Способ изготовления поршневых колец
Номер патента: 4741
Опубликовано: 30.12.2002
Авторы: Дудецкая Лариса Романовна, Покровский Артур Игоревич, Данильчик Игорь Константинович
Текст
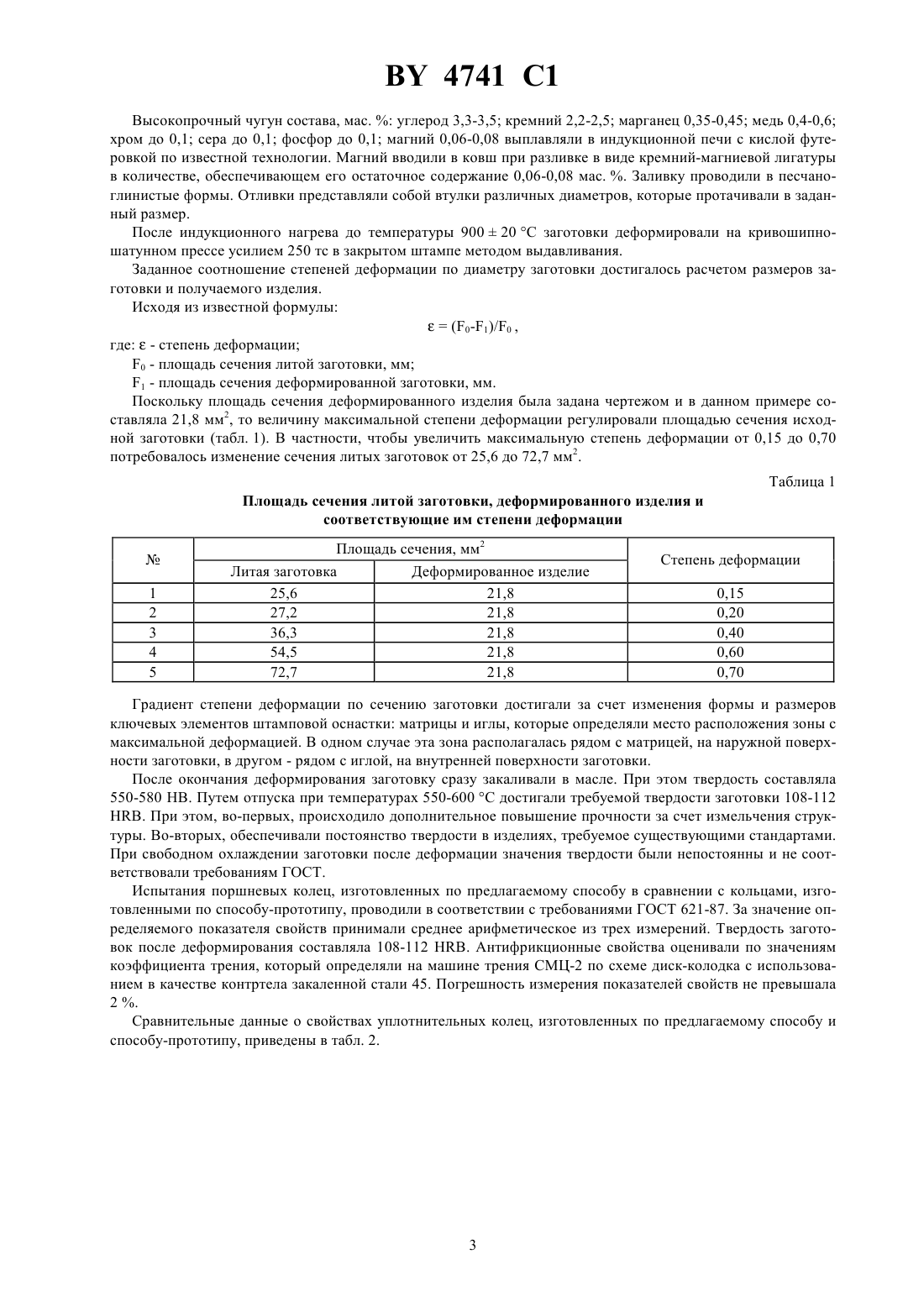
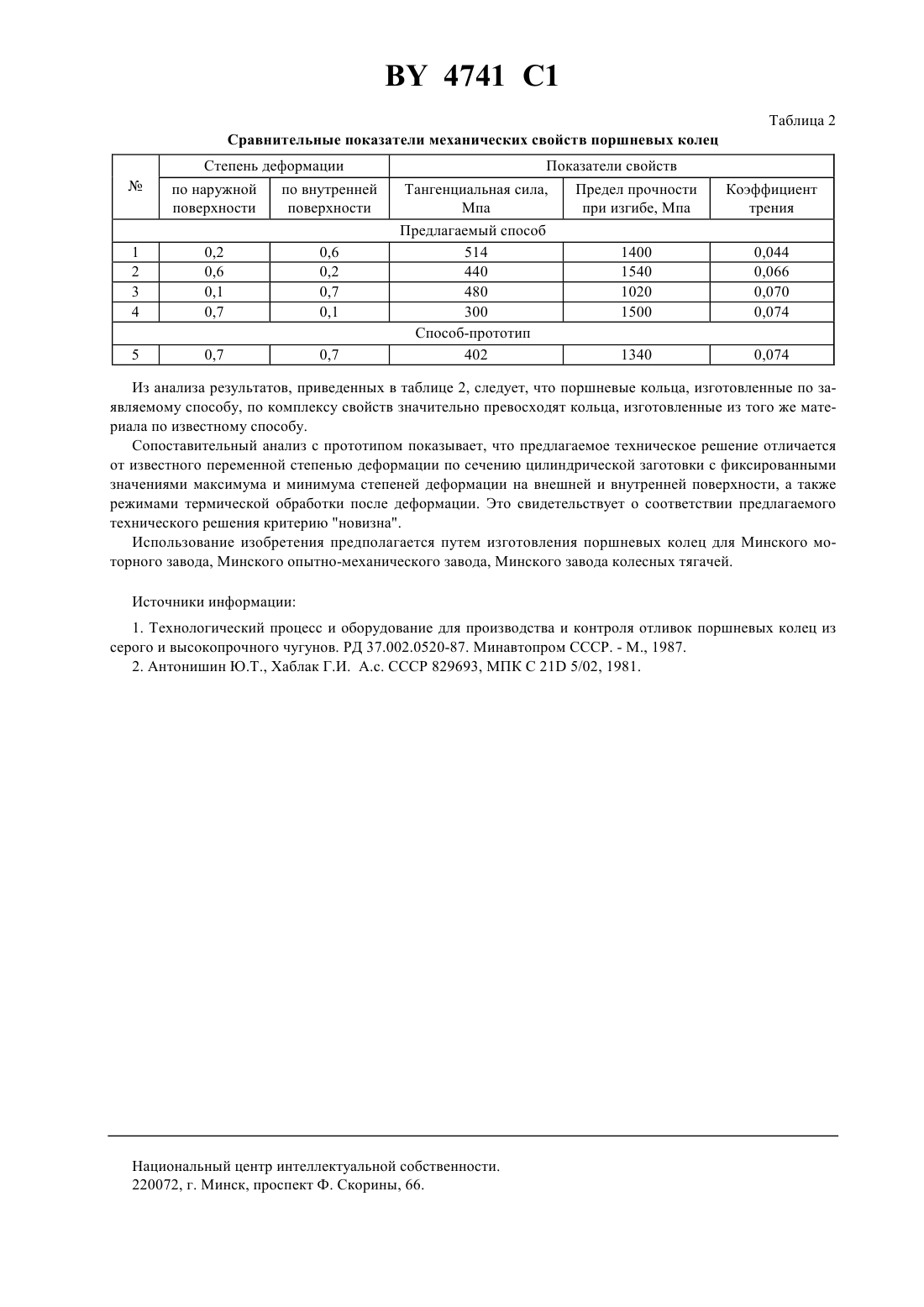
21 5/02 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ(57) Способ изготовления поршневых колец, включающий получение литой цилиндрической заготовки, ее механическую и термическую обработку, нагрев до аустенитного состояния, пластическую деформацию в условиях неравномерного всестороннего сжатия, отличающийся тем, что пластическую деформацию производят с переменной степенью деформации по сечению цилиндрической заготовки с фиксированными значениями максимума и минимума степеней деформации на внешней и внутренней поверхности цилиндрической заготовки, выбираемых из диапазона степеней деформации 0,20,6, причем для заготовки маслосъемного кольца максимум деформации приходится на внешнюю цилиндрическую поверхность, а для заготовки компрессионного кольца максимум деформации приходится на внутреннюю цилиндрическую поверхность, охлаждение после деформации ведут в режиме закалки с последующим отпуском на заданную твердость. Изобретение относится к машиностроению, а именно к способам изготовления поршневых колец. Изобретение может быть использовано в автомобилестроении, тракторостроении, станкостроении, при производстве высокоресурсных машин и агрегатов, например двигателей внутреннего сгорания. Ресурс различных узлов машин и оборудования во многом зависит от эксплуатационных свойств поршневых колец, работающих в сопряжении с гильзой, валом, или другими подобными деталями. Долговечность и надежность поршневых колец связаны с качеством материала, который должен обладать определенными антифрикционными свойствами, стабильностью механических свойств, запасом прочности. Из известных материалов наилучшим сочетанием требуемых свойств обладает чугун. В зависимости от предъявляемых к поршневым кольцам требований, для их изготовления используют заготовки из