Способ изготовления контрольного образца для капиллярной дефектоскопии
Номер патента: 17710
Опубликовано: 30.12.2013
Текст
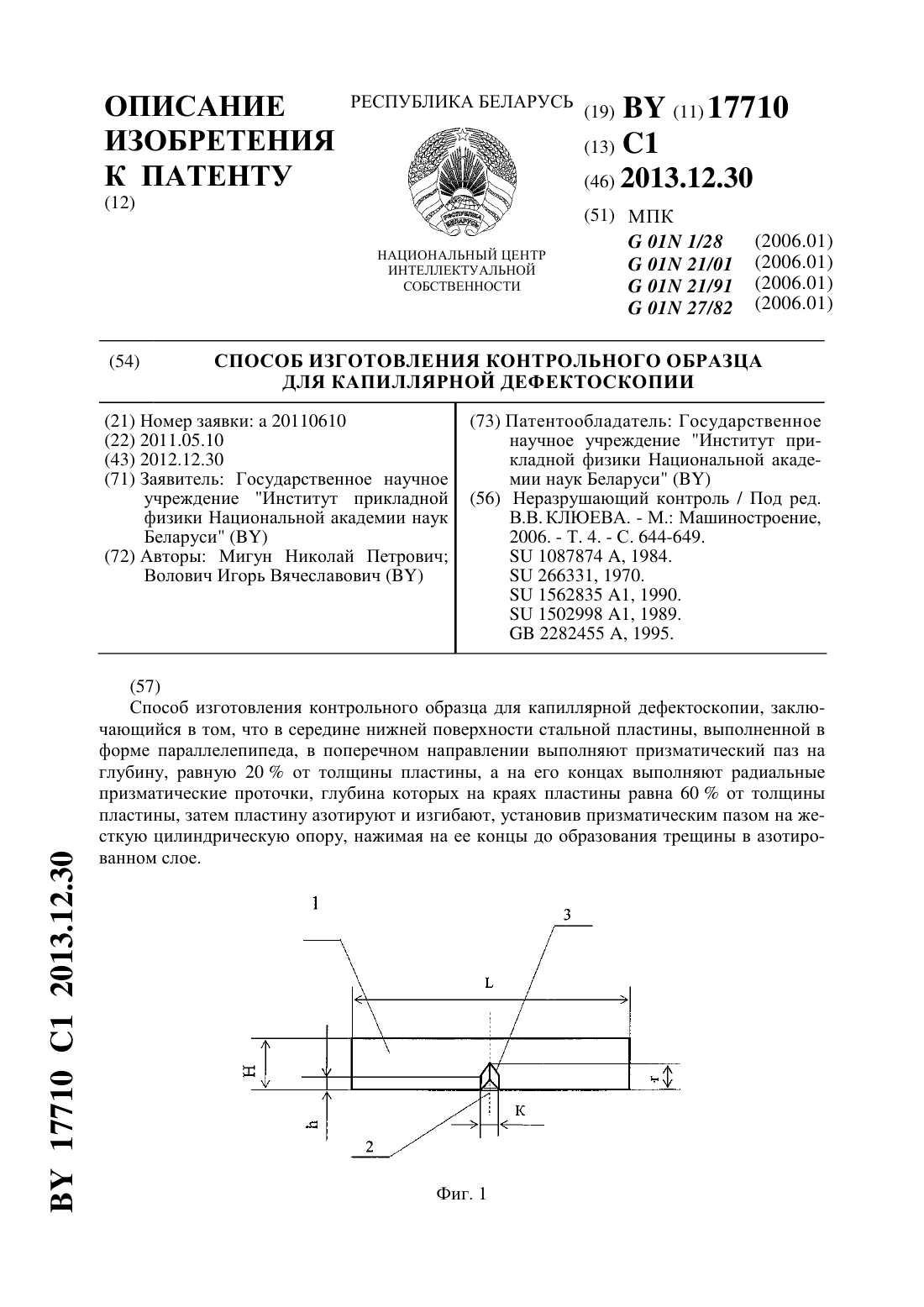
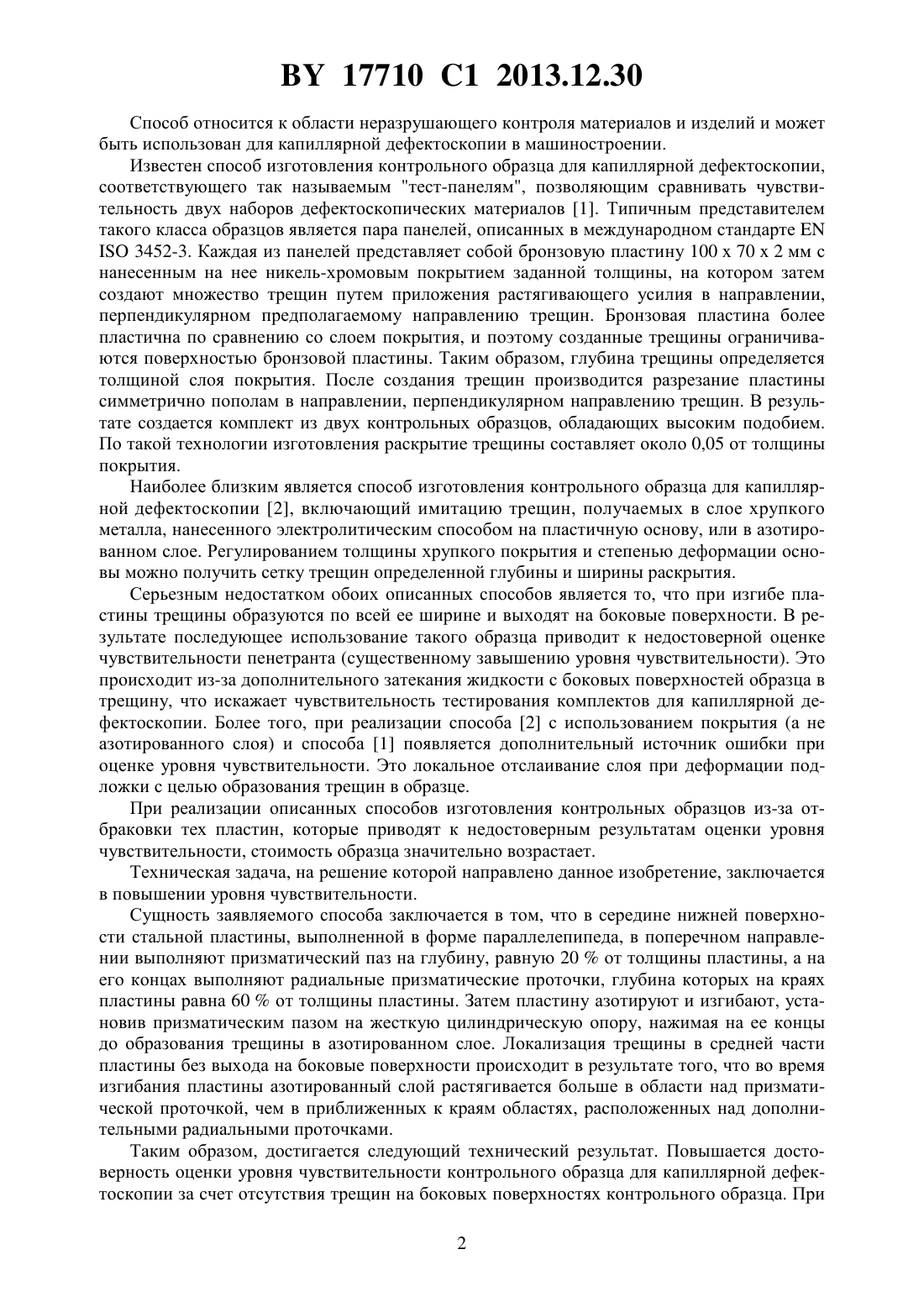
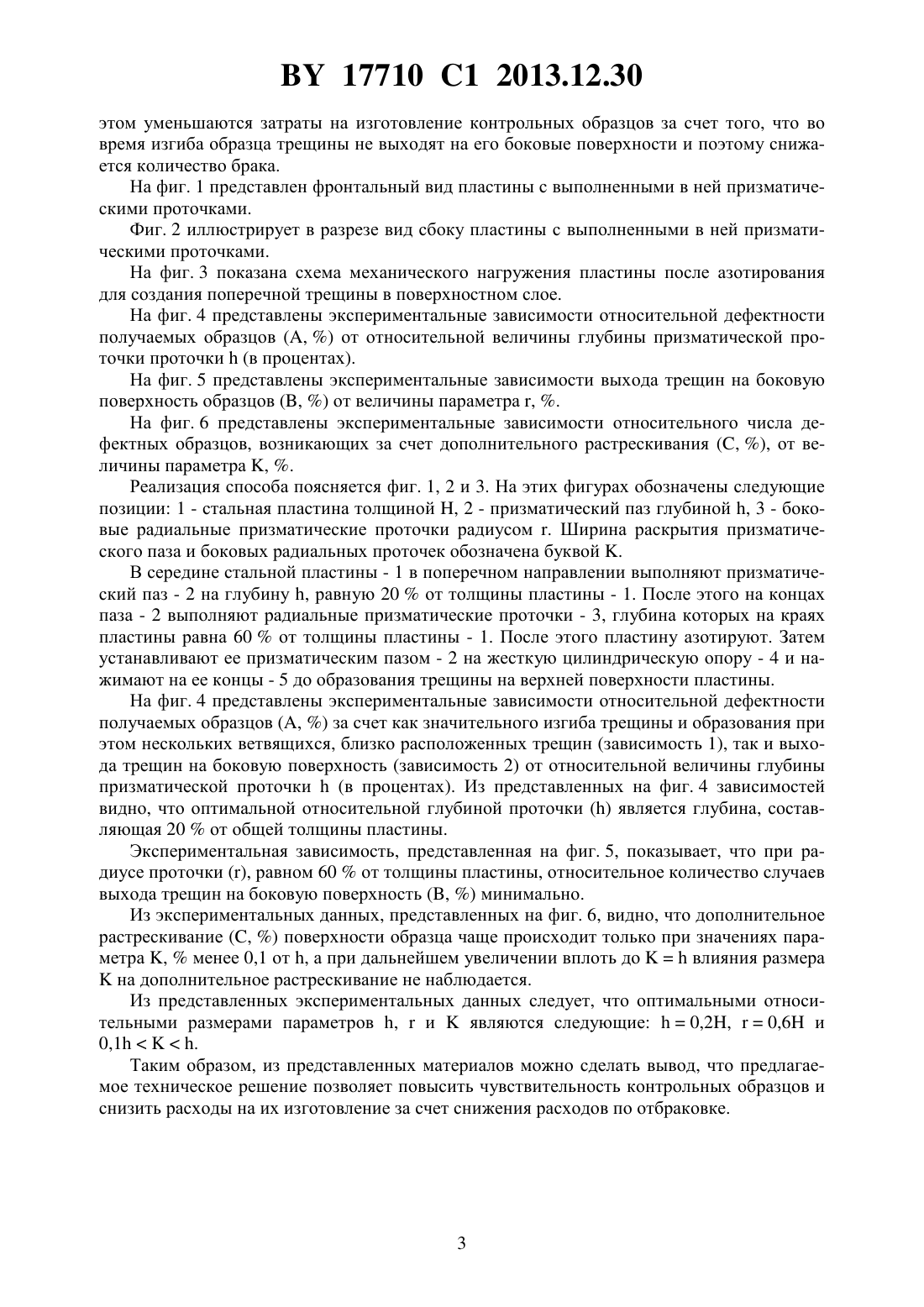
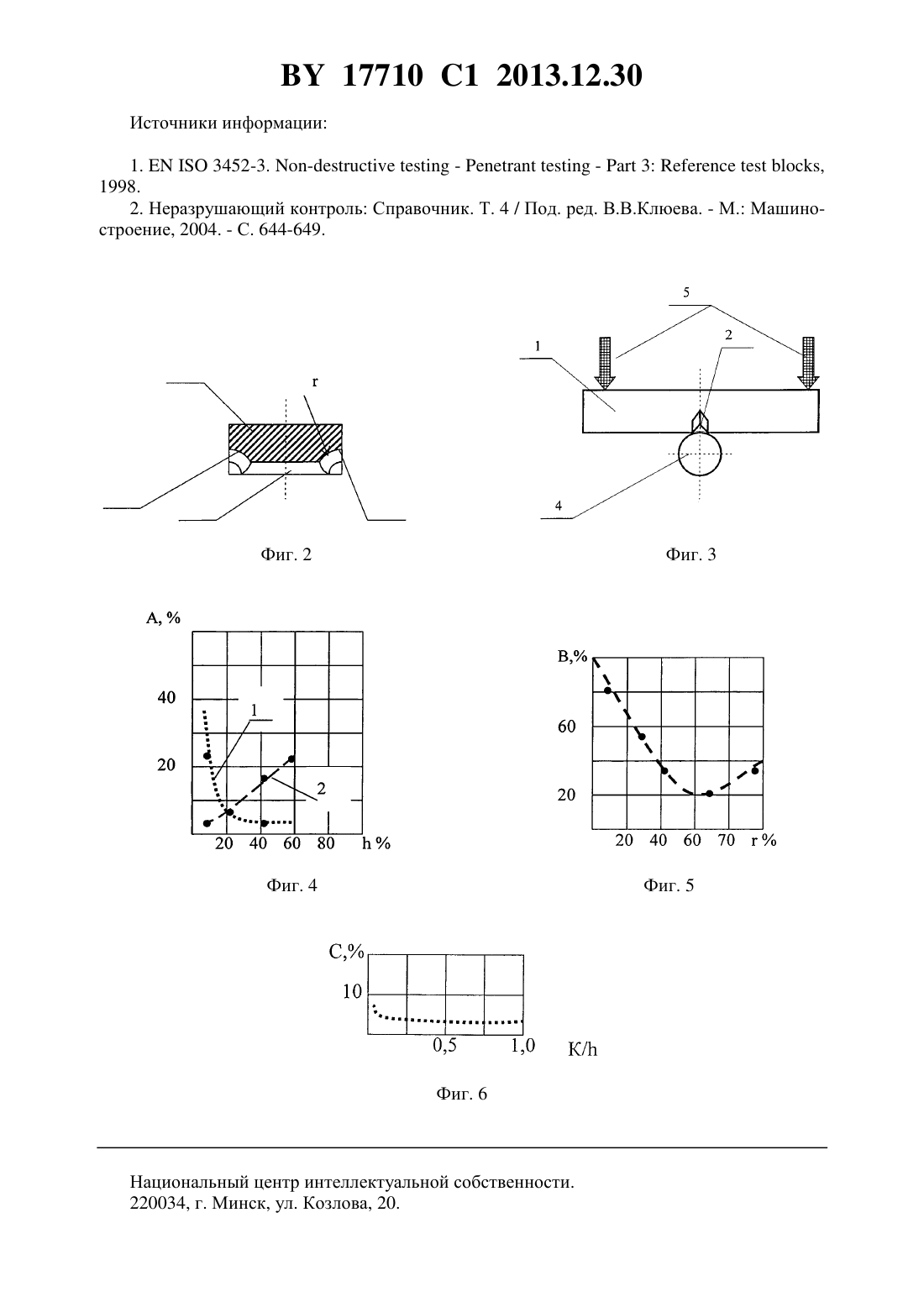
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНОГО ОБРАЗЦА ДЛЯ КАПИЛЛЯРНОЙ ДЕФЕКТОСКОПИИ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Авторы Мигун Николай Петрович Волович Игорь Вячеславович(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ изготовления контрольного образца для капиллярной дефектоскопии, заключающийся в том, что в середине нижней поверхности стальной пластины, выполненной в форме параллелепипеда, в поперечном направлении выполняют призматический паз на глубину, равную 20 от толщины пластины, а на его концах выполняют радиальные призматические проточки, глубина которых на краях пластины равна 60 от толщины пластины, затем пластину азотируют и изгибают, установив призматическим пазом на жесткую цилиндрическую опору, нажимая на ее концы до образования трещины в азотированном слое. 17710 1 2013.12.30 Способ относится к области неразрушающего контроля материалов и изделий и может быть использован для капиллярной дефектоскопии в машиностроении. Известен способ изготовления контрольного образца для капиллярной дефектоскопии,соответствующего так называемым тест-панелям, позволяющим сравнивать чувствительность двух наборов дефектоскопических материалов 1. Типичным представителем такого класса образцов является пара