Устройство для обработки резанием
Номер патента: 17550
Опубликовано: 30.10.2013
Авторы: Логвин Владимир Александрович, Николаев Юрий Валерьевич
Текст
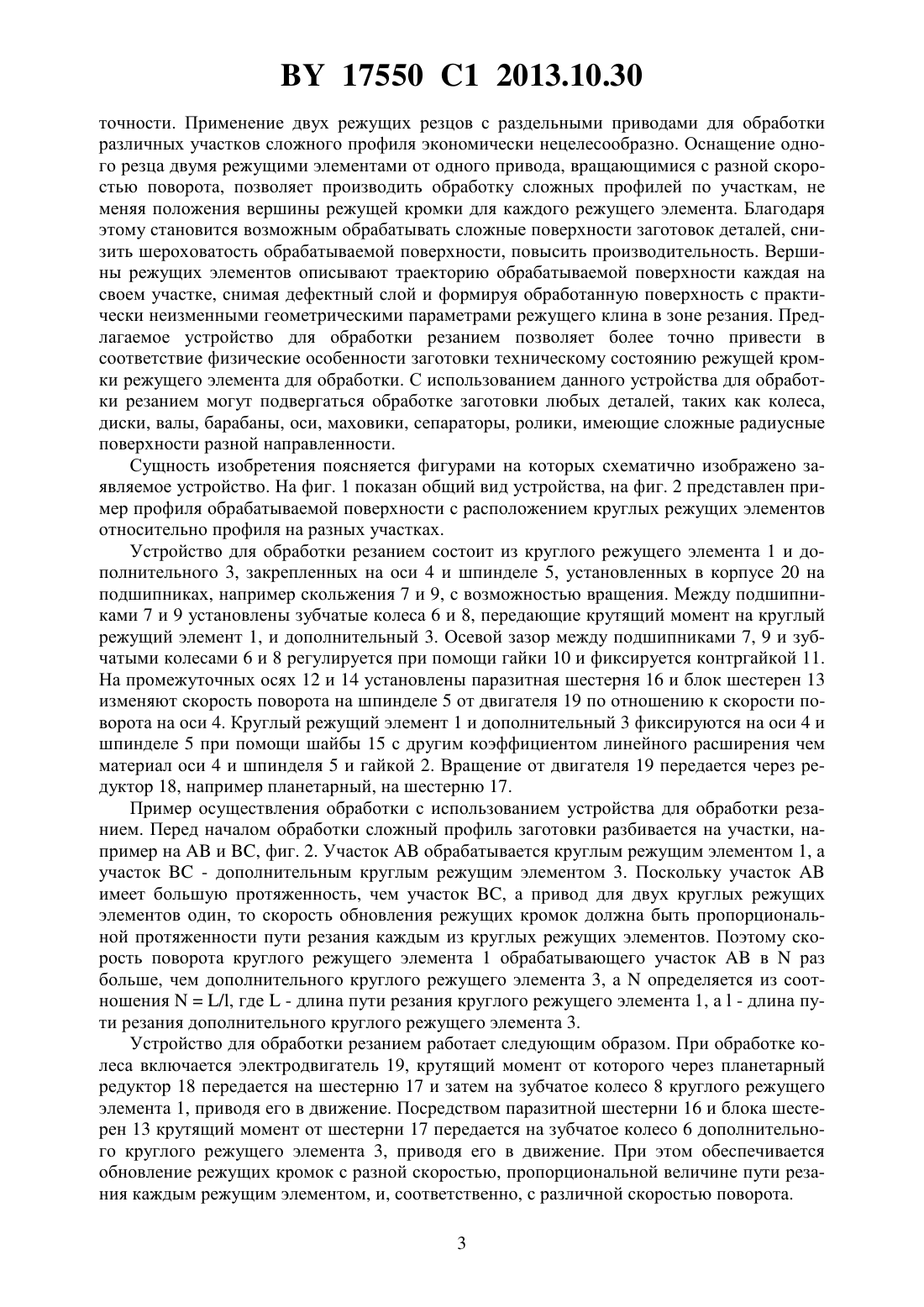
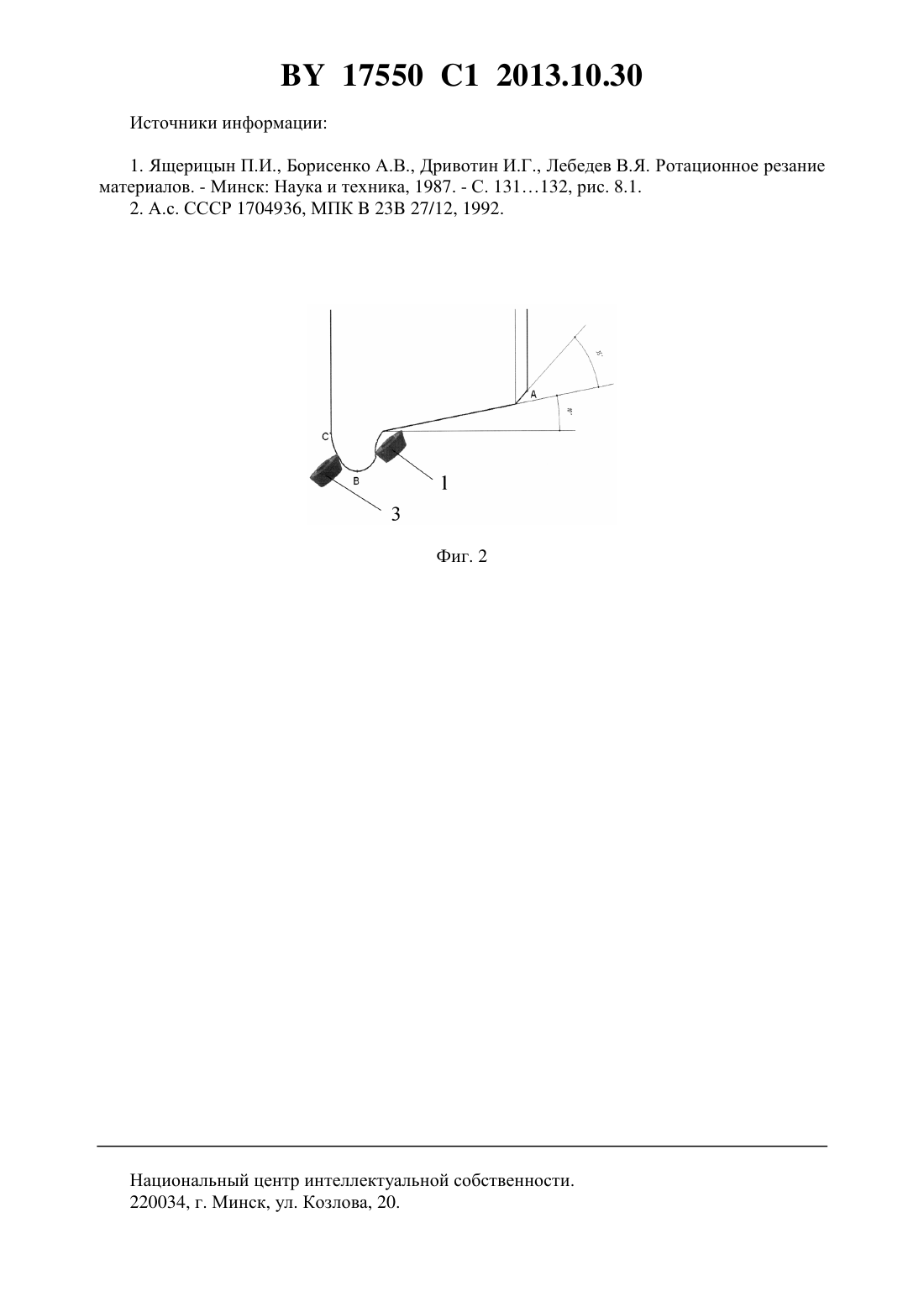
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Логвин Владимир Александрович Николаев Юрий Валерьевич(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Устройство для обработки резанием, содержащее круглый режущий элемент, закрепленный на оси, установленной в корпусе на радиальных и осевых опорах с возможностью вращения, привод, при этом круглый режущий элемент связан с приводом через механизм, содержащий зубчатые зацепления, отличающееся тем, что содержит дополнительный круглый режущий элемент, закрепленный на установленном в корпусе шпинделе, при этом дополнительный круглый элемент связан с приводом через механизм, обеспечивающий скорость вращения круглого режущего элемента враз больше, чем дополнительного круглого режущего элемента, аопределено из соотношения/,где- длина пути резания круглого режущего элемента- длина пути резания дополнительного круглого режущего элемента. 17550 1 2013.10.30 Изобретение относится к машиностроению, в частности к механической обработке материалов резанием. Известен приводной ротационный резец, содержащий круглый режущий элемент, закрепленный на оси, установленной в корпусе на опорах, и приводной механизм, содержащий реверсивный электродвигатель и полумуфты 1. Описанный выше резец имеет приводной механизм с большими габаритными размерами, а также предполагает наличие отдельной системы управления частотой вращения электродвигателя. Наиболее близким по технической сущности и достигаемым результатам является чашечный резец, содержащий круглый режущий