Способ сборки пространственных металлических конструкций, машина для сборки пространственных металлических конструкций
Текст
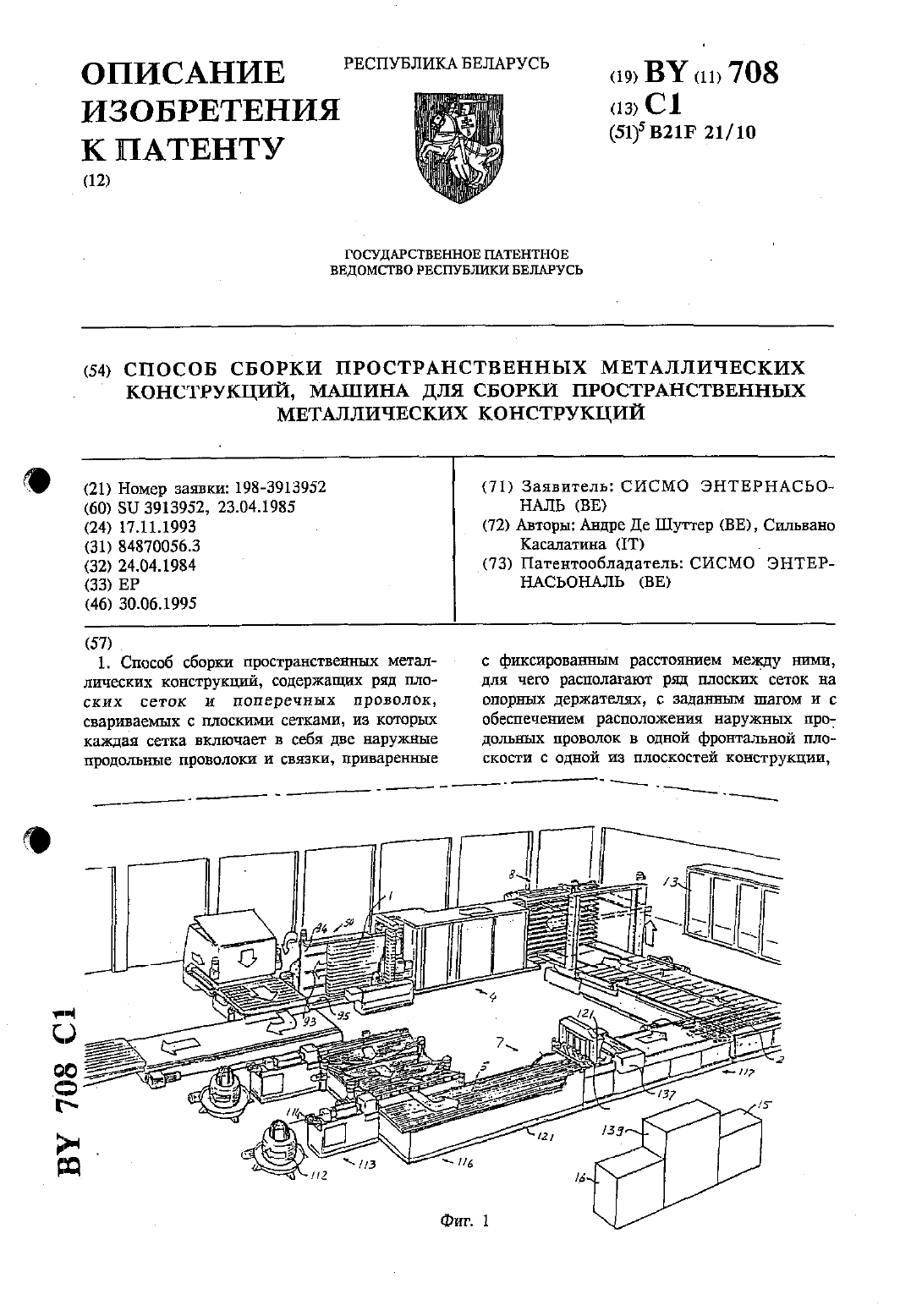
отличающийся тем, что располагают ряд плоских сеток таким образом, чтобы каждая сетка имела концевую часть наружных продольных проволок около наружною электрода сварочной машины, сдвигают ряд сеток вдоль опорных держателей при помощи ряда подающих,по одному для каждой сетки, и расположенных позади одною порядка связок таким образом,что передние кромки подающих зубьев расположены в одной линии вдоль плоскости, перпендикулярной плоскостям сеток, пока связки не достигнут заранее определенное положение относительно электродов, располагают пару поперечных проволок с пересечением наружных продольных проволок сеток в положение сварки в соответствующих областях пересечения, сваривают пару поперечных проволок с наружными проволоками ряда плоских сеток после первого движения, по крайней мере,внутренних электродов вдоль оси, параллельной фронтальной плоскости конструкции, освобождают сваренные области от электродов,а сетки, по крайней мере, от внутренних электродов путем дальнейшего перемещения, по крайней мере, внутренних электродов и отводом, по крайней мере, внутренних электродов из внутреннею пространства сеток, повторяют первые пять операций для новой поперечной проволоки и новых областей пересечения до тех пор, пока все поперечные проволоки не будут приварены к продольным наружным проволокам.2. Машина для сборки пространственных металлических конструкций, содержащих ряд плоских сеток, сваренных с поперечными проволоками, причем каждая плоская сетка включает в себя две наружные продольные проволоки и различные порядки связок, включающая ряд держателей для плоских сеток,два механизма для подачи плоских сеток, механизмы подачи поперечных проволок в зону сварки, по меньшей мере, пару сварочных устройств, каждое из которых имеет множество пар подвижных электродов, по меньшей мере,ДВЕ МЕХЗНИЗМВ ПОДВОДН И ОТВОДЗ СВЗРОЧНЫХ устройств и средство управления машиной, отличающаяся тем, что механизм подачи плоской сетки состоит из установленного с возможностью возвратно-поступательною перемещения приводного толкателя,с толкателем множества рычагов, каждый из которых имеет, по крайней мере, один зуб с передней рабочей кромкой и задней наклонной кромкой и датчиков положения толкателя, при этом рабочие кромки всех зубьев установлены на одной линии, перпендикулярной плоскостям держателей, а толкатель связан с линейным движителем, каждый механизм подачи поперечных проволок к месту сварки с плоскими сетками содержит связанный с линей связанныхным движителем механизм подачи, связанный с движителем и установленный с возможностью перемещения вдоль оси, наклонной по отношению к оси перемещения плоских сеток,содержащий зажимы для проволоки, смонтированные на механизме подачи и детектором для определения положения Ползунов, каждый механизм подвода и отвода сварочных устройств включает в себя размещенный в направляющих в плоскости, перпендикулярной держателям плоских сеток, и связанный с линейным движителем подвижный ползун на котором размещены корпуса сварочных устройств и датчик положения ползуна, средство управления машиной выполнено электронным и связано с движителем механизма подачи сеткн, Движителями механизма подачи поперечной проволоки, Движителями механизмов подвода и отвода сварочных устройств и датчиками положения исполнительных органов вышеуказанных механизмов.3. Машина по п.2, отличающаяся тем, что каждое сварочное устройство содержит множество главных корпусов, расположенных за пределами держателей плоских сеток корпусов, в которых размешены трансформаторы, электроды, из которых один установлен с возможностью качательною, а второй - поступательного движения, и исполнительный механизм для перемещения подвижного электрода в зону пересечения свариваемых проволок.4. Машина по п.2, отличающаяся тем, что ДВИЖИТЕЛЬ КЕЖДОГО механизма ПОДНЧИ ПОПЕречных проволок включает первый линейный движитель, расположенный перед первым ползуном с возможностью перемещения вдоль продольной оси, причем первый движитель расположен поверх второю ползуна второю линейного движителя.