Способ изготовления антикоррозионного покрытия наружной поверхности металлических труб
Номер патента: 8888
Опубликовано: 28.02.2007
Авторы: Лишик Анатолий Васильевич, Селькин Владимир Петрович, Грищенков Леонид Захарович, Плескачевский Юрий Михайлович, Нестер Михаил Иванович



Текст
СПОСОБ ИЗГОТОВЛЕНИЯ АНТИКОРРОЗИОННОГ О ПОКРЫТИЯ НАРУЖНОИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ТРУБ(73) Патентообладатель Государственное научное учреждение Институт механики металлополимерных систем имени В.А.Белого Национальной академии наук Беларуси (ВУ)учреждение Институт механики металлополимерных систем имени В.А.Белого Национальной академии наук Беларуси (ВУ)(72) Авторы Селькин Владимир Петрович Плескачевский Юрий Михайлович Грищенков Леонид Захарович Лищик Анатолий Васильевич Нестер Михаил Иванович (ВУ)1. СПОСОб ИЗГОТОВЛЕНИЯ антикоррозионного ПОКРЫТИЯ наружной ПОВЕРХНОСТИ металлиЧЕСКИХ Труб, включающий нанесение на ПОВЕРХНОСТЬ СЛОЯ ГРУНТОВКИ, нагрев И нанесение ПОЛИМЕРНОЙ ЛЕНТЫ, ОТЛИЧЗЮЩИЙСЯ ТЕМ, ЧТО ПОЛИМЕРНУЮ ЛЕНТу получают ИЗ полиэтилена ВЫСОКОГО ИЛИ НИЗКОГО давления МЕТОДОМ ЭКСТРуЗИИ С ПРОДОЛЬНОЙ ВЫТЯЖКОЙ ДО КОЭффИЦИента ВЫТЯЖКИ НЕ МЕНЕЕ 1,2 И подвергают радиационному сщиванию ДО ДОСТИЖЕНИЯ СОдержания гель-фракции В ПОЛИЭТИЛЕНЕ, а нагрев ПОЛИМЕРНОЙ ЛЕНТЫ ОСУ 1 ЦЕСТВЛЯЮТ ДО температуры НЕ НИЖЕ температуры плавления кристаллической фазы полиэтилена.2. СПОСОб ПО П. 1, ОТЛИЧЗЮЩИЙСЯ ТЕМ, ЧТО радиационное сщивание ОСУ 1 ЦЕСТВЛЯЮТ ИЗЛУЧЕНИЕМ УСКОРЕННЫХ ЭЛЕКТРОНОВ ИЛИ гамма-излучением.Изобретение относится к области предохранения труб от коррозии с применением наружных покрытий, а именно к способам нанесения покрытий на металлические поверхности.Известен способ нанесения покрытия для защиты и придания антикоррозионных свойств изделиям из железа и стальным трубам, включающий нанесение на поверхность стальной трубы слоя грунтовки и последующего напыления полиуретановой композиции(Патент РФ Не 2039587, МПК В 0513 7/14, В 0513 7/22, опубл. 1997 г.). Этот способ позволяет получать покрытие металлических труб, в котором слой грунтовки обеспечивает надежную антикоррозионную защиту металлической поверхности, а наружное полимерное покрытие ее защиту от механических и химических воздействий. Однако известный способ отличается высокой себестоимостью вследствие значительной стоимости полиуретановых композиций и необходимости строгого соблюдения режимов их нанесения.Наиболее близкий по технической сущности и достигаемому эффекту способ изготовления антикоррозионного покрытия наружной поверхности металлических труб позволяетполучать наружное покрытие из крупнотоннажно выпускаемых полимеров И обладает вь 1 сокой технологичностью И 30 ЛЯЦИ 0 ННЬ 1 Х работ (Заявка РФ Не 2000119669, МПК Р 16 Ь 58/00, опубл. 2002 г. - прототип). Способ включает нанесение слоя грунтовки, клеящей пластифицированной мастики И полимерной ленты при температуре ниже температуры ее деструкции. Полимерная лента наносится методом навивки. В качестве клеящей пластифицированной мастики используют битумно-полимерную или битумно-резиновую композиции.Недостатком Известного способа является возможность отслаивания в процессе эксплуатации полимерной ленты от металлической трубы вследствие зависимости адгезии полимерной ленты от влияния окружающей среды (влажности, температуры) И недостаточно высоких механических свойств битумных мастик.Задачей предлагаемого изобретения является повышение качества антикоррозионного покрытия за счет устранения возможности отслаивания полимерной ленты от металлической трубы в процессе эксплуатации покрытия.