элемент, закрепленный на оси, установленной на радиальных и осевых опорах с возможностью вращения в корпусе, и приводной механизм, содержащий зубчатые зацепления, размещенные в сочлененных корпусах, и механизм поворота режущего элемента, при этом зубчатые колеса кинематически связаны соответственно с осью режущего элемента и приводом 2. Данный резец, принятый за прототип, имеет низкий КПД привода вследствие большого количества передаточных звеньев приводного механизма и как результат необходимость применения электродвигателя с большой мощностью, а также наличие дополнительного тормоза в виде храпового механизма для предотвращения реверсивного движения чашки в процессе резания вследствие колебания сил резания также снижает надежность работы приводного механизма. Задачей изобретения является повышение точности обработки поверхностей, имеющих сложный профиль, и снижение шероховатости обработанной поверхности. Указанная задача достигается тем, что в устройстве для обработки резанием, содержащем круглый режущий элемент, закрепленный на оси, установленной в корпусе на радиальных и осевых опорах с возможностью вращения, привод, при этом круглый режущий элемент связан с приводом через механизм, содержащий зубчатые зацепления,согласно изобретению, содержит дополнительный круглый режущий элемент, закрепленный на установленном в корпусе шпинделе, при этом дополнительный круглый режущий элемент связан с приводом через механизм, обеспечивающий скорость вращения круглого режущего элемента враз больше, чем дополнительного круглого режущего элемента, аопределяется из соотношения/,где- длина пути резания круглого режущего элемента- длина пути резания дополнительного круглого режущего элемента. Каждое колесо или иная заготовка в виде тела вращения с