Маховик
Текст
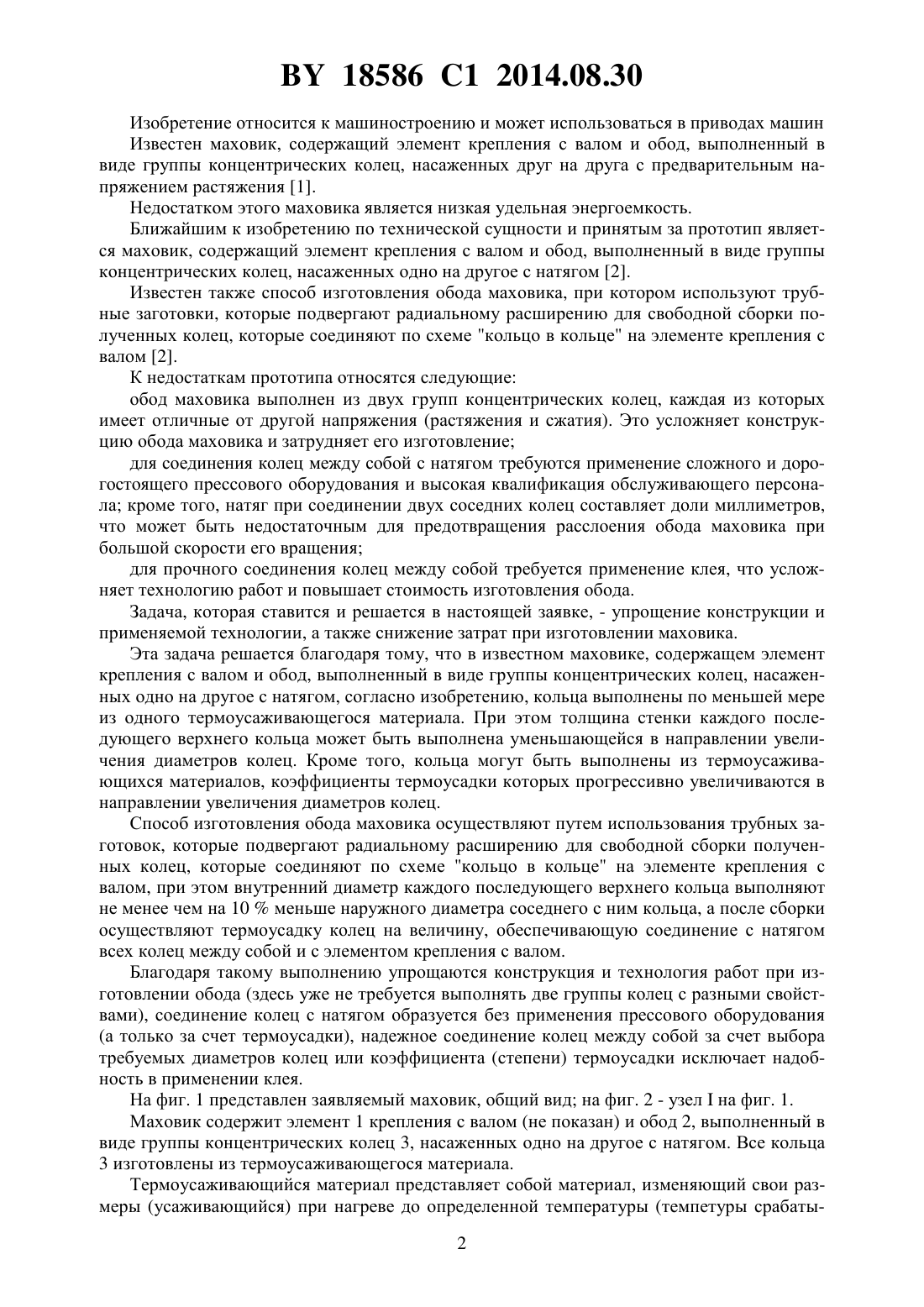
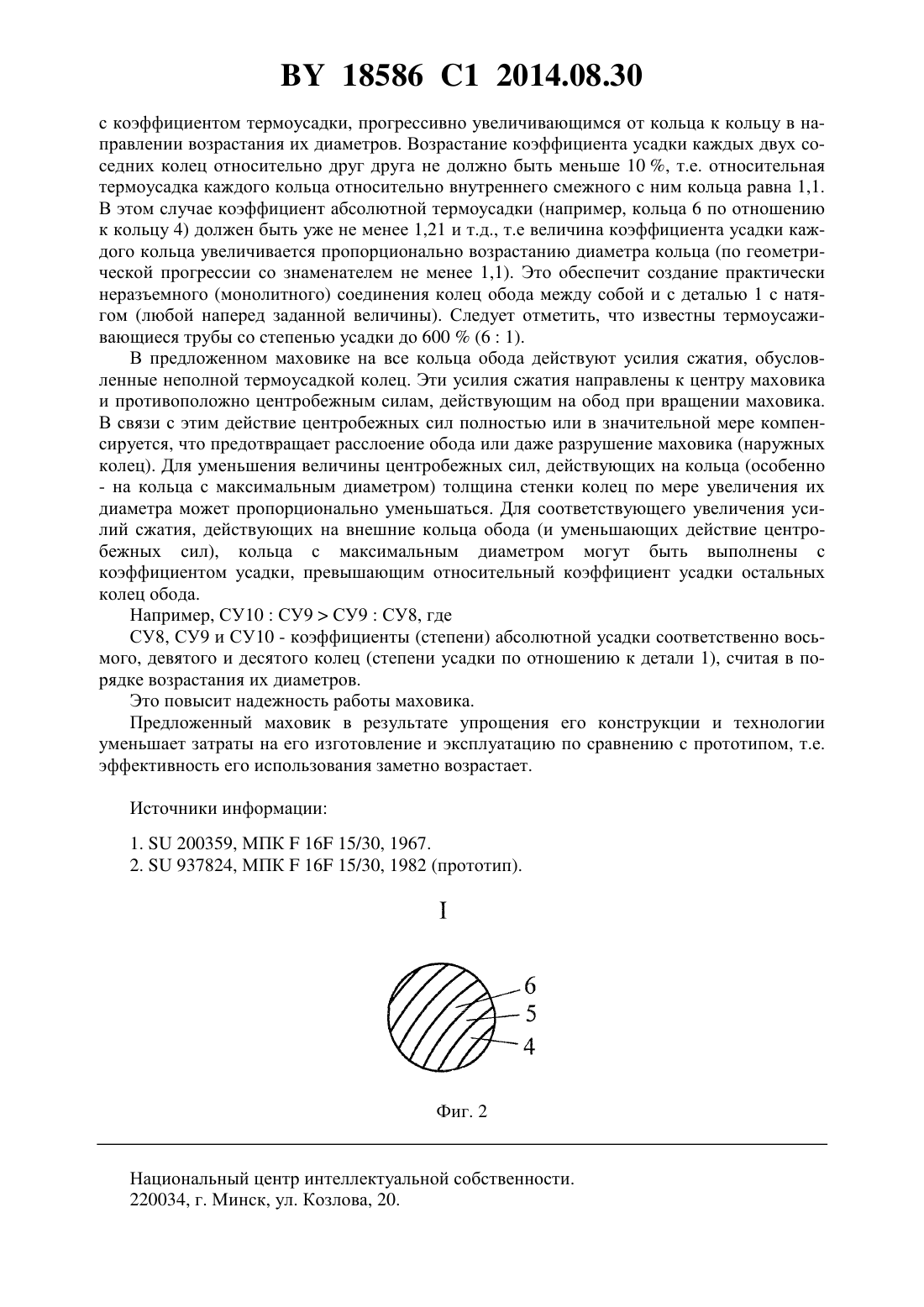
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Годзданкер Соломон Борисович(72) Автор Годзданкер Соломон Борисович(73) Патентообладатель Годзданкер Соломон Борисович(57) 1. Маховик, содержащий элемент крепления с валом и обод, выполненный в виде группы концентрических колец, насаженных одно на другое с натягом, отличающийся тем, что кольца выполнены по меньшей мере из одного термоусаживающегося материала. 2. Маховик по п. 1, отличающийся тем, что толщина стенки каждого последующего верхнего кольца выполнена уменьшающейся в направлении увеличения диаметров колец. 3. Маховик по п. 2, отличающийся тем, что кольца выполнены из термоусаживающихся материалов, коэффициенты термоусадки которых прогрессивно увеличиваются в направлении увеличения диаметров колец. 4. Способ изготовления обода маховика по п. 1, при котором используют трубные заготовки, которые подвергают радиальному расширению для свободной сборки полученных колец, которые соединяют по схеме кольцо в кольце на элементе крепления с валом, при этом внутренний диаметр каждого последующего верхнего кольца выполняют не менее чем на 10 меньше наружного диаметра соседнего с ним кольца, а после сборки осуществляют термоусадку колец на величину, обеспечивающую соединение с натягом всех колец между собой и с элементом крепления с валом. 18586 1 2014.08.30 Изобретение относится к машиностроению и может использоваться в приводах машин Известен маховик, содержащий элемент крепления с валом и обод, выполненный в виде группы концентрических колец, насаженных друг на друга с предварительным напряжением растяжения 1. Недостатком этого маховика является низкая удельная энергоемкость. Ближайшим к изобретению по технической сущности и принятым за прототип является маховик, содержащий элемент крепления с валом и обод, выполненный в виде группы концентрических колец, насаженных одно на другое с натягом 2. Известен также способ изготовления обода маховика, при котором используют трубные заготовки, которые подвергают радиальному расширению для свободной сборки полученных колец, которые соединяют по схеме кольцо в кольце на элементе крепления с валом 2. К недостаткам прототипа относятся следующие обод маховика выполнен из двух групп концентрических колец, каждая из которых имеет отличные от другой напряжения (растяжения и сжатия). Это усложняет конструкцию обода маховика и затрудняет его изготовление для соединения колец между собой с натягом требуются применение сложного и дорогостоящего прессового оборудования и высокая квалификация обслуживающего персонала кроме того, натяг при соединении двух соседних колец составляет доли миллиметров,что может быть недостаточным для предотвращения расслоения обода маховика при большой скорости его вращения для прочного соединения колец между собой требуется применение клея, что усложняет технологию работ и