каждый рычаг механизма подачи плоской сетки содержит второй зуб, так же снабженный передней рабочей кромкой и задней наклонной кромкой, причем расстояние между передними рабочими кромками каждою зуба равно половине хода рычага механизма подачи плоской сетки.6. Машина по п.2, отличающаяся тем, что указанные опорные держатели содержат опорНЫВ ШРИЗОНТНЛЬНЫВ ПЛОСКОСТИ И вертикальные опоры для фиксирования опорных плоскостей в соответствии с заданным шагом сеток и пару конечных направляющих У-образною поперечного сечения.7. Машина по п.2, отличающаяся тем, что имеет первый ряд фиксированных направляющих элементов, которые служат для образования фронтальной плоскости собираемой конструкции, размещенных под прямым углом к плоскостям опорных держателей, И второйряд установленных с возможностью перемещения подвижных направляющих элементов, служащих для образования второй фронтальной плоскости собираемой конструкции, параллельной первой фронтальной плоскости, и средство для перемещения по Настоящее изобретение относится к способу сборки пространственных металлических конструкций, например, предварительно изготовленных элементов, как-то панелей и перекрытий, использующихся в строительстве. Кроме того, настоящее изобретение касается установки для осуществления этою способа.Известна пространственная конструкция, которая состоит из нескольких плоских арматурных сеток. Каждая такая сетка состоит , по крайней мере, из одной пары продольных проВОЛОК И СВЯЗЫВЗЮЩИХ-ПрОВОЛОК-СТЯЖВК. Арматурная сетка имеет заранее определенные ВЗЗИМНЫС ПрОМСЖУТКИ, ОБУСЛОБЛСННЫВ серией поперечных проволок, приваренных к самой арматурной сетке и к стяжкам. Такая конструкция образует опорные плоские для продолговатых элементов соответствующего размера,изготовленных из легкого изолирующего материала который размещается внутри конструкции. Изготовление таких конструкций требует очень жестких допусков для различных элементов и тщательного выравнивания УПОМЯНУТЫХ ЭЛЕМЕНТОВ ВО время сварки. УДОБлетворение этих требований требует много ручного труда по подводу сварочных устройств к тем зонам пересечения, где расположены привариваемые проволоки, и для сохранения выравненных частей. Будет очевидно, что такой способ является дорогостоящим. Более того, очень трудно добиться одновременного выравнивания в одной плоскости стяжек от различных частей конструкции. Возникает ряд серьезных технических проблем при изготовпении таких конструкций, в частности, это касается надежности сварки и большого сопротнвления статическим и динамическим напряжением конструкции.Возникающие технические проблемы настоящее изобретение решает с помощью способа сборки, который является простым и относительно дешевым и который позволяет собрать очень точную пространственную проволочную сетку. обладающую большим сопротивлением напряжению. Указанная проблема может быть решена с помощью способа настоящею изобретения, включающего следующие этапыа) подготовку нескольких плоских сеток, содержащих продольные проволоки и связкиДВИЖНЫХ направляющих ЭЛСМСНТОВ ОТИОСРЪТЕЛЬНО НСПОДВИЖНЫХ.(56) 1. Европейская патентная заявка 82102021,МКИ В 21 Р 27/10, 1982.