разной кривизной, подлежащее обработке, имеет свои физические особенности и инструмент, которым оно обрабатывается, определенное техническое состояние режущей части, которое с обработкой каждого последующего колеса ухудшается. Наличие пятнистой твердости на обрабатываемой поверхности, доходящей до 6062 единиц , а также неравномерность припуска приводят к неравномерности износа режущего элемента, к возможности появления вибраций и, соответственно, к искажению формы и точности размеров деталей. Для рационального использования режущего ресурса материала режущей части инструмента необходимо обеспечить постоянное обновление режущей кромки в процессе резания. Непрерывное обновление режущей кромки во время обработки позволяет поддерживать постоянными в зоне резания геометрические параметры режущего клина, температуру и усилия и, как результат, стабилизировать точность обработки. Режущая кромка у чашечных инструментов имеет форму окружности большого радиуса и обработка такими инструментами сложных профильных поверхностей, например ездовой части колесной пары железнодорожных вагонов, невозможна без смены положения вершины режущей кромки относительно оси режущей кромки. Это приводит к неравномерному износу режущего элемента и соответственно ухудшению качества обработанной поверхности и снижению 2 17550 1 2013.10.30 точности. Применение двух режущих резцов с раздельными приводами для обработки различных участков сложного профиля экономически нецелесообразно. Оснащение одного резца двумя режущими элементами от одного привода, вращающимися с разной скоростью поворота, позволяет производить обработку сложных профилей по участкам, не меняя положения вершины режущей кромки для каждого режущего элемента. Благодаря этому становится возможным