Способ финишной групповой обработки рабочих поверхностей бочкообразных несимметричных роликов и устройство для его осуществления
Номер патента: 5473
Опубликовано: 30.09.2003
Авторы: Кривко Геннадий Петрович, Ясевич Елена Михайловна, Пенза Валерий Николаевич, Филонов Игорь Павлович
Текст
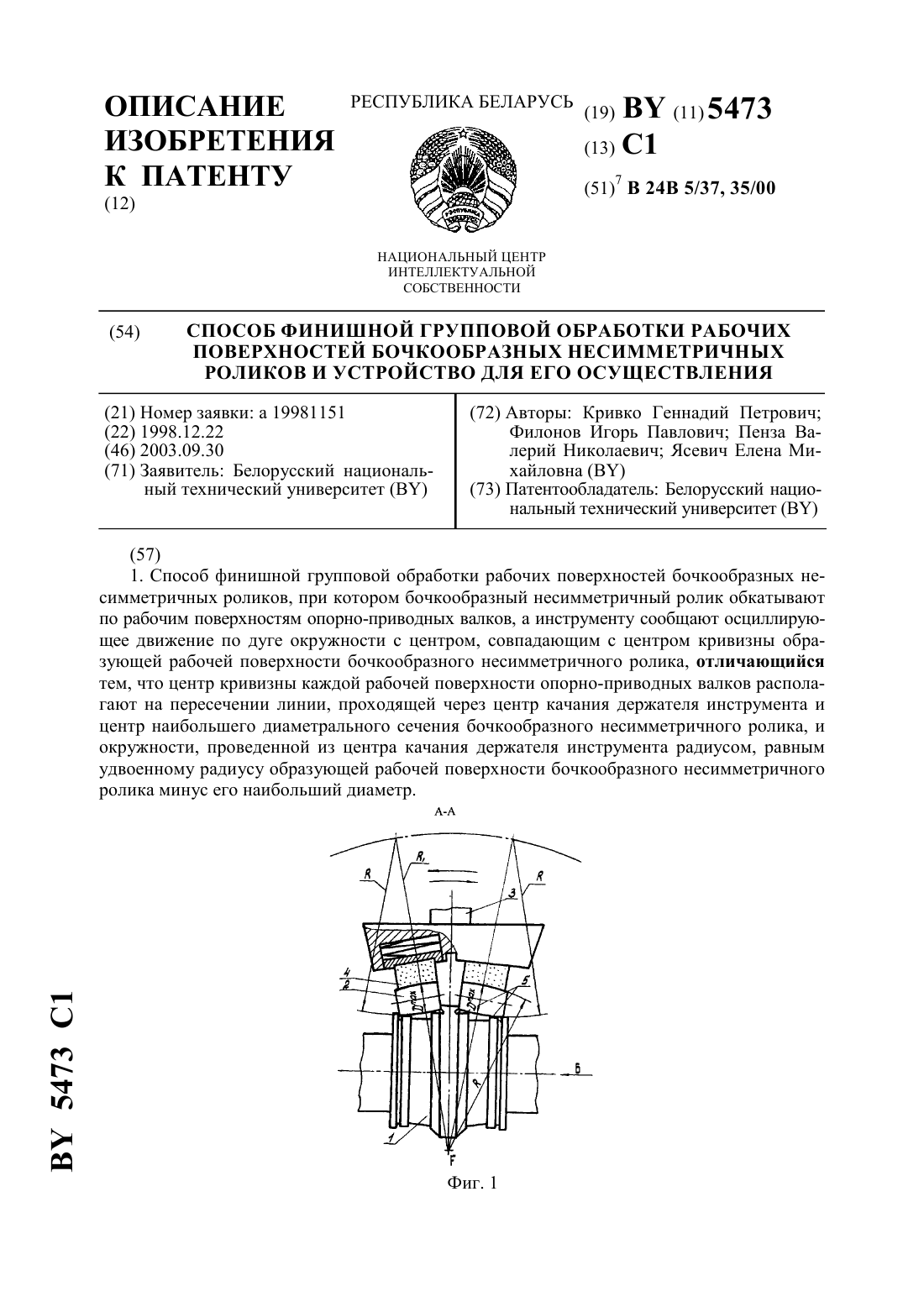
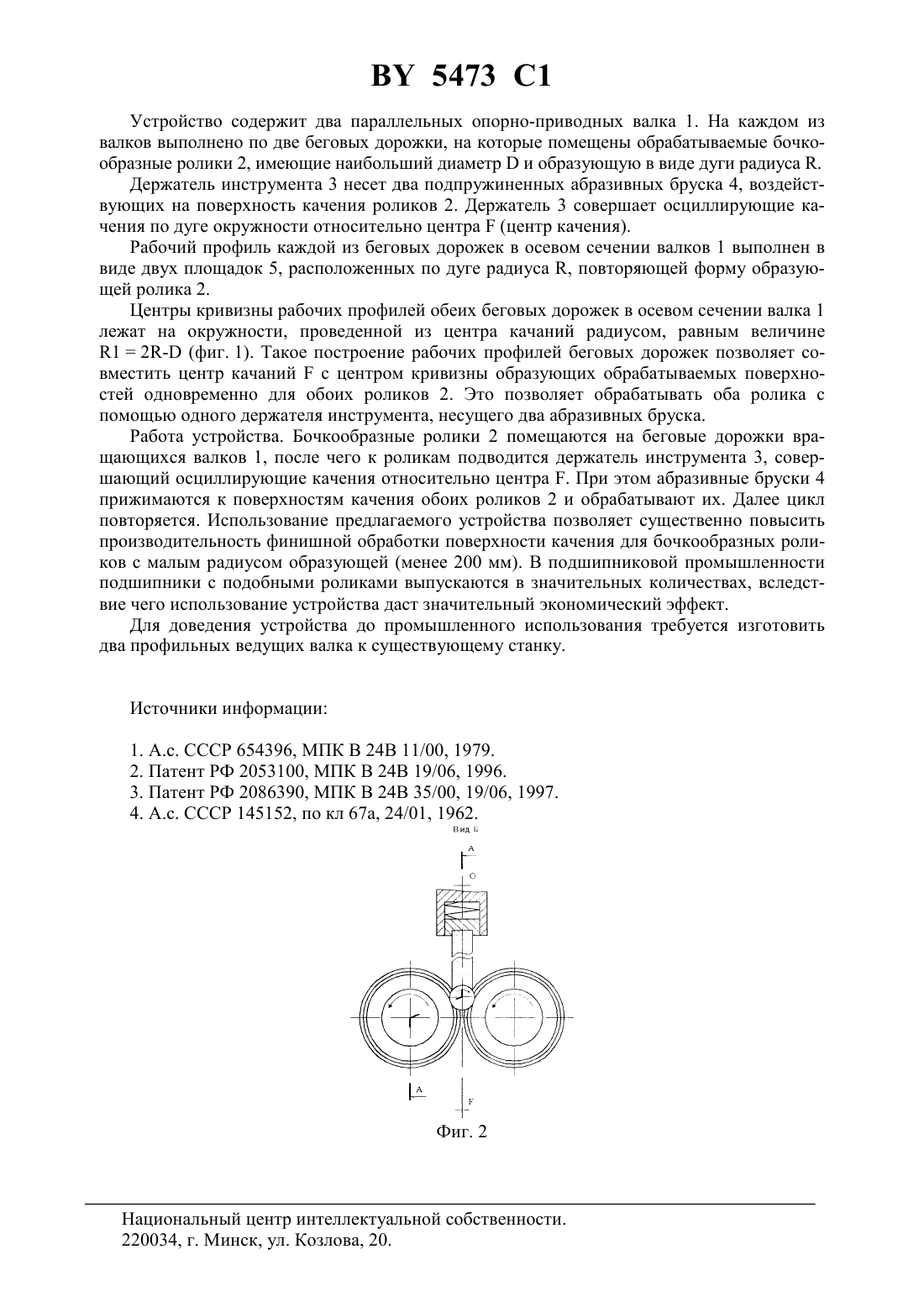
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ФИНИШНОЙ ГРУППОВОЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ БОЧКООБРАЗНЫХ НЕСИММЕТРИЧНЫХ РОЛИКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Белорусский национальный технический университет(72) Авторы Кривко Геннадий Петрович Филонов Игорь Павлович Пенза Валерий Николаевич Ясевич Елена Михайловна(73) Патентообладатель Белорусский национальный технический университет(57) 1. Способ финишной групповой обработки рабочих поверхностей бочкообразных несимметричных роликов, при котором бочкообразный несимметричный ролик обкатывают по рабочим поверхностям опорно-приводных валков, а инструменту сообщают осциллирующее движение по дуге окружности с центром, совпадающим с центром кривизны образующей рабочей поверхности бочкообразного несимметричного ролика, отличающийся тем, что центр кривизны каждой рабочей поверхности опорно-приводных валков располагают на пересечении линии, проходящей через центр качания держателя инструмента и центр наибольшего диаметрального сечения бочкообразного несимметричного ролика, и окружности, проведенной из центра качания держателя инструмента радиусом, равным удвоенному радиусу образующей рабочей поверхности бочкообразного несимметричного ролика минус его наибольший диаметр. 5473 1 2. Устройство для финишной групповой обработки рабочих поверхностей бочкообразных несимметричных роликов, содержащее параллельные опорно-приводные валки,рабочая поверхность которых в осевом сечении выполнена по образующей рабочей поверхности бочкообразного несимметричного ролика, и держатель инструмента, осциллирующий по дуге окружности, центр которой совмещен с центром кривизны образующей рабочей поверхности бочкообразного несимметричного ролика, отличающееся тем, что центр кривизны каждой рабочей поверхности опорно-приводных валков в их осевом сечении