Способ изготовления керамической мембраны
Номер патента: 970
Опубликовано: 15.12.1995
Авторы: Купреев Михаил Петрович, Мельниченко Игорь Михайлович, Подденежный Евгений Николаевич, Леонович Елена Николаевна
Текст
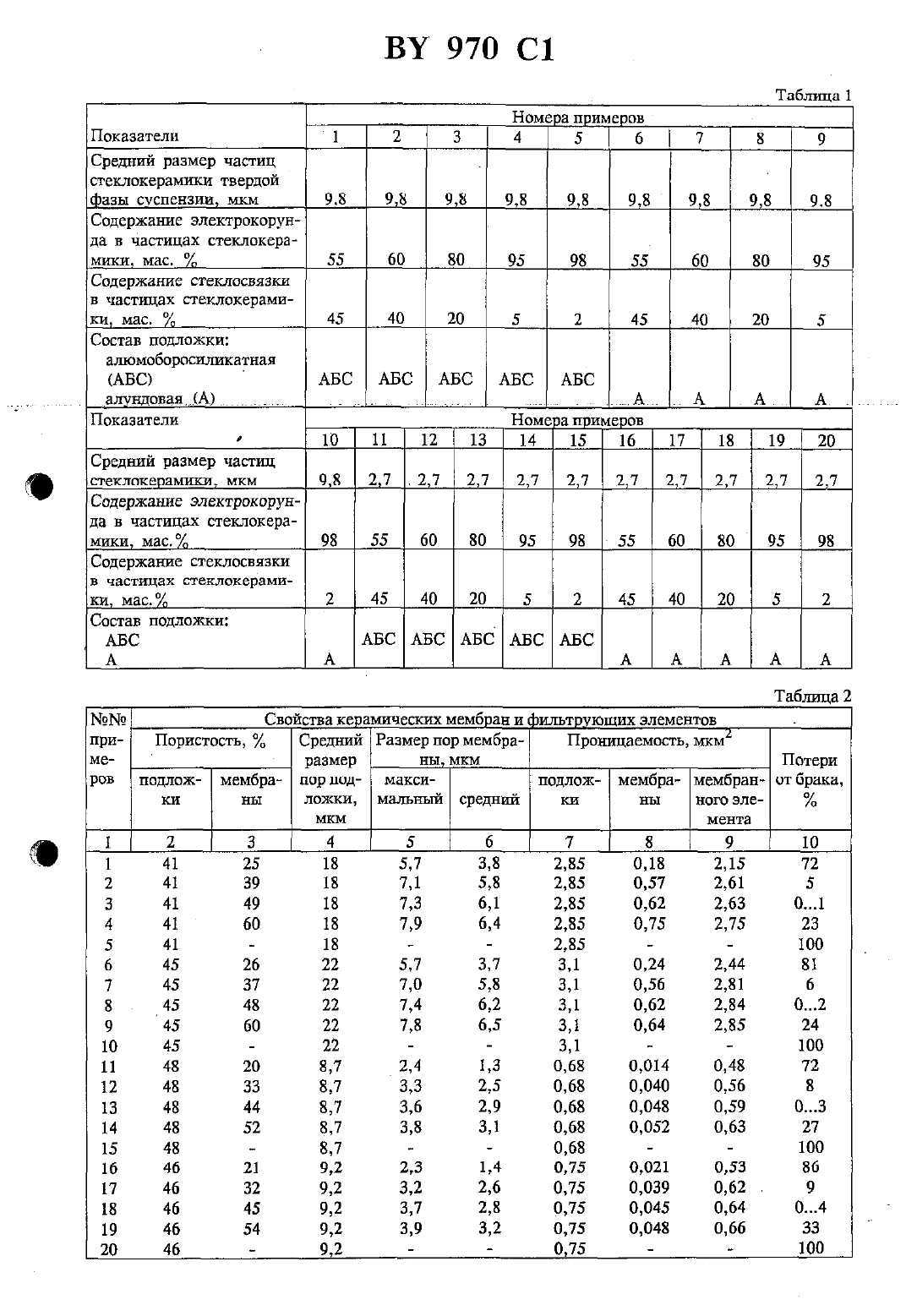
используют порошки сходного с подложкой хнмического состава и с размерами частиц, не превышающими диаметра пор подложки. При сложном или простом составе жидкой фазы суспензий для нанесения мембранного слоя(слоев) как правило используют однородный по химическому составу состав частиц твердой фазы, например частицы оксидов металлов. Однако соединение частиц оксидов металлов друг с другом и с поверхностью подложки идет,как правило, при объемном твердофазном спекании. Это приводит к большим усадкам мембранного покрытия и, как следствие, к возникновению дефектов в мембране, что снижает качество мембран.Наиболее близким к заявляемому является способ. изготовления керамической мембраны в технологии изготовления керамических фильтрующих элементов, заключающийся в нанесении на пористый носитель слоя суспензии, твердая фаза которой включает неплавяЩийся наполнитель и стеклосвязку, в сушке и обжиге полученной заготовки (см. А.с. СССР 1661167, МКИ С 04 В 38/00, опубл. 7.0791).керамическую мембрану изготавливали нанесением слоев тонкомолотых суспензий с разной концентрацией твердой фазы путем окунания трубчатого носителя (подложки) в суспензии, сушки полученной заготовки и обжига ее при 120 О 130 ОСОднако при получении с помощью известного способа мшсропористых мембран с размером пор 1 мкм и более наблюдается рост брака из-за дефектов мембраны, а также ухудшение фильтрующих свойств мембраны, прежде всего уменьшение ее проницаемости, в силу следующих причин.В известном способе приготовление тонкомолотых суспензий предполагает помол разнородных по составу материалов неплавящеюся при обжиге наполнителя (глинозем), стеклообразующей добавки (глинистый компонент),плавня-стеклосвязки (стеклобой или полевой шпат, или борат кальция). В результате твердая фаза суспензий имеет гетерогенный состав и состоит из частиц глинозема, глинистого компонента, стекла (полевого шпата, бората кальция), которые в силу их разных физических свойств различаются как по весу, так и по размерам. Суспензии, приготовленные из названных частиц, обладают низкой устойчивостью в силу гравитационного расслоения тем большей, чем большие по размеру частицы используются в качестве неплавящегося наполнителя. При нанесении мембранных слоев из неустойчивых суспензий возникает неоднородность мембранного покрытия по размерам,весу и химическому составу как по толщине,так и по площади мембранного покрытия. Интенсивное перемешивание для поддержанияустойчивости суспензий не улучшает однородНОСТИ ПОКРЫТИЯ, ПОСКОЛЬКУ МОЖЕТ ПрИВеСТИ К дополнительной сепарации (выпадению) более тяжелых и крупных частиц на поверхности, а затем к осаждению более мелких частиц, способствуя смыванию более легких и мелких частиц. При обжиге мембранного покрытия и носителя более лепсоплавкие частицы стекла(полевого шпата, бората кальция), глинистого компонента расплавляются и соединяют частицы неплавящетося компонента (глинозема). При этом стеклообразная масса заполняет промежутки между частицами неплавящегося глинозема (наполнителя), уменьшая проницаемость мембраны в