Устройство для изготовления изоляционных лотков
Текст
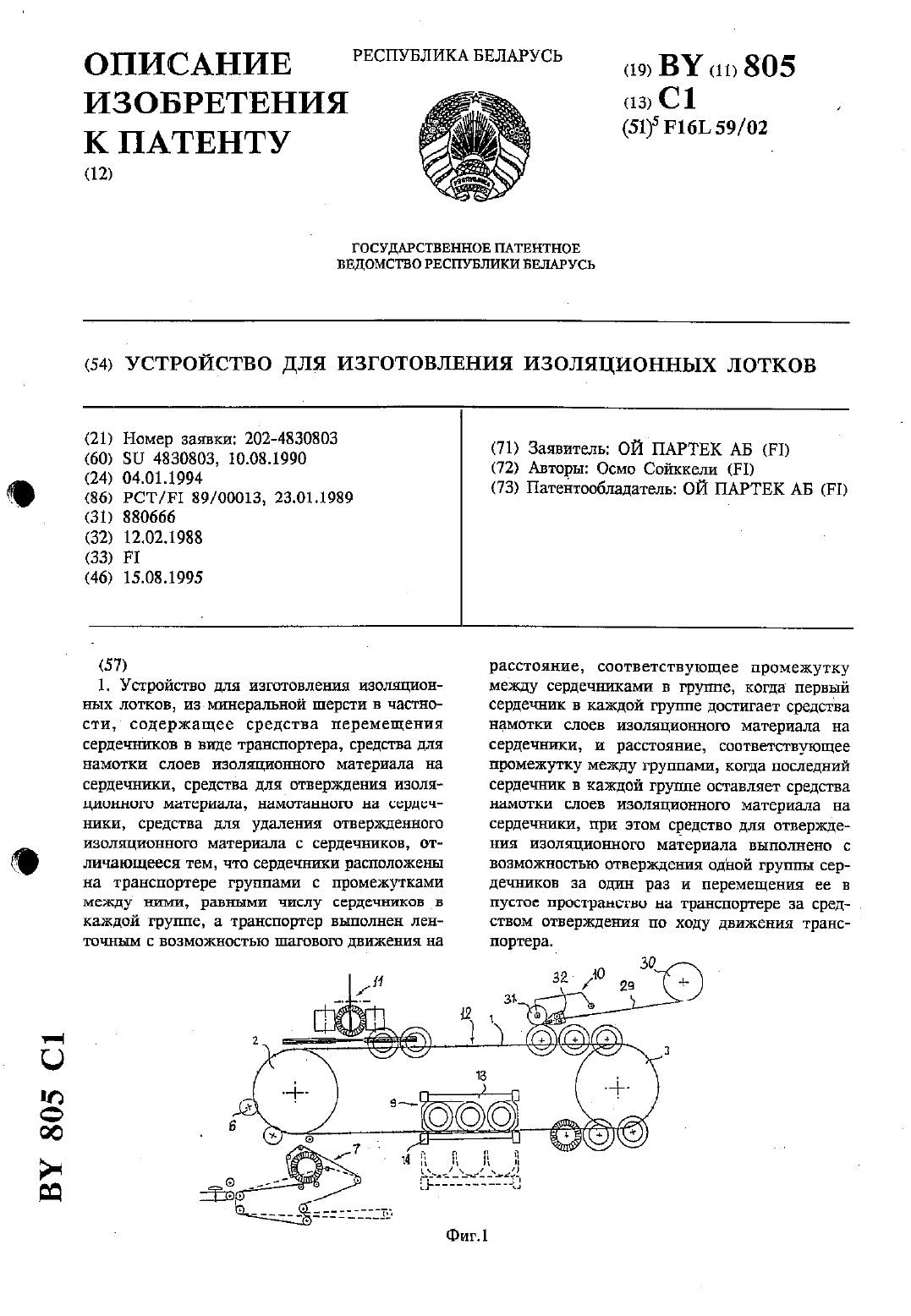
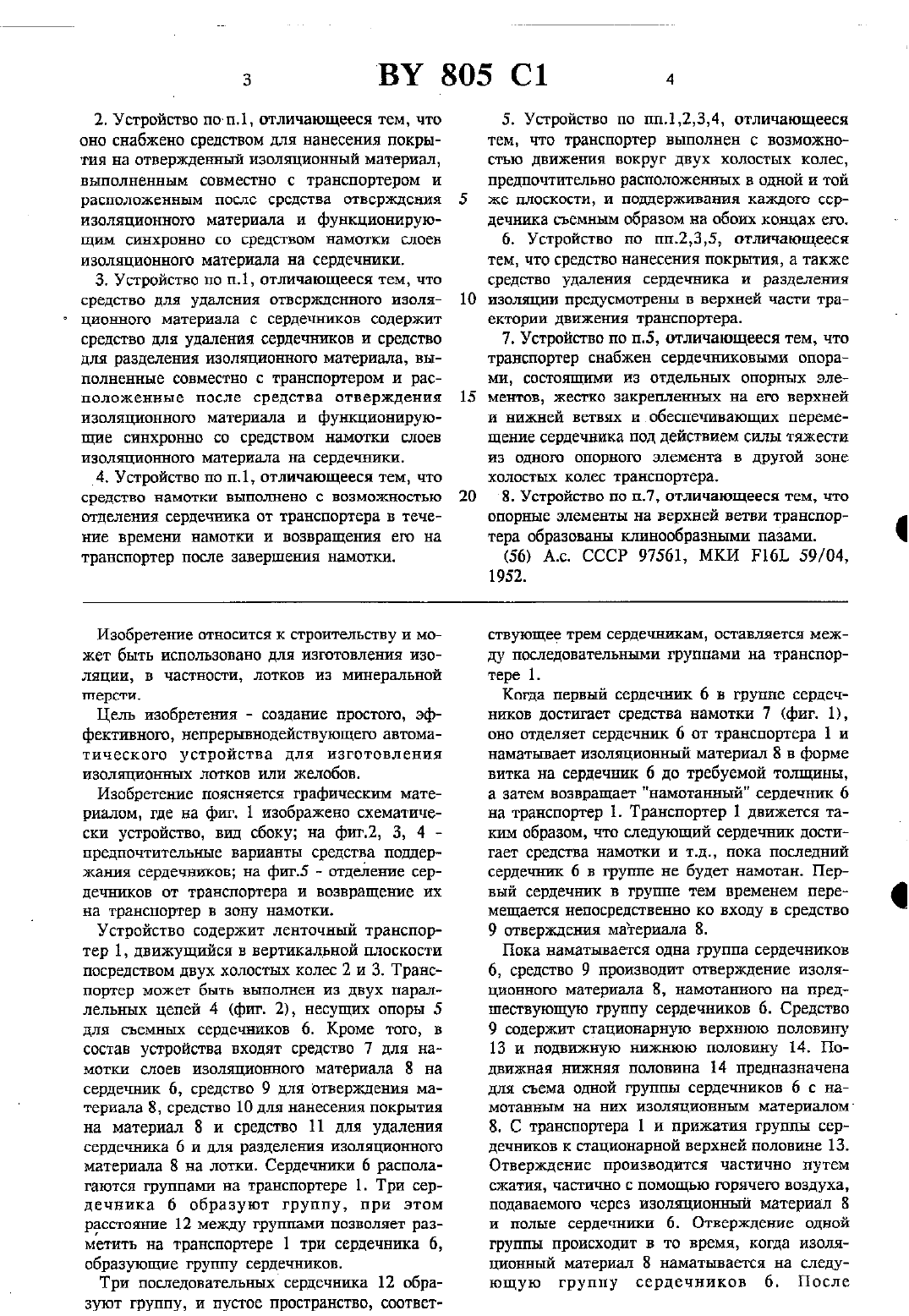
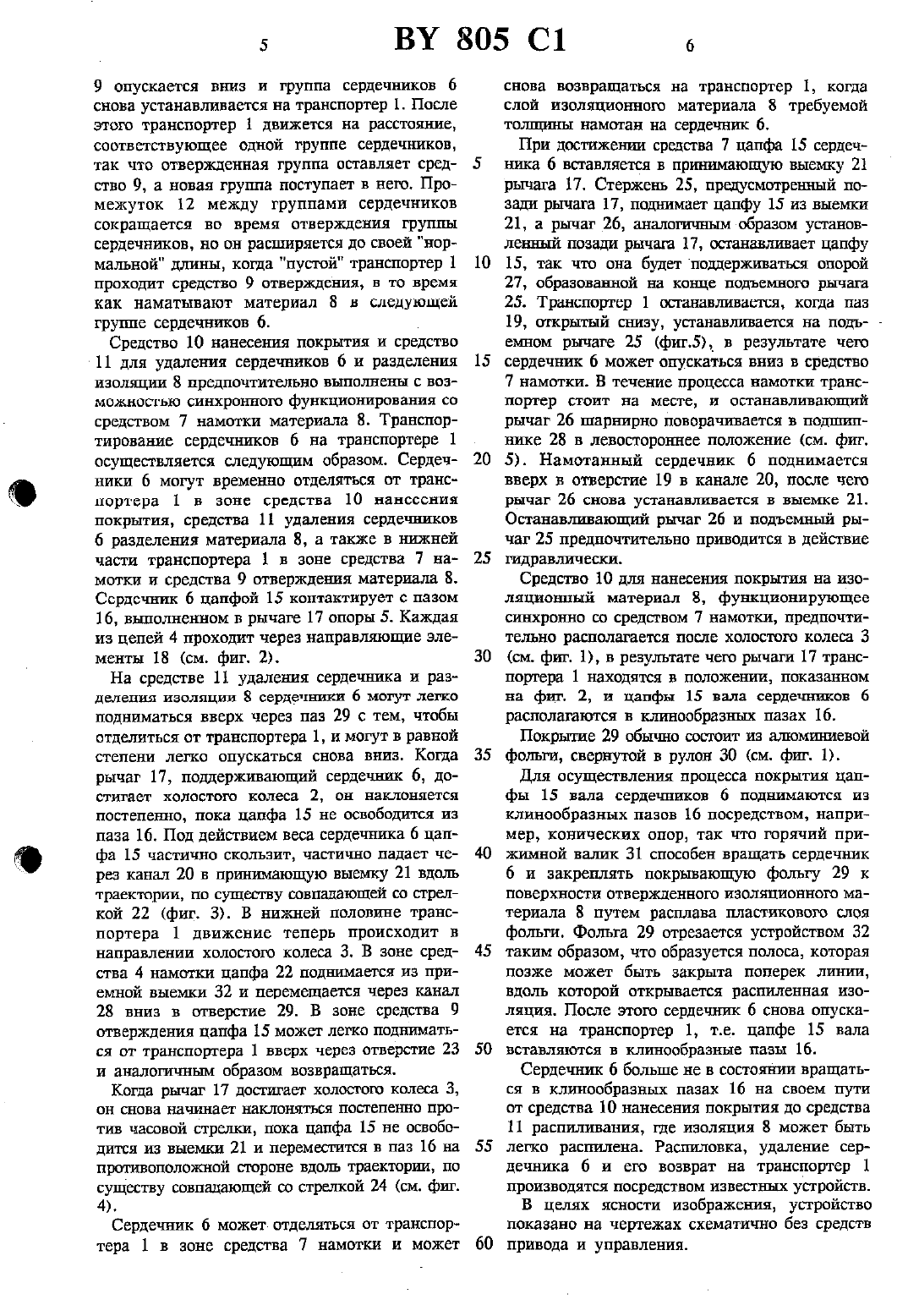
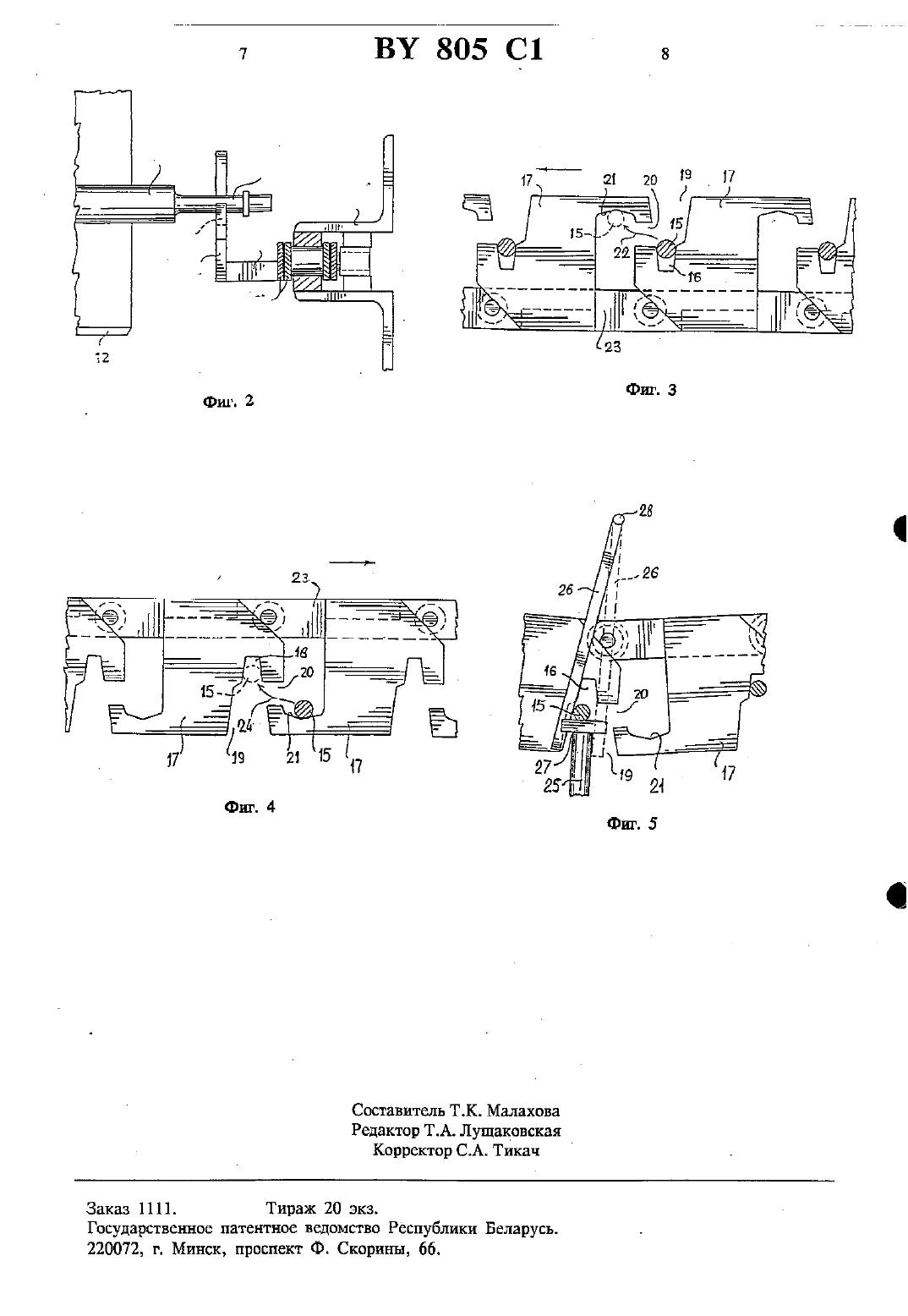
ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБШКИ БЕЛАРУСЬ(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННЫХ ЛОТКОВ1. Устройство для изготовления изоляционных лотков, из минеральной шерсти в частности, содержащее средства перемещения сердечников в виде транспортера, средства для НЗМОТКИ СЛОВБ ИЗОЛЯЦИОННОГО материала на сердечники, средства для отверждения изоляДИОННОДП материала, НВМОТЗННОШ на ССРДЕЧ ники, средства для удаления отвержденного изоляционного материала с сердечников, отличающееся тем, что сердечники расположены на транспортере группами с промежутками между ними, равными числу сердечников в каждой группе, а транспортер выполнен лен точным с возможностью шагового движения на71 Заявитель ОЙПАРТЕК АБ (Ш)(72) Авторы Осмо Сойккели (Н)(73) Патентообладатель ОЙ ПАРТЕК АБ (РТ)расстояние, соответствующее промежутку между сердечниками в группе, когда первый сердечник В каждой группе ДОСТИГЭСТ средства намотки СЛОВ ИЗОЛЯЦИОННОГО материала на сердечники, И расстояние, соответствующее промежутку между группами, когда ПОСЛЕДНИЙ сердечник в каждой группе оставляет средства намотки СЛОВВ ИЗОЛЯЦИОННОГО материала на сердечники, при этом средство для отверждеНИЯ ИЗОЛЯЦИОННОГО материала ВЫПОЛНЕНО С возможностью отверждения одной группы серДЧНИКОВ за ОДИН раз И перемещения ее ВПУСТОС ПРОСТРЗНСТВО на ТРННСПОРТБРЕ за СрЕД- .ством отверждения по ходу движения транспартера.2. Устройство по п.1, отличающееся тем, что оно снабжено средством для нанесения покрытия на отвержденный изоляционный материал,выполненным совместно с транспортером и расположенным после средства отверждения изоляционного материала и функционирующим синхронно со средством намотки слоев изоляционного материала на сердечники.3. Устройство по п.1 отличающееся тем, что средство для удаления отвержденного изоляЦИОННОТО