Модификатор для литых штамповых сталей
Номер патента: 8248
Опубликовано: 30.06.2006
Авторы: Орлов Юрий Григорьевич, Антипин Анатолий Сергеевич, Дудецкая Лариса Романовна, Галкина Алла Владиславовна
Текст
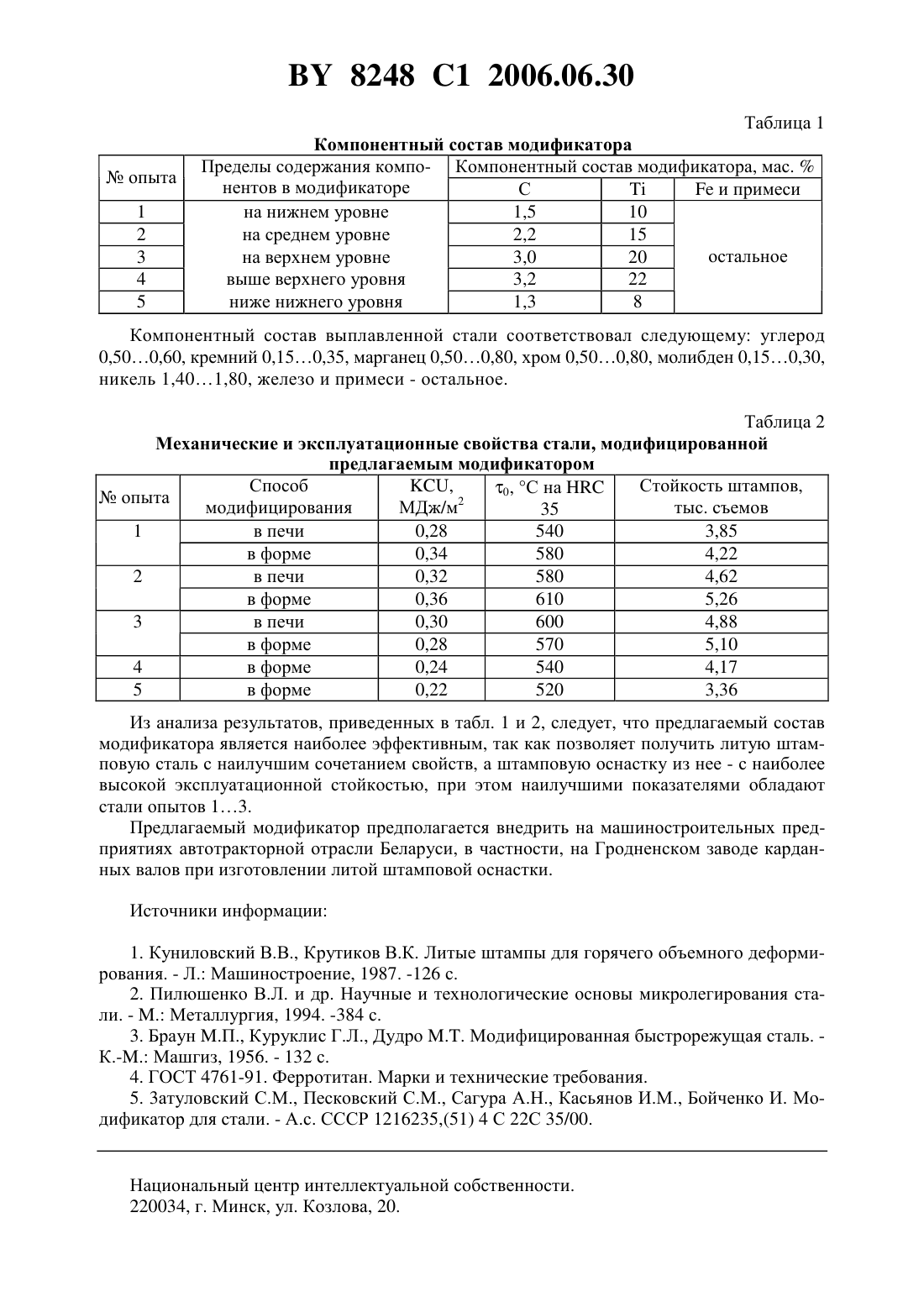
(51)22 35/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МОДИФИКАТОР ДЛЯ ЛИТЫХ ШТАМПОВЫХ СТАЛЕЙ(71) Заявители Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Дудецкая Лариса Романовна Орлов Юрий Григорьевич Антипин Анатолий Сергеевич Галкина Алла Владиславовна(72) Авторы Дудецкая Лариса Романовна Орлов Юрий Григорьевич Антипин Анатолий Сергеевич Галкина Алла Владиславовна(73) Патентообладатели Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Дудецкая Лариса Романовна Орлов Юрий Григорьевич Антипин Анатолий Сергеевич Галкина Алла Владиславовна(56)1216235 , 1986. Куниловский В.В. и др. Литые штампы для горячего объемного деформирования. - Ленинград Машиностроение, 1987. - С. 85. ГОСТ 4761-91. Ферротитан.1588794 1, 1990.02022439 , 1990.(57) Модификатор для литых штамповых сталей, содержащий титан, углерод, железо и примеси, отличающийся тем, что содержит компоненты в следующем соотношении,мас.титан 10,0-20,0 углерод 1,5-3,0 железо и примеси остальное. Изобретение относится к металлургии, а именно к созданию модификаторов для литых штамповых сталей. Изобретение может быть использовано на машиностроительных предприятиях при изготовлении литых элементов штамповой оснастки, преимущественно для внутриформенного модифицирования. Известно, что модифицирование существенно измельчает литую структуру стали,уменьшает содержание вредных примесей, повышает плотность отливок, что, в конечном итоге, обеспечивает повышение пластичности и вязкости литого материала и эксплуатационной стойкости литой штамповой оснастки 1, 2. Известно также, что одним из элементов, существенно измельчающих структуру инструментальных сталей и повышающих их свойства, является титан 3. Известен модификатор, представляющий собой сплав титана с железом, содержащий от 25 до 60 массовых процентов титана 4. 8248 1 2006.06.30 Данный модификатор имеет ряд недостатков технологического характера, к числу которых относятся, например, высокая температура плавления и химическая активность по отношению к кислороду. Это приводит к увеличению продолжительности его растворения в жидком металле и повышенному расходу. Наиболее близким к предлагаемому изобретению по технической сущности является модификатор для стали 5, имеющий следующий компонентный состав (мас. ) кремний 1,0-9,0 марганец 0,5-2,0 алюминий 2,0-5,0 углерод 2,5-4,5 бор 0,2-0,7 молибден 0,1-0,4 титан 3,0-18,0 железо остальное. Данный модификатор был выбран в качестве прототипа при создании изобретения. Указанный модификатор обладает следующими недостатками 1. Высокое содержание кремния и алюминия влияет на химический состав стали при ее выплавке, что при использовании модифицирования нежелательно. 