обрабатывать сложные поверхности заготовок деталей, снизить шероховатость обрабатываемой поверхности, повысить производительность. Вершины режущих элементов описывают траекторию обрабатываемой поверхности каждая на своем участке, снимая дефектный слой и формируя обработанную поверхность с практически неизменными геометрическими параметрами режущего клина в зоне резания. Предлагаемое устройство для обработки резанием позволяет более точно привести в соответствие физические особенности заготовки техническому состоянию режущей кромки режущего элемента для обработки. С использованием данного устройства для обработки резанием могут подвергаться обработке заготовки любых деталей, таких как колеса,диски, валы, барабаны, оси, маховики, сепараторы, ролики, имеющие сложные радиусные поверхности разной направленности. Сущность изобретения поясняется фигурами на которых схематично изображено заявляемое устройство. На фиг. 1 показан общий вид устройства, на фиг. 2 представлен пример профиля обрабатываемой поверхности с расположением круглых режущих элементов относительно профиля на разных участках. Устройство для обработки резанием состоит из круглого режущего элемента 1 и дополнительного 3, закрепленных на оси 4 и шпинделе 5, установленных в корпусе 20 на подшипниках, например скольжения 7 и 9, с возможностью вращения. Между подшипниками 7 и 9 установлены зубчатые колеса 6 и 8, передающие крутящий момент на круглый режущий элемент 1, и дополнительный 3. Осевой зазор между подшипниками 7, 9 и зубчатыми колесами 6 и 8 регулируется при помощи гайки 10 и фиксируется контргайкой 11. На промежуточных осях 12 и 14 установлены паразитная шестерня 16 и блок шестерен 13 изменяют скорость поворота на шпинделе 5 от двигателя 19 по отношению к скорости