панелей, описанных в международном стандарте 3452-3. Каждая из панелей представляет собой бронзовую пластину 100702 мм с нанесенным на нее никель-хромовым покрытием заданной толщины, на котором затем создают множество трещин путем приложения растягивающего усилия в направлении,перпендикулярном предполагаемому направлению трещин. Бронзовая пластина более пластична по сравнению со слоем покрытия, и поэтому созданные трещины ограничиваются поверхностью бронзовой пластины. Таким образом, глубина трещины определяется толщиной слоя покрытия. После создания трещин производится разрезание пластины симметрично пополам в направлении, перпендикулярном направлению трещин. В результате создается комплект из двух контрольных образцов, обладающих высоким подобием. По такой технологии изготовления раскрытие трещины составляет около 0,05 от толщины покрытия. Наиболее близким является способ изготовления контрольного образца для капиллярной дефектоскопии 2, включающий имитацию трещин, получаемых в слое хрупкого металла, нанесенного электролитическим способом на пластичную основу, или в азотированном слое. Регулированием толщины хрупкого покрытия и степенью деформации основы можно получить сетку трещин определенной глубины и ширины раскрытия. Серьезным недостатком обоих описанных способов является то, что при изгибе пластины трещины образуются по всей ее ширине и выходят на боковые поверхности. В результате последующее использование такого образца приводит к недостоверной оценке чувствительности пенетранта (существенному завышению уровня чувствительности). Это