местах преобладания глинозема и стеклосвязки в результате остекловываншг участков мембраны и приводя к дефектам (трещинам, пустотам) в областях с недостатком указанной массы. При обжиге мембраны имеет место стеклообразование в результате взаимодействия стеклосвязки стеклообразующего компонента, что увеличивает количество стеклосвязки при обжиге в промежутках между частицами наполнителя за счет образования более сложного по составу стекла. Объемный характер расплавления и спекания частиц стеклосвязки обуславливает большие усадки мембранного слоя, что способствует появлению трещин и других дефектов, а также уменьшает проницаемость мембраны и фильтрующего элемента. Для пористых носителей сложной формы неоднородность мембранного покрытия может увеличиваться при нанесении,что еще в большей степени ухудшает качество мембраны. Существенное влияние на качество мембраны оказывает качество поверхности пористого носителя, форма его поверхности. Наличие дефектов на подложке усиливает неоднородность мембранного слоя в местах дефектов, приводит к появлению в данных местах дефектов в мембране. Форма поверхности или даже ориентация носителя в неустойчивой гетерогенной по составу частиц суспензии также влияет на качество мембраны, поскольку имеют место неоднородности мембранного покрытия по химическому составу частиц, составляющих слой (покрытие).Согласно изобретению решается задача из готовления керамической микропористой мем браны на пористом неорганическом носителе. Достигаемый при этом технический результат заключается в снижении дефектности мембраны. Дополнительный технический результат заявляемого способа закшочается в снижении брака мембраны и повышении ее проницаемости при изготовлении на алюмосиликатных и алундовых носителях.В заявляемом способе для нанесения мембранного слоя на поверхность подложки используется суспензия, твердая фаза которой состоит из частиц сложной структуры, например, в виде стеклокерамики. Частица включает неплавящуюся при обжиге основу из неорганического материала и стеклосвязку в виде оболочки, покрывающей поверхность основы. При этом основа выполняет функцию фракционного наполнителя, формирующего мембранное покрытие, определяя размеры пор,проницаемость, пористость мембраны, стеклосвязха же определяет необходимую прочность соединения частиц наполнителя, а размещение СТЕКЛОСЕЯЗКИ В ВИДЕ ОбОЛОЧКИ ВОЗМОЖНОСТЬ равновероятного контакта с соседними частицами, образующими мембранный слой. Толщина облочки обеспечивает-достаточную прочность соединения частиц основы друг с другом и с поверхностью носителя в результате размягчения и соединения с оболочками других частиц при обжиге. При этом химический состав стеклосвязки выбирается в зависимости от термостойкости наполнителя и необходимости получения заданной термостойкости элемента. Нанесение мембранного слоя суспензии на поверхность керамической подложки, родственной к составу стеклосвязки, осуществляется путем окунания носителя, осаждения, шлгшерного литья. Поскольку частицы твердойфазы имеют одинаковый химический состав,то слой частгщ, образующих мембранное покрытие, не образует неоднородностей, обусловленных гетерогенностью суспензии, влиянием силы тяжести, капилярных или иных сил. Качество мембраны будет определяться достаточностью количества частиц для образования мембранного покрытия, в том числе н покрытия им дефектов обработки поверхности подложки. При обжиге заготовки стеклосвязка на поверхности носителя размягчается и частично расплавляется, что обеспечивает соединение ЧЗСТИЦ В МВСТЗХ КОНТЗКТН ОбОЛОЧК.