поворота на оси 4. Круглый режущий элемент 1 и дополнительный 3 фиксируются на оси 4 и шпинделе 5 при помощи шайбы 15 с другим коэффициентом линейного расширения чем материал оси 4 и шпинделя 5 и гайкой 2. Вращение от двигателя 19 передается через редуктор 18, например планетарный, на шестерню 17. Пример осуществления обработки с использованием устройства для обработки резанием. Перед началом обработки сложный профиль заготовки разбивается на участки, например наи , фиг. 2. Участокобрабатывается круглым режущим элементом 1, а участок- дополнительным круглым режущим элементом 3. Поскольку участокимеет большую протяженность, чем участок , а привод для двух круглых режущих элементов один, то скорость обновления режущих кромок должна быть пропорциональной протяженности пути резания каждым из круглых режущих элементов. Поэтому скорость поворота круглого режущего элемента 1 обрабатывающего участоквраз больше, чем дополнительного круглого режущего элемента 3, аопределяется из соотношения/, где- длина пути резания круглого режущего элемента 1, а- длина пути резания дополнительного круглого режущего элемента 3. Устройство для обработки резанием работает следующим образом. При обработке колеса включается электродвигатель 19, крутящий момент от которого через планетарный редуктор 18 передается на шестерню 17 и затем на зубчатое колесо 8 круглого режущего элемента 1, приводя его в движение. Посредством паразитной шестерни 16 и блока шестерен 13 крутящий момент от шестерни 17 передается на зубчатое колесо 6 дополнительного круглого режущего элемента 3, приводя его в движение. При этом обеспечивается обновление режущих кромок с разной скоростью, пропорциональной величине пути резания каждым режущим элементом, и, соответственно, с различной скоростью поворота. 3 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23B 5/00