с выравнивание сеток таким образом, чтобы связки различных сеток располагались в одной плоскостиа) выравнивание продольных проволок, по крайней мере, с одной стороны сетки для образования соответствующих покрывающих плоскостей конструкциие) размещение, по крайней мере, одной поперечной проволоки в положении, в котором она пересекает продольные проволоки или связки других сеток в различных зонах пересечения упомянутых продольных проволок и связок соответственноЕ) достижение с помощью, по крайней мере,одного сварочного узла той зоны, где сетка пересекает связку таким образом, что электроды упомянутого сварочного узла обращены к пересекающимся проволокам в зоне относительного пересеченияв) взаимодействие пересекающихся проволок и упомянутых электродов для осуществления сварки проволок в упомянутой зоне пересече у ния11) ОТНОСИТВЛЬНОС ПЕрВМВЩВНИВ СЕТОК И УПОмянутого сварочного узла на расстояние, равное шагу поперечной проволоки, удерживая при этом связки в той же плоскости1) повторение мероприятий по пунктам с Р по 11 для новой поперечной проволоки новой ЗОНЫ ПСРССЧЕНИЯ ДО ТЕХ ПОР, ПОКЗ ПРОДОЛЬНЫЕ проволоки не будут приварены к продольным проволокам или связкам арматурной проволочной сетки.В соответствии с другой особенностью настоящего изобретения сборка сеток, образующих ПрОСТРЗНСТВСННУЮ КОНСТРУКЦИЮ, ВКЛЮЧЭСТ следующие этапыа) подготовку прямой проволоки с барабанов,ПУТЕМ ЕЕ НЗТЯЖСНИЯ И ОДНОВРВМСННОГО скручивания проволокЬ) приготовление группы продольных проволок в выравнивающих держателях, которые обеспечивают параллельное расположение относительно друг другас) приваривание в соответствующих пересекающихся точках продольных проволок к связкам так, что упомянутые проволоки располагаются по существу в той же плоскости что и связкис) подачу продольных проволок относительно упомянутых выравнивающих держателейна расстояние, равное шагу связок, для образования следующей разметочной секции, равной по существу предыдущей разметочной секциие) установку второй связки таким образом,что она пересекает и располагается рядом или взаимодействует отчасти с другой разметочной секцией упомянутых продольных проволок и таким образом, что упомянутая связка располагается на точно определенном расстоянии от предыдущей связкиЕ). сваривание упомянутой дРУпэй связки с продольными проволоками в соответствующих зонах пересечения11) повторение мероприятий по пунктам с Е по 11 до тех пор, пока не будут завершены все сварочные соединения на арматурной проволочной сетке.Пространственная конструкция, получаемая способом настоящего изобретения, обладает заметным сопротивлением Напряжениям, блашдаря скручиванию проволоки и точной сварке. Упомянутая конструкция в качестве дополнительного преимущества обладает точностью плоскостей различных связок для получения небольших пространств между продолговатыми элементами, которые вставляются внутрь самой конструкции. Более тою,конструкция в сборе обладает высокой точностью размера, что гарантирует оптимальное размещение панелей при строительстве зданнй.Другие детали и особенности настоящего изобретения станут понятны из приводимого ниже подробного описания, которое проводится на примере и сопровождается ссылками на прилагаемых чертежах, гдефиг.1 - общий схематичный вид сборочных МЕШИН, ИСПОЛЬЗУЮЩИХСЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ способа настоящею изобретения.