ЭТОМ величина- усадок определяется- преимуществ енно толщиной оболочек и их химическим составом. Поскольку размеры неплавящегося наполнителя больше размеров толщины оболочек, то усадка мембранного слоя незначительна и не превышает для мембранного слоя пределов, необходимых для нивелирования поверхности. Кроме того, в местах дефектов подложки, например раковин, усадка мембранного СЛОЯ ПРИ ОБЖИГС, как ПРЗБИЛО, НЕ ПРИВОДИТ К возникновеншо пустот или трещин, поскольку уплотнение частиц наполнителя осуществляется по размягченным слоям оболочки. Таким образом, в заявляемом способе имеет место не ОБЪСМНОВ, а ПОВСРХПОСТНОВ СПЕКЦНИС ЧЗСТИЦ,образующих мембранное покрытие. Благодаря вышеописанным особенностям заявляемогоспособа снижается вероятность образования дефектов мембраны, уменьшается влияние на качество мембраны способа нанесения, формы носителя, качества обработки поверхности последнего. В качестве стеклосвязки могут быть использованы алюмоборосиликатные, боросиликатные и другие стекла, родственные материалу подложки и обеспечивающие необходимую прочность соединения при обжиге. Для наиболее распространенных алундовых и алюмосиликатных, алюмоборосилпкатных носителей наилучшими являются алюмоборосиликатная и боросиликатная связки, а в качестве неплавящегося носителя - диоксид алюминия в его модификации (электрокорунд,глинозем и т.п.). Влияние алюмоборосиликатной или боросиликатной связки в пределах 540 по массе объясняется тем, что при кодшчестве связки в частицах менее 5 не удается получить достаточно прочную и качественную мембрану, поскольку толщина и сплошность оболочки стеклосвязки недостаточна для прочного соединения частиц друг с другом и с подложкой также не удается получить частицы наполнителя, в достаточной степени покрытые стеклосвяакой. В результате уменьшается выход годных изделий. При величине стеклосвязки 40 (наполнителя 60) имеет место уменьшение проницаемости мембраны из-за большой усадки, обусловленной повышенным количеством стеклофазы на поверхности наполнителя. Оболочка перестает быть оболочкой из-за большой толщины слоя стеклофазы в большой степени проявляется эффект объемного спекания, заполняются промежутки между частицами наполнителя. В результате этого уменьшается проницаемостъ мембраны.заявляемый способ проверен экспериментально. Использовались частицы неплавящегося наполнителя из диоксида алюминия(кварца, карбидов и нитридов кремния и т.п.),покрытые стеклосвязкой из силикатных, алюмоборосиликатныхти боросиликатных а также пр. стекол. В качестве подложек использовались алундовые (А), полученные традиционно прессованием и спеканием порошка, а также методом золь-гель технологии, алюмобороси ликатшяе (АБС), силикатные и ДРУгие, полученные путем традиционного прессования и спекания по золь-гель технологии. Суспензию для нанесения мембранного слоя получали путем смешивания воды с частицами, предварительно просеянными сквозь сито для обеспечения заданного размера. Для нанесения слоя (слоев) суспензий согласно заявляемому способу использовали суспензии с оптимальной концентрацией твердой фазы от 5 2, до 20. Оптимальные температуры обжига заготовок с использованием частиц для нанесенияиз алюмоборосиликатной керамики для заявляемого способа 12001300 С.