Метки: обработки, резанием, устройство
Код ссылки
<a href="https://by.patents.su/4-17550-ustrojjstvo-dlya-obrabotki-rezaniem.html" rel="bookmark" title="База патентов Беларуси">Устройство для обработки резанием</a>
Устройство для обработки резанием с обкатыванием
Номер патента: U 7076
Опубликовано: 28.02.2011
Авторы: Жолобов Александр Алексеевич, Шатуров Денис Геннадьевич
МПК: B23B 27/00
Метки: резанием, устройство, обработки, обкатыванием
Текст:
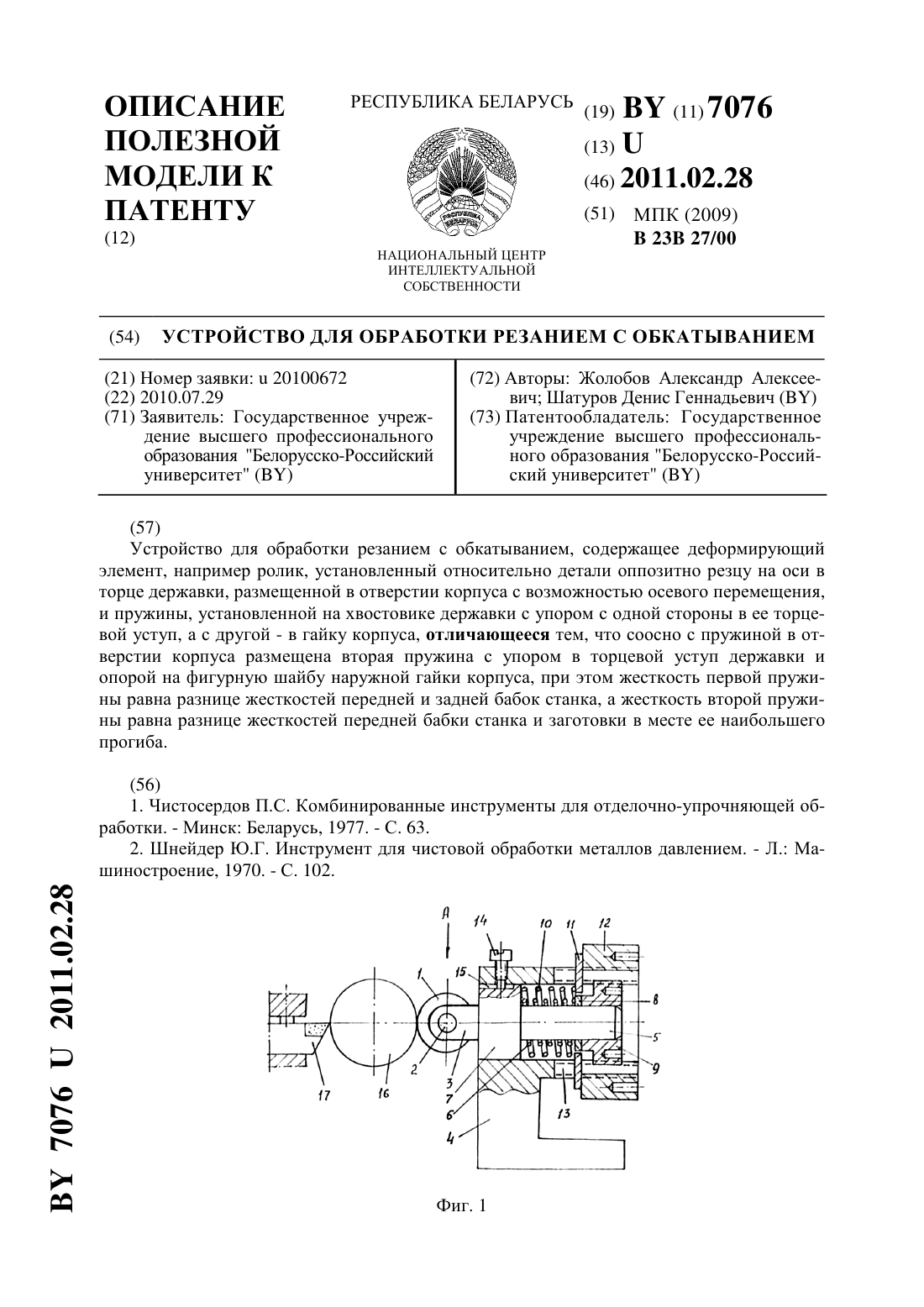
...в месте крепления вала, н/мкм 1 - жесткость пружины меньшего диаметра, н/мкм у 0 - упругое перемещение оси вала от суммарного действия сил в начале обработки. При нахождении резца и ролика в конце обработки, т.е. у более жесткой передней бабки станка - передней опоры вала, 20. Пружина меньшего диаметра находится в свободном состоянии, т.е. она не испытывает нагрузки, поэтому 20. Тогда 01 у 01 Спб,где у 01 - упругое перемещение оси вала в...
Способ и устройство для смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием
Номер патента: 3599
Опубликовано: 30.12.2000
Автор: Вильфрид ВАЛЬ
МПК: B23Q 11/10, B23D 59/02
Метки: лезвия, способ, смазки, резанием, заготовки, инструмента, процессе, охлаждения, металлов, устройство, режущего, обработки
Текст:
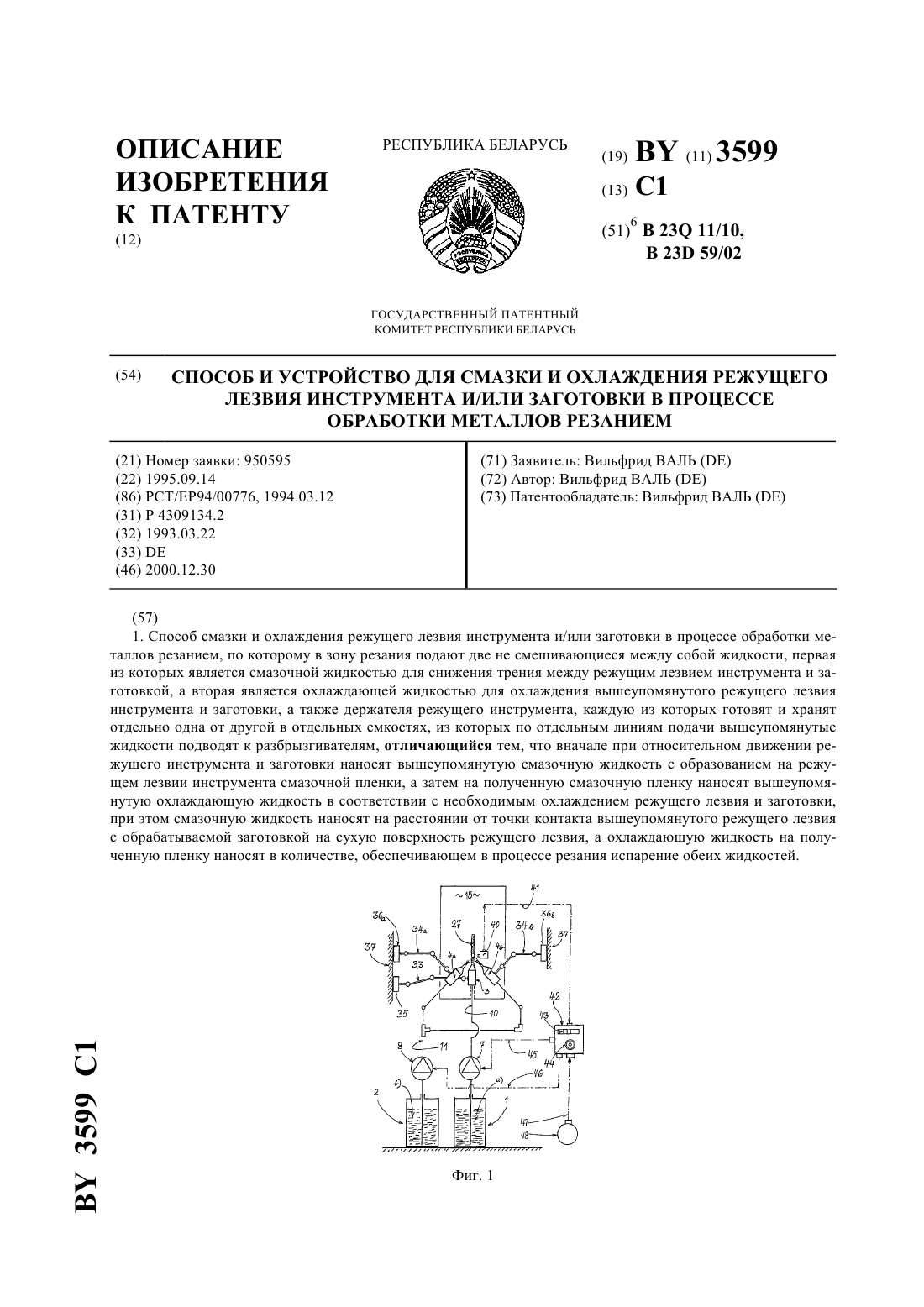
...с помощью круглого или ленточного пильного полотна охлаждающую жидкость подают в соответствии с требующимся охлаждением заготовки или полотна пилы в таком расчетном количестве, чтобы она в процессе обработки спонтанно испарялась, так что отдельно наносимую смазочную жидкость при разбрызгивании на участок пильного полотна можно подавать в просвет перед участком резания на свободную от охлаждавшей жидкости сухую поверхность полотна с...