размещен на пересечении линии, проходящей через центр качания держателя инструмента и центр наибольшего диаметрального сечения бочкообразного несимметричного ролика, и окружности, проведенной из центра качания держателя инструмента радиусом,равным удвоенному радиусу образующей рабочей поверхности бочкообразного несимметричного ролика минус его наибольший диаметр. Изобретение относится к шлифованию и полированию и предназначено для финишной групповой обработки рабочих поверхностей бочкообразных несимметричных роликов, например роликов подшипников качения. Известен способ обработки фасонных поверхностей деталей типа бочкообразных асимметричных и конических роликов 1 профильным инструментом, которому сообщают вращение вокруг оси, перпендикулярной к оси вращения ротора с деталями, вращающимися вокруг их осей симметрии, инструмент перемещают вдоль оси его вращения на величину износа, а в качестве инструмента используют круг, профиль которого в средней части представляет дугу окружности с радиусом, равным радиусу обрабатываемой сферы,и соединяет цилиндрические участки меньшего и большего диаметров, равных соответственно диаметру и удвоенному диаметру обрабатываемой сферы. Обработку производят при постоянном расстоянии между осями вращения ротора и круга, равным диаметру обрабатываемой сферы. Недостаток метода в том, что он не пригоден для обработки бочкообразных роликов с рабочей поверхностью в виде бочки и с применением осциллирующего относительно бочки инструмента. Известен способ чистовой обработки 2 (прототип) при котором абразивные бруски закрепляют в инструментальной головке, устанавливают ее под углом к детали с пересечением их осей в плоскости симметрии обрабатываемого профиля и сообщают детали вращение, а головке круговое движение, причем круговое движение головке сообщают из условия перемещения ее оси по конической поверхности, относительно оси вращения детали с вершиной, лежащей в точке пересечения их осей, при этом угол пересечения осей выбирает постоянным. Недостаток способа в том, что он не пригоден для обработки бочкообразных роликов с рабочей поверхностью в виде бочки, не позволяет осуществлять групповую обработку рабочих поверхностей роликов. Известно устройство 3 для суперфинишной