происходит из-за дополнительного затекания жидкости с боковых поверхностей образца в трещину, что искажает чувствительность тестирования комплектов для капиллярной дефектоскопии. Более того, при реализации способа 2 с использованием покрытия (а не азотированного слоя) и способа 1 появляется дополнительный источник ошибки при оценке уровня чувствительности. Это локальное отслаивание слоя при деформации подложки с целью образования трещин в образце. При реализации описанных способов изготовления контрольных образцов из-за отбраковки тех пластин, которые приводят к недостоверным результатам оценки уровня чувствительности, стоимость образца значительно возрастает. Техническая задача, на решение которой направлено данное изобретение, заключается в повышении уровня чувствительности. Сущность заявляемого способа заключается в том, что в середине нижней поверхности стальной пластины, выполненной в форме параллелепипеда, в поперечном направлении выполняют призматический паз на глубину, равную 20 от толщины пластины, а на его концах выполняют радиальные призматические проточки, глубина которых на краях пластины равна 60 от толщины пластины. Затем пластину азотируют и изгибают, установив призматическим пазом на жесткую цилиндрическую опору, нажимая на ее концы до образования трещины в азотированном слое. Локализация трещины в средней части пластины без выхода на боковые поверхности происходит в результате того, что во время изгибания пластины азотированный слой растягивается больше в области над призматической проточкой, чем в