фиг.4 - вид сбоку машины, представленной на фиг.3, в рабочем состоянии, фиг.5 - вид спереди деталей машины, представленной на фиг.2фипб - показаны некоторые подробности рабочего процесса с фиг.5, фин - вид сбоку деталей машины, показанной на фиг.2фиг.8 - показаны подробности с фит во время работы, фиг.9 - схематичный вид сечения, выполненного по линии 1 Х-1 Х на фиг.4, фиг.10 - схематичный вид деталей машины,показанной на фиг.2фигд - схематичный вид другой детали от машины, показанной на фиг.2фиг.12 - вид в плане модифицированной детали машины, представленной на фиг.2, фнг.13 - схематичный вид сбоку модификации, представленной на фиг.12, фиг.14 - детали, изображенные на фиг.12,показаны в рабочем режиме, фиг.15 - технологическая пооперационная схема машины, показанной на фиг.2фиг.16 - представленная диаграмма всей машины, показанной на фиг.2фиг.17 - схематичный вид в плане второй машины, представленной на фиг.1, фиг.18 - схематичный вид сбоку машины,показанной на фиг.17, фиг.19 блок-схема машины, показанной на фиг.17фиг.20 - общая схема технологического процесса в соответствии со способом настоящею изобретения.Способ сборки настоящего изобретения предназначен для изготовления, например, но не исключительно, пространственных металлических конструкций 1 (фнг.2) 1. Указанный способ предназначен, в частности, для сборки плоских арматурных проволочных сеток 2, изготовленных из Стальных проволок с поперечными проволоками З, и предусматривает предпочтительно использование машин, обеспечивающих сборку пространственных конструкций 4.Арматурная проволочная сетка 2 содержит продольные проволоки 5 и связки 6 и во время процесса, предшествующего сборке пространственной конструкции, они подготавливаются с помощью сварочного устройства 7 для сварки в нижнем положении (фигд).Сборочная машина (фигд) содержит несущую конструкцию 8, которая поддерживает сетку 2, питающее устройство 9, обеспечивающее подачу поперечных проволок 3, привариваемых к сетке 2, ряд. сварочных устройств 10 И подающее устройство 11 для упомянутой конструкции 1 во время сборки и приемный узел 12 (фиг.1).Машина снабжена также электронной группой 13 (фиг.1) для последовательного управления различными сборочными и сварочными операциями, пульт управления 14, пневмоблок 15 для осуществления команд, поступающих с пульта 14, и гидравлическое устройство 16 для охлаждения сварочных электродов в сборочных машинах 7 и 4.Ниже приводится описание несущей констъ рукции.Несущая конструкция 8 содержит вертикальные стойки 17, на которых с равными интервалами парами закреплены поперечные балки 18. Последние, в свою очередь, снабжены рядом горизонтальных наложенных опорных поверхностей 19. Интервалы между плоскостями19 равны и образуют поперечный шаг плоских сеток 2 относительно уже собранной конструкции 1.Плоскости 19 (фиг.3) имеют удлиненную прямоугольную форму с двумя боковыми сторонами 20 и 21 соответственно слева и справа,если смотреть на фиг.4, которые поддерживают соответствующую плоскую сетку 2.бой деталь, полученную методом выдавливания и имеющую в сечении прямоугольную форму, прикреплен к каждой стороне 20, снабжен поверхностью управления 23, взаимодействующей с концами (на левой стороне рисунка) связок 6 сеток 2. Поверхности 23 элементов управления 21 с различных плоскостей 19 расположены в одной плоскости и образуют вертикальную разметочную поверхность для пространственной конструкции 1.Другой элемент управления 24, изготовленный аналогично предыдущему и имеющий в сечении прямоугольную форму, регулируемо прикреплен к стороне 21 каждой плоскости 19 и снабжен поверхностью управления 25, взаимодействующей (на правой стороне фиг.) с концами связок 6 сеток 2. Поверхности 25 элементов управления 24 расположены в одной плоскости и определяют другую вертикальную разметочную плоскость для пространственной конструкции 1, проходящую параллельно вертикальной плоскости, определенной поверхностями 23. Обе разметочные плоскости выполнены так, чтобы разместить продольные проволоки 5 в одной плоскости на одной сто роне различных сеток 2 и более того, онирасполагаются перпендикулярно к плоскостям упомянутых тех же сеток 2.