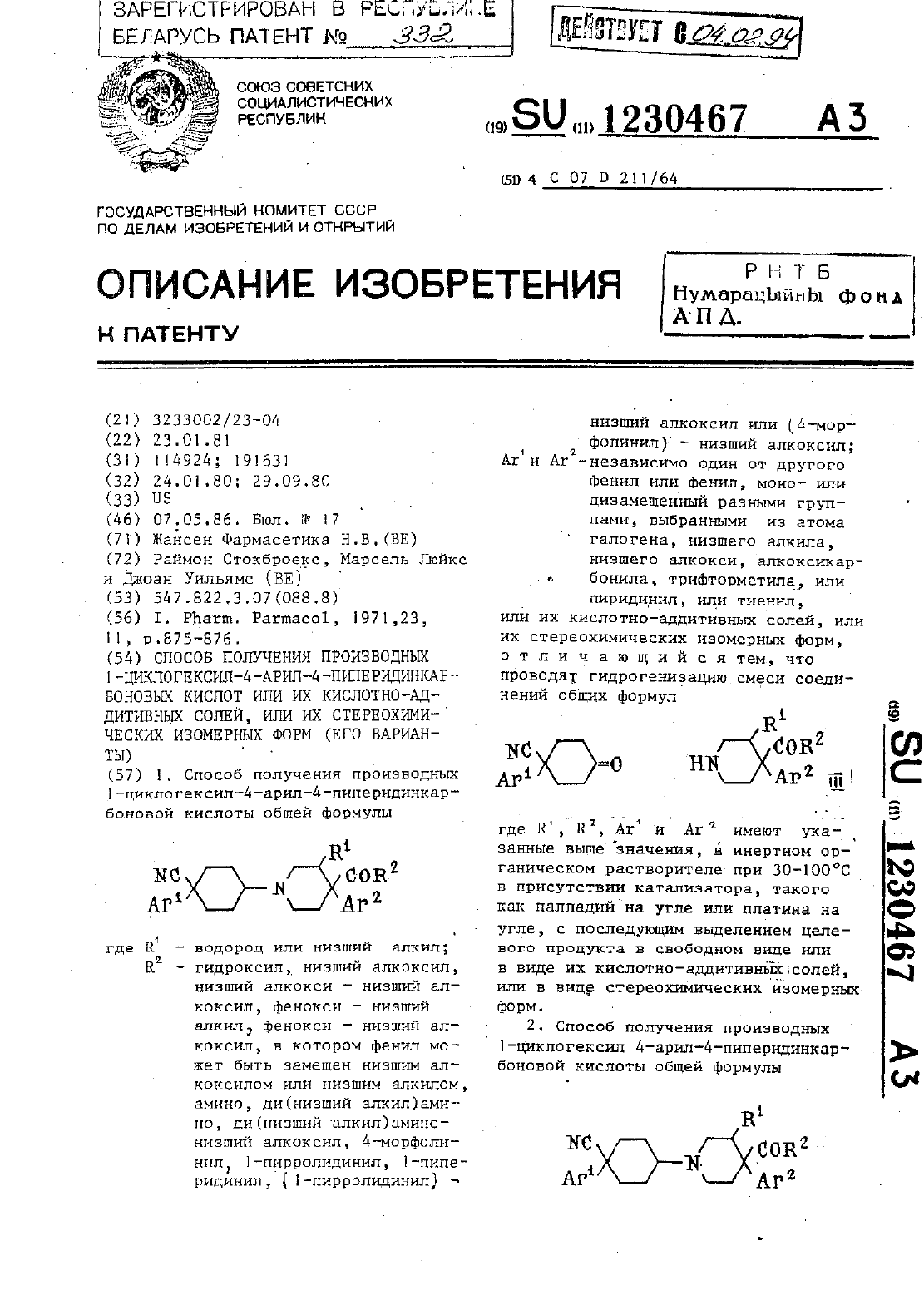
Номер патента: 332
Опубликовано: 30.12.1994
Авторы: Раймон Стокброекс, Марсель Люйкс, Джоан Уильямс
МПК: C07D 211/64
Метки: стереохимических, кислот, производных, кислотно-аддитивных, изомерных, способ, варианты, солей, 1-циклогексил-4-арил-4-пиперидин-карбоновых, его, форм, или, получения
Текст:
...фазу осушают,фильтруют и уларивают. Остаток пере мешвают и нагревают с обратны хот лодильником в течение 4 ч вместе с 500 мас.ч. воды и 500 мас.ч. раствора клористоводородной кислоты. После охлаждения продукт экстрагируют трихлорметаном. Экстракт последовательно промывают водой, разбавленным раствором гидроокиси натрия и вновь водой. до нейтрализации, осушают, фильтруют и упаривают. Остаток кристаллизуют из 2 пропанола, получая...