приближенных к краям областях, расположенных над дополнительными радиальными проточками. Таким образом, достигается следующий технический результат. Повышается достоверность оценки уровня чувствительности контрольного образца для капиллярной дефектоскопии за счет отсутствия трещин на боковых поверхностях контрольного образца. При 2 17710 1 2013.12.30 этом уменьшаются затраты на изготовление контрольных образцов за счет того, что во время изгиба образца трещины не выходят на его боковые поверхности и поэтому снижается количество брака. На фиг. 1 представлен фронтальный вид пластины с выполненными в ней призматическими проточками. Фиг. 2 иллюстрирует в разрезе вид сбоку пластины с выполненными в ней призматическими проточками. На фиг. 3 показана схема механического нагружения пластины после азотирования для создания поперечной трещины в поверхностном слое. На фиг. 4 представлены экспериментальные зависимости относительной дефектности получаемых образцов (, ) от относительной величины глубины призматической проточки проточки(в процентах). На фиг. 5 представлены экспериментальные зависимости выхода трещин на боковую поверхность образцов (, ) от величины параметра , . На фиг. 6 представлены экспериментальные зависимости относительного числа дефектных образцов, возникающих за счет дополнительного растрескивания (, ), от величины параметра , . Реализация способа поясняется фиг. 1, 2 и 3. На этих фигурах обозначены следующие позиции 1 - стальная пластина толщиной , 2 - призматический паз глубиной , 3 - боковые радиальные призматические