материала С СЕРДЕЧНИКОВ СОДСРЖИТ средство для удаления сердечников и средство для разделения изоляционного материала, выполненные совместно с транспортером и расПОЛОЖСННЫВ ПОСЛЕ СРЕДСТВ ОТВСРЖДСННЯ изоляционного материала и функционирующие синхронно со средством намотки слоев изоляционного материала на сердечники.4. Устройство по п.1, отличающееся тем, что СРЕДСТВО НЗМОТКИ ВЫПОЛНЕНО С ВОЗМОЖНОСТЬЮ отделения сердечника от транспортера в течение времени намотки и возвращения его на транспортер после завершения намотки.Изобретение относится к строительству и может быть использовано для изготовления изоляции, в частности, лотков из минеральной шерсти.Цель изобретения - создание простою, эффективного, непрерывнодействующего автоматического устройства для изготовления изоляционных лотков или желобов.Изобретение поясняется графическим материалом, где на фиг. 1 изображено схематически устройство, вид сбоку на фиг.2 3, 4 предпочтительные варианты средства поддержания сердечников на фиг.5 - отделение сердечников от транспортера и возвращение их на транспортер в зону намотки.Устройство содержит ленточный транспортер 1, движущийся в вертикальной плоскости посредством двух холостых колес 2 и 3. Транспортер может быть выполнен из двух параллельных цепей 4 (фиг. 2), несущих опоры 5 для съемных сердечников б. Кроме того, в состав устройства входят средство 7 для намотки слоев изоляционного материала 8 на сердечник б, средство 9 для отверждения материала 8, средство 10 для нанесения покрытия на материал 8 и средство 11 для удаления сердечника 6 и для разделения изоляционного материала 8 на лотки. Сердечники б располагаются группами на транспортере 1. Три серденника б образуют группу, при этом расстояние 12 между группами позволяет разметить на транспортере 1 три сердечника б,образующие группу сердечников.Три поеледовательньшй сердечника 12 образуют группу, и пустое пространство, соответ 105. Устройство по пп.12,3,4, отличающееся тем, что транспортер выполнен с возможностью движения вокруг двух холостых колес,предпочтительно расположенных в одной и той Же ПЛОСКОСТИ, И ПОДДЕРЖИВЗНИЯ КЭЭКДОГО Сдрдечника съемным образом на обоих концах его.