обработки, содержащее корпус, брускодержатель, механизм возвратно-поступательного перемещения брускодержателя, вклю 2 5473 1 чающий упругие пластические элементы, предназначенные для воздействия с рабочей средой, подаваемой через выполненные в корпусе каналы, устройство снабжено осью и установленным на ней с возможностью качания рычагом, на котором расположен брускодержатель, а механизм возвратно-поступательного перемещения брускодержателя снабжен двумя, расположенными с противоположных сторон от брускодержателя, упорами,предназначенными для взаимодействия с брускодержателем и жестко связанным с упругими пластинчатыми элементами. Недостатком устройства является то, что оно не пригодно для обработки бочкообразных роликов с малым радиусом кривизны образующей, например меньше 200 мм. Известно устройство 4 (прототип) для финишной обработки поверхности качения бочкообразных роликов, содержащее два параллельных опорно-приводных валка, на каждом из которых выполнено по одной беговой дорожке, и осциллирующий по дуге окружности держатель инструмента, центр качания которого совмещен с центром кривизны образующей обрабатываемой поверхности. Рабочие профили беговых дорожек в осевом сечении валка выполнены по образующей ролика. Устройство способно осуществлять обработку роликов с малым радиусом кривизны образующей (меньше 200 мм). Недостаток устройства в его малой производительности, так как одним держателем инструмента одновременно обрабатывается только один ролик. Задача, решаемая изобретением, состоит в том, чтобы увеличить число одновременно обрабатываемых роликов. Указанная задача решается в способе финишной групповой обработки рабочих поверхностей бочкообразных несимметричных роликов, при котором бочкообразный несимметричный ролик обкатывают по рабочим поверхностям опорно-приводных валков, а инструменту сообщают осциллирующее движение по дуге окружности с центром, совпадающим с центром кривизны образующей рабочей поверхности бочкообразного несимметричного ролика, центр кривизны каждой рабочей поверхности опорно-приводных валков располагают на пересечении линии, проходящей через центр качания держателя инструмента и центр наибольшего диаметрального сечения бочкообразного несимметричного