повышает стоимость изготовления обода. Задача, которая ставится и решается в настоящей заявке, - упрощение конструкции и применяемой технологии, а также снижение затрат при изготовлении маховика. Эта задача решается благодаря тому, что в известном маховике, содержащем элемент крепления с валом и обод, выполненный в виде группы концентрических колец, насаженных одно на другое с натягом, согласно изобретению, кольца выполнены по меньшей мере из одного термоусаживающегося материала. При этом толщина стенки каждого последующего верхнего кольца может быть выполнена уменьшающейся в направлении увеличения диаметров колец. Кроме того, кольца могут быть выполнены из термоусаживающихся материалов, коэффициенты термоусадки которых прогрессивно увеличиваются в направлении увеличения диаметров колец. Способ изготовления обода маховика осуществляют путем использования трубных заготовок, которые подвергают радиальному расширению для свободной сборки полученных колец, которые соединяют по схеме кольцо в кольце на элементе крепления с валом, при этом внутренний диаметр каждого последующего верхнего кольца выполняют не менее чем на 10 меньше наружного диаметра соседнего с ним кольца, а после сборки осуществляют термоусадку колец на величину, обеспечивающую соединение с натягом всех колец между собой и с элементом крепления с валом. Благодаря такому выполнению упрощаются конструкция и технология работ при изготовлении обода (здесь уже не требуется выполнять две группы колец с разными свойствами), соединение колец с натягом образуется без применения прессового оборудования(а только за счет термоусадки), надежное соединение колец между собой за счет выбора требуемых диаметров колец или коэффициента (степени) термоусадки исключает надобность в применении клея. На фиг. 1 представлен заявляемый маховик, общий вид на фиг. 2 - узелна фиг. 1. Маховик содержит элемент 1 крепления с валом (не показан) и обод 2, выполненный в виде группы концентрических колец 3, насаженных одно на другое с натягом. Все кольца 3 изготовлены из термоусаживающегося материала. Термоусаживающийся материал представляет собой материал, изменяющий свои размеры (усаживающийся) при нагреве до определенной температуры (темпетуры срабаты 2 18586 1 2014.08.30 вания). В качестве такого материала используются полимеры (полиэтилен, поливинилхлорид, полиолефин, эластомер, флюорополимеры и др.), прошедшие специальную предварительную обработку. Формирование трубных заготовок, из которых затем получают кольца для обода маховика, включает в себя следующие этапы предварительной обработки экструзию, радиационное модифицирование (облучение), нагрев и раздув, охлаждение. Экструзия заключается в непрерывном выдавливании размягченного материала через профилирующее отверстие (матрицу) на специальной машине-экструдере при температуре 110-180 С. При радиационном модифицировании, при котором материал облучают потоком быстрых электронов или подвергают воздействию гамма-излучения, происходит запоминание исходной формы и размеров заготовки. Следующий процесс - нагревание модифицированных заготовок и раздув их в радиальном направлении под действием внутреннего давления (или внешнего вакуума) с последующей фиксацией конструктивных размеров методом интенсивного охлаждения(водой). Маховик может быть изготовлен следующими двумя способами. 