На одном конце на передней части, как показано на фиг.3, к элементу управления 23 и 24 закреплены направляющие элементы 26 и 27, имеющие в сечении У-образную форму и полученные методом выдавливания, выступающие за плоскости 19. Упомянутые элементы взаимодействуют с концами связок б, а также С ПрОДОЛЬНЫМИ ПРОВОЛОКЗМИ 5 ОТ ПЛОСКИХ ССток 2 и они служат для точного определения вертикальных разметочных плоскостей конструкции 1, а также для предотвращения коробления сеток 2 в зоне, следующей за выходным концом направляющих элементов 26 и 27 рядом со сварочными устройствами 10.Элементы управления 25 и направляющие элементы 27 перемещаются относительно боковых сторон 21, например, с помощью винтов 28. Таким образом, интервал междУ Разметочными плоскостями поверхностей 25 и направляющими элементами 26 может изменяться либо относительно разметочной плоскости поверкиости 23, либо относительно направляю 10щих элементов 27 для точного определения вертикальных разметочных плоскостей конструкций 1, допуская использование сеток 2 различной ширины.Перейдем к рассмотрению питающего устройства. Указанное питающее устройство 9 разделено На два узла, каждый из которых содержит бункер 29 (фиг.3), в котором расположены поперечные проволоки 3. Последние под действием собственною веса поступают в выходной желоб 30 (фиг.11), при этом их подача может быть облетчена установкой эксцентрика 31. Устройство 32 обеспечивает падение проволок 3 по одной, которые направляются наклонными стержнями 33 и останавливаются в их основании в результате взаимодействия с буртиками 34. Наличие проволоки 3 у буртика 34 определяется магнитным датчиком 35, который подает электрический сигнал, содержащий информацию для блока управления 13.Между опорой 8 и бункерами 29 (фиг.3) установлены две захватывающие руки 36,каждая из которых образована штангой, имеющие форму параллелепипеда, с опорной точкой на одном конце, и выходным валом 37 пневматического приводного элемента 38. Последний служит для поворота захватывающей руки из горизонтального положения в вертикальное. Каждая захватывающая рука 36, находясь в горизонтальном положении,выравнена и наложена на проволоку 3, которая в этот момент остановлена у буртиков 34 и рядом с соответствующей проволокой. Ряд магнитов 39 установлены таким образом, чтобы Смешать проволоку 3 с буртиков 34 и удерживать ее на руке 36, выравненной с осью такой же руки .Указанное положение остается неизменным даже тогда, когда рука 36 находится в вертикальном положении. Кроме того, имеются два датчика 40 и 41, которые определяют соответственно горизонтальное и вертикальное положение руки 36 и передатогг информацию на блок управления 13.К бункеру 29 (фиг.2 и 3) обращены два пневмоцилиндра 42, снабженные поршнями 43, перемещающимися в горизонтальной плоскости в направлении, перпендикулярном разметочным плоскостям поверхностей 23 И 24. К упомянутым двум поршням 43 прикреплены два соответствующих опорных блока 44, к которым в свою очередь прикреплены два других ПНбВМОЦИЛИНдра 45. Последние снабжены поршнями 46, которые перемещаются горизонтально под утлом в 45 относительно разметочных плоскостей поверхностей 23 и 24. На упомянутых поршнях 46 закреплены две стойки 47, на которых расположены два соответствующих пневмозажима 48, которые пере
МПК / Метки
МПК: B21F 21/10
Метки: машина, пространственных, способ, конструкций, сборки, металлических
Код ссылки
<a href="https://by.patents.su/19-708-sposob-sborki-prostranstvennyh-metallicheskih-konstrukcijj-mashina-dlya-sborki-prostranstvennyh-metallicheskih-konstrukcijj.html" rel="bookmark" title="База патентов Беларуси">Способ сборки пространственных металлических конструкций, машина для сборки пространственных металлических конструкций</a>
Способ сборки металлоконструкций, подвергаемых циклическому нагружению
Номер патента: 72
Опубликовано: 30.09.1994
Авторы: Шумский А. И., Кадолко Л. И., Горбацевич М. И., Панов А. Н.