2. Высокая температура плавления ухудшает усвоение модификатора расплавом, затрудняет ведение плавки и разливки стали и не позволяет использовать данный модификатор, например, при внутриформенном модифицировании 3. Низкая плотность модификатора из-за присутствия в его составе алюминия и кремния отрицательно влияет на его усвоение расплавом. 4. Высокие пределы содержания бора в модификаторе и повышенное содержание углерода, особенно в присутствии титана, способствует развитию хрупкости в литой штамповой стали в результате образования борсодержащей эвтектики. Задачей настоящего изобретения является расширение технологических возможностей модификатора, повышение эффективности модифицирования расплава за счет более полного усвоения модификатора, приводящее к уменьшению его расхода и повышению эксплуатационных свойств литой штамповой стали. Поставленная задача решается за счет того, что предлагаемый модификатор содержит титан, углерод, железо и примеси и имеет следующий компонентный состав, мас.титан 10,020,0 углерод 1,53,0 железо и примеси остальное. Отличительной особенностью предлагаемого модификатора является то, что предложенное соотношение содержания углерода и титана обеспечивает ему высокую степень эвтектичности и, соответственно, снижает температуру плавления. При этом повышается эффективность модифицирования в результате более быстрого и полного усвоения модификатора расплавом. Высокое содержание железа и сбалансированное соотношение углерода и титана позволяют использовать предлагаемый модификатор для внутриформенного модифицирования. Правильный подбор фракционного состава модификатора создает условия для его равномерного растворения в отливке. При концентрации титана и углерода менее, соответственно, 10 и 1,5 мас.расход модификатора увеличивается, что приводит к ухудшению его усвоения в результате понижения температуры стали. При концентрации этих элементов выше, соответственно, 20 и 3 мас.температура плавления модификатора повышается, что также ухудшает усвоение модификатора. В качестве примера было осуществлено изготовление предлагаемого модификатора и получение литой штамповой стали с его применением, изготовлена литая штамповая ос 2 8248 1 2006.06.30 настка и проведены ее эксплуатационные испытания. Наряду с этим была изготовлена литая штамповая оснастка из стали, модифицированной добавкой, выбранной за прототип, и произведены ее испытания в аналогичных условиях. Выплавку стали производили в индукционной печи ИСТ-0,4 с кислой футеровкой. В качестве шихтовых материалов использовали отходы производства в виде штамповой оснастки, прибылей и литников стали 5 и 5 ХНМЛ, ферромарганец ФМн 78 (ГОСТ 4755-91), ферромолибден Фмо 60 (ГОСТ 4759-91), силикокальций электролитический СК 20 (ГОСТ 4762-85). Для модифицирования расплава использовали предлагаемый модификатор, который был получен следующим образом. В качестве шихтовых материалов использовали отходы углеродистой инструментальной стали У 7-У 10 А, отходы титанового сплава ВТ 23, отходы