легированного серого или высокопрочного чугуна. Принципиальной особенностью известных способов изготовления поршневых колец является использование литой заготовки. Известны способы изготовления поршневых колец, включающие получение литой индивидуальной или коллективной заготовки (маслоты), механическую обработку, термическую обработку с целью стабилизации свойств и размеров и финишную обработку (шлифование и нанесение различных покрытий) 1. Указанные способы имеют следующие недостатки 4741 1 1. Литым заготовкам присущи внутренние и внешние литейные дефекты, большинство из которых не устраняется на последующих этапах изготовления и наследуется готовыми изделиями. 2. При изготовлении из серого чугуна заготовки не обладают достаточным уровнем механических свойств. 3. При изготовлении из высокопрочного чугуна кольца имеют пониженную износостойкость, что связано с шаровидной формой графита. 4. Литейная технология не обеспечивает стабильности свойств заготовок из-за дефектности литых заготовок. Поршневые кольца не обладают достаточной плотностью и постоянством модуля упругости. В результате этого происходят поломки колец на различных стадиях их изготовления и эксплуатации. В результате отмеченных недостатков при реализации указанного способа выход годных деталей не превышает 30-40 . Прототипом изобретения является способ изготовления чугунных деталей цилиндро-поршневой группы двигателя с использованием горячей пластической деформации литой заготовки, включающий получение литой цилиндрической заготовки, ее термообработку, разрезку на мерные части, их нагрев, горячую пластическую деформацию, финишную обработку 2. Способу-прототипу присущи следующие недостатки 1. Степень деформации по высоте заготовки распределена неравномерно. Это приводит к различию по структуре и свойствам колец, вырезаемых из нижней и верхней частей заготовки и не позволяет обеспечить стабильность как антифрикционных, так и прочностных свойств изделий. 