б. Устройство но пп.23,5, отличающееся тем, что средство нанесения покрытия, а также СРЕДСТВО удаления СВРДСЧНИКЗ И рЭЗДВЛВНИЯ изоляции предусмотрены в верхней части траектории движения транспортера.7. Устройство по п.5, отличающееся тем, что транспортер снабжен сердечниковыми опорами, состоящими из отдельных опорных злеМЕНТОБ, ЖВСТКО ЗНКРВПЛЕШЫХ на ВВС верхней и нижней ветвях и обеспечивающих перемещение сердечника под действием силы тяжести из одного опорного элемента в другой зоне холостых колес транспортера.8. Устройство по п.7, отличающееся тем, что опорные элементы на верхней ветви транспортера образованы клинообразными пазами.ствующее трем сердечникам, оставляется между последовательными группами на транспортере 1.Когда первый сердечник 6 в группе сердечншсов достигает средства намотки 7 (фиг. 1),оно отделяет сердечник б от транспортера 1 и наматывает изоляционный материал 8 в форме витка на сердечник 6 до требуемой толщины,а затем возвращает намотанный сердечник 6 на транспортер 1. Транспортер 1 движется таким образом, что следующий сердечник достигает средства намотки и т.д. пока последний сердечник б в группе не будет намотан. Первый сердечник в группе тем временем перемещается непосредственно ко входу в средство 9 отверждения материала 8.Пока наматывается одна группа сердечников б, средство 9 производит отверждение изоляЦИОННОГО материала 8, НЗМОТЗННОГО на предшествующую груипу сердечников 6. Средство 9 содержит стационарную верхнюю половину 13 и подвижную нижнюю половину 14. Подвижная нижняя половина 14 предназначена для съема одной группы сердечников 6 с на МОТЗННЫМ на НИХ ИЗОДЯЦИОННЫМ МЗТЕЭИВЛОМ8. С транспортера 1 и прижатия группы сердечников к стационарной верхней половине 13. Отверждение производится частично путем сжатия, частично с помощью горячего воздуха,подаваемого через изоляционный материал 8 и полые сердечники б. Отверждение одной группы происходит в то