ролика, и окружности, проведенной из центра качания держателя инструмента радиусом, равным удвоенному радиусу образующей рабочей поверхности бочкообразного несимметричного ролика минус его наибольший диаметр. Способ реализуется в устройстве для финишной групповой обработки рабочих поверхностей бочкообразных несимметричных роликов, содержащем параллельные опорноприводные валки, рабочая поверхность которых в осевом сечении выполнена по образующей рабочей поверхности бочкообразного несимметричного ролика, и держатель инструмента, осциллирующий по дуге окружности, центр которой совмещен с центром кривизны образующей рабочей поверхности бочкообразного несимметричного ролика,при этом центр кривизны каждой рабочей поверхности опорно-приводных валков в их осевом сечении размещен на пересечении линии, проходящей через центр качания держателя инструмента и центр наибольшего диаметрального сечения бочкообразного несимметричного ролика, и окружности, проведенной из центра качания держателя инструмента радиусом, равным удвоенному радиусу образующей рабочей поверхности бочкообразного несимметричного ролика минус его наибольший диаметр. Такое исполнение устройства позволяет в одном держателе инструмента закрепить два и более абразивных бруска и обрабатывать одновременно два и более роликов, чем достигается повышение производительности без существенного усложнения устройства. Предлагаемое устройство изображено на чертеже, где на фиг. 1 представлена схема устройства для случая обработки двух роликов (сечение А-А на фиг. 2), на фиг. 2 - вид по стрелке Б на фиг. 1. 3 5473 1 Устройство содержит два параллельных опорно-приводных валка 1. На каждом из валков выполнено по две беговых дорожки, на которые помещены обрабатываемые бочкообразные ролики 2, имеющие наибольший диаметри образующую в виде дуги радиуса . Держатель инструмента 3 несет два подпружиненных абразивных бруска 4, воздействующих на поверхность качения роликов 2. Держатель 3 совершает осциллирующие качения по дуге окружности относительно центра(центр качения). Рабочий профиль каждой из беговых дорожек в осевом сечении валков 1 выполнен в виде двух площадок 5, расположенных по дуге радиуса , повторяющей форму образующей ролика 2. Центры кривизны