МПК: B62D 21/00
Метки: способ, циклическому, металлоконструкций, подвергаемых, нагружению, сборки
Текст:
...существенно снижает достоинство известного способа.стной прочности металлоконструкций путем предварительного выбора монтажных напряжений за счет изменения размеров формы и расположения входящих элементов. Поставленная ЦЕПЬ ДОСТИГЭВТСЯ тем. ЧТО в способе сборки металлоконструкций, подвергаемых циклическому нагружению. включающему соединение элементов конст рукции при предварительно выбранных от-клонениях линейных размеров отдельных...
Способ получения производных простых арилфениловых эфиров или их кислотно-аддитивных солей, или их металлических комплексов
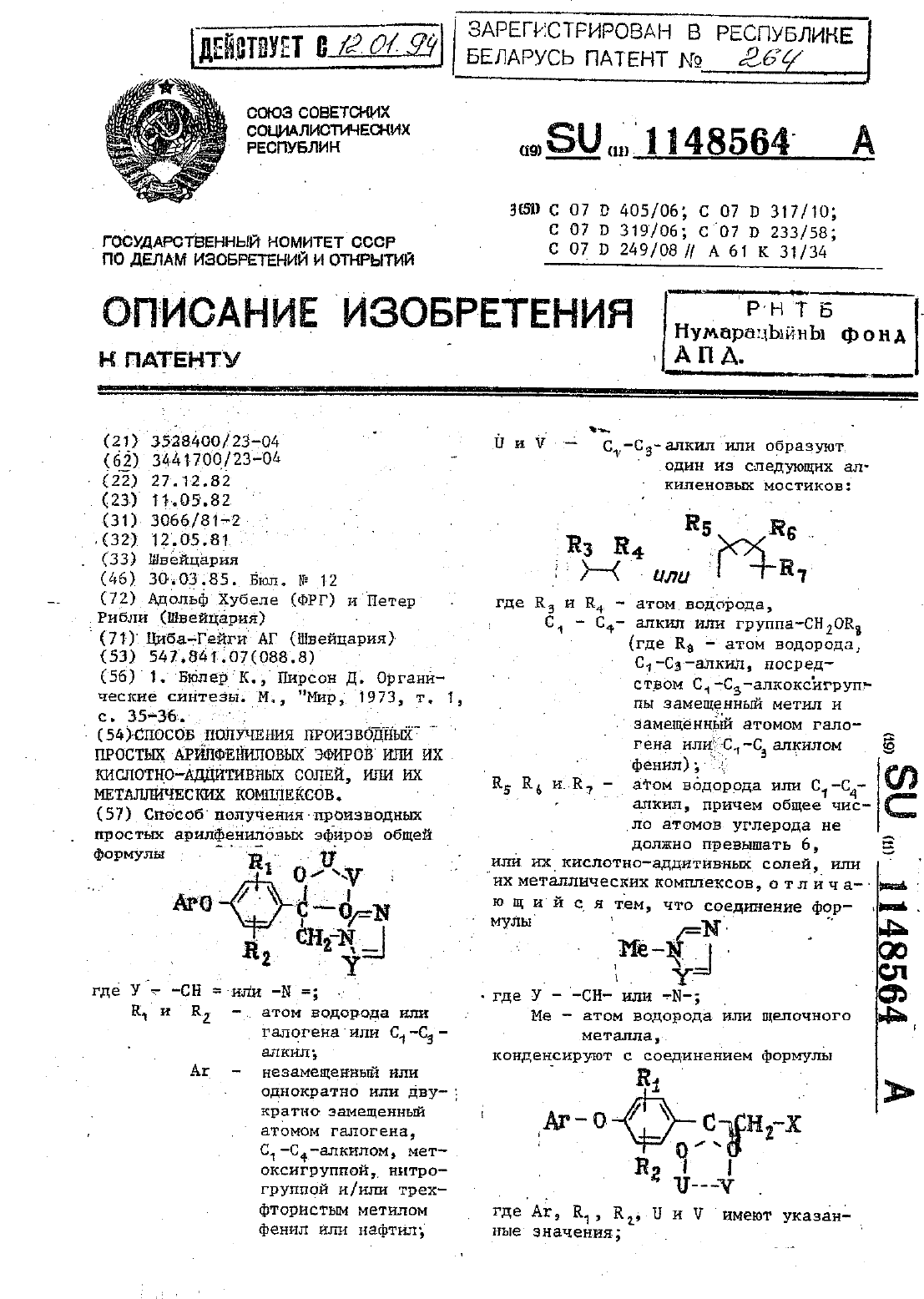
Номер патента: 264
Опубликовано: 30.12.1994
Авторы: Адольф Хубеле, Петер Рибли
МПК: C07D 233/58, C07D 249/08, A61K 31/34...
Метки: получения, комплексов, арилфениловых, металлических, эфиров, производных, кислотно-аддитивных, солей, или, способ, простых
Текст:
...35 см применяя смесь ацетона с этил 1 ацетатом С 11).ПослеУпариванияРС творителя маслообрезны остаток кри 30- Получают слегка жедтоватые крнстапт 1 лыс т.пл 691 С. .