2. Низкие антифрикционные и пластические свойства изделий при высоких степенях деформации в результате преобразования формы включений графита из шаровидной в нитевидную и ухудшения их маслопоглотительной способности. 3. Низкие прочностные свойства и сохранение литейных дефектов при малых степенях деформации. Таким образом, главным недостатком данного способа является образование как в продольном, так и в поперечном сечениях кольца включений графита неконтролируемой формы и, как следствие, отсутствие возможности управления антифрикционными и механическими свойствами кольца. Задачей изобретения является одновременное повышение прочностных и антифрикционных свойств поршневых колец, обеспечение стабильности свойств по высоте заготовки. Поставленная задача достигается тем, что в способе изготовления поршневых колец, включающем получение литой цилиндрической заготовки, ее механическую и термическую обработку, нагрев до аустенитного состояния, пластическую деформацию в условиях неравномерного всестороннего сжатия, пластическую деформацию производят с переменной степенью деформации по сечению цилиндрической заготовки с фиксированными значениями максимума и минимума степеней деформации на внешней и внутренней поверхности цилиндрической заготовки, выбираемых из диапазона степеней деформации 0,20,6, причем для заготовки маслосъемного кольца максимум деформации приходится на внешнюю цилиндрическую поверхность, а для заготовки компрессионного кольца максимум деформации приходится на внутреннюю цилиндрическую поверхность, охлаждение после деформации ведут в режиме закалки с последующим отпуском на заданную твердость. Как показали исследования, при степени деформации менее чем 0,2 не устраняется пористость и другие дефекты макроструктуры, присущие литой заготовке, и не достигается необходимая плотность. При степени деформации 0,2 в направлении, перпендикулярном оси нагружения форма включений графита практически не изменяется, зато происходит уменьшение пористости и других внутренних дефектов. При этом также возрастают упругие характеристики кольца и несколько повышается прочность. По мере увеличения