время, когда изоляционный материал 8 наматывается на следующую группу сердечников 6. После9 опускается вниз и группа сердечников 6 снова устанавливается на транспортер 1. После этого транспортер 1 движется на расстояние,соответствующее одной группе сердечников,так что отвержденная группа оставляет средство 9, а новая группа поступает в него. Промежуток 12 между группами сердечников сокращается во время отверждения группы сердечников, но он расширяется до своей вормальной длины, когда пустой транспортер 1 проходит средство 9 отверждения, в то время как наматывают материал 8 в следующей группе сердечников 6.Средство 10 нанесения покрытия и средство 11 для удаления сердечников 6 и разделения изоляции 8 предпочтительно выполнены с возможностью синхронного функционирования со средством 7 намотки материала 8. Транспортирование сердечников 6 на транспортере 1 осуществляется следующим образом. СердечНИКИ 6 могут временно отделяться от транспортера 1 в зоне средства 10 нанесения покрытия, средства 11 удаления сердечников 6 разделения материала 8, а также в нижней части транспортера 1 в зоне средства 7 намотки и средства 9 отверждея материала 8. Сердечник 6 цапфой 15 контактирует с пазом 16, вьшолненном в рычаге 17 опоры 5. Каждая из цепей 4 проходит через направляющие злементы 18 (см. фиг. 2).На средстве 11 удаления сердечника и разделения иаоляции 8 сердечники 6 могут легко подниматься вверх через паз 29 с тем, чтобы отделиться от транспортера 1, и могут в равной степени легко опускаться снова вниз. Когда рычаг 17, поддерживающий сердечник 6, достигает холостого колеса 2, он наклоняется постепенно, пока цапфа 15 не освободится из паза 16. Под действием веса сердечника 6 цапфа 15 частично скользит, частично падает через канал 20 в принимающую выемку 21 вдоль траектории, по существу совпадающей со стрепкой 22 (фиг. 3). В нижней половине транспортера 1 движение теперь происходит в направлении холостого колеса 3. В зоне средства 4 намотки цапфа 22 поднимается из приемной выемки 32 и перемещается через канал 28 вниз в отверстие 29. В зоне средства 9 отверждения цапфа 15 может легко подниматься от транспортера 1 вверх через отверстие 23 и аналогичным образом возвращаться.