Способ определения упругого последействия материала заготовки для обработки резанием чашечным резцом
Номер патента: 17485
Опубликовано: 30.08.2013
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович, Жолобов Александр Алексеевич
МПК: B23B 27/12, B23B 1/00
Метки: резанием, определения, заготовки, обработки, упругого, способ, резцом, материала, последействия, чашечным
Текст:
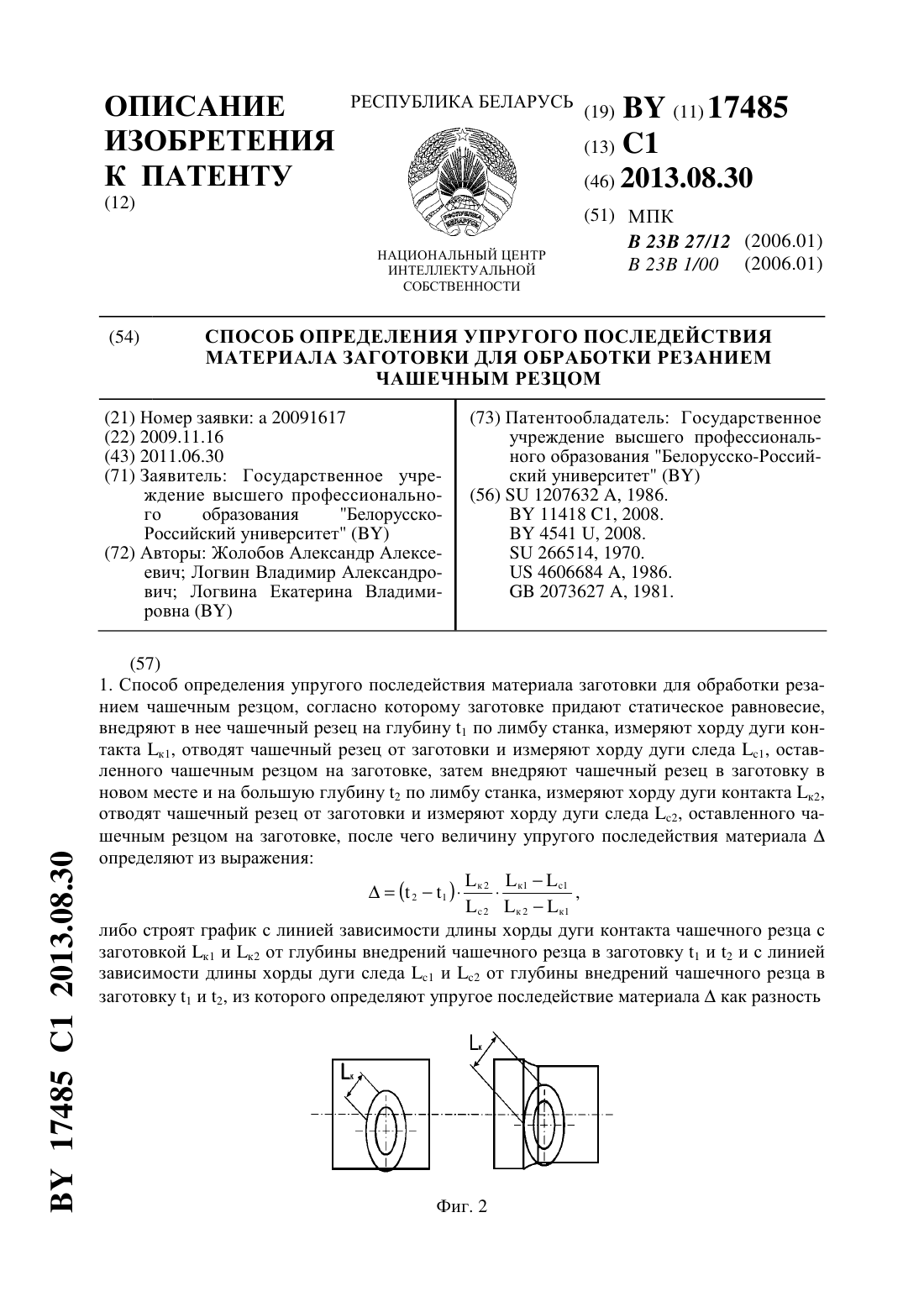
...шагом, например 0,05 мм, и каждый раз при помощи штангенциркуля производит измерение ходы контакта чашечного резца с заготовкой, затем чашечный резец отводит от заготовки и производит измерение хорды следа, оставленного чашечным резцом на заготовке. Перед следующим этапом измерений заготовку поворачивает на угол, достаточный для того, чтобы при внедрении чашечного резца в заготовку не происходило перекрытие предыдущего следа контакта с...
Способ получения смазочно-охлаждающей жидкости для обработки металлов резанием
Номер патента: 5842
Опубликовано: 30.12.2003
Авторы: Русый Владимир Харитонович, Шелобод Людмила Ивановна, Смуругов Владимир Алексеевич, Халапсина Татьяна Ивановна, Злотников Игорь Иванович
МПК: C10M 177/00
Метки: резанием, обработки, металлов, способ, получения, смазочно-охлаждающей, жидкости
Текст:
...натрия и калия позволяет ускорить процесс нейтрализации, снизить его температуру, добиться более полного омыления и, как следствие, большей стабильности СОЖ и избежать токсичного действия триэтаноламина. Использование для нейтрализации гудрона щелочи, содержащей гидроксид калия в количестве меньшем, чем 0,081 по отношению к гидроксиду натрия, удлиняет процесс омыления, так как образующиеся в малом количестве калиевые мыла играют роль...