1-й способ. Из полимерных материалов (или их композиций), прошедших этап радиационного модифицирования, изготавливают заготовки колец, идущих на изготовление обода, причем для разных колец могут быть выбраны разные материалы (или все кольца могут быть изготовлены из одного и того же материала). При этом внутренние диаметры наружных колец должны быть меньше наружных диаметров соответствующих соседних (смежных) с ними внутренних колец. Для обеспечения соединения колец по схеме кольцо в кольце кольцевые заготовки для верхних (наружных) слоев предварительно частично расширяют(раздувают) по отношению к кольцевым заготовкам для соседних нижних (внутренних) слоев. Пример 1. Рассмотрим для примера соединение из трех колец 4, 5 и 6 (фиг. 2), вставленных одно в другое. Пусть внутреннее кольцо 4 имеет наружный диаметр 50 мм (числа условные). Среднее кольцо 5 берут с внутренним диаметром 45 мм (что на 10 меньше наружного диаметра внутреннего кольца) и наружным диаметром 55 мм. Внешнее кольцо 6 берут с внутренним диаметром 44 мм (что на 20 меньше наружного диаметра среднего кольца). Среднее 5 и внешнее 6 кольца предварительно частично радиально расширяют (раздувают) до увеличения их внутренних диаметров, обеспечивающего свободную сборку колец друг с другом (внутренний диаметр внешнего 5 (6) кольца должен превышать наружный диаметр соседнего с ним внутреннего кольца 4 (5) на 0,5-1,0 мм. После сборки всего маховика производят термоусадку обода, в результате чего образуется гладкое и прочное(практически монолитное) соединение с натягом (любой наперед заданной величины) всех колец между собой и с элементом 1. Из технической литературы известно, что для получения прочного неразъемного соединения двух деталей достаточно обеспечить усадку внешней (охватывающей) детали на внутренней (охватываемой) со степенью усадки не менее 10 . 2-й способ. Здесь из полимерных материалов, прошедших полный цикл подготовки к термоусадке(включая модифицирование, нагрев, раздув и охлаждение), вырезают кольца, из которых затем собирают обод маховика. Пример 2. Рассмотрим также соединение трех колец 4, 5 и 6 (фиг. 2). Внутренние диаметры всех наружных (по отношению к внутренним соседним кольцам) колец 5 и 6 должны быть на 0,5-1,0 мм больше наружных диаметров соответственно внутренних смежных с ними колец 4 и 5. Это обеспечит свободную сборку обода маховика. Каждое кольцо выполнено 3 18586 1 2014.08.30 с коэффициентом термоусадки, прогрессивно увеличивающимся от кольца к кольцу в направлении возрастания их диаметров. Возрастание коэффициента усадки каждых двух соседних колец относительно друг друга не должно быть меньше 10 , т.