степени деформации от 0,2 до 0,6 включения графита в направлении параллельном деформации вытягиваются, приобретая веретенообразную форму, а в перпендикулярном направлении утоняются, сохраняя округлую форму, имеющую меньший диаметр, чем у литой заготовки. Расчеты показывают, что при уменьшении размера графитного включения в поперечном сечении в 2 раза, площадь его в продольном сечении возрастает на 35 по отношению к первоначальной. Это способствует повышению маслопоглотительной способности кольца, созданию непрерывной масляной пленки на рабочей поверхности и повышает износостойкость трущейся поверхности пары кольцо - гильза. Таким образом, в компрессионном кольце на его наружной трущейся поверхности включения графита имеют форму, близкую к сферической и практически не текстурированы благодаря чему достигается максимальное значение упругости кольца. В маслосъемном кольце - наоборот, вытянутые по направлению скольжения вдоль гильзы цилиндра, текстурированные включения графита, имеющие большее сечение, обеспечивают повышение антифрикционных свойств. При степени деформации более чем 0,6, включения графита приобретают нитевидную форму, приводя к падению маслопоглощающих свойств кольца. Пример реализации предлагаемого способа получения поршневых колец 4741 1 Высокопрочный чугун состава, мас.углерод 3,3-3,5 кремний 2,2-2,5 марганец 0,35-0,45 медь 0,4-0,6 хром до 0,1 сера до 0,1 фосфор до 0,1 магний 0,06-0,08 выплавляли в индукционной печи с кислой футеровкой по известной технологии. Магний вводили в ковш при разливке в виде кремний-магниевой лигатуры в количестве, обеспечивающем его остаточное содержание 0,06-0,08 мас. . Заливку проводили в песчаноглинистые формы. Отливки представляли собой втулки различных диаметров, которые протачивали в заданный размер. После индукционного нагрева до температуры 90020 С заготовки деформировали на кривошипношатунном прессе усилием 250 тс в закрытом штампе методом выдавливания. Заданное соотношение степеней деформации по диаметру заготовки достигалось расчетом размеров