Получение порошков с заданным составом,структурой и размерами частиц осуществляли следующим образом. Неплавящийся наполнитель просеивали сквозь сито для получения узкофракционированного порошка. Полученный порошок с частицами заданных размеров смешивали с более дисперсными порошками соединений, образующих при плавлении стекломассу. После прессования смесь опекали до образования стеклофазы, размалывали в мельницах до необходимых размеров, например размеров частиц, близких к первоначальным размерам частиц наполнителя. Отделя.ли частины, стеклокерамикицтребуемой фракции с помощью сит и использовали порошок из частиц для приготовления суспензии.Использовали также другие методы получения частиц стеклокерамики для реализации заявляемого способа.В качестве неплавящетося компонента для пршотовления частиц, используемых для нанесения на керамические подложки из алунда н алюмосиликатной керамики использовали электрокорунд марок 25 А, 14 А, КО, порошок кремнезема А-ЗОО, буру. Аналогичные компоненты использовали для изготовления алюмоборсштикатных подложек. АБС подложки изготавливали методом прессования смеси указанных порошков с использовагшем временной органической связки при последующем спекании заготовок подложек при 1250 С.В таблице 1 приведены составы, а в таблице 2 - свойства полученных согласно заявляемому способу микропористых керамических мембран, а также примеры, подтверждающие обоснованность выбора граничных значений стеклосвязки для изготовления алюмоборосиликатной мембраны (примеры 1, 5, б, 10, 11,15, 16, 20).Пример 1. Керамическую полированную трубку (пористый носитель) закрывали с торцов и окунали на З 1 О секунд в водную суспензию, содержащую 10 мас. твердой фазы из частиц стеклокерамики. Полученную заготовку помещали в пористый контешер, сушили в контейнере при температуре 60 С, после чего заготовку отжигали в атмосфере очищенного воздуха при 12 О 0 С в течение 5 часов и охлаждали. Для нанесения слоя суспензии исполвзовали суспензию, состоящую из частиц стеклокерамики следующего качественного со 10(в мас.). Количественный состав частиц стеклокерамики и их размер приведены в таблице 1, а свойства изготовленной мембраны в таблице 2. Керамическая подложка имела следующий усредненный состав, в мас. А 12 Оз - 75 5102 - 18 В 203 - 5 Ма 20 - 2. Свойства керамической подложки приведены в таблице 2.Примеры 25. Примеры осуществляли аналогично примеру 1. Отличие их от примера 1 состоит в количестве электрокорунда (неплавящегося наполнителя) и стеклосвязки в частицах стеклокерамикиг Конкретные количества наполнителя и стеклосвязки, соответствующие конкретным примерам, приведены в таблице 1, а свойства полученных мембран в таблице 2.Примеры 610. Примеры осуществляли также, как и пример 1. Однако для нанесения использовались частицы стеклокерамики другого качественного состава электрокорунд (наполнитель), алюмоборосиликатное стекло(стеклосвязка), причем стеклосвязка имела спудующий кояшчественный усредненный состав, мас. 5102 - 13 А 12 О 3 17 8203 - 46 Ыа 2 О - 24. В качестве носителя использовалась также керамическая трубка из алунда. Конкретные составы частиц стеклокерамики и свойства мембраны, соответствующие примерам б 10, приведены в таблицах 1 и 2.