рабочих профилей обеих беговых дорожек в осевом сечении валка 1 лежат на окружности, проведенной из центра качаний радиусом, равным величине 12- (фиг. 1). Такое построение рабочих профилей беговых дорожек позволяет совместить центр качанийс центром кривизны образующих обрабатываемых поверхностей одновременно для обоих роликов 2. Это позволяет обрабатывать оба ролика с помощью одного держателя инструмента, несущего два абразивных бруска. Работа устройства. Бочкообразные ролики 2 помещаются на беговые дорожки вращающихся валков 1, после чего к роликам подводится держатель инструмента 3, совершающий осциллирующие качения относительно центра . При этом абразивные бруски 4 прижимаются к поверхностям качения обоих роликов 2 и обрабатывают их. Далее цикл повторяется. Использование предлагаемого устройства позволяет существенно повысить производительность финишной обработки поверхности качения для бочкообразных роликов с малым радиусом образующей (менее 200 мм). В подшипниковой промышленности подшипники с подобными роликами выпускаются в значительных количествах, вследствие чего использование устройства даст значительный экономический эффект. Для доведения устройства до промышленного использования требуется изготовить два профильных ведущих валка к существующему станку. Источники информации 1. А.с. СССР 654396, МПК В 24 В 11/00, 1979. 2. Патент РФ 2053100, МПК В 24 В 19/06, 1996. 3. Патент РФ 2086390, МПК В 24 В 35/00, 19/06, 1997. 4. А.с. СССР 145152, по кл 67 а, 24/01, 1962. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 5/37, B24B 35/00
Метки: поверхностей, рабочих, бочкообразных, устройство, обработки, осуществления, несимметричных, групповой, финишной, способ, роликов
Код ссылки
<a href="https://by.patents.su/4-5473-sposob-finishnojj-gruppovojj-obrabotki-rabochih-poverhnostejj-bochkoobraznyh-nesimmetrichnyh-rolikov-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ финишной групповой обработки рабочих поверхностей бочкообразных несимметричных роликов и устройство для его осуществления</a>
Способ бесцентрового шлифования бочкообразных роликов со сферическим торцом
Номер патента: 2176
Опубликовано: 30.06.1998
Автор: Веремейчик Иван Васильевич
Метки: способ, сферическим, роликов, бесцентрового, шлифования, торцом, бочкообразных