Устройство для ротационной обработки отверстий
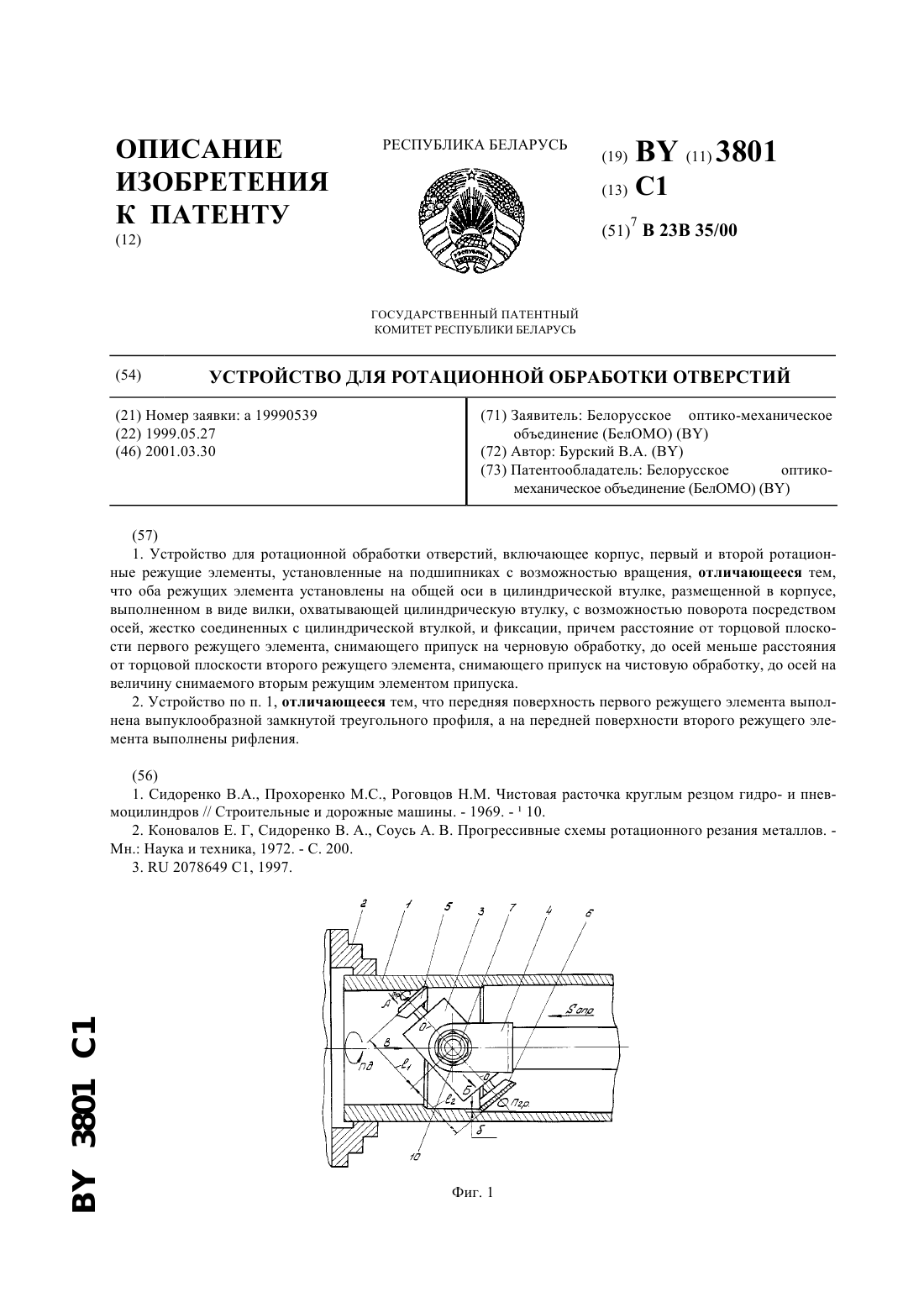
Номер патента: 3801
Опубликовано: 30.03.2001
Автор: Бурский Вячеслав Александрович
МПК: B23B 35/00
Метки: обработки, отверстий, устройство, ротационной
Текст:
...возможность упрощения конструкции ротационного узла и повышения надежности его работы вследствие наличия малого количества деталей устройства. Выполнение корпуса устройства в виде вилки, охватывающей цилиндрическую втулку и жестко с ней соединенной посредством осей, жестко прикрепленных к цилиндрической втулке, обеспечивает возможность быстрой угловой регулировки втулки и режущих элементов относительно обрабатываемого отверстия, а также...
Предыдущий патент: Способ моделирования гипергомоцистеинемии у кролика в эксперименте
Следующий патент: Станок для магнитно-абразивной обработки сферического торца конического ролика
Случайный патент: Вибрационный источник сейсмических сигналов