Примеры 1115. Примеры осуществляли также, как и пример 1. Отличие от примера 1 состояло в том, что для нанесения использовались частицы стеклокерамики качественною состава и с количественным составом стеклосвязки, указанным в примерах 610, а также в том, что в качестве носителя исполъзовалась трубка из керамики следующего состава,масдк А 12 Оз - 85 102 - 11 В 2 О 3 - 2,5 Ыа 2 ОПримеры 1 б 20. Примеры осуществляли аналогично примеру 1. Отличие состояло в том, что использовали частицы стеклокерамики качественною состава и стеклосвязку, соответствующие примерам 114-15, а также в том, что в качестве керамической трубки исполъзовали алундовуто. Конкретные составы частиц стеклокерамики, соответствующие примерам 1620, приведены в таблице 1, а свойства полученных мембран - в таблице 2.Номе ап име ов Показатели 1 2 3 4 5 6 7 8 9Средний размер частиц стеклокерамики твердойазы суспензии мкм 9.8 9 8 9 8 9 8 9 8 9 8 9 8 9 8 9.8 Содержание электрокорунш да в частицах стеклокера- 7 мики, мас. 55 60 80 95 98 55 60 80 95 Содержание стеклосвязки в частицах стеклокерами ки мас. 45 40 20 5 2 45 40 20 5 Состав подложки ашомобороснликатная(АБС) АБС АБС АБС АБС АБС алчндовая(А).. . . .. а . А А А Показатели Номе ап име ов 10 11 12 13 14 15 16 17 18 19 20 Средний размер частиц стеклокеамики мкм 98 27.27 27 27 27 27 27 27 27 27ки, мас. (, 2 45 40 20 5 2 45 40 20 5 2 Состав подложки , АБС АБС АБС АБС АБС АБС199199 Свойства кеаштческих мемб ан и ильт тощих элементов ме- размер ны мкм Потери ров подлож- мембра- пор под- от брака,макси- подлож- мембра мем 6 ран малтьнъпй кн ны ною элемента 8
МПК / Метки
МПК: B01D 71/04, C04B 38/00, B01D 69/04
Метки: мембраны, изготовления, керамической, способ
Код ссылки
<a href="https://by.patents.su/6-970-sposob-izgotovleniya-keramicheskojj-membrany.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления керамической мембраны</a>
Способ изготовления КМОП-структур
Номер патента: 235
Опубликовано: 30.12.1994
Авторы: Сидоренко Е. Б., Саньков И. В., Нагорный А. А., Плащинский Г. И.
МПК: H01L 21/336
Метки: изготовления, способ, кмоп-структур
Текст:
...ворах с последующей промывкой в деион 12 3 атвдра 7 ннзованной воде и сушкой подложкиП Р И Н В Р 1 После форМнроВа центрифугированием,.формровали поддня 5 накасдВмещенд прдйздодидир т затворный диэлектрик методом термихимнчесКУю обработку подложки после 20 екг Окисденин подложки ПРИ 1 О 00 бС довательно в перекисно-серпом и пе В течение 15 Мин В атмосфере ВдаЖ рекнснотамачном растворах с после- нгкНСлрда ТлщиНй 0512 МКМ- ПРИ дующей промышкой...
Способ изготовления изделий из древопластика
Номер патента: 956
Опубликовано: 15.12.1995
Авторы: Федорчук А. К., Ивановский П. А., Заголовец В. А.
МПК: B27N 3/02
Метки: древопластика, изделий, способ, изготовления
Текст:
...Это позволяет также значительно уменьшить затраты на приобретение сырья.Подготовка связующего материала заключается в его измельчении и просеве через сито Ы 95-7.Подготовленные таким образом наполнитель и связующий материал в весовой пропорции 3070-7030 загружают в смеситель и добавляют туда сухой краситель в количестве 0,51,5 от веса приготовляемой массы. В качестве красителей могут быть использованы любые пигменты в виде порошка,...