Способ сборки пространственных металлических конструкций, машина для сборки пространственных металлических конструкций
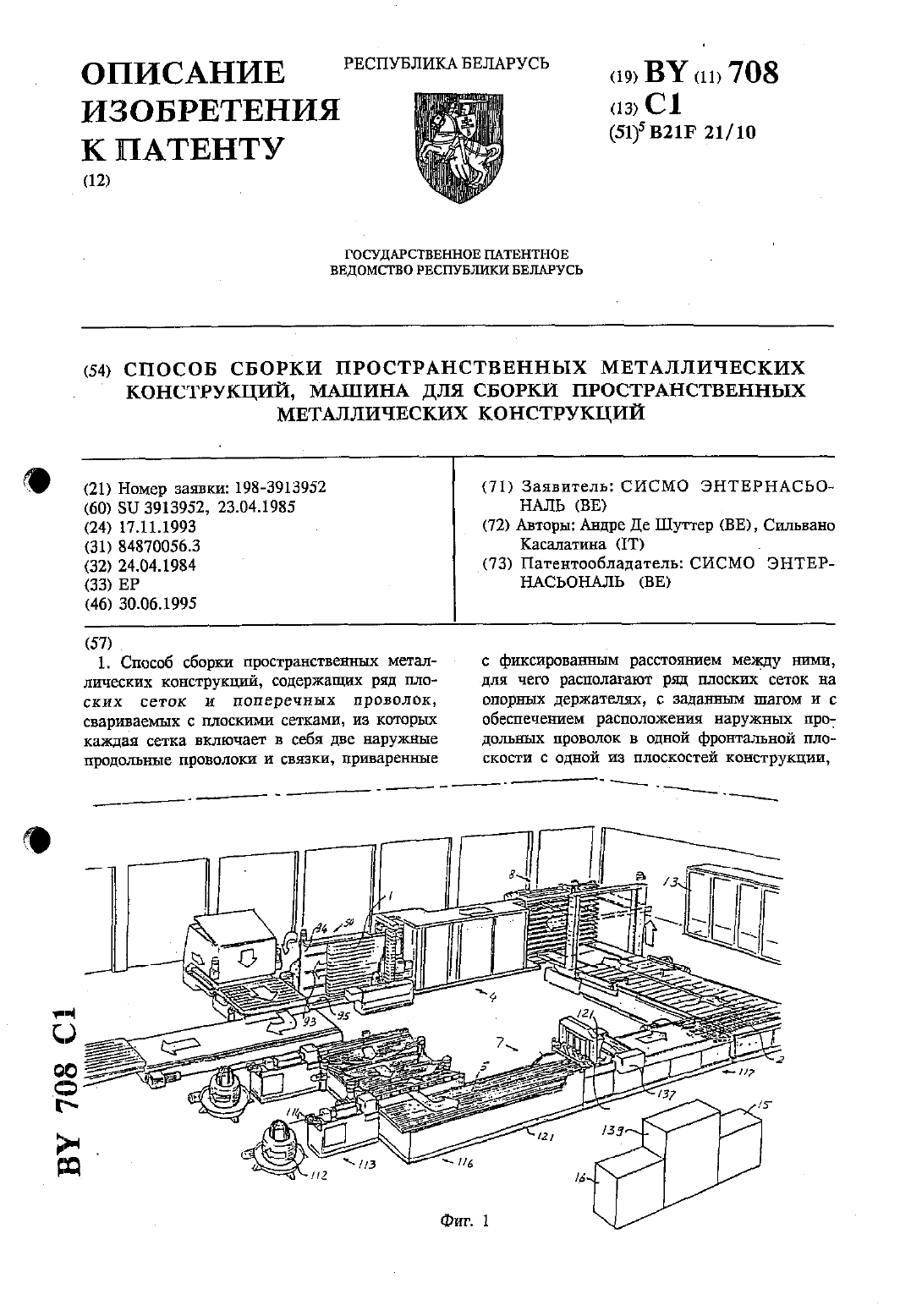
Номер патента: 708
Опубликовано: 30.06.1995
Авторы: Сильвано Касалатина, Андре Де Шуттер
МПК: B21F 21/10
Метки: металлических, сборки, конструкций, пространственных, способ, машина
Текст:
...друг другас) приваривание в соответствующих пересекающихся точках продольных проволок к связкам так, что упомянутые проволоки располагаются по существу в той же плоскости что и связкис) подачу продольных проволок относительно упомянутых выравнивающих держателейна расстояние, равное шагу связок, для образования следующей разметочной секции, равной по существу предыдущей разметочной секциие) установку второй связки таким образом,что...
Способ и водный состав для дезактивации зараженных радиоактивными веществами металлических изделий
Номер патента: 963
Опубликовано: 15.12.1995
Авторы: Жан-Франсуа Эки, Йозеф Ханулик
МПК: G21F 9/00
Метки: водный, состав, веществами, изделий, дезактивации, зараженных, радиоактивными, металлических, способ
Текст:
...катоде и затем может направляться на за коронение известными приемами. гЭлектролиз.предпочтительно проводят при комнатной температуре и плотности тока, равной 5 БОО ма/смд. Получаемый в результате электролиза раствор можно доводить до требуемой концнтрации и снова приме ННТЬ на СТЭДИИ ДЭЗЭКТИВЗЦИИ. ЕСЛИ СТЕПЕНЬ ЗЭРЭЖВНИН ПОЛХаеМОГО В ЮЗзулътате злектролиза.водного раствора фтороборной кислоты слишком высока, то его нейтрализуют добавлением...
Предыдущий патент: Центробежный насос с магнитным приводом
Следующий патент: Способ изготовления керамической мембраны
Случайный патент: Контейнер для сушки