заготовки и получаемого изделия. Исходя из известной формулы(0-1)/0 ,где- степень деформации 0 - площадь сечения литой заготовки, мм 1 - площадь сечения деформированной заготовки, мм. Поскольку площадь сечения деформированного изделия была задана чертежом и в данном примере составляла 21,8 мм 2, то величину максимальной степени деформации регулировали площадью сечения исходной заготовки (табл. 1). В частности, чтобы увеличить максимальную степень деформации от 0,15 до 0,70 потребовалось изменение сечения литых заготовок от 25,6 до 72,7 мм 2. Таблица 1 Площадь сечения литой заготовки, деформированного изделия и соответствующие им степени деформации Площадь сечения, мм 2 Литая заготовка Деформированное изделие 25,6 21,8 27,2 21,8 36,3 21,8 54,5 21,8 72,7 21,8 Градиент степени деформации по сечению заготовки достигали за счет изменения формы и размеров ключевых элементов штамповой оснастки матрицы и иглы, которые определяли место расположения зоны с максимальной деформацией. В одном случае эта зона располагалась рядом с матрицей, на наружной поверхности заготовки, в другом - рядом с иглой, на внутренней поверхности заготовки. После окончания деформирования заготовку сразу закаливали в масле. При этом твердость составляла 550-580 НВ. Путем отпуска при температурах 550-600 С достигали требуемой твердости заготовки 108-112. При этом, во-первых, происходило дополнительное повышение прочности за счет измельчения структуры. Во-вторых, обеспечивали постоянство твердости в изделиях, требуемое существующими стандартами. При свободном охлаждении заготовки после деформации значения твердости были непостоянны и не соответствовали требованиям ГОСТ. Испытания поршневых колец, изготовленных по предлагаемому способу в сравнении с кольцами, изготовленными по способу-прототипу, проводили в соответствии с требованиями ГОСТ 621-87. За значение определяемого показателя свойств принимали среднее арифметическое из трех измерений. Твердость заготовок после деформирования составляла 108-112 . Антифрикционные свойства оценивали