Способ определения упругого последействия материала заготовки для обработки резанием чашечным резцом
Номер патента: 17485
Опубликовано: 30.08.2013
Авторы: Жолобов Александр Алексеевич, Логвина Екатерина Владимировна, Логвин Владимир Александрович
Текст
