Способ химико-термической обработки изделий из стали и сплавов
Номер патента: 6404
Опубликовано: 30.09.2004
Авторы: Босяков Михаил Никифорович, Жук Дмитрий Владимирович, Матусевич Петр Александрович
Текст
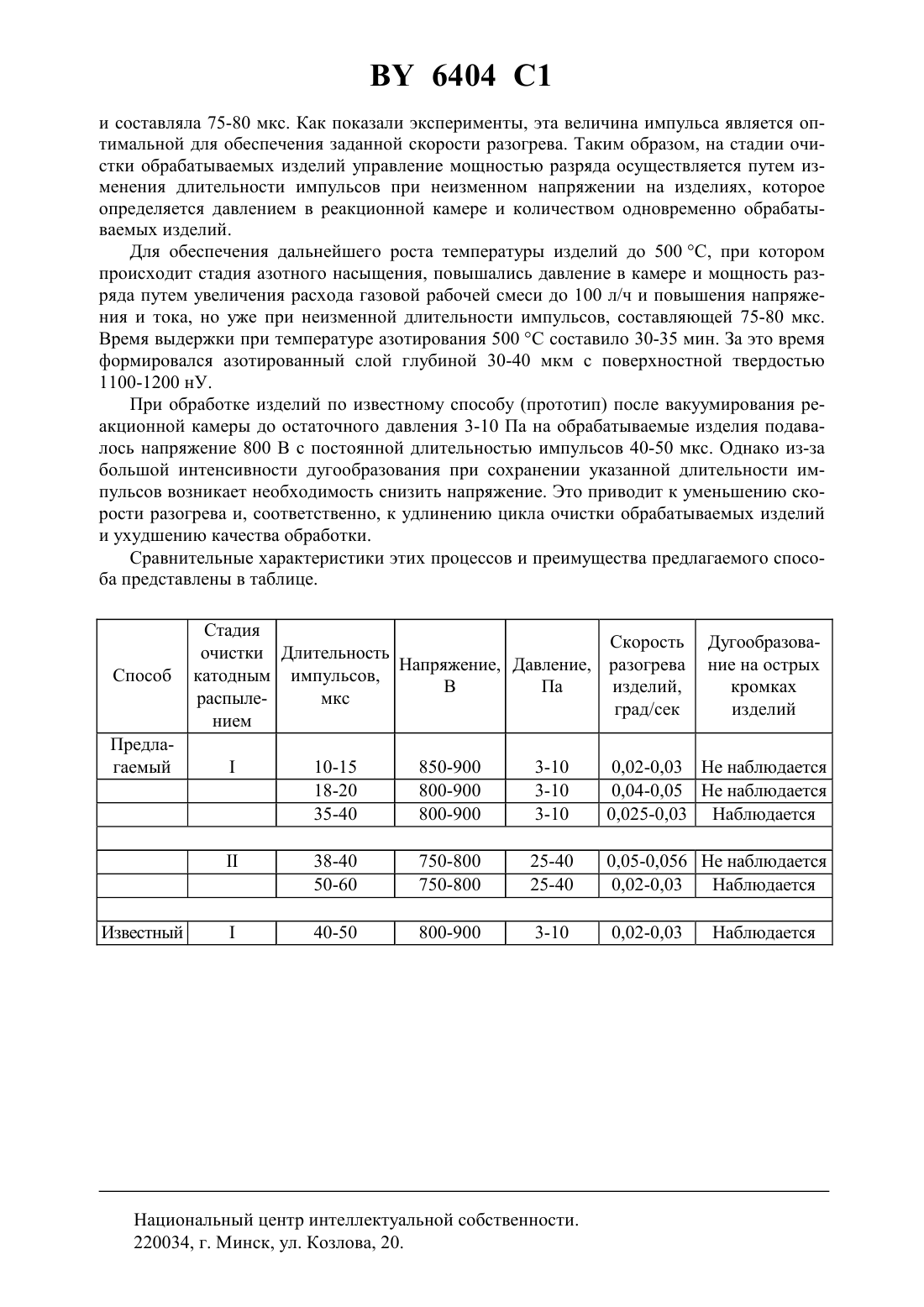
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ И СПЛАВОВ(71) Заявитель Белорусско-американское совместное предприятие общество с ограниченной ответственностью Авиценна Интернешнл(72) Авторы Босяков Михаил Никифорович Жук Дмитрий Владимирович Матусевич Петр Александрович(73) Патентообладатель Белорусско-американское совместное предприятие общество с ограниченной ответственностью Авиценна Интернешнл(57) Способ химико-термической обработки изделий из стали и сплавов в плазме тлеющего разряда, включающий очистку обрабатываемых изделий в режиме катодного распыления, нагрев в тлеющем разряде до температуры насыщения и выдержку при этой температуре в рабочей среде, которые осуществляют при подаче на обрабатываемое изделие импульсного отрицательного напряжения, отличающийся тем, что в процессе очистки обрабатываемых изделий в режиме катодного распыления длительность импульсов отрицательного напряжения дискретно и последовательно увеличивают в две стадии при неизменной частоте следования импульсов, причем на первой стадии длительность импульсов составляет 18-20 мкс до достижения температуры обрабатываемых изделий 45-50 С,на второй стадии - 38-40 мкс до достижения температуры обрабатываемых изделий 140150 С, а в процессе нагрева в тлеющем разряде до температуры насыщения и выдержки при этой температуре в рабочей среде длительность импульсов составляет 75-80 мкс.(56)1534092 1, 1990.1574679 1, 1990.94039147 1, 1996.95110091 1, 1997.2084555 1, 1997.43787 , 1988.2245601 , 1992. Изобретение относится к металлургии, а именно к химико-термической обработке металлов и сплавов, в частности к ионному азотированию в плазме тлеющего разряда, и может быть использовано в машиностроении для поверхностного упрочнения деталей машин, в том числе деталей сложной конфигурации, режущего инструмента и штамповой оснастки. Широко известны процессы упрочняющей обработки методом ионного азотирования в плазме тлеющего разряда постоянного или пульсирующего тока, которые включают в 6404 1 себя две стадии - очистку поверхности катодным распылением и собственно насыщение поверхности металла азотом (Лахтин Ю.М. Коган Л.Д. и др. Теория и технология азотирования М. Металлургия, 1990. - С. 89). Причем, стадию очистки катодным распылением рекомендуется проводить в течение 5-60 мин при давлении 25-50 Па и напряжении 11001400 В, затем давление в камере следует снижать до рабочего - 798-1064 Па, и, соответственно, снижать напряжение до рабочего - 600-900 В. Однако при упрочняющей обработке ионным азотированием деталей сложной геометрической формы процесс очистки катодным распылением является достаточно затрудненным из-за наличия в изделиях глухих и сквозных полостей, острых кромок, поднутрений, что приводит к интенсивному дугообразованию, особенно в первые моменты существования разряда, когда детали еще не прогреты и на их поверхности присутствуют остатки смазочно-охлаждающей жидкости, промывочной среды или другие остаточные загрязнения. Известен способ азотирования изделий, когда перед азотированием осуществляют предварительный разогрев обрабатываемой поверхности до температуры 670-680 С катодным распылением в азотной плазме несамостоятельного тлеющего разряда в течение 4-6 мин с последующим охлаждением до температуры азотирования (А.