Задача решается за счет того, что способ изготовления антикоррозионного покрытия наружной поверхности металлических труб включает нанесение на поверхность слоя грунтовки, нагрев И нанесение полимерной ленты, причем полимерную ленту получают из полиэтилена высокого или низкого давления методом экструзии с продольной вытяжкой до коэффициента вытяжки не менее 1,2 И подвергают радиационному сшиванию до достижения содержания гель-фракции в полиэтилене 5-30 , а нагрев полимерной ленты осуществляют до температуры не ниже температуры плавления кристаллической фазы полиэтилена. Задача также решается тем, что радиационное сшивание осуществляют излучением ускоренных электронов или гамма-излучением.В качестве иллюстрации изготовления антикоррозионного покрытия наружной поверхности металлических труб предложенным способом приводим следующие примеры.Методом плоскощелевой экструзии из полиэтилена высокого давления марки 102-10 К(ГОСТ 16336-77) получают полимерную ленту толщиной около 500 мкм И шириной 200 мм. За счет того, что скорость, задаваемая тянущими валками, больше скорости экструзии полимерной ленты, она получает первоначальную продольную вытяжку до коэффициента вытяжки от 1,2 до 5. Затем на ускорителе электронов ЭЛВ-1 излучением ускоренных электронов полимерную ленту подвергают радиационному сшиванию до достижения содержания гель-фракции в полиэтилене 5-30 . Содержание в полиэтилене гель-фракции определяют методом гель-анализа, экстракцию растворимой части осуществляют в кипящем ксилоле в течение 24 часов. После чего полимерную ленту сворачивают в рулон И подают на участок нанесения покрытия на трубы. На участке на стальную трубу диаметром 325 мм наносят слой воднодисперсионной грунтовки с модификатором ржавчины Уникор РБ (ТУ РБ 14556184002-96). Время высыхания грунтовки в зависимости от температуры от 15 мин до 1 ч. Затем на покрытую грунтовкой трубу навивают по спирали в два или три слоя полимерную ленту, нагревая ее до температуры 105-140 С (температура плавления кристаллической фазы полиэтилена высокого давления марки 102-10 К 105 С). По достижении температуры 105 С полимерная лента усаживается в продольном направлении, плотно охватывая трубу, одновременно происходит частичное расплавление полиэтилена у поверхности ленты И сваривание ее слоев между собой с образованием единой оболочки.Методом плоскощелевой экструзии из полиэтилена низкого давления марки 273-71 К(ГОСТ 16336-77) получают полимерную ленту толщиной около 400 мкм И шириной 200 мм. За счет того, что скорость, задаваемая тянущими валками, больше скорости экструзии полимерной ленты, она получает первоначальную продольную вытяжку до коэффициентавытяжки от 1,2 до 4. Затем, во избежание радиационного окисления, полимерную ленту сворачивают с натяжением не менее 1 МПа в плотный рулон и на радиационно-химической установке гамма-излучением изотопа боСо подвергают радиационному сшиванию до достижения содержания гель-фракции в полиэтилене 5-30 . Содержание в полиэтилене гель-фракции определяют методом гель-анализа, экстракцию растворимой части осуществляют в кипящем ксилоле поле в течение 24 часов. После чего полимерную ленту подают на участок нанесения покрытия на трубы. На участке на стальную трубу диаметром 325 мм наносят слой воднодисперсионной грунтовки с модификатором ржавчины Уникор РБ (ТУ РБ 14556184002-96). Время высыхания грунтовки в зависимости от температуры от 15 мин до 1 ч. Затем на покрытую грунтовкой трубу навивают по спирали в два или три слоя полимерную ленту, нагревая ее до температуры 120-150 С (температура плавления кристаллической фазы полиэтилена низкого давления марки 273-71 К - 120 С). По достижении температуры 120 С полимерная лента усаживается в продольном направлении,плотно охватывая трубу, одновременно происходит частичное расплавление полиэтилена у поверхности ленты и сваривание ее слоев между собой с образованием единой оболочки.