титанового порошка, бой графитовых электродов. Шихту расплавляли в графитовом тигле емкостью 2,0 кг, помещенном в индуктор вакуумной печи. Плавку вели в атмосфере аргона. После полного расплавления шихты печь отключали и осуществляли затвердевание расплава в тигле. Полученный слиток извлекали из тигля и подвергали дроблению на пневматическом молоте в подкладном штампе. Дробленый материал подвергали рассеву на фракции до 200 мкм, 200630 мкм, 6302500 мкм. Модификатор вводили в расплав двумя способами - в печь в конце плавки или в форму перед заливкой из расчета на содержание в стали 0,02 титана. Литые заготовки штамповых вставок имели размеры 400350284 мм. Масса отливок составляла 440 кг. Для изготовления литейных форм использовали термореактивные смеси и подогреваемую литейную оснастку. После загрузки и полного расплавления шихты осуществляли корректировку состава стали путем введения соответствующих ферросплавов. При температуре металла 16001620 С за 3-5 минут до выпуска производили раскисление стали силикокальцием,после чего в печь присаживали предлагаемый модификатор из расчета на 0,02 содержания титана в расплаве и осуществляли выпуск стали в подогретый до температуры 800900 С ковш с размещенным на его дне алюминием. После удаления шлака производили заливку форм при температуре 1560-1580 С. При внутриформенном модифицировании модификатор помещали на дно литейной формы в виде порошка с размером частиц до 200 мкм (30 ), 200-630 мкм - (30 ) и 6302500 мкм (40 ) При таком соотношении размеров частиц обеспечивалось постепенное растворение модификатора в стали в процессе заполнения формы. Литые заготовки штампов подвергали отжигу по режиму нагрев до температуры 600-620 С, выдержка 3 ч, нагрев до 840-860 С, выдержка 6-8 ч, охлаждение с печью до 450 С, далее - на воздухе. После механической обработки штампы подвергали термическому упрочнению по режиму закалка - нагрев до 600 С, выдержка 4 часа, нагрев до 950 С со скоростью 50 С/ч,выдержка 4 ч, охлаждение в масле до 150 С, далее на воздухе отпуск - нагрев до 580 С, выдержка 3 ч, охлаждение на воздухе. Твердость заготовок после термической обработки составляла 42-44 . Штамповую оснастку использовали при изготовлении поковок детали вилка карданного вала, которое осуществляли на кривошипном горячештамповочном прессе усилием 4000 т.с. Определяли химический состав, ударную вязкость и отпускоустойчивость стали,модифицированной известным и предлагаемым модификаторами, а также эксплуатационную стойкость штамповой оснастки. Результаты приведены в табл. 1 и 2. Определение ударной вязкостипроводили на стандартном оборудовании по ГОСТ 9454-60 на образцах 101055 мм с надрезом радиусом 1 мм и глубиной 2 мм. Отпускоустойчивость 0 оценивали по температуре дополнительного (после закалки и отпуска) теплового воздействия продолжительностью 4 ч, приводящего к уменьшению твердости до 35 3. 3 Компонентный состав модификатора Пределы содержания компо- Компонентный состав модификатора, мас.