проточки радиусом . Ширина раскрытия призматического паза и боковых радиальных проточек обозначена буквой . В середине стальной пластины - 1 в поперечном направлении выполняют призматический паз - 2 на глубину , равную 20 от толщины пластины - 1. После этого на концах паза - 2 выполняют радиальные призматические проточки - 3, глубина которых на краях пластины равна 60 от толщины пластины - 1. После этого пластину азотируют. Затем устанавливают ее призматическим пазом - 2 на жесткую цилиндрическую опору - 4 и нажимают на ее концы - 5 до образования трещины на верхней поверхности пластины. На фиг. 4 представлены экспериментальные зависимости относительной дефектности получаемых образцов (, ) за счет как значительного изгиба трещины и образования при этом нескольких ветвящихся, близко расположенных трещин (зависимость 1), так и выхода трещин на боковую поверхность (зависимость 2) от относительной величины глубины призматической проточки(в процентах). Из представленных на фиг. 4 зависимостей видно, что оптимальной относительной глубиной проточкиявляется глубина, составляющая 20 от общей толщины пластины. Экспериментальная зависимость, представленная на фиг. 5, показывает, что при радиусе проточки , равном 60 от толщины пластины, относительное количество случаев выхода трещин на боковую поверхность (, ) минимально. Из экспериментальных данных, представленных на фиг. 6, видно, что дополнительное растрескивание (, ) поверхности образца чаще происходит только при значениях параметра ,менее 0,1 от , а при дальнейшем увеличении вплоть