Сущность предложенного способа основана на том, что при нагреве до температуры плавления радиационно-сшитого до определенной степени полиэтилена, несмотря на исчезновение кристаллической структуры, вязкого течения полимера не наступает. В результате полученная методом экструзии с продольной вытяжкой радиационно-сшитая полиэтиленовая лента получает способность усаживаться (за счет релаксации ориентированных в продольном направлении макромолекул) при нагреве до температуры плавления кристаллической фазы без потери формы и вязкого течения материала. В тоже время с увеличением степени сшивания адгезионные свойства полиэтилена ухудшаются, и он теряет способность к свариванию. Диапазон оптимальной степени сшивания полимерной ленты(содержание гель-фракции в полиэтилене 5-30 ) определен экспериментальным путем. Результаты представлены далее в таблице. Кроме того, с увеличением степени сшивания,вследствие фиксации образующимися поперечными химическими связями конформации и взаимного расположения ориентированных макромолекул, полиэтилен теряет способность усаживаться при нагреве. Экспериментально установлено, что для сохранения способности к термической усадке (не менее 5 от исходного размера) коэффициент первоначальной продольной вытяжки радиационно-сшитой до оптимальной степени сшивания (содержание гель-фракции - 30 ) полимерной ленты должен быть не менее 1,2.Результаты испытания покрытий, изготовленных по заявляемому способу при различной степени радиационного сшивания полиэтилена, в сравнении с прототипом (полиэтиленовая лента с битумно-полимерной и битумно-резиновой мастиками) представлены в таблице. Степень сшивания определяли по содержанию в полиэтилене нерастворимой(гель) фракции, экстракцию растворимой части осуществляли в кипящем ксилоле в течение 24 часов. Адгезионную прочность определяли методом отслаивания после 1000 ч вь 1 держки металлической трубы с антикоррозионным покрытием в воде при 60 С. Прочность адгезионной (аутогезионной) связи между слоями покрытия, кН/м, показана в таблице.нарушение СПЛОШНОСТИ ПОКРЫТИЯ В процессе СГО ИЗГОТОВЛСНИЯИспытание предложенного способа было осуществлено сотрудниками Института механики металлополимерных систем НАН Беларуси совместно с работниками ОАО Трест Не 15 СпеЦстроЙ концерна Минскстрой.1. Патент РФ Не 2039587, МПК В 0513 7/14 В 0513 7/22. - Опубл. 1997. 2. Заявка РФ Не 2000119669, МПК Р 16 Ь 58/00. - Опубл. 2002 (прототип).Национальный Центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B05D 7/14, F16L 58/02
Метки: изготовления, покрытия, антикоррозионного, труб, металлических, способ, поверхности, наружной
Код ссылки
<a href="https://by.patents.su/4-8888-sposob-izgotovleniya-antikorrozionnogo-pokrytiya-naruzhnojj-poverhnosti-metallicheskih-trub.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления антикоррозионного покрытия наружной поверхности металлических труб</a>
Способ нанесения антикоррозионного покрытия
Номер патента: 975
Опубликовано: 15.12.1995
Авторы: Юркевич Олег Романович, Страх Николай Федорович, Стухляк Петр Данилович, Ковальчук Людмила Никифоровна, Скороход Александр Зосимович, Якубеня Николай Александрович
МПК: C23C 4/00
Метки: антикоррозионного, нанесения, покрытия, способ
Текст:
...указанного предела приводит к ухудшению коррозионной стойкости покрытий, так как при пленкообразовании увели чивается доля низкомолекулярных продуктов деструкции, что затруд О)няет пленкообразование и сникает коррозионную стойкость в целом. Увеличение наполнителя более 10 масс.ч. сникает прочность полимерного материала и пропитываемость первого слоя изэа увеличенияВЯЗНОСТИ расплава. НЭПОЛНБНИЭ ПОЛИМ 6 рНОГО материала ВИСМУТОМ Исажей в...