е. относительная термоусадка каждого кольца относительно внутреннего смежного с ним кольца равна 1,1. В этом случае коэффициент абсолютной термоусадки (например, кольца 6 по отношению к кольцу 4) должен быть уже не менее 1,21 и т.д., т.е величина коэффициента усадки каждого кольца увеличивается пропорционально возрастанию диаметра кольца (по геометрической прогрессии со знаменателем не менее 1,1). Это обеспечит создание практически неразъемного (монолитного) соединения колец обода между собой и с деталью 1 с натягом (любой наперед заданной величины). Следует отметить, что известны термоусаживающиеся трубы со степенью усадки до 600(61). В предложенном маховике на все кольца обода действуют усилия сжатия, обусловленные неполной термоусадкой колец. Эти усилия сжатия направлены к центру маховика и противоположно центробежным силам, действующим на обод при вращении маховика. В связи с этим действие центробежных сил полностью или в значительной мере компенсируется, что предотвращает расслоение обода или даже разрушение маховика (наружных колец). Для уменьшения величины центробежных сил, действующих на кольца (особенно- на кольца с максимальным диаметром) толщина стенки колец по мере увеличения их диаметра может пропорционально уменьшаться. Для соответствующего увеличения усилий сжатия, действующих на внешние кольца обода (и уменьшающих действие центробежных сил), кольца с максимальным диаметром могут быть выполнены с коэффициентом усадки, превышающим относительный коэффициент усадки остальных колец обода. Например, СУ 10 СУ 9 СУ 9 СУ 8, где СУ 8, СУ 9 и СУ 10 - коэффициенты (степени) абсолютной усадки соответственно восьмого, девятого и десятого колец (степени усадки по отношению к детали 1), считая в порядке возрастания их диаметров. Это повысит надежность работы маховика. Предложенный маховик в результате упрощения его конструкции и технологии уменьшает затраты на его изготовление и эксплуатацию по сравнению с прототипом, т.е. эффективность его использования заметно возрастает. Источники информации 1.200359, МПК 16 15/30, 1967. 2.937824, МПК 16 15/30, 1982 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: F16F 15/30
Метки: маховик
Код ссылки
<a href="https://by.patents.su/4-18586-mahovik.html" rel="bookmark" title="База патентов Беларуси">Маховик</a>
Маховик

Номер патента: 18266
Опубликовано: 30.06.2014
Автор: Годзданкер Соломон Борисович
МПК: F16F 15/30
Метки: маховик
Текст:
...маховик, общий вид. Маховик содержит обод 1, навитый из высокопрочной ленты, диск 2 и установленное между ними уплотнительное кольцо 3. Кольцо 3 выполнено из материала, обладающего эффектом памяти формы, например никелида титана. В этом случае кольцо 3 в холодном состоянии (при температуре ниже интервала температур мартенситных превращений) имеет внутренний диаметр меньше наружного диаметра диска 2, а наружный диаметр больше...