довлияния размерана дополнительное растрескивание не наблюдается. Из представленных экспериментальных данных следует, что оптимальными относительными размерами параметров ,иявляются следующие 0,2,0,6 и 0,1. Таким образом, из представленных материалов можно сделать вывод, что предлагаемое техническое решение позволяет повысить чувствительность контрольных образцов и снизить расходы на их изготовление за счет снижения расходов по отбраковке. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: G01N 21/01, G01N 1/28, G01N 27/82, G01N 21/91
Метки: изготовления, контрольного, капиллярной, образца, способ, дефектоскопии
Код ссылки
<a href="https://by.patents.su/4-17710-sposob-izgotovleniya-kontrolnogo-obrazca-dlya-kapillyarnojj-defektoskopii.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления контрольного образца для капиллярной дефектоскопии</a>
Контрольный образец для капиллярной дефектоскопии
Номер патента: U 9194
Опубликовано: 30.06.2013
Автор: Деленковский Николай Владимирович
МПК: G01N 27/84
Метки: дефектоскопии, капиллярной, контрольный, образец
Текст:
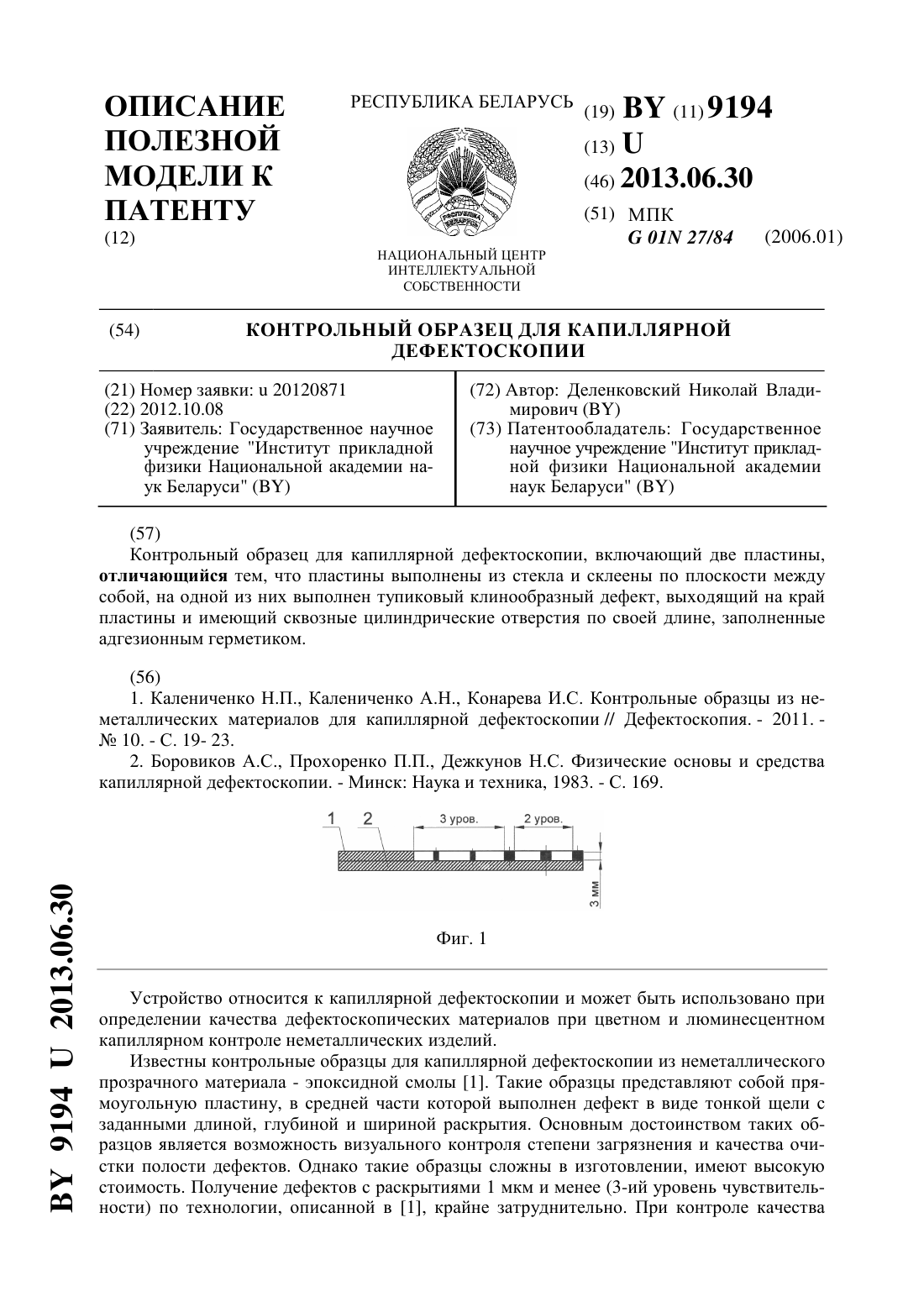
...между пластинами с одной стороны, формируя клинообразный дефект. Для имитации тупиковых трещин стыки пластин промазываются клеем и просушиваются. Данный разборный имитатор может быть использован в основном при капиллярном контроле металлических изделий. Он не обеспечивает стабильность сохранения во времени параметров дефекта из-за податливости и деформации элементов винтового прижима. Метрологическая аттестация такого имитатора...