Д е г л дед И М В р -5. ПОПУЧ тхлорфенокси)фенил 2(1 тимидаеолнлметил 34 нзтипг 1,Зчдноксолана. получение 2 Ьп-(4 хлорфенокси) чфенил 2 метилдэтнп 13 дНосолана. 37 ч. 4(п-хпорфенокси)ацетофе до нона и 18 Ч. 1,2 БутендИола нагревают в 4 О 0 мл абсолютного толуода в присутствии...
Шпалоподбивочная машина
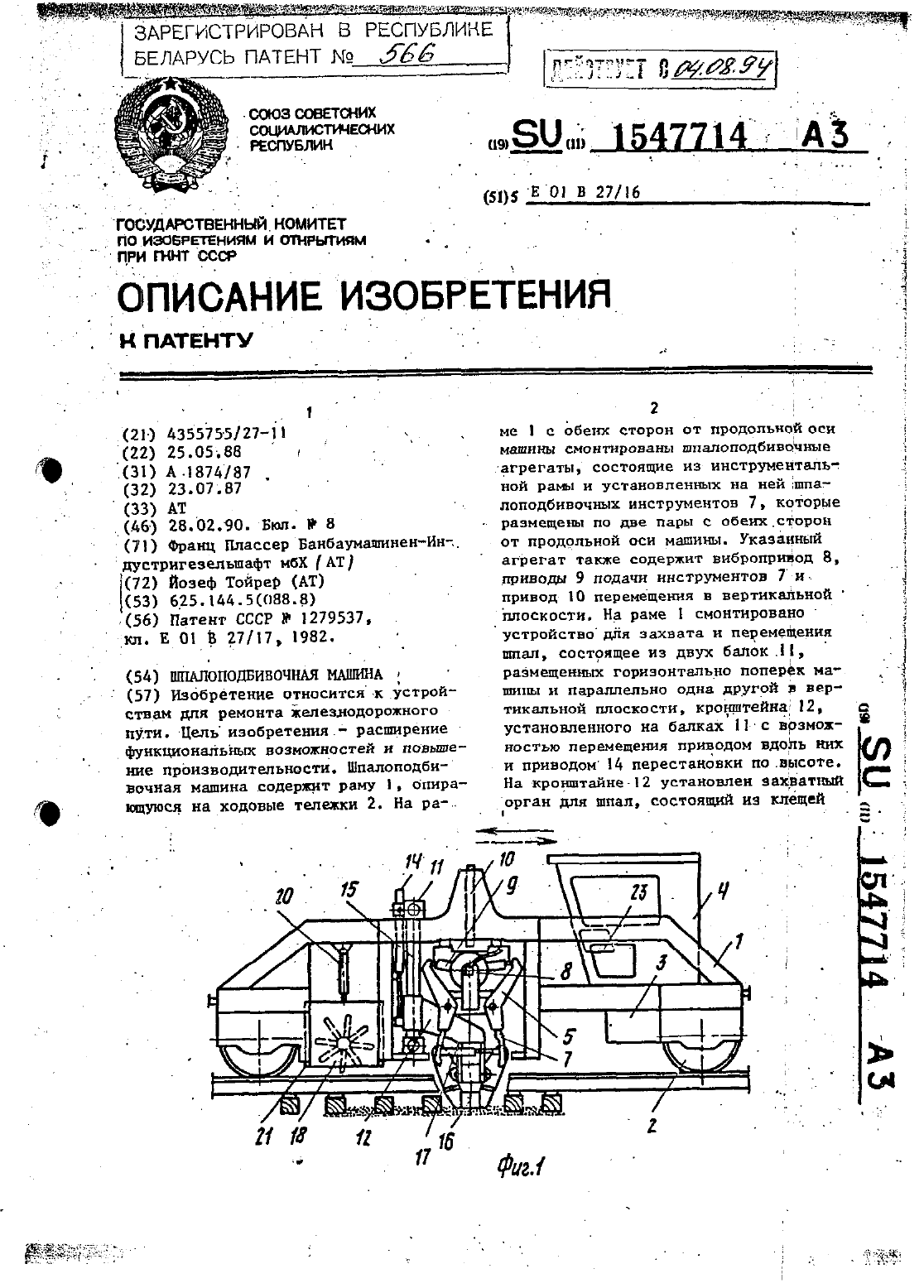
Номер патента: 566
Опубликовано: 30.06.1995
Автор: Йозеф Тойрер
МПК: E01B 27/16
Метки: машина, шпалоподбивочная
Текст:
...не будет выдвинута нз.путн нас.эонтально поперек машиы в параллелъ Н только, чтобы е можно было беслрет г но одна другой в вертикальной плес- пятственво убрать-путевым рабочим. кости, кронштейна 12, установленного 5 На.местоиэвлеченной шпалы сразу может на балках 11 Йс возможностью перемеще 4 быть установлена новая шпала. Эта 1 щпа ния приводом 13 вдоль них и приводом ла путевым рабочим вдвигается на мес-16 перестановки по высоте. С...
Щебнеочистительная машина
Номер патента: 572
Опубликовано: 30.06.1995
Авторы: Йозеф Тойрер, Манфред Бруннингер
МПК: E01B 27/00
Метки: щебнеочистительная, машина
Текст:
...от другой поворачиваются и следуют по рельсам пути. Опорная плитарасположенниже шарнира 4. а в крайнем положении тележки 7 оси шарнираА и шкворня 11 расположены на одной вертикальной оси.