Когда рычаг 17 достигает холостого колеса 3,ОН СНОВЗ. НЗЧИНЗСТ НЗКЛОНЯТЬСЯ ПОСГСПВННО ПРОтив часовой стрелки, пока цапфа 15 не освободится из выемки 21 и переместится в паз 16 на противоположной стороне вдоль траектории, по существу совпадающей со стрелкой 24 (см. фиг. 4).Сердечник б может отделяться от транспортера 1 в зоне средства 7 намотки и можетснова возвращаться на транспортер 1, когда слой изоляционного материала 8 требуемой тояшшны намотан на сердечны 6.При достижении средства 7 цапфа 15 сердечНика 6 вставляется в принимающую выемку 21 рычага 17. Стержень 25, предусмотренный позади рычага 17, поднимает цапфу 15 из выемки 21, а рычаг 26, аналогичным образом установленный позади рычага 17, останавливает цапфу 15, так что она будет поддерживаться опорой 27 образованной на конце подъемного рычага 25. Транспортер 1 осганавдшвается, когда паз19, открытый снизу, устанавливается на подъ- емном рычаге 25 (фиг.5), в результате чего сердечник 6 может опускаться вниз в средство 7 намотки. В течение процесса намотки транспортер стоит на месте, и останавливающий рычаг 26 Шарнирно поворачивается в подшипнике 28 в левостороннее положение (см. фиг. 5). Намотанный сердечник 6 поднимается вверх в отверстие 19 в канале 20, после чего рычаг 26 снова устанавливается в выемке 21. Останавливающий рычаг 26 и подъемный рычаг 25 предпочтительно приводится в действие гидравлически.Средство 10 для нанесения покрытия на изоляционный материал 8, функционирующее синхронно со средством 7 намотки, предпочтительно располагается после холостого колеса 3(см. фиг. 1), в результате чего рычаги 17 транспортера 1 Находятся в положешги, показанном на фит. 2, и цапфы 15 вала сердечников 6 располагаются в клинообразных пазах 16.Покрытие 29 обычно состоит из алтомшшевой фольги, свернутой в рулон 30 (см. фш. 1).