Текст:
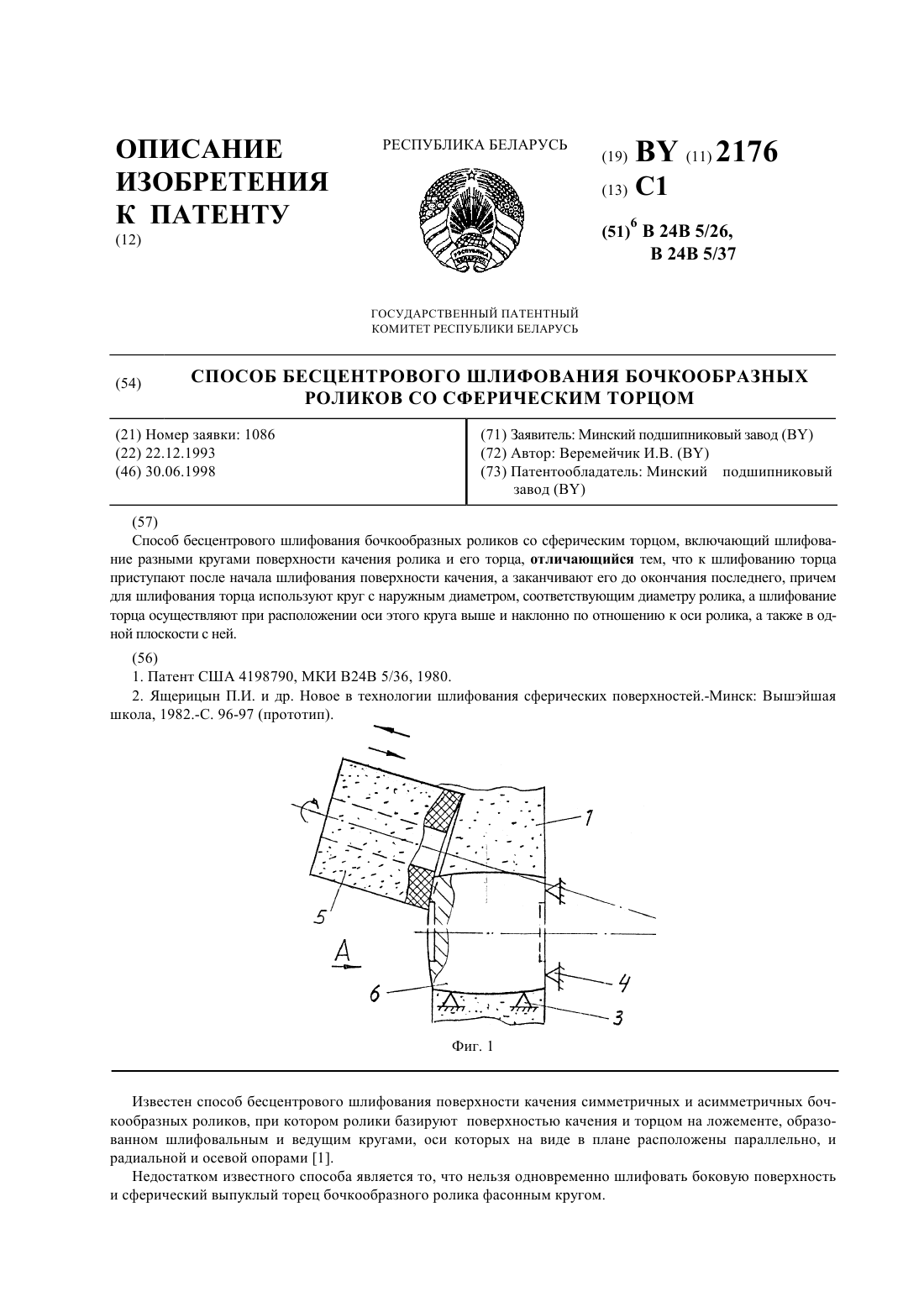
...начала шлифования поверхности качения, а заканчивают его до окончания последнего, причем для шлифования торца используют круг с наружным диаметром, соответствующим диаметру ролика, а шлифование торца осуществляют при расположении оси этого круга выше и наклонно по отношению к оси ролика, а также в одной плоскости с ней. Сущность изобретения поясняется чертежами, где на фиг. 1 показано положение шлифовального инструмента и заготовки в...
Способ окраски рабочих поверхностей литейных форм с системой газового охлаждения и выталкивания отливок и устройство для его осуществления
Номер патента: 2114
Опубликовано: 30.06.1998
Автор: Стельмах Анатолий Игнатьевич
МПК: B22D 15/00, B22C 23/02
Метки: охлаждения, окраски, осуществления, литейных, устройство, форм, газового, способ, отливок, выталкивания, рабочих, системой, поверхностей
Текст:
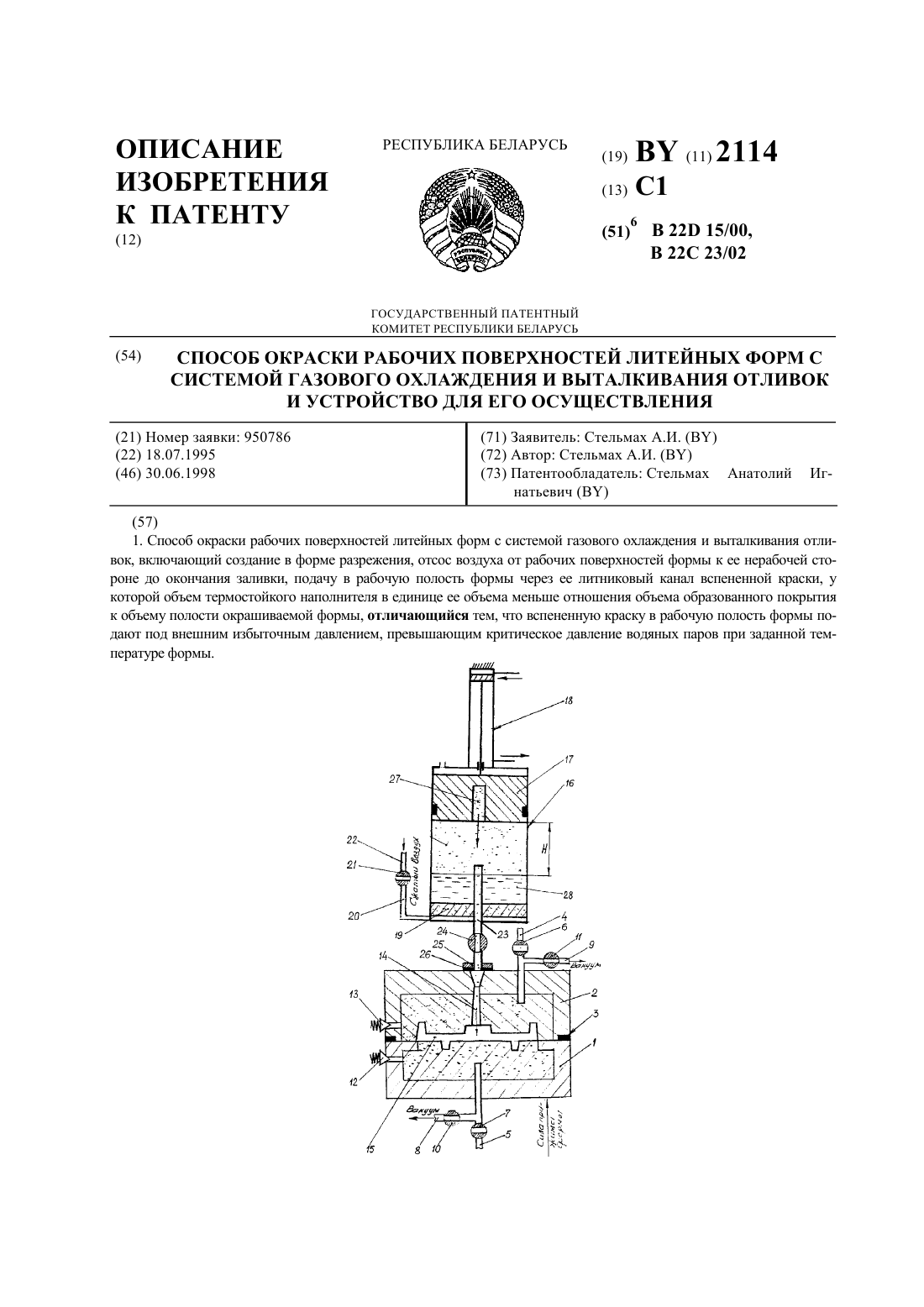
...вспененную краску в рабочую полость формы подают под внешним избыточным давлением, превышающим критическое давление водяных паров при заданной температуре формы. Например, при температуре формы 158 С внешнее давление на вспененную краску должно быть выше критического 0,6 МПа, а при температуре 249 С соответственно выше 4 Мпа. 2114 1 При окраске формы для чугунного литья использовали следующие режимы окраски и состав краски краска содержала...
Устройство для двусторонней обработки сферических поверхностей
Номер патента: 3446
Опубликовано: 30.06.2000
Авторы: Климович Федор Федорович, Козерук Альбин Степанович, Филонов Игорь Павлович, Федорцев Ростислав Валерьевич
МПК: B24B 13/00
Метки: сферических, устройство, двусторонней, обработки, поверхностей
Текст:
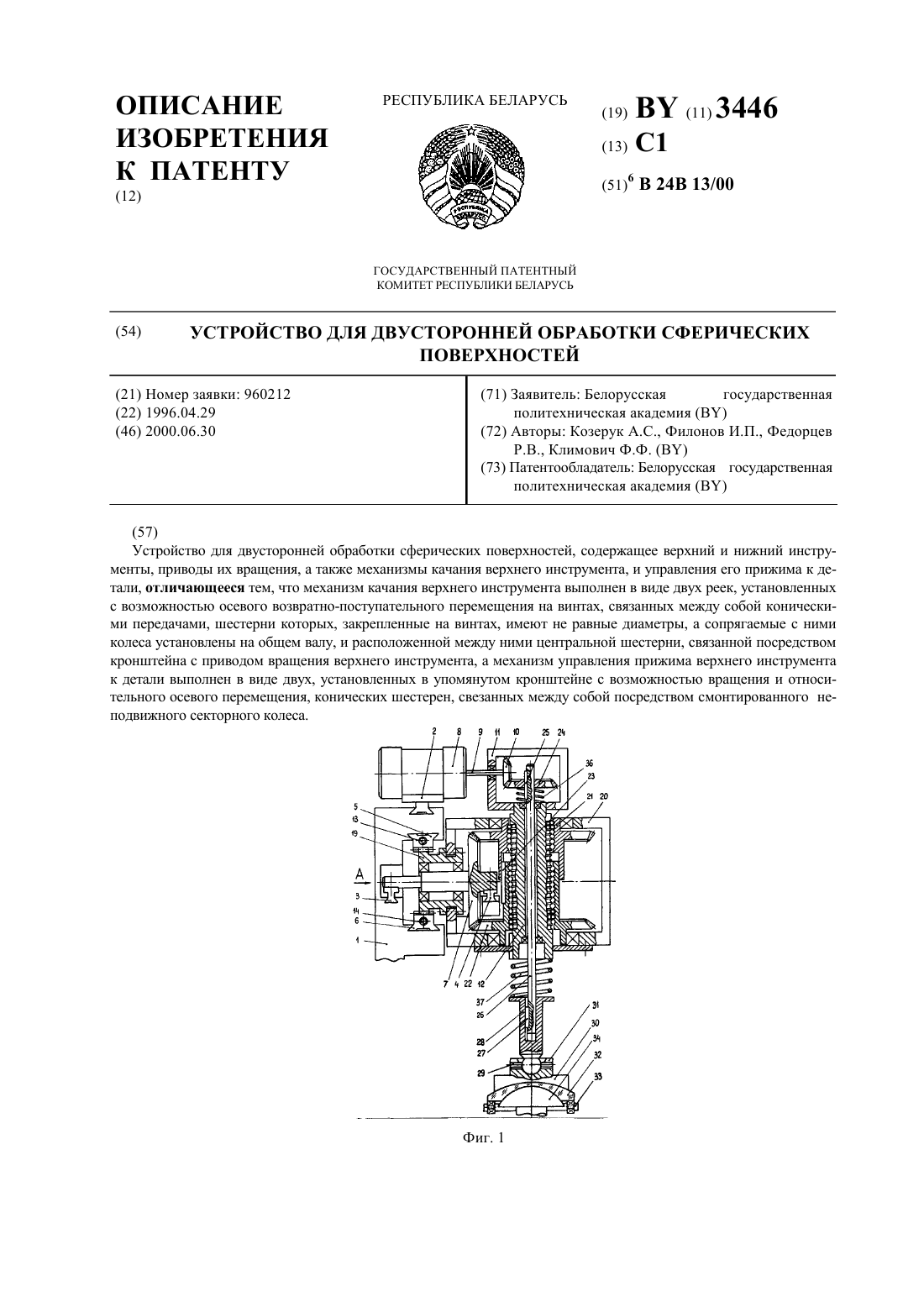
...с шестернями 15 и 16 выходного звена механизма качания поводка верхнего инструменты На секторном колесе 7 через подшипники установлена центральная шестерня 19 с жестко закрепленным кронштейном 20, несущим верхнюю 21 и нижнюю 22 шестерни-гайки шарико-винтовой передачи, связанные между собой посредством шпонки 23. Шестерня 10 входит в зацепление с шестерней 24. Последняя через шпонку 25 установлена на одном конце центрального вала 26 с...