нентов в модификаторе С и примеси на нижнем уровне 1,5 10 на среднем уровне 2,2 15 остальное на верхнем уровне 3,0 20 выше верхнего уровня 3,2 22 ниже нижнего уровня 1,3 8 Компонентный состав выплавленной стали соответствовал следующему углерод 0,500,60, кремний 0,150,35, марганец 0,500,80, хром 0,500,80, молибден 0,150,30,никель 1,401,80, железо и примеси - остальное. Таблица 2 Механические и эксплуатационные свойства стали, модифицированной предлагаемым модификатором Способ,Стойкость штампов,0, С наопыта модифицирования МДж/м 2 тыс. съемов 35 1 в печи 0,28 540 3,85 в форме 0,34 580 4,22 2 в печи 0,32 580 4,62 в форме 0,36 610 5,26 3 в печи 0,30 600 4,88 в форме 0,28 570 5,10 4 в форме 0,24 540 4,17 5 в форме 0,22 520 3,36 Из анализа результатов, приведенных в табл. 1 и 2, следует, что предлагаемый состав модификатора является наиболее эффективным, так как позволяет получить литую штамповую сталь с наилучшим сочетанием свойств, а штамповую оснастку из нее - с наиболее высокой эксплуатационной стойкостью, при этом наилучшими показателями обладают стали опытов 13. Предлагаемый модификатор предполагается внедрить на машиностроительных предприятиях автотракторной отрасли Беларуси, в частности, на Гродненском заводе карданных валов при изготовлении литой штамповой оснастки. Источники информации 1. Куниловский В.В., Крутиков В.К. Литые штампы для горячего объемного деформирования. - Л. Машиностроение, 1987. -126 с. 2. Пилюшенко В.Л. и др. Научные и технологические основы микролегирования стали. - . Металлургия, 1994. -384 с. 3. Браун .П., Куруклис Г.Л., Дудро Модифицированная быстрорежущая сталь. К.-. Машгиз, 1956. - 132 с. 4. ГОСТ 4761-91. Ферротитан. Марки и технические требования. 5. 3 атуловский С.М., Песковский С.М., Сагура А.Н., Касьянов И.М., Бойченко И. Модификатор для стали. - А.с. СССР 1216235,(51) 4 С 22 С 35/00. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C22C 35/00
Метки: сталей, штамповых, литых, модификатор
Код ссылки
<a href="https://by.patents.su/4-8248-modifikator-dlya-lityh-shtampovyh-stalejj.html" rel="bookmark" title="База патентов Беларуси">Модификатор для литых штамповых сталей</a>
Способ производства литых заготовок для быстроизнашиваемых деталей
Номер патента: 4587
Опубликовано: 30.09.2002
Авторы: Комаров Олег Сидорович, Урбанович Наталья Ивановна, Герцик Сергей Николаевич, Садовский Виктор Михайлович
МПК: C22C 37/06, C21C 1/00
Метки: литых, заготовок, способ, быстроизнашиваемых, деталей, производства
Текст:
...Задача данного изобретения - повышение ударной вязкости ВХЧ. Поставленная задача решалась тем, что в способе производства литых заготовок для быстроизнашиваемых деталей, включающем выплавку в электрической печи чугуна, содержащего углерод, кремний, марганец, хром, никель, ванадий, молибден, титан, вольфрам, железо, модифицирование расплава при выпуске в ковш силикокальцием с размером частиц 2,5-10 мм в количестве 0,2-0,3 от массы расплава при...