с. СССР 1574679,МПК С 23 С 8/36, 1990). Недостатком способа является невысокое качество обрабатываемых изделий, так как быстрый разогрев последних предполагает использование высоких напряжений катодного распыления, следствием чего является интенсивное дугообразование. Кроме того, указанный способ неприемлем при обработке массивных деталей, у которых скорость объемного разогрева лимитирована теплопроводностью с поверхности,куда поступает поток тепла от ионов плазмы. Известен также способ химико-термической обработки металлов и сплавов, при котором на стадии очистки изделий катодным распылением аномальный тлеющий разряд повышением напряжения на электродах периодически переводят в импульсную автоэлектронную электрическую дугу низкого давления с холодным катодом и продолжительностью импульса, обеспечивающей обработку изделия без эрозии его поверхности. Это позволяет интенсифицировать процесс за счет быстрого разогрева обрабатываемой поверхности в первые минуты до более высоких температур, чем температура процесса азотирования (А.с. СССР 1534092, МПК С 23 С 8/36, 1990). Однако перевод аномального тлеющего разряда в импульсную электрическую дугу низкого давления сопровождается возникновением на катоде ярких светящихся пятен с плотностью тока свыше 105 А/см 2,что при наличии на изделиях острых кромок или загрязнений приводит к локальному дугообразованию и микроразрушению катода-изделия. Наиболее близким техническим решением к предлагаемому является способ химикотермической обработки изделий, в частности зубчатых колес, в тлеющем разряде (А.с. НРБ 43787, МПК С 23 С 8/36, 1988). В указанном способе очистку изделий в режиме катодного распыления проводят при подаче на изделие импульсного отрицательного напряжения 850-1100 В, причем длительность импульсов не превышает 40-50 мкс. Это обеспечивает улучшение качества обрабатываемых изделий за счет повышения их класса чистоты. Однако постоянная длительность импульса в процессе очистки обрабатываемого изделия приводит к дугообразованию на начальной стадии очистки. При этом продолжительность катодного распыления составляет 2-5 часов. Задачей предлагаемого изобретения является интенсификация процесса очистки и повышение качества обрабатываемых изделий, особенно изделий сложной геометрической формы, за счет минимального дугообразования на начальной стадии очистки в режиме катодного распыления. Это достигается тем, что в известном способе упрочняющей обработки путем ионного азотирования обрабатываемых изделий в плазме тлеющего разряда, включающем их очистку в режиме катодного распыления при остаточном давлении 3-10 Па, нагрев в тлеющем разряде до температуры насыщения и выдержку при этой температуре в рабочей среде,2 6404 1 которые осуществляют при подаче на обрабатываемое изделие импульсного отрицательного напряжения, согласно изобретению, предлагается на стадии очистки обрабатываемых изделий в режиме катодного распыления длительность импульсов отрицательного напряжения дискретно и последовательно увеличивать в две стадии при неизменной частоте следования