Колесо транспортного средства
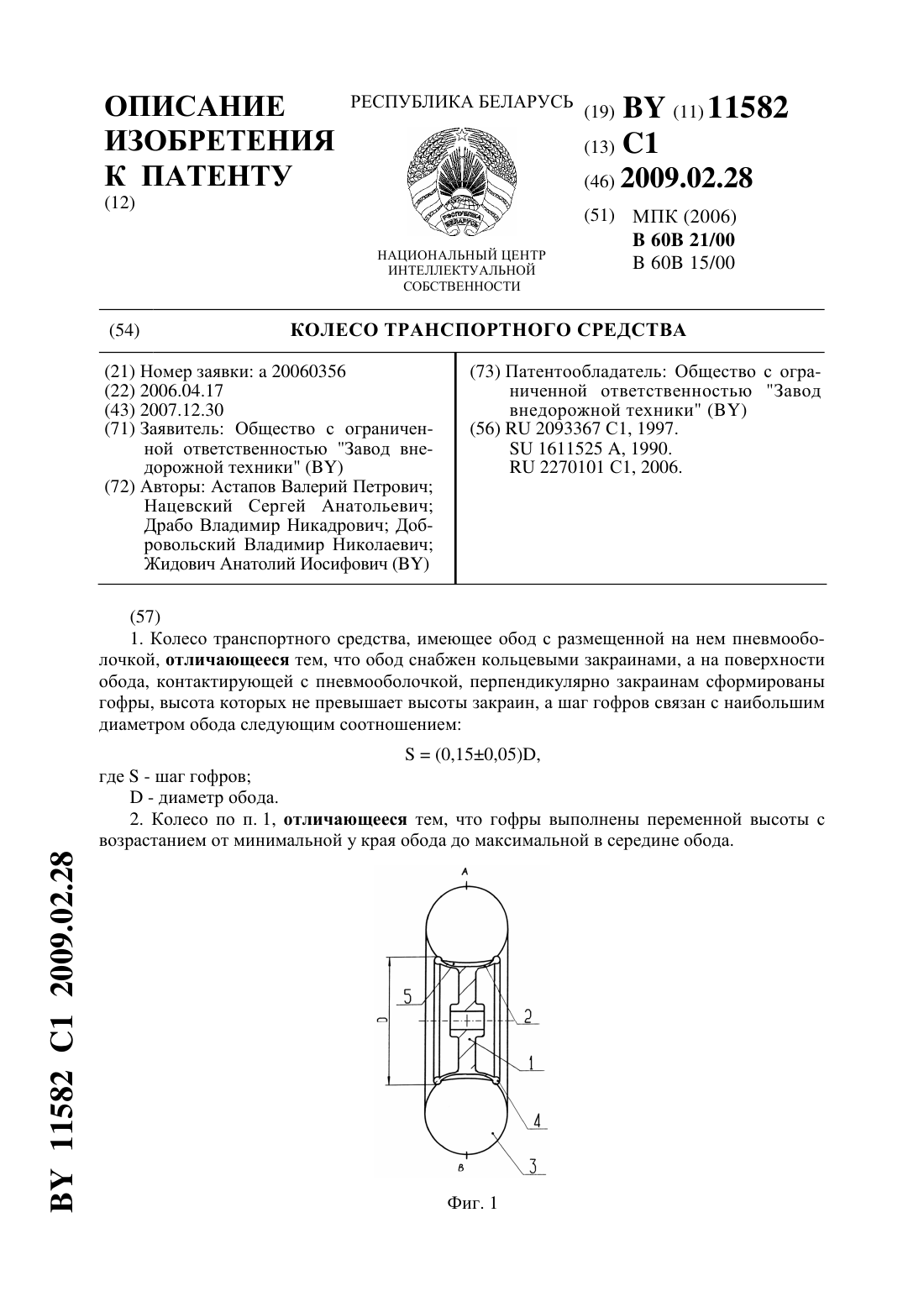
Номер патента: 11582
Опубликовано: 28.02.2009
Авторы: Добровольский Владимир Николаевич, Нацевский Сергей Анатольевич, Драбо Владимир Никадрович, Астапов Валерий Петрович, Жидович Анатолий Иосифович
МПК: B60B 21/00, B60B 15/00
Метки: средства, транспортного, колесо
Текст:
...оболочкой и бандажом, остается. При переходе от бездорожья к движению по дороге с твердым покрытием наличие бандажа препятствует движению с более высокими скоростями. Задача, решаемая изобретением, заключается в создании надежного и долговечного колеса транспортного средства с расширенными эксплуатационными возможностями. Техническим результатом будет получение надежного и долговечного колеса для транспортного средства повышенной...