по значениям коэффициента трения, который определяли на машине трения СМЦ-2 по схеме диск-колодка с использованием в качестве контртела закаленной стали 45. Погрешность измерения показателей свойств не превышала 2 . Сравнительные данные о свойствах уплотнительных колец, изготовленных по предлагаемому способу и способу-прототипу, приведены в табл. 2. 4741 1 Таблица 2 Сравнительные показатели механических свойств поршневых колец Степень деформации по наружной по внутренней поверхности поверхности Показатели свойств Тангенциальная сила,Предел прочности Мпа при изгибе, Мпа Предлагаемый способ 514 1400 440 1540 480 1020 300 1500 Способ-прототип 402 1340 Из анализа результатов, приведенных в таблице 2, следует, что поршневые кольца, изготовленные по заявляемому способу, по комплексу свойств значительно превосходят кольца, изготовленные из того же материала по известному способу. Сопоставительный анализ с прототипом показывает, что предлагаемое техническое решение отличается от известного переменной степенью деформации по сечению цилиндрической заготовки с фиксированными значениями максимума и минимума степеней деформации на внешней и внутренней поверхности, а также режимами термической обработки после деформации. Это свидетельствует о соответствии предлагаемого технического решения критерию новизна. Использование изобретения предполагается путем изготовления поршневых колец для Минского моторного завода, Минского опытно-механического завода, Минского завода колесных тягачей. Источники информации 1. Технологический процесс и оборудование для производства и контроля отливок поршневых колец из серого и высокопрочного чугунов. РД 37.002.0520-87. Минавтопром СССР. - М., 1987. 2. Антонишин Ю.Т., Хаблак Г.И. А.с. СССР 829693, МПК С 21 5/02, 1981. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
Метки: способ, поршневых, изготовления, колец
Код ссылки
<a href="https://by.patents.su/4-4741-sposob-izgotovleniya-porshnevyh-kolec.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления поршневых колец</a>