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Давыдов И. И., Амозов С. В., Минец В. В.
МПК: B24D 13/02, B24B 37/02
Метки: обработки, сквозных, цилиндрических, способ, поверхностей, отверстий
Текст:
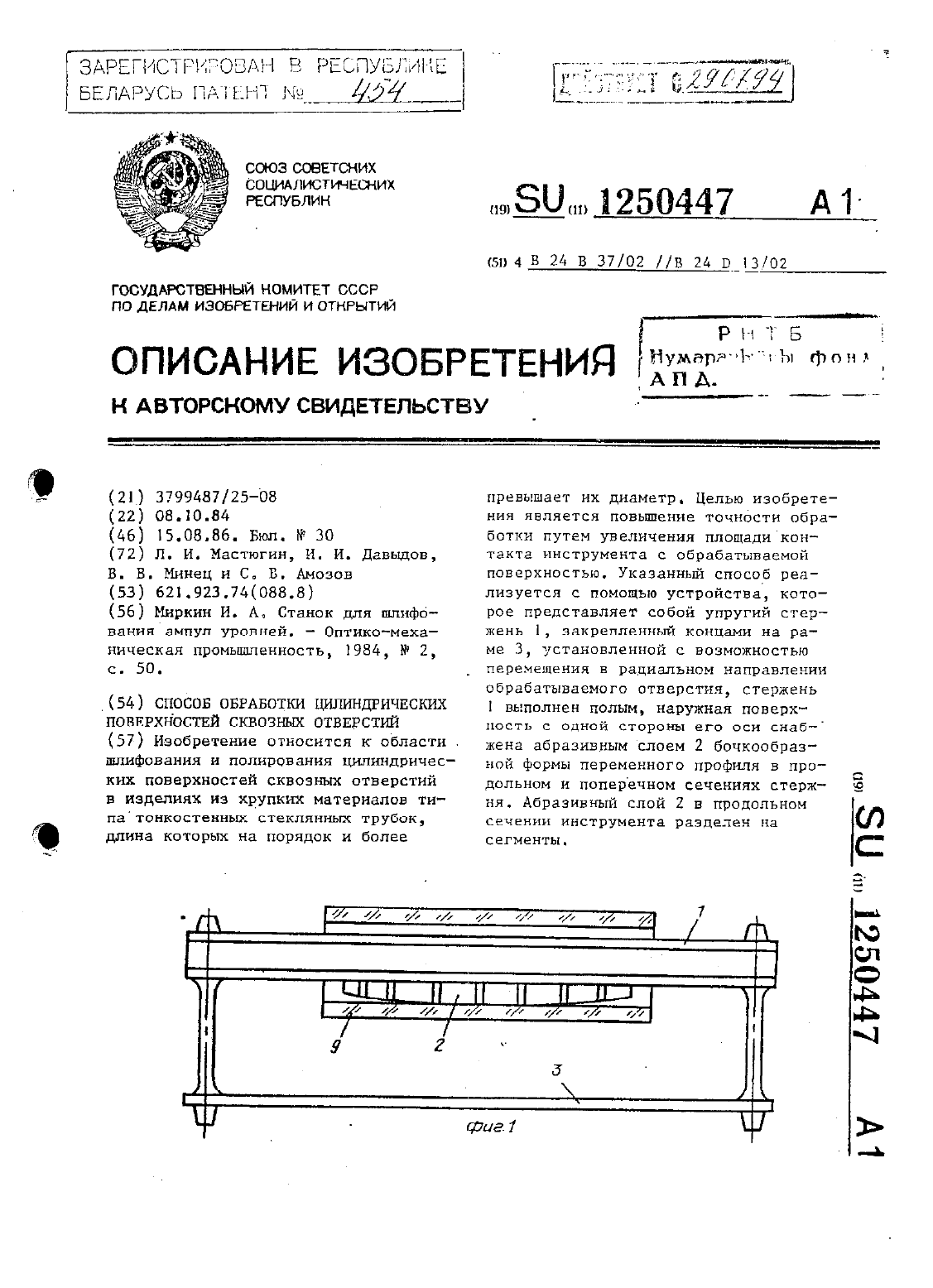
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Способ прецизионной обработки длинных отверстий малого диаметра и устройство для его осуществления
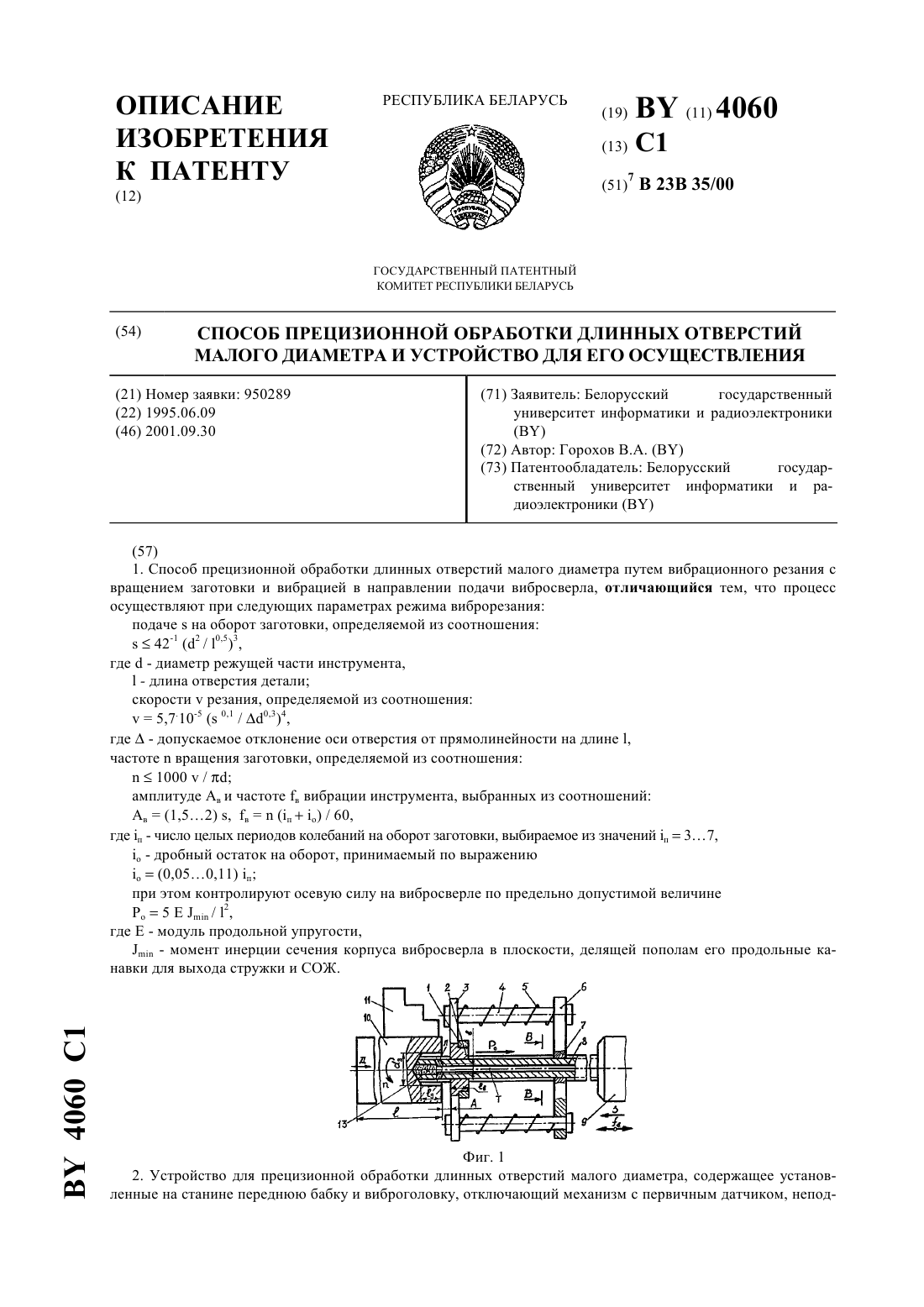
Номер патента: 4060
Опубликовано: 30.09.2001
Автор: Горохов Вадим Андреевич
МПК: B23B 35/00
Метки: устройство, отверстий, длинных, обработки, диаметра, осуществления, способ, малого, прецизионной
Текст:
...втулка установлена на подвижной стенке с возможностью вращения и последующей фиксации в круговом направлении по вибросверлу центрирующим зажимом. Для повышения ресурса работы устройства за счет компенсации износа отверстия во втулках могут быть выполнены в виде сочетания цилиндрической поверхности диаметром 1- (0,10,15) мм и двух цилиндрических выступов радиусом. Отверстия могут быть выполнены также диаметром 1- (0,10,15) мм и иметь на...
Предыдущий патент: Блок извлечения квадратного корня для дифманометрического расходомера
Следующий патент: Плавильно-газификационный аппарат для получения расплава металла и установка для получения расплавов металла
Случайный патент: Устройство защиты механизма привода агрегата для ухода за гидросооружениями