Колесо транспортного средства
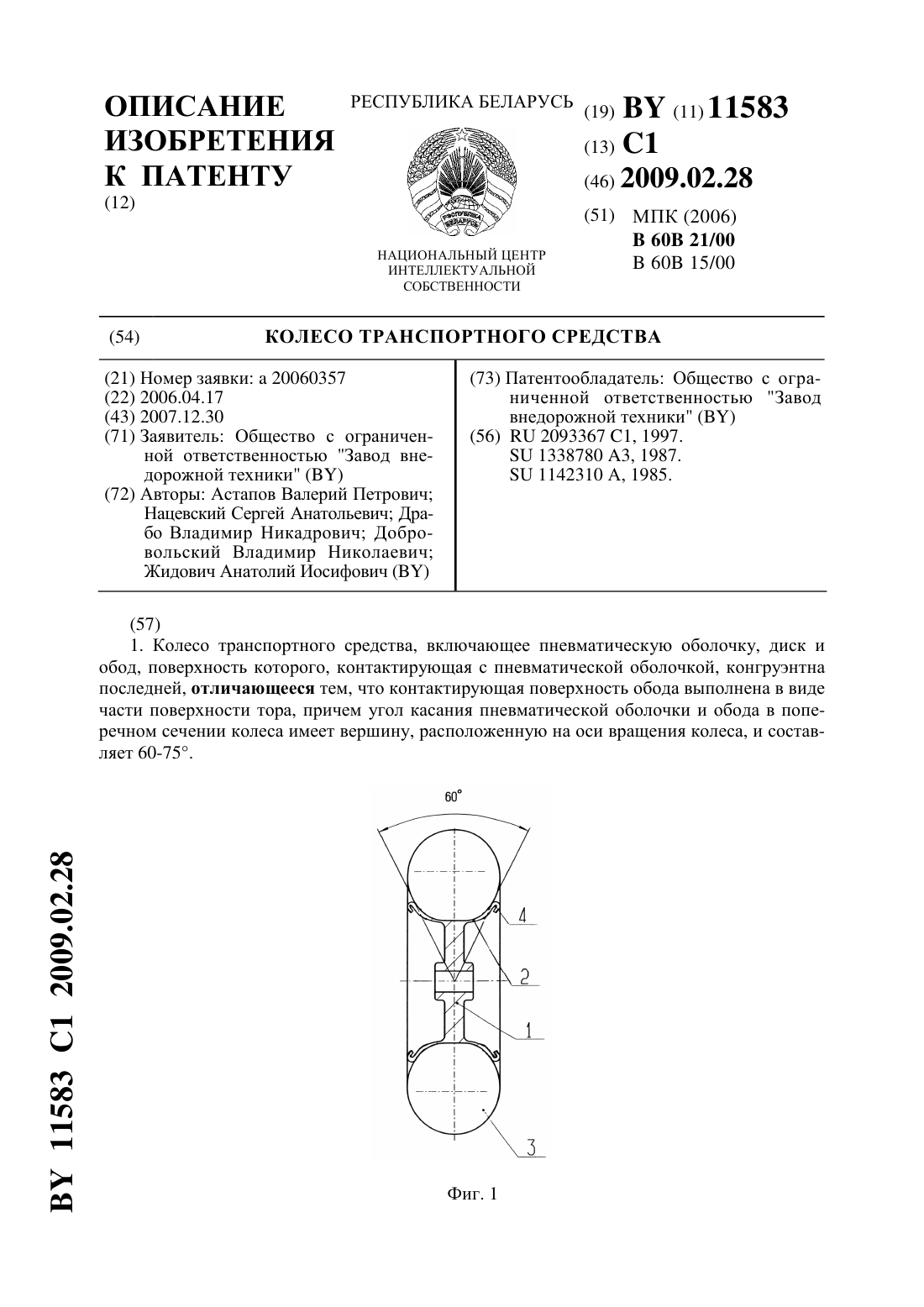
Номер патента: 11583
Опубликовано: 28.02.2009
Авторы: Драбо Владимир Никадрович, Нацевский Сергей Анатольевич, Астапов Валерий Петрович, Жидович Анатолий Иосифович, Добровольский Владимир Николаевич
МПК: B60B 15/00, B60B 21/00
Метки: колесо, средства, транспортного
Текст:
...Кроме того, предусмотренный в конструкции колеса проворот пневмооболочки также приводит к дополнительному трению между ободом и оболочкой. При движении по снегу он попадает в зазор,плавится и замерзает, и в конечном итоге приводит к нарастанию льда в зазоре, препятствуя нормальной работе колеса. Задача, решаемая настоящим изобретением, состоит в создании надежного и долговечного колеса транспортного средства. Поставленная задача решается таким...