Способ изготовления разрезных колец из полимерного материала
Номер патента: 3359
Опубликовано: 30.06.2000
Авторы: Жарнов Виктор Михайлович, Самсонов Борис Михайлович
МПК: F16J 9/28
Метки: изготовления, способ, материала, полимерного, колец, разрезных
Текст:
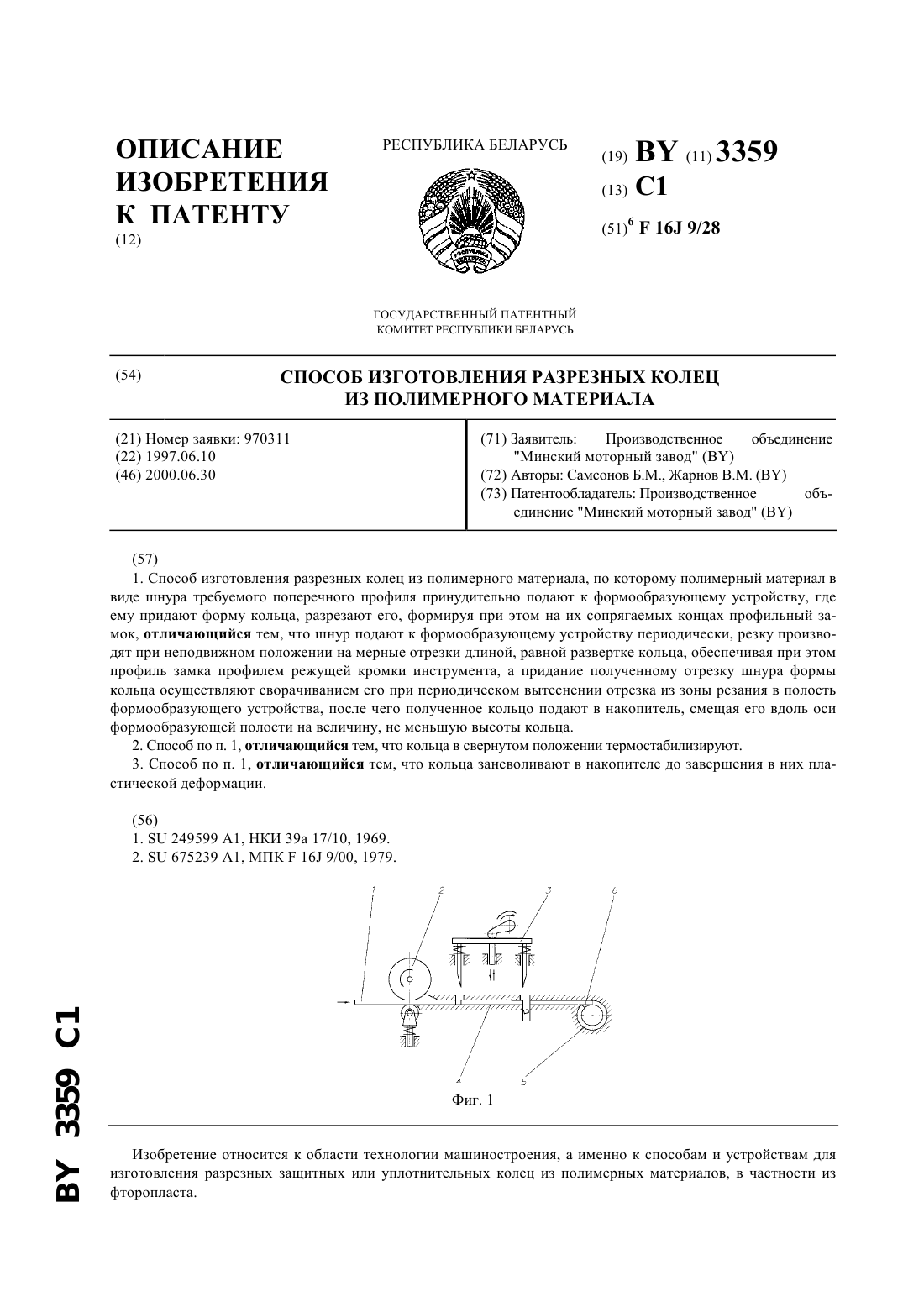
...точности изготовления разрезных колец из полимерных материалов. Поставленная задача достигается тем, что в известном способе изготовления разрезных колец из полимерного материала, по которому полимерный материал в виде шнура требуемого поперечного профиля принудительно подают к формообразующему устройству, где ему придают форму кольца, разрезают его, формируя при этом на их сопрягаемых концах профильный замок, согласно изобретению, шнур...
Способ производства сжатого воздуха в поршневых компрессорных станциях
Номер патента: 4849
Опубликовано: 30.12.2002
Авторы: Курчаков Василий Семенович, Лукьянский Анатолий Владимирович, Федюшин Сергей Александрович
МПК: B01D 53/26
Метки: компрессорных, сжатого, способ, станциях, воздуха, поршневых, производства
Текст:
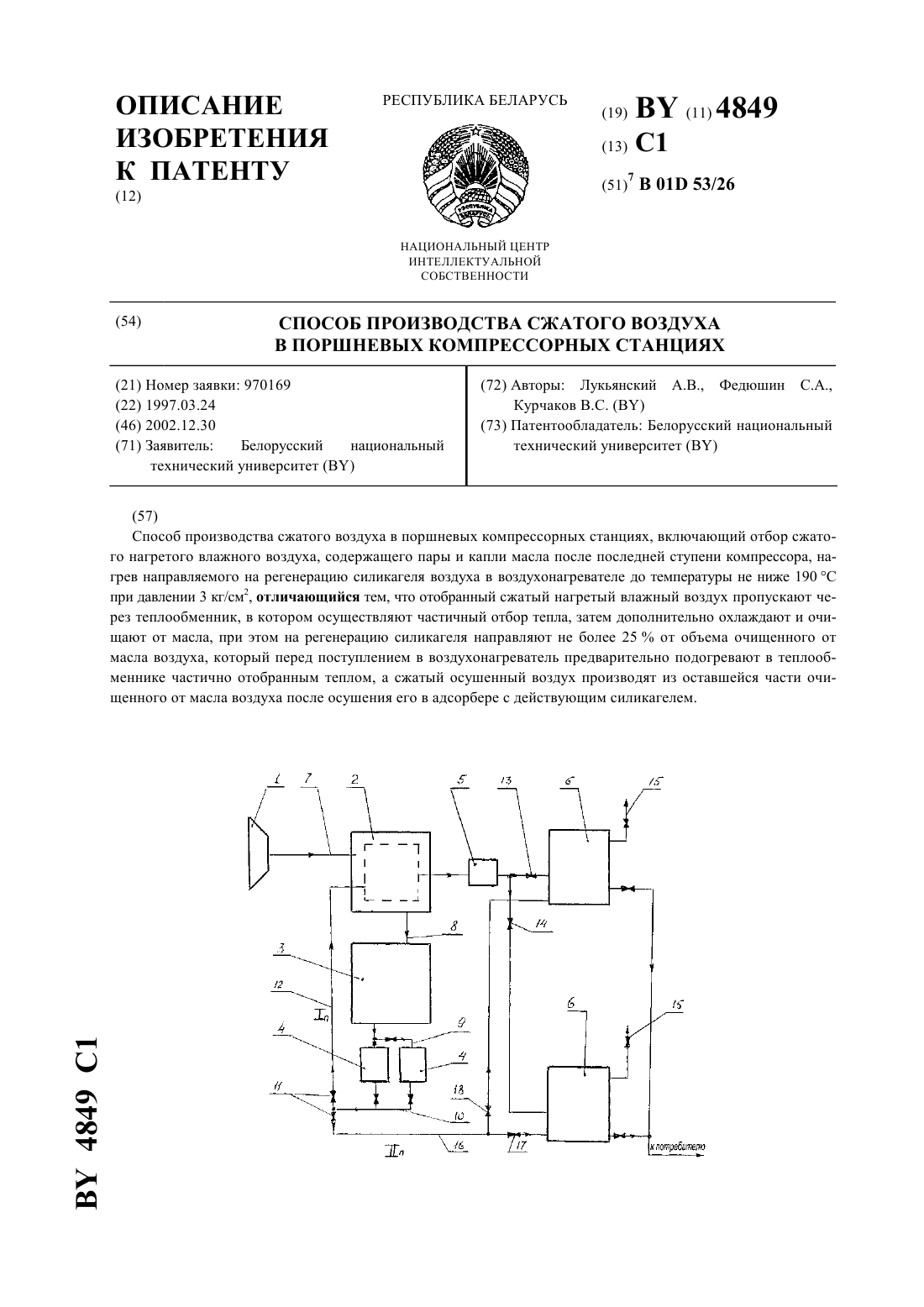
...путем снижения затрат электроэнергии на нагрев сжатого воздуха. Поставленная задача решается тем, что в способе производства сжатого воздуха в поршневых компрессорных станциях, включающем отбор сжатого нагретого влажного воздуха, содержащего пары и капли масла после последней ступени компрессора, нагрев направляемого на регенерацию силикагеля воздуха в воздухонагревателе до температуры не ниже 190 С при давлении 3 кг/см 2,...
Способ установки верхней рабочей поверхности двух клиновидных колец относительно горизонта
Номер патента: 4512
Опубликовано: 30.06.2002
Авторы: Поздняков Михаил Григорьевич, Карпушин Вячеслав Алексеевич, Бурский Вячеслав Александрович, Лукьянчиков Николай Иванович
МПК: G02B 7/00
Метки: клиновидных, установки, горизонта, верхней, относительно, колец, рабочей, двух, поверхности, способ
Текст:
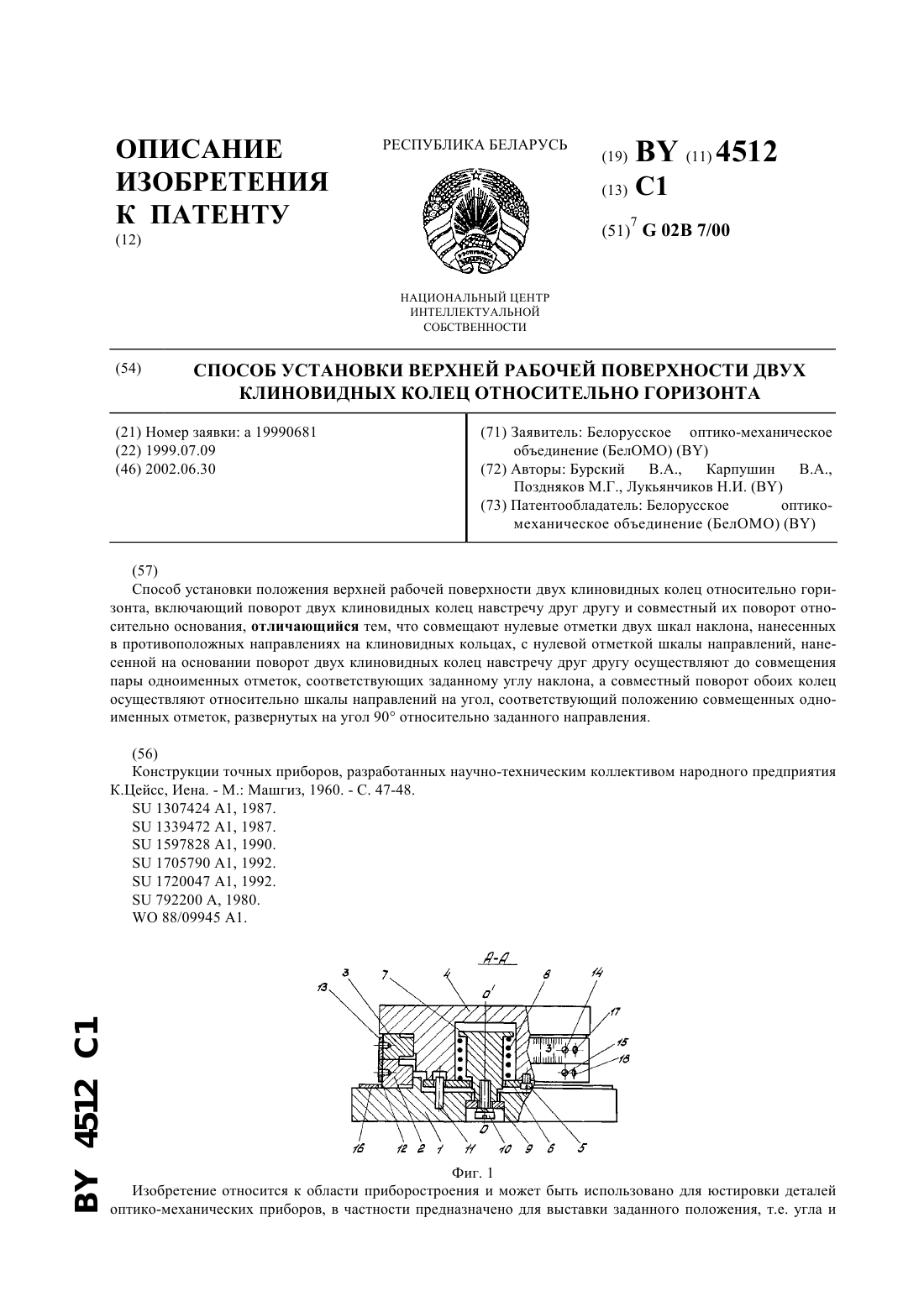