Модификатор чугуна
Номер патента: 7538
Опубликовано: 30.12.2005
Авторы: Писаренко Леонид Зотович, Свидунович Николай Александрович, Куис Дмитрий Валерьевич
МПК: C22C 35/00
Метки: чугуна, модификатор
Текст:
...состояние как при высоких температурах (1450-1550 С), так и при выдержке чугуна в печи в процессе его медленного опорожнения. При этом такие основные критерии оценки эффекта модифицирования чугуна как величина отбела и число эвтектических зерен сохраняется практически на одинаковом уровне достаточно длительное время (до 20 минут и более). При вторичном переплаве чугуна, модифицированного предлагаемым модификатором чугуна длительного действия,...
Материал для пропитки порошковых сталей
Номер патента: 3370
Опубликовано: 30.06.2000
Автор: Дьячкова Лариса Николаевна
Метки: порошковых, материал, пропитки, сталей
Текст:
...изобретение, заключается в повышении качества поверхности пропитываемых изделий из сталей, легированных карбидообразующими элементами. Поставленная техническая задача достигается тем, что для пропитки сталей, легированных карбидообразующими элементами, материал содержит железо дисперсностью менее 100 мкм и дополнительно - титан или хром при следующем соотношении компонентов, мас.алюминий 0,1-1,0 железо 3,0-10,0 стеарат цинка 0,1-0,8...
Чугун для быстроизнашиваемых деталей и способ производства литых заготовок для них
Номер патента: 1382
Опубликовано: 16.09.1996
Авторы: Макаева Галина Григорьевна, Комаров Олег Сидорович, Сусина Оксана Анатольевна, Урбанович Наталья Ивановна, Барановский Константин Эдуардович
МПК: C22C 37/10, C21C 1/00
Метки: них, чугун, способ, производства, деталей, заготовок, быстроизнашиваемых, литых
Текст:
...характеристики, а затем в повышении этих характеристик за счет применения комгшекса внепечной обработки расплава и термической обработки деталей до уровня характерного для закаленных высокоуглеродистых сталей.Поставленная задача решалась тем, что согласно настоящему способу производства литых заготовок для быстроизнашиваемых деталей, включающий выплавку чугуна в электрической печи, модифицирование расгшава силикокальцием при выпуске в...
Материал для пропитки порошковых углеродистых сталей
Номер патента: 3371
Опубликовано: 30.06.2000
Автор: Дьячкова Лариса Николаевна
Метки: порошковых, углеродистых, материал, пропитки, сталей
Текст:
...содержит углерод в виде порошка графита дисперсностью 2-100 мкм, железо дисперсностью менее 100 мкм при следующем соотношении компонентов, мас.алюминий 0,1-1,0 железо 3,0-10,0 стеарат цинка 0,1-0,8 графит 0,1-1,0 медь остальное. Экспериментально установлено, что введение графита в материал для пропитки углеродистых сталей,обеспечивает получение качественной поверхности изделия отсутствует налипание остатков пропитывающего материала и...
Предыдущий патент: Размольный агрегат
Следующий патент: Двигатель внутреннего сгорания
Случайный патент: Съемный дверной порог и дверная коробка, содержащая съемный дверной порог