Способ регулирования скорости рельсовых транспортных средств
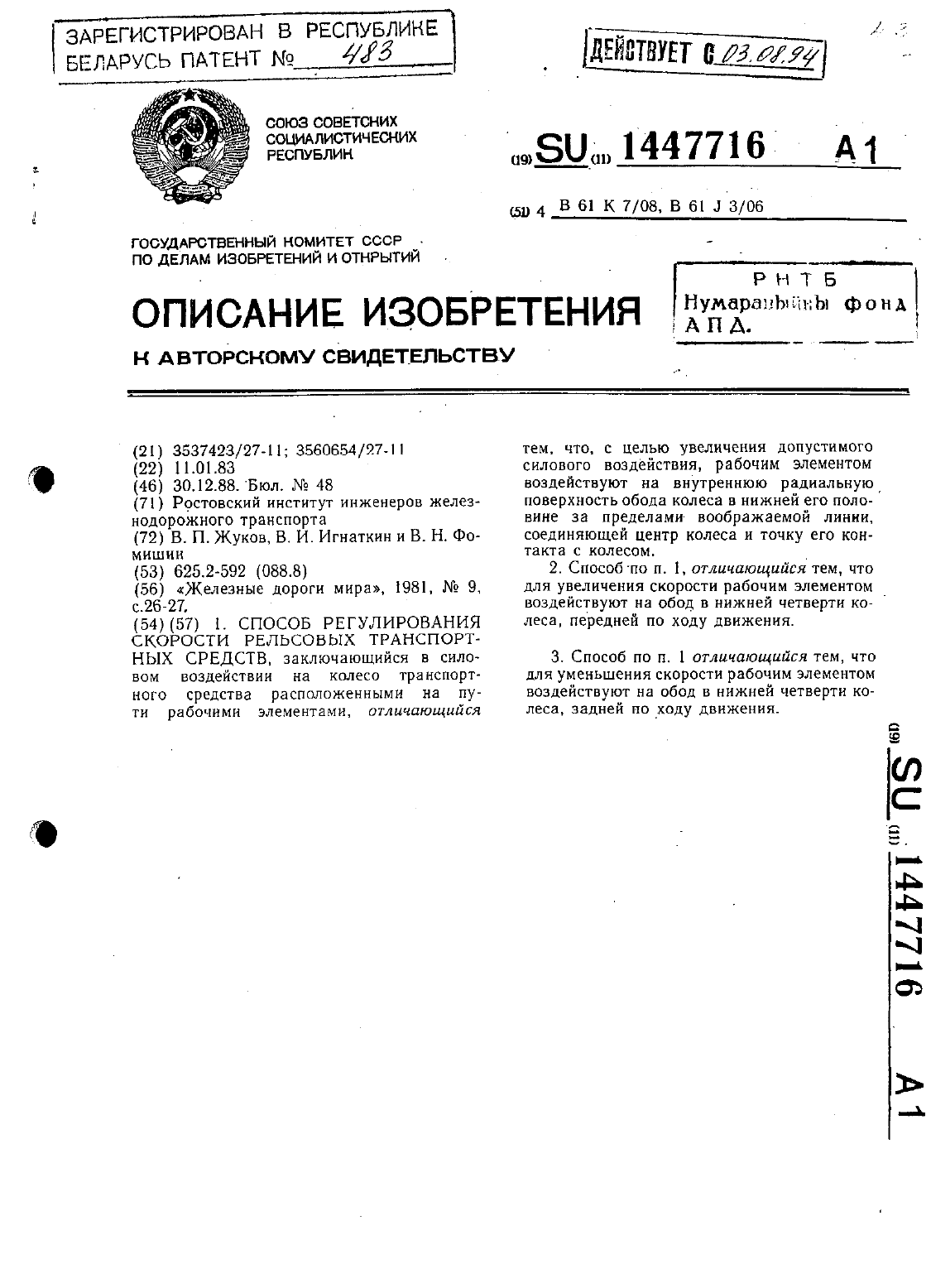
Номер патента: 483
Опубликовано: 30.03.1995
Авторы: Игнаткин В. И., Жуков В. П., Фомишин В. Н.
Метки: транспортных, рельсовых, способ, скорости, средств, регулирования
Текст:
...ПО ХОДУ ДВИЖЕНИЯ.изпбретение относится к народному хозяйству, использующему рельсовые транс портные средства, которые могут быть ис одьэоианы в технологическом процессе работы СПрТНРОВОЧНЫХ ГОрОК при УСКОРЕНИН Отцами для ускорения вагонеток и в других СЛУЦЗЯХ, КОГДЭ ПО ТЕХНОЛОГИИ ПрОЦЕССН рабе-ш необходимо увеличить скорость движения рельсовых транспортных средств.Цель изобретениял- увеличение силового воздействия на колесо рельсовых...