Комплект реактивов для капиллярной дефектоскопии
Номер патента: 15782
Опубликовано: 30.04.2012
Авторы: Ищенко Надежда Николаевна, Новиков Владимир Прокофьевич
МПК: G01N 21/91
Метки: реактивов, капиллярной, дефектоскопии, комплект
Текст:
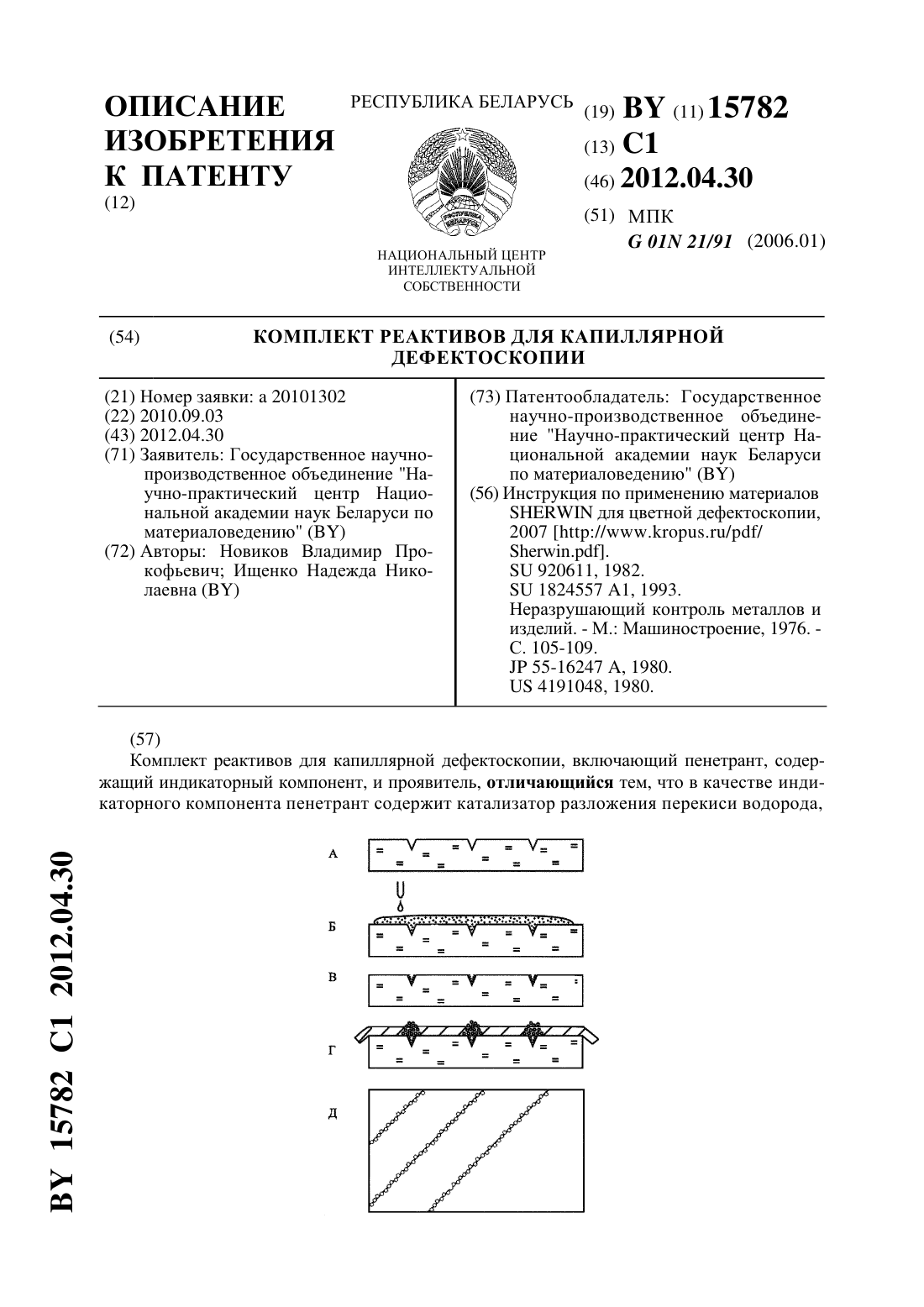
...проявляющий компонент, в качестве индикаторного компонента пенетрант содержит катализатор разложения перекиси водорода, выбранный из группы, включающей коллоидный раствор серебра, коллоидный раствор оксида серебра, двуокись марганца, перманганаты, бихроматы металлов и их смеси, а проявитель включает в качестве проявляющего компонента перекись водорода в количестве 5-50 мас.и стабилизатор пены в количестве, обеспечивающем...
Люминесцентная жидкость для капиллярной дефектоскопии
Номер патента: 1619
Опубликовано: 30.03.1997
Авторы: Секерин Александр Михайлович, Прохоренко Петр Петрович, Корнев Александр Павлович, Стойчева Инна Валентиновна
МПК: C09K 11/06
Метки: жидкость, дефектоскопии, капиллярной, люминесцентная
Текст:
...требованиям, предъявляемым к люминесцентным веществам, используемым в дефектоскопических материалах. В качестве поверхностно-активного вещества используется неонол или другое поверхностно-активное вещество неионогенного типа со сходными физикохимическими свойствами. Пример получения предлагаемой люминесцентной жидкости. В реактор, снабженный обогревом и мешалкой, помещают 5 г 1,8-нафтоилен-1,2-бензимидазола, 785 г скипидара и 195 г...