импульсов, причем на первой стадии длительность импульсов составляет 18-20 мкс до достижения температуры изделий 45-50 С, на второй стадии - 38-40 мкс до достижения температуры изделий 140-150 С, а далее в процессе нагрева в тлеющем разряде до температуры насыщения и выдержки при этой температуре в рабочей среде длительность импульсов составляет 75-80 мкс. Такое выполнение способа путем изменения длительности импульсов напряжения на стадии очистки в режиме катодного распыления позволяет свести к минимуму интенсивность дугообразования и, следовательно, предотвращает разрушение острых кромок изделий из-за возникновения локальных дуг. Кроме того, процесс очистки интенсифицируется благодаря более быстрому разогреву поверхности обрабатываемых изделий, подготовленных к стадии насыщения. Задание длительности импульсов на первой стадии очистки меньше, чем 18-20 мкс приводит к заметному снижению скорости разогрева изделий, так как эффективная мощность, вкладываемая в разряд, при этом уменьшается. Если длительность импульсов увеличивать свыше 20 мкс, то это приводит к росту интенсивности дугообразования в разряде, что вызывает разрушение острых кромок обрабатываемых изделий из-за появления локальных дуг. На второй стадии очистки при увеличении длительности импульсов свыше 40 мкс существенно увеличивается интенсивность дугообразования, что приводит к необходимости уменьшения величины рабочего напряжения либо длительности импульсов, следовательно, к замедлению разогрева поверхности обрабатываемых изделий. Увеличение длительности импульсов на стадии насыщения свыше 80 мкс может приводить к возникновению мощных дуговых пробоев, способных вызвать значительные разрушения на острых кромках обрабатываемых изделий вплоть до их оплавления. Осуществление способа поясняется примером. Согласно предлагаемому способу обрабатывались червячные фрезы диаметром 110 мм и высотой 120 мм из стали марки Р 6 М 5. Обработка проводилась на установке ионного азотирования АР-63, имеющей следующие характеристики диаметр катода 950 мм, высота загрузки обрабатываемых изделий 1200 мм, мощность разряда до 60 Квт. В качестве рабочей газовой смеси использовалась смесь Н 22 Аг. Подготовленные к упрочняющей обработке фрезы загружались в реакционную камеру и устанавливались на катоде. Далее производилось вакуумирование камеры до остаточного давления 3-10 Па. После этого устанавливалась длительность импульсов напряжения,подаваемого на катод на уровне 18-20 мкс при частоте следования импульсов 10 кГц, и на катод подавалось напряжение величиной 800 В. При подаче на обрабатываемые изделия импульсов напряжения 18-20 мкс зажигался аномальный тлеющий разряд и происходила очистка изделий в режиме катодного распыления и их нагрев. При этом образовывались нестационарные мигрирующие микродуги, которые обеспечивали эффективную очистку изделий от остаточных загрязнений. Скорость нагрева составляла 2,5-3 град./мин. При достижении изделиями температуры 45-50 С интенсивность образования микродуг становилась минимальной и для проведения дальнейшей очистки необходимо было повышать давление в реакционной камере и увеличивать длительность импульсов напряжения. Для этого в камеру подавалась рабочая газовая смесь с суммарным расходом 3-5 л/час, а длительность импульсов устанавливалась 38-40 