Крановое колесо, передвигающееся по рельсу
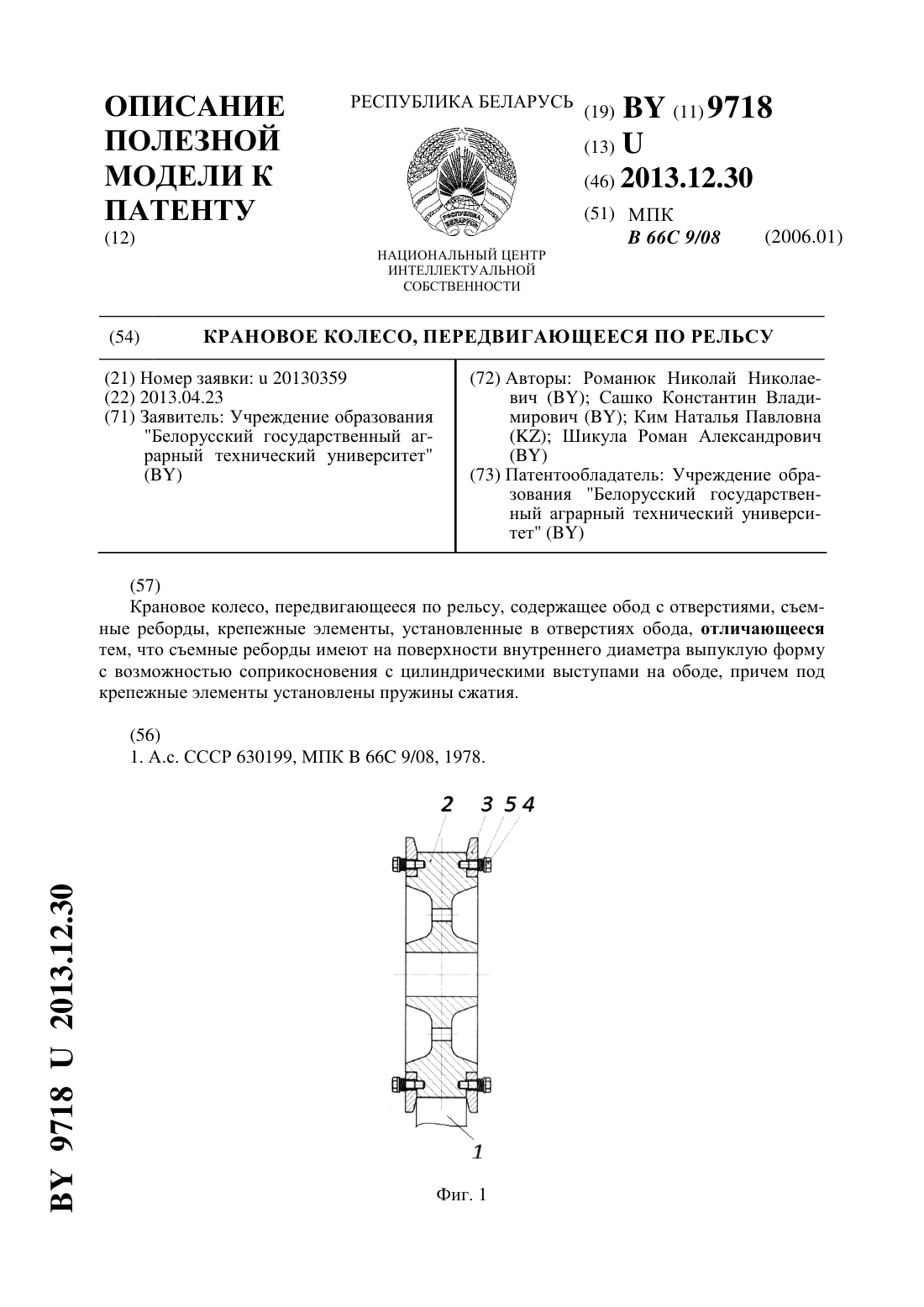
Номер патента: U 9718
Опубликовано: 30.12.2013
Авторы: Романюк Николай Николаевич, Шикула Роман Александрович, Сашко Константин Владимирович, Ким Наталья Павловна
МПК: B66C 9/08
Метки: крановое, передвигающееся, колесо, рельсу
Текст:
...колеса, передвигающегося по рельсу, с перекосом относительно рельса, в момент соприкосновения съемной реборды своей внутренней боковой поверхностью с боковой поверхностью рельса возникает осевая сила, которая сжимает пружины сжатия, установленные под крепежные элементы, что приводит к отклонению съемной реборды от боковой поверхности обода и плотному прилеганию ее внутренней боковой поверхностью к рельсу. Это значительно снижает давление...
Предыдущий патент: Способ выполнения свободной кожной пластики
Следующий патент: Маховик
Случайный патент: Вулканизатор для ремонта камер