Способ нанесения металлических покрытий на поверхности полой цилиндрической детали
Номер патента: 1906
Опубликовано: 30.12.1997
Авторы: Худолей Андрей Леонидович, Черных Сергей Иванович, Жорник Александр Иванович, Кашицин Леонид Павлович, Кирпиченко Инесса Анатольевна, Сосновский Игорь Александрович
МПК: B22F 7/04
Метки: цилиндрической, детали, способ, полой, металлических, покрытий, поверхности, нанесения
Текст:
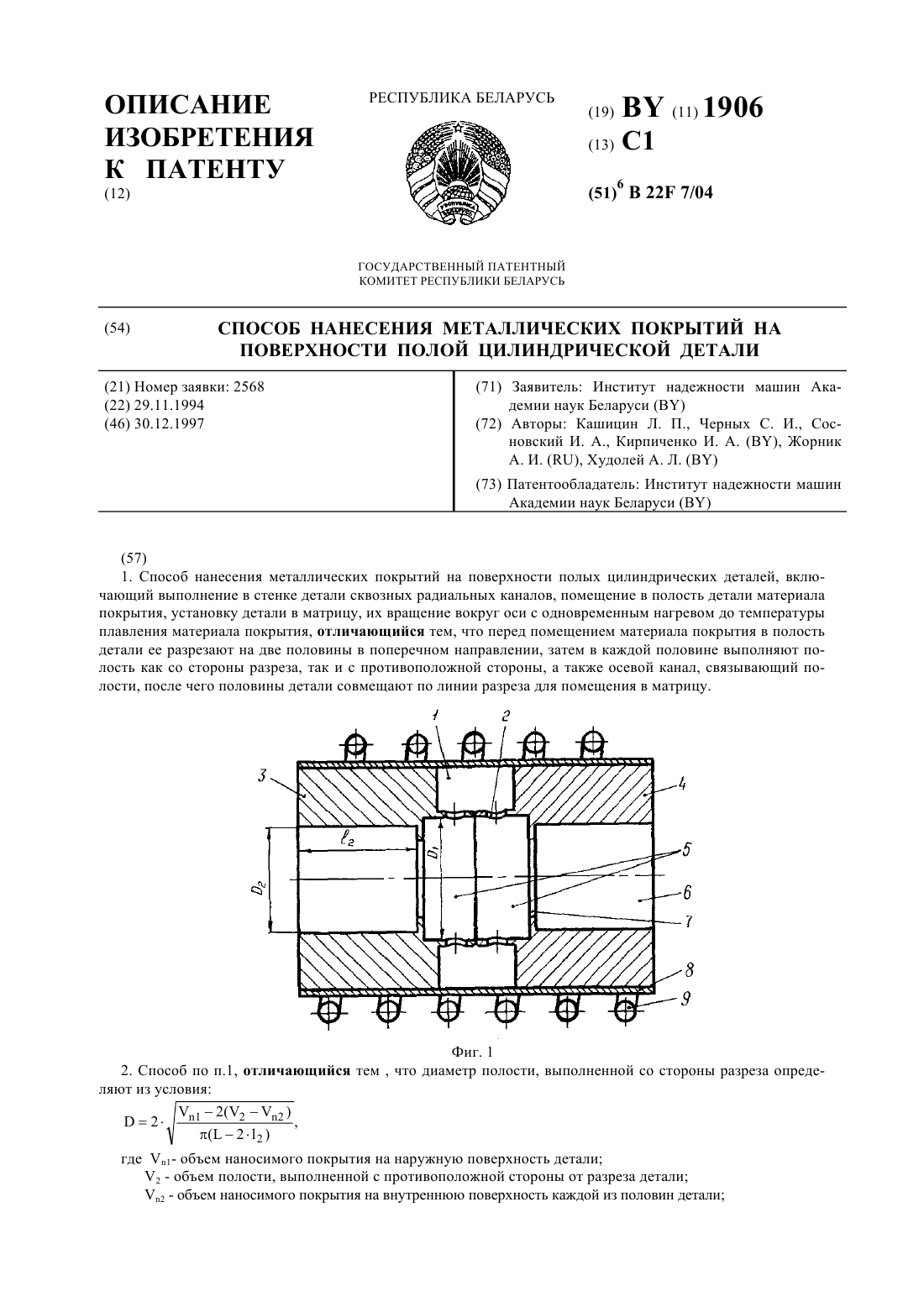
...для дополнительной подачи материала покрытия из полости 6 в канавку 1 на наружной поверхности, равен 2-2. Обозначим объем покрытия, наносимый на наружную поверхность 1 через 1,112(2 - 2),где 1 - объем полости, выполненной со стороны разреза. Обозначим длину детали через . 2.21 . После преобразований получим 2(22 ) 12 1 На фиг.1 - схема устройства для реализации данного способа. На фиг.2 представлен способ нанесения металлических...
Способ нанесения металлических покрытий на наружные поверхности полых деталей
Номер патента: 1705
Опубликовано: 30.09.1997