мкс, что обеспечивало дальнейший эффективный разогрев обрабатываемых изделий. При достижении ими температуры 140150 С цикл очистки изделий завершался, поскольку с поверхности удалялась основная масса загрязнений в виде летучих фракций. Далее длительность импульсов снова увеличивалась, чтобы обеспечить максимальную скорость разогрева обрабатываемых изделий,3 6404 1 и составляла 75-80 мкс. Как показали эксперименты, эта величина импульса является оптимальной для обеспечения заданной скорости разогрева. Таким образом, на стадии очистки обрабатываемых изделий управление мощностью разряда осуществляется путем изменения длительности импульсов при неизменном напряжении на изделиях, которое определяется давлением в реакционной камере и количеством одновременно обрабатываемых изделий. Для обеспечения дальнейшего роста температуры изделий до 500 С, при котором происходит стадия азотного насыщения, повышались давление в камере и мощность разряда путем увеличения расхода газовой рабочей смеси до 100 л/ч и повышения напряжения и тока, но уже при неизменной длительности импульсов, составляющей 75-80 мкс. Время выдержки при температуре азотирования 500 С составило 30-35 мин. За это время формировался азотированный слой глубиной 30-40 мкм с поверхностной твердостью 1100-1200 нУ. При обработке изделий по известному способу (прототип) после вакуумирования реакционной камеры до остаточного давления 3-10 Па на обрабатываемые изделия подавалось напряжение 800 В с постоянной длительностью импульсов 40-50 мкс. Однако из-за большой интенсивности дугообразования при сохранении указанной длительности импульсов возникает необходимость снизить напряжение. Это приводит к уменьшению скорости разогрева и, соответственно, к удлинению цикла очистки обрабатываемых изделий и ухудшению качества обработки. Сравнительные характеристики этих процессов и преимущества предлагаемого способа представлены в таблице. Стадия Скорость очистки Длительность Напряжение, Давление, разогрева катодным импульсов,В Па изделий,распылемкс град/сек нием Дугообразование на острых кромках изделий Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C23C 8/36
Метки: обработки, изделий, способ, химико-термической, стали, сплавов
Код ссылки
<a href="https://by.patents.su/4-6404-sposob-himiko-termicheskojj-obrabotki-izdelijj-iz-stali-i-splavov.html" rel="bookmark" title="База патентов Беларуси">Способ химико-термической обработки изделий из стали и сплавов</a>
Устройство для локализованной химико-термической обработки металлических изделий в тлеющем разряде при атмосферном давлении

Номер патента: 3952
Опубликовано: 30.06.2001
Авторы: Силенков Михаил Анатольевич, Шушков Сергей Васильевич
МПК: C23C 8/36, H01J 37/317
Метки: локализованной, разряде, изделий, атмосферном, устройство, химико-термической, давлении, обработки, металлических, тлеющем
Текст:
...анода упрощает эту операцию за счет автоматического разъединения электродов при протекании тока. Для пояснения работы устройства приведены схемы фиг. 1 - принципиально необходимых модулей для работы устройства, фиг. 2 - пример взаимного расположения электродов, фиг. 3 -реализация устройства с функционально более широкими возможностями для обработки, фиг. 4 - изменение твердости после обработки образца из стали 38 ХМЮА. 3952 1...