Для осуществления процесса покрытия цапфы 15 вала сердечников 6 поднимаются из клинообразных пазов 16 посредством, например, конических опор, так что горячий прижимной валшк 31 способен вращать сердечник 6 и закреплять покрывающую фольгу 29 к поверхности отвержденного изоляционного Материала 8 путем расплава пластикового слоя фольги. Фольга 29 отрезается устройством 32 таким образом, что образуется полоса, которая позже может быть закрыта поперек линии,вдоль которой открывается распиленная изоляция. После этого сердечник 6 снова опускается на транспортер 1, т.е. цапфе 15 вала вставляются в клинообразные пазы 16.Сердечник 6 больше не в состоянии вращаться в клинообразных пазах 16 на своем пути от средства 10 нанесения покрытия до средства 11 распиливания, где изоляция 8 может быть легко распилена. Расшшовка, удаление сердечника 6 и его возврат на транспортер 1 производятся посредством известных устройств.В целях ясности изображения, устройство показано на чертежах схематично без средств привода и управления.Заказ 1111. Тираж 20 экз. Государственное патентное ведомство Республики Беларусъ.
МПК / Метки
МПК: F16L 59/02
Метки: изоляционных, лотков, изготовления, устройство
Код ссылки
<a href="https://by.patents.su/4-805-ustrojjstvo-dlya-izgotovleniya-izolyacionnyh-lotkov.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления изоляционных лотков</a>
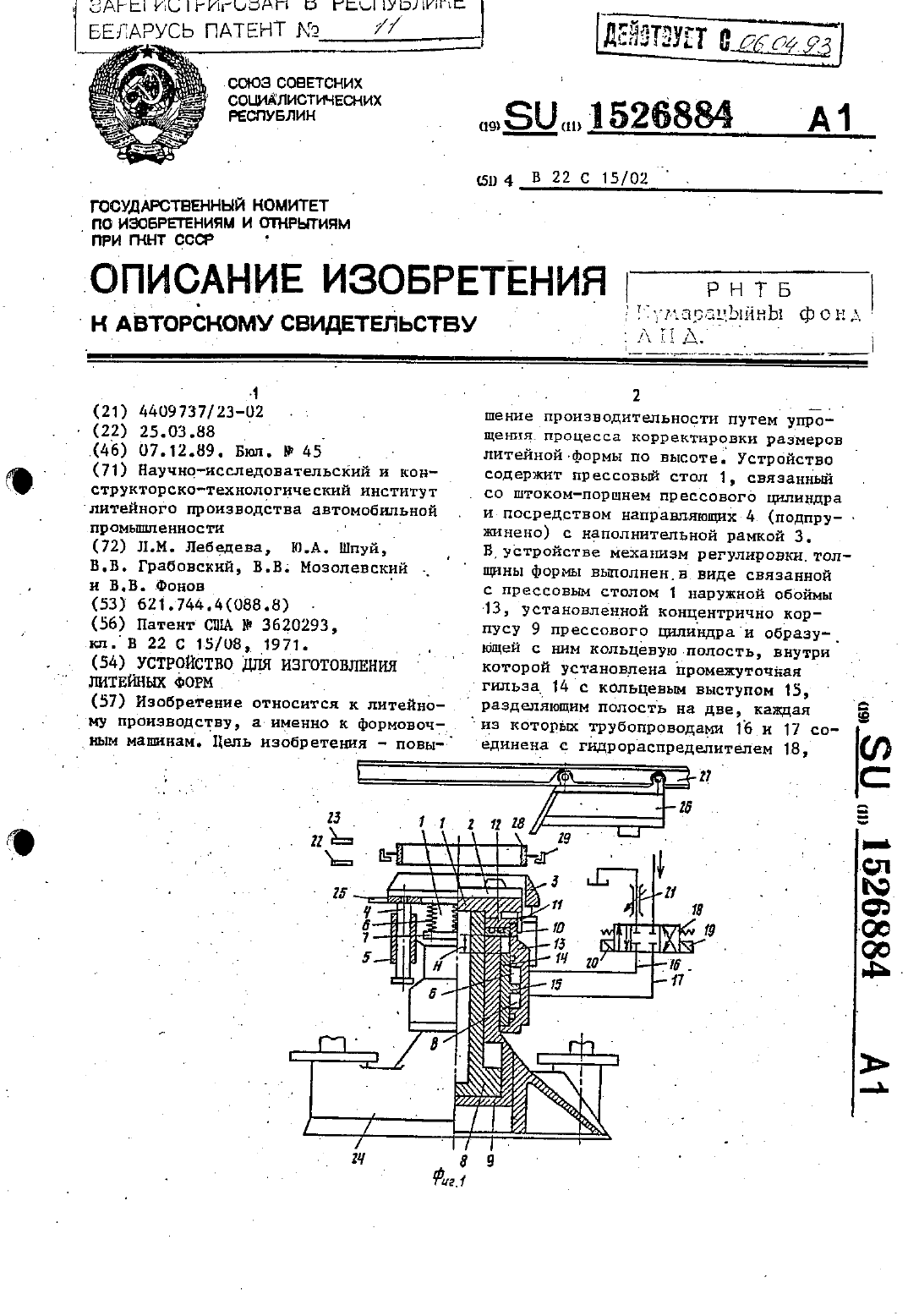
Устройство для изготовления литейных форм
Номер патента: 11
Опубликовано: 30.05.1994
Авторы: Фонов В. В., Мозолевский В. В., Грабовский В. В., Лебедева Л. М., Шпуй Ю. А.
МПК: B22C 15/02
Метки: изготовления, устройство, литейных, форм
Текст:
...сжимая пружины 6. После снятия уплотняющего усилия - сброса давления из полости Д - прессовый стол 1 под действием давления, подаваемого в полость Г, начинает медленное двгокение вниз, а наполнительная рамка 3 подвоздействием разжимаюЩе го усилил пружин 6 поджимает какоето время-опоку 28 к модельной плите накатнойлрессовой головки 26, осуществляя протяжку модельной плиты 2 с моделями. При дальнейшем перемещении вниз прессового стола 1 с...