...на основании осуществления поворота двух клиновидных колец навстречу друг другу до совмещения пары одноименных отметок, соответствующих заданному углу наклона, и совместный разворот обоих колец относительно шкалы направлений на угол,соответствующий положению совмещенных одноименных отметок, развернутых на угол 90 относительно заданному направлению обеспечивает повышение производительности процесса установки направления и угла наклона...
Способ изготовления цилиндрических подшипников скольжения из бронзографита
Номер патента: 1334
Опубликовано: 16.09.1996
Авторы: Волчек Анатолий Яковлевич, Стащенюк Михаил Георгиевич, Воронецкая Леонора Яковлевна, Гребнев Николай Прокофьевич, Глуховский Игорь Анатольевич
МПК: B22F 3/12
Метки: подшипников, скольжения, изготовления, бронзографита, способ, цилиндрических
Текст:
...позволило установить соответствие его критерию Новизиа При изучении дРУгих технических решений в данной области техники прнзиакн, отличающие предпагае- мое изобретение от прототипе, не были выявлены н поэтому они обеспечивают предлагаемому техническому решению соответствие критерию Существенные отличия.Способ осуществляют следующн образом.Шнхту бропзографита прессуют при давлении 250-350 Мша, спекают в ващитной атмосфере при 780820 С в...
Способ изготовления графитового кристаллизатора
Номер патента: 1677
Опубликовано: 30.06.1997
Автор: Баранов Виктор Ильич
МПК: B22D 11/04
Метки: графитового, способ, изготовления, кристаллизатора
Текст:
...(процесс пропитки для любого графита осуществляется за одинраз, не требуется сушки перед терми- 5.ческой обработкой),т.е. снижается трудоемкость изготовления кристаллизато-5 ра.П р и м е р 1. Исследуют на износостойкость образцы цилиндрической фор- о мы, изготовленные из графита марки МГ-1 следующим размеров внутренний диаметр 25 мм, наружный диаметр дбмш,высота 50 мм. На вакуумной пропиточ ной установке в течение 6,5 мин об-...
Предыдущий патент: Сырьевая смесь для изготовления магнезиального вяжущего
Следующий патент: Нагревательно-варочное устройство
Случайный патент: Вибрационный источник сейсмических сигналов