Устройство для химико-термической обработки металлических изделий в тлеющем разряде при атмосферном давлении

Номер патента: 6220
Опубликовано: 30.06.2004
Автор: Шушков Сергей Васильевич
МПК: C23C 8/36, H01J 37/317
Метки: атмосферном, тлеющем, устройство, разряде, металлических, обработки, давлении, изделий, химико-термической
Текст:
...цель достигается тем, что в предложенном устройстве, содержащем источник питания постоянного тока, анод, держатель для крепления изделия, подключенный к отрицательному полюсу источника питания, анод размещен в ванне с рабочим веществом, способным к расплавлению и обладающим электропроводностью в расплавленном состоянии, и выполнен выступающим над поверхностью рабочего вещества, а ванна снабжена нагревателем. Рабочим веществом является...
Способ термической обработки изделий
Номер патента: 986
Опубликовано: 15.12.1995
Авторы: Пауль Хайльманн, Фридрих Прайсер, Ральф Шустер
МПК: C21D 1/74
Метки: способ, термической, обработки, изделий
Текст:
...их нагрева и последующего охлаждения охлаждающим газом под давлением и при помощи газоциркуляции и добиться более высокой интенсивности закалки без повышения мощности двигателя для циркуляции охлаждающего газа.Эта задача согласно изобретению решаетсяТЕМ, ЧТО ИНСРТНЫЙ ГЗЗ В СМЕСИ ИСПОЛЬЗУЮТдо 30 объемных , давление охлаждающей СМВСН В ПЕЧИ УСТЗНЗВЛИВЗЮТ В пределах ОТ 1,4 до 4 МПа, а скорость циркуляции охлаждающего газа устанавливают такую,...
Состав для химико-термической обработки нержавеющих сталей
Номер патента: 6453
Опубликовано: 30.09.2004
Авторы: Кухарева Наталья Георгиевна, Стасевич Георгий Викторович, Петрович Светлана Николаевна
МПК: C23C 8/72
Метки: сталей, состав, нержавеющих, обработки, химико-термической
Текст:
...Однако использование известного состава для повышения стойкости инструмента, изготовленного из нержавеющих сталей и работающего в условиях высоких динамических и знакопеременных нагрузок, не всегда обеспечивает инструменту требуемые эксплуатационные свойства в виду наличия карбонитридной сетки в структуре твердого раствора, увеличивающей его хрупкость, и образования на поверхности изделий зоны гематита (2 О 3) и магнетита (34) с...
Состав для химико-термической обработки металлорежущего инструмента
Номер патента: 5861
Опубликовано: 30.03.2004
Авторы: Кухарев Борис Степанович, Стасевич Георгий Викторович, Кухарева Наталья Георгиевна
МПК: C23C 12/00
Метки: металлорежущего, инструмента, химико-термической, обработки, состав
Текст:
...и эксплуатационной надежности в работе. Карбонитрация, например, стали 40 Х при 560580 С создает на ее поверхности диффузионную зону, состоящую из двух слоев наружного карбонитрида (е,С)3(,С) и гетерофазного, переходящего в сердцевину - основу стали. Размеры слоев, получаемых при карбонитрации, имеют большое практическое значение для повышения эксплуатационных свойств инструмента. Однако известный состав при использовании его в ХТО путем...
Предыдущий патент: Способ оперативного лечения привычного вывиха плеча
Следующий патент: Способ поиска аномалий радона глубинного происхождения
Случайный патент: Кокиль для литья отбойных плит центробежных мельниц