Способ изготовления щетинных изделий и устройство для его осуществления
Номер патента: 472
Опубликовано: 30.03.1995
Автор: Георг ВАЙРАУХ
МПК: A46B 3/04
Метки: щетинных, изготовления, устройство, способ, изделий, осуществления
Текст:
...2). штриховой линией на фиг. 12 показан разрез для образования концов со стороны 29 закрепления, а позициями 30. 31 различные по длине отрезки, получаемые при отрезании.После оконтуривания щетину 2 б в пучке 25 фиксируют. расплавляя в утолщение 32(фиг.13). На следующей рабочей операцииэто утолщение закрепляют внутри щетинодержателя 33, например. посредством впрыскивания. вспенивания или вставкиНа фиг 15 показана зубная щетка 34,задняя...
Способ изготовления зубных протезов
Номер патента: 317
Опубликовано: 30.12.1994
Автор: Козлов Владимир Александрович
МПК: A61C 13/00
Метки: изготовления, зубных, протезов, способ
Текст:
...11 крышкиВыплавляют восковой базис протеза из аестным способом. раскрывают аппарат в обратной последовательности. рабочую поверхность модели обрабатывают мелкодисперсным материалом и накладывают на нее пленку толщиной 5-15 микрон.метичную камеру. из которой откачивают воздух до полного припегания пленки к поверхности модели через штуцер 7 и отверстие в гипсе.Прессуют базисный материал с помощью крышки 2, гайки 12. и винта...
Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала, включающего термопластик
Номер патента: 611
Опубликовано: 30.06.1995
Авторы: Эско Хейнонен-Перссон, Ян Лагерстедт
МПК: B65B 9/00
Метки: термопластик, наполнения, включающего, изготовления, устройство, продуктом, пакетов, запечатывания, материала
Текст:
...передачи без бокового 29 растяжения На противоположной действня движения поворота рычагов 18зеркально отображенной стороне уст- н 19 к приводным штангам 21 н 2 Ь.ЭТУ возможность обеспечивают многоШапннрные рычажные передачи.Два зеркально расположенных и поочередно действующн приспособления 22 для образования поперечных швов устройства 1 содержат сварочные губки 8 и форнующне губки 9. Каждое приспособление 22 для образования поперечин...