Авторы: Жорник Александр Иванович, Сосновский Игорь Александрович, Кашицин Леонид Павлович, Худолей Андрей Леонидович
МПК: B22D 19/08, B22F 7/04
Метки: поверхности, наружные, способ, полых, металлических, нанесения, деталей, покрытий
Текст:
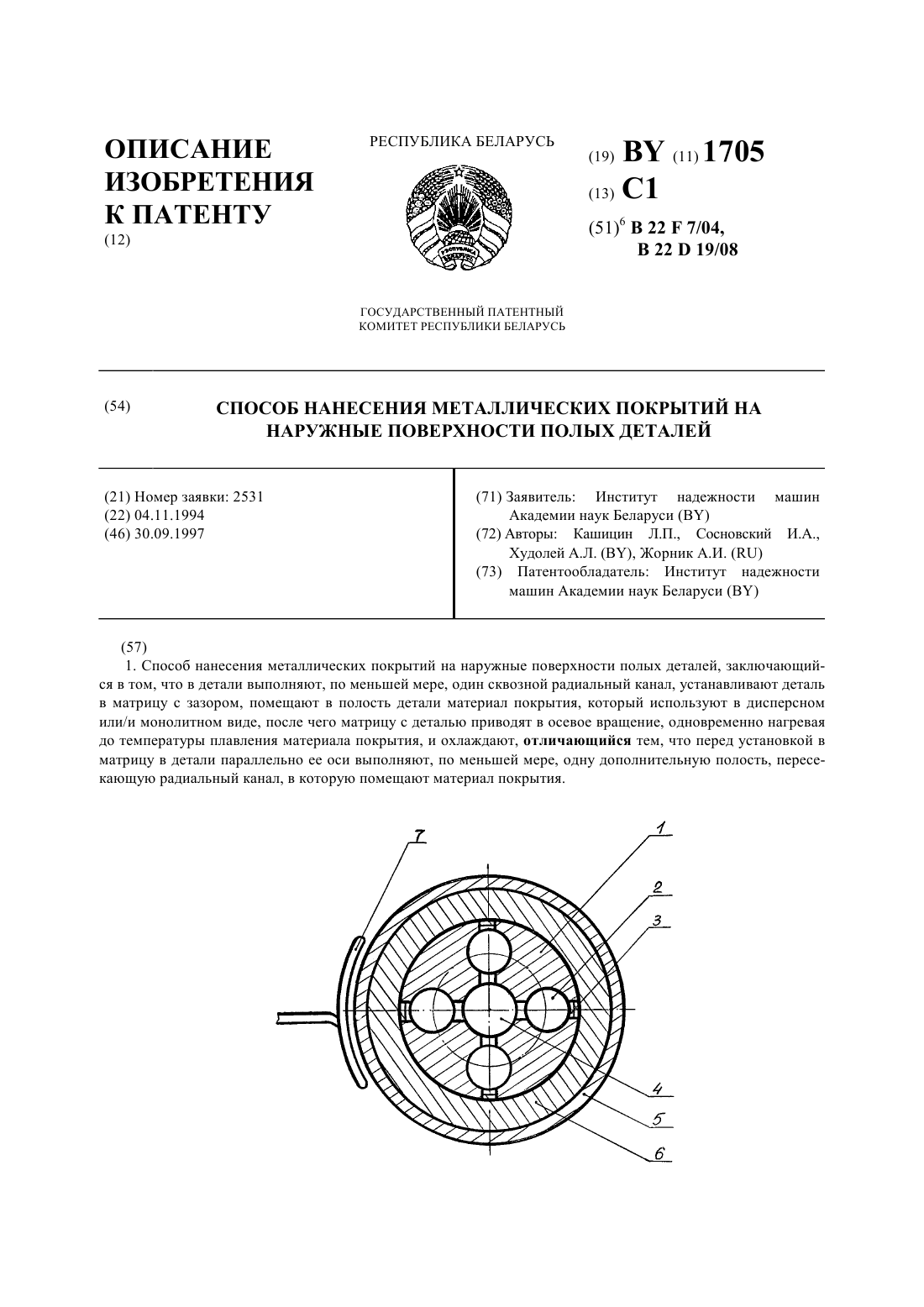
...компенсируется материалом покрытия, помещенным в полость детали и в дополнительно выполненные полости. Количество дополнительно выполняемых полостей ограничено размерами детали, в случае, когда в теле детали невозможно выполнить нужное количество полостей, рассчитанное по выражению (1) , необходимо взять материал покрытия с меньшим коэффициентом усадки и сделать перерасчет. Таким образом, в предлагаемом способе увеличение толщины наносимых...
Композиция для антикоррозионного покрытия
Номер патента: 1103
Опубликовано: 14.03.1996
Авторы: Зеленина Р. И., Израилев А. Е., Клюев А. Ю., Белый Д. И., Пуят С. С., Шляшинский Р. Г., Титов А. И., Стромский А. С., Эрдман А. А., Турчанинова И. В.
МПК: C09D 163/02, C09D 5/08
Метки: композиция, покрытия, антикоррозионного
Текст:
...мешалкой,термометром и обратным холодильником, загружают 176,8 г живичного скгшидара, 127,4 г малеинового анШдРИда и 00844. г -(0,05 мас. хлористого аммония. После загрузки, реакционную смесь нагревают при перемешивании до 17 ОС и выдерживают при этой температуре до достижения содержания свободного малеинового ангидрида в реакционной смеси не более 2,5 мас. И, .Непрореагировавшиймаленновыйанпщ 10рид и скипидар отгоняют острым паром....
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Кашицин Леонид Павлович, Худолей Андрей Леонидович, Жорник Александр Иванович, Кирпиченко Инесса Анатольевна
МПК: B22F 7/04
Метки: нанесения, металлических, деталей, варианты, способ, поверхности, внутренние, порошков, цилиндрических, его, покрытий
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
Предыдущий патент: Безалкогольный напиток
Следующий патент: Защитный состав для борьбы со стеблевыми гнилями (варианты)
Случайный патент: Стенд для исследования взаимодействия колес с почвой