На части 2 рамы машины установлена бесконечная скребковая цепь 17 с, возмож ностью перемещения приводом по высоте,Цепь 17 предназначенадпя выгребания щебня из-под рельсошпальной решетки исостоит из двукй продольных участков 18. распогаоженных с обеих сторон от...
Машина для непрерывной укладки слоя песка между земляным полотном и слоем щебня железнодорожного пути
Номер патента: 523
Опубликовано: 30.06.1995
Авторы: Йозеф Тойрер, Манфред Бруннингер
МПК: E01B 27/02
Метки: слоя, машина, железнодорожного, непрерывной, пути, земляным, укладки, щебня, песка, полотном, между, слоем
Текст:
...части устройства 3 установлены вертикальные направляюще пластины 1.для Балласта. На раме 2 также смонтированы до попнительны ленточный транспортерд.12 для подачи песка н расположенныйпод ним дополнительны ленточный транспортер 13 для подачи Щебня. Наботы машины бункер 6 для щебня. Бункерн 5 н 16 расположены соответственно над приемными концами дополнительнога ленточного транспортера 12 для подачи песка н дополнительного ленточного...
Предыдущий патент: Способ получения средства, обладающего радиозащитным действием
Следующий патент: Способ непрерывной плавки стали
Случайный патент: Горелка для газопламенной обработки