Способ изготовления разливочного приспособления контейнера
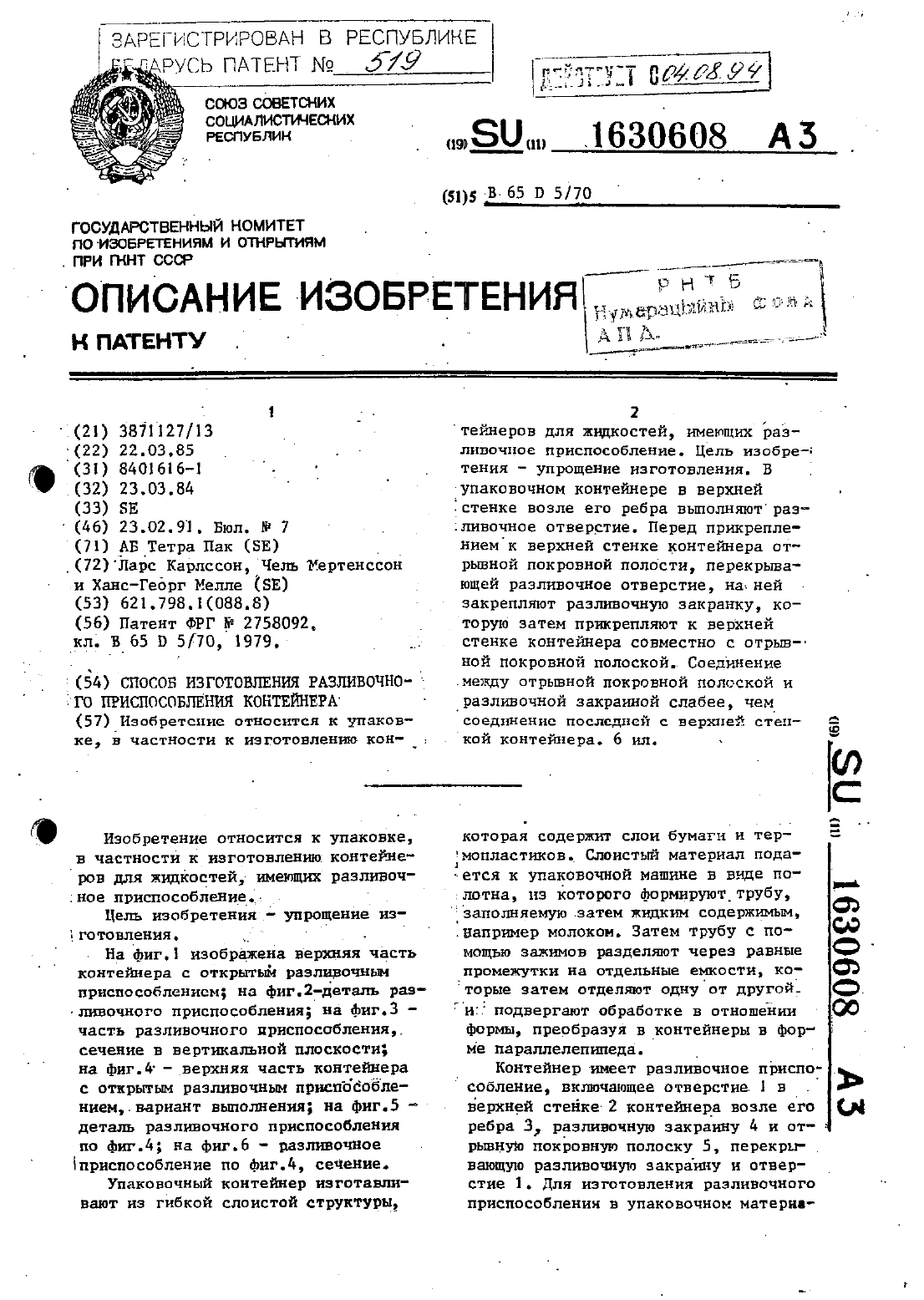
Номер патента: 519
Опубликовано: 30.06.1995
Авторы: Чель Мертенссон, Ларс Карлссон, Ханс-Георг Мелле
МПК: B65D 5/70
Метки: приспособления, способ, изготовления, контейнера, разливочного
Текст:
...выполнена из нескольких слоев, например из Ълоя алюминиевой фольги н слоя термо 25 пластичного материала (полиэтилена),обращенного к контейнеру (фнг.3). Разливочная закраина 4 также содержит два слоя один из поливинилхлорида, а другой, который должен подсое 30 диняться к контейнерУ из полиэтилена или другого-термопластичного натериала. Отрывная покровная полоска 5 уплотняется с материалом упаковочноъ го контейнера вокруг разлпвочного от- 35...