Устройство для изготовления групповых пакетов монолитных конденсаторов
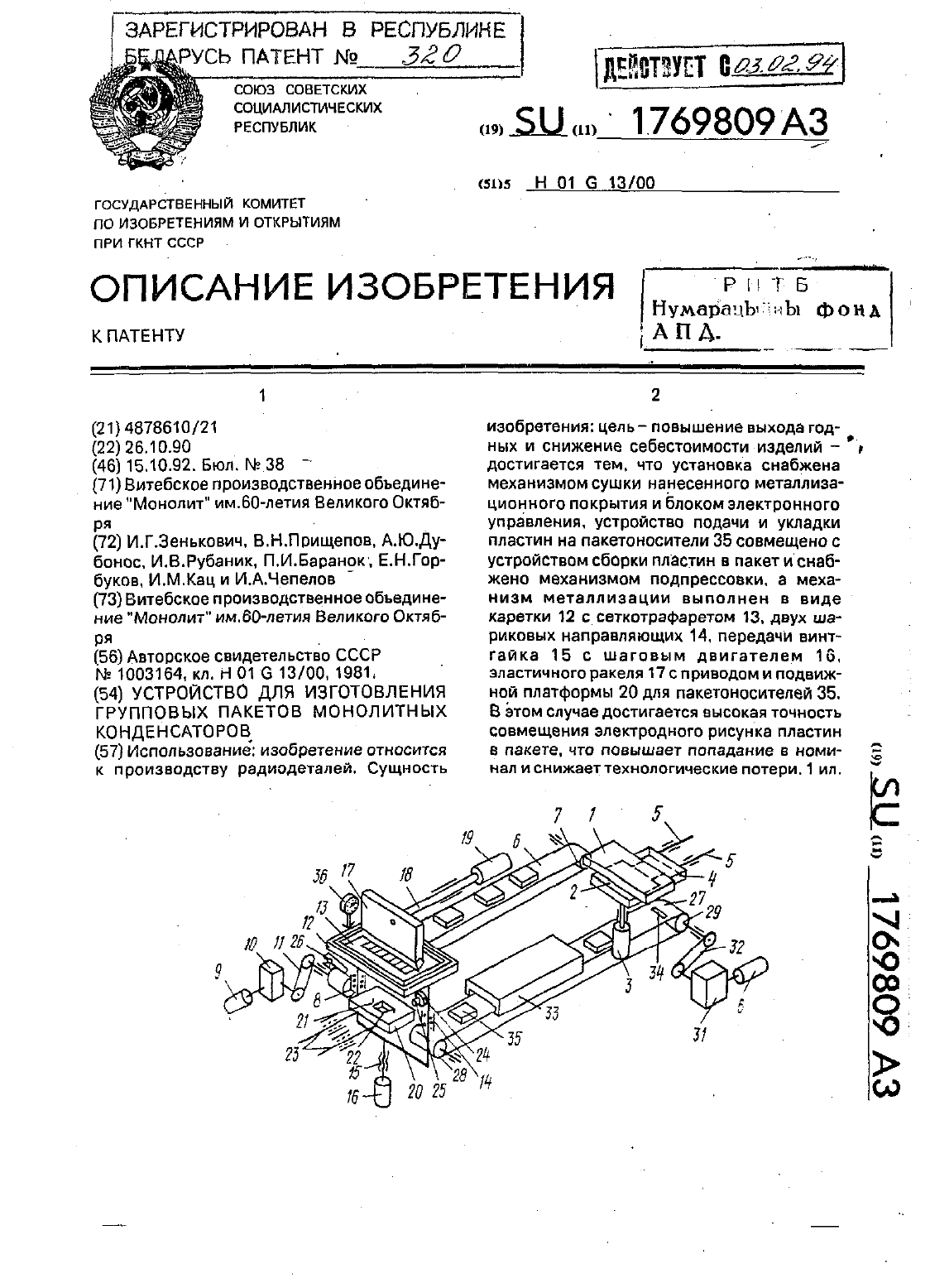
Номер патента: 320
Опубликовано: 30.12.1994
Авторы: Прищепов В. Н., Чепелов И. А., Рубаник И. В., Баранок П. И., Дубонос А. Ю., Зенькович И. Г., Кац И. М., Горбуков Е. Н.
МПК: H01G 13/00
Метки: изготовления, конденсаторов, групповых, устройство, пакетов, монолитных
Текст:
...(электродного) покрыТИЯ блока ЭЛЕКТРОННОГО управления И при вода рабочих органов установки.Устройство подачи и укладки пластин и устройство сборки пластин в пакет конструктивно совмещены. снабжены механизкмом подпресссвки укладываемых пластин и включают верхний неподвижный пугансон 1,нижний подвижный пуансон 2 с гидтроцилиндром 3 и подвижную платформу 4 с направляющими 5. Это устройство предназначено для укладки пластин на...
Предыдущий патент: Кормовая добавка для сельскохозяйственных животных
Следующий патент: Устройство для изготовления слоя изоляционного материала
Случайный патент: Способ сушки зерна