Устройство для нанесения проявителя при капиллярной дефектоскопии
Номер патента: U 9193
Опубликовано: 30.06.2013
Автор: Деленковский Николай Владимирович
МПК: G01N 1/00, G01N 29/04
Метки: проявителя, дефектоскопии, устройство, нанесения, капиллярной
Текст:
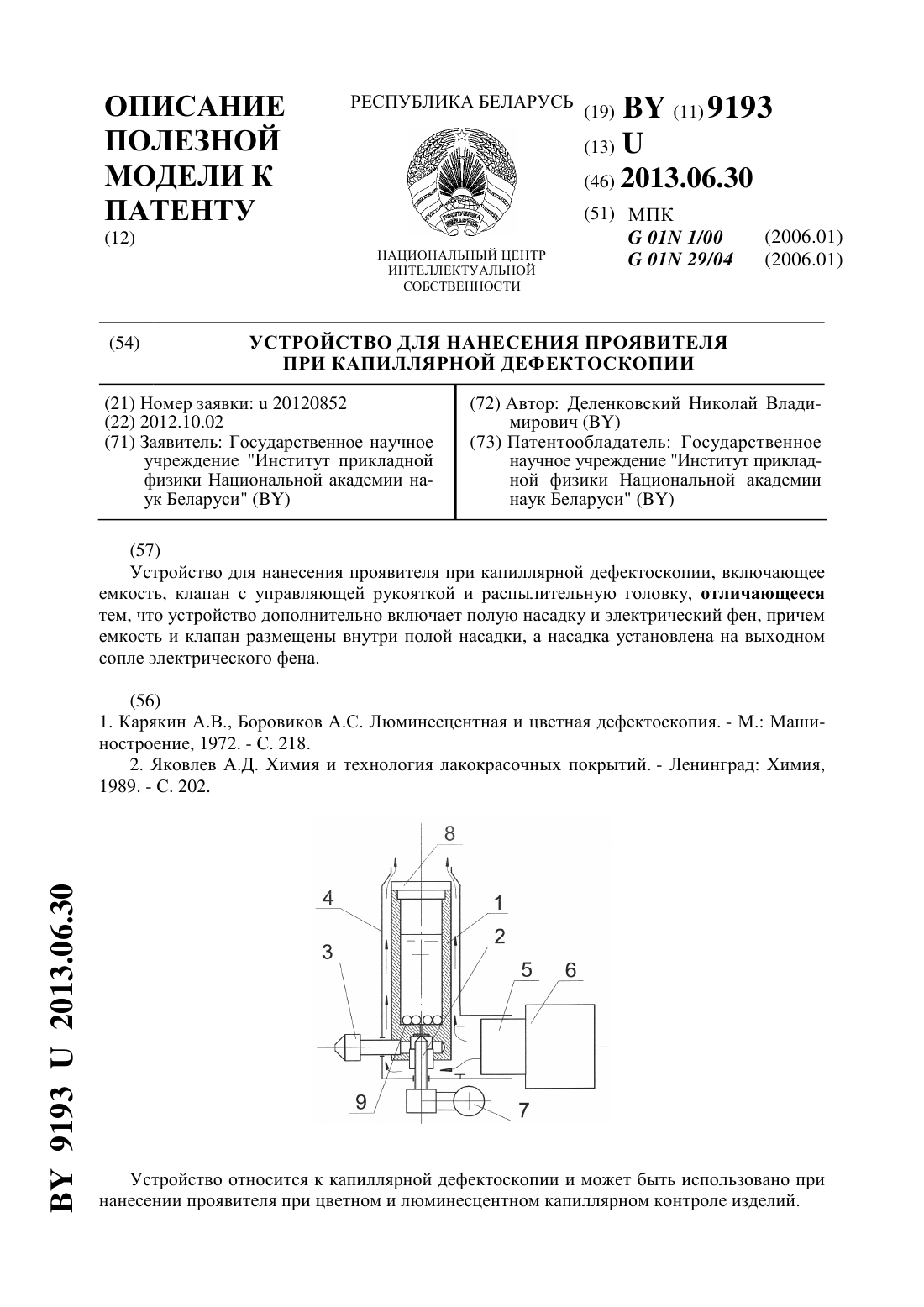
...его высокие стоимость и вес, значительно затрудняющий его применение одним оператором. При отрицательных температурах качество проявления дефектов и производительность контроля также снижаются из-за резкого адиабатического расширения газовой смеси. Техническая задача заявляемой полезной модели - повышение качества нанесения проявителя и чувствительности капиллярного контроля. Предлагаемое устройство включает емкость, клапан с...
Способ изготовления капиллярной структуры контурной тепловой трубы

Номер патента: 5945
Опубликовано: 30.03.2004
Авторы: Пилиневич Леонид Петрович, Рак Анатолий Леонидович, Мазюк Виктор Васильевич, Балащенко Андрей Викторович
МПК: F28D 15/00
Метки: способ, капиллярной, изготовления, контурной, структуры, тепловой, трубы
Текст:
...исключающей возможность припекания к ней порошка. В пространство между корпусом и сердечником засыпают порошок. Подвергая сборку температурному воздействию в соответствующей защитной атмосфере,производят припекание фрагментов капиллярной структуры к корпусу. Поскольку фрагменты капиллярной структуры не связаны между собой, в процессе припекания центральная усадка отсутствует каждый фрагмент усаживается в направлении корпуса. Тем самым...
Предыдущий патент: Способ проведения диагностической видеолапароскопии острого аппендицита у беременной
Следующий патент: Способ формирования эзофагогастростомы
Случайный патент: Устройство для определения качества огнезащитной обработки древесины