Способ изготовления алмазного инструмента
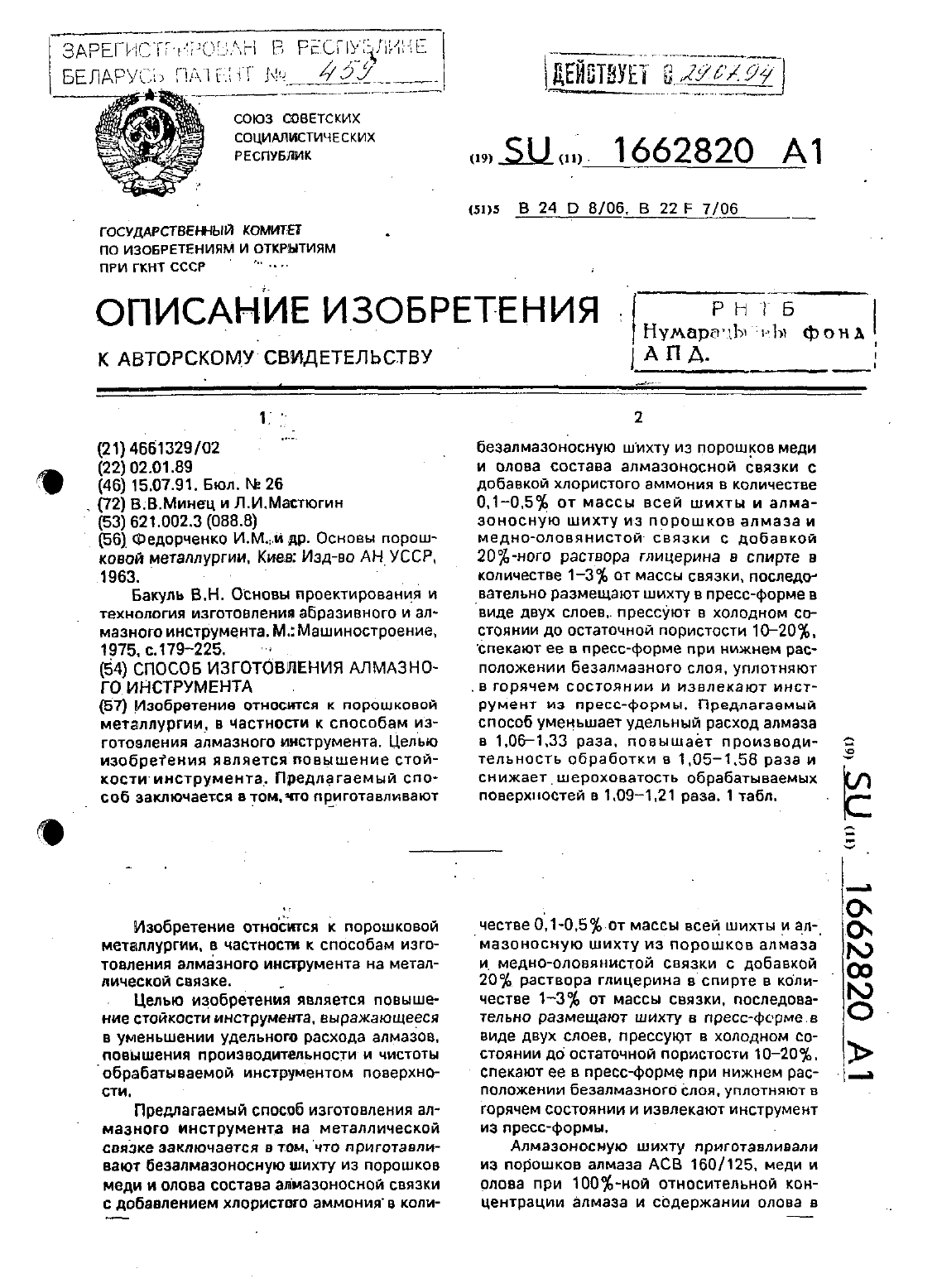
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
Метки: способ, изготовления, алмазного, инструмента
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (варианты), способ получения курительного материала для изготовления сигарет
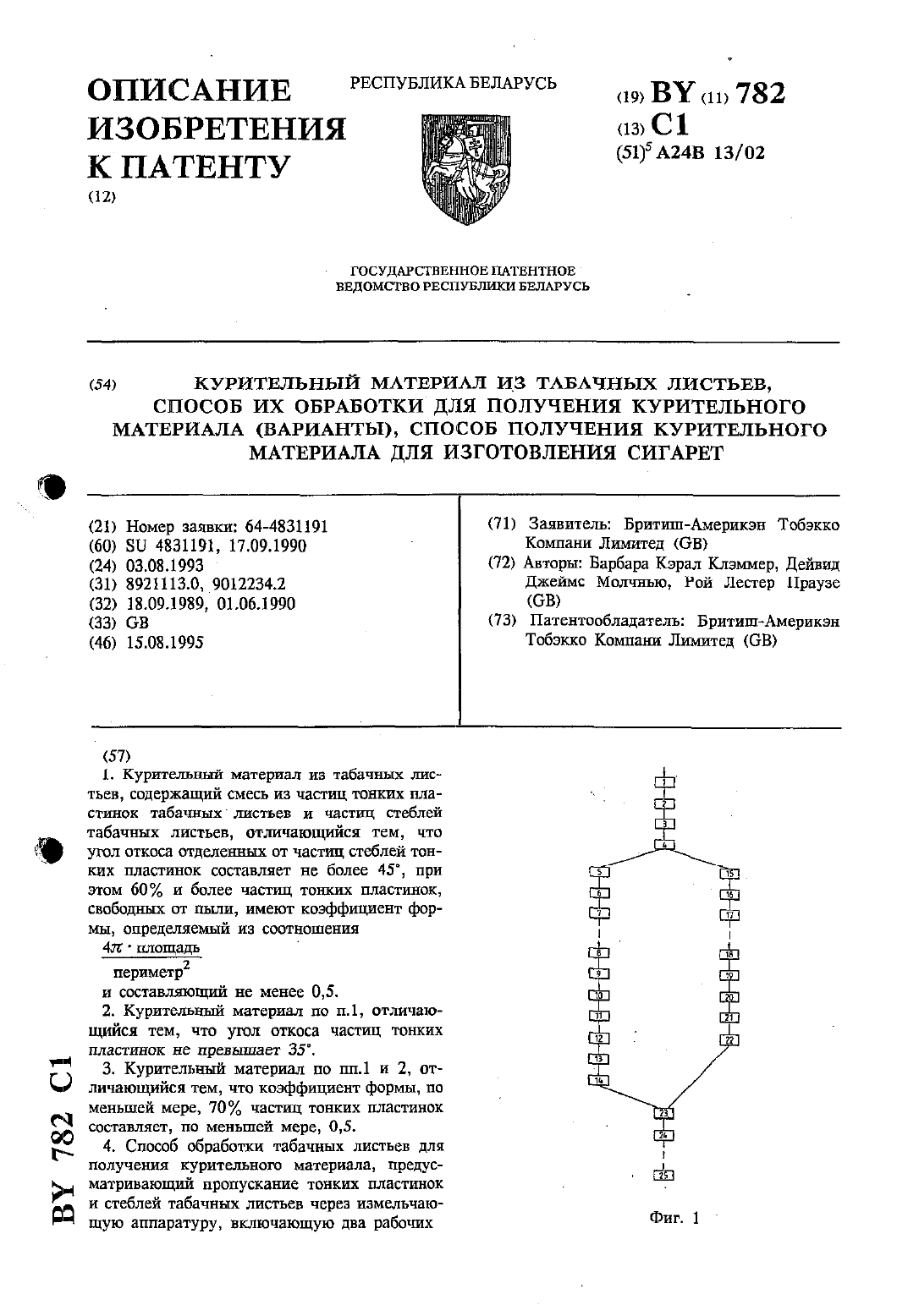
Номер патента: 782
Опубликовано: 15.08.1995
Авторы: Барбара Кэрал Клэммер, Рой Лестер Праузе, Дейвид Джеймс Молинью
МПК: A24B 13/02
Метки: получения, листьев, материала, изготовления, курительного, сигарет, обработки, курительный, табачных, способ, материал, варианты
Текст:
...как стебель.Стебель имеет существенно отличньФИЗИЧЕСКИЕ свойства ПО сравнению С ПЛЭСТИНКОЙ листа И ПОЭТОМУ, как СЛОЖИЛОСЬпроцессе многолетней пракгики, на ранней стадии обработки табачных листьеосуществляется отделение стебля от то ких пластин табачных листьев. Затем происходит независимая обработка с еблей и тонких пластин листа с использованием различных технологий.Как правило, материал, включающ й в свой состав стебли, отделяется от...
Предыдущий патент: Смазка для металлических форм
Следующий патент: Способ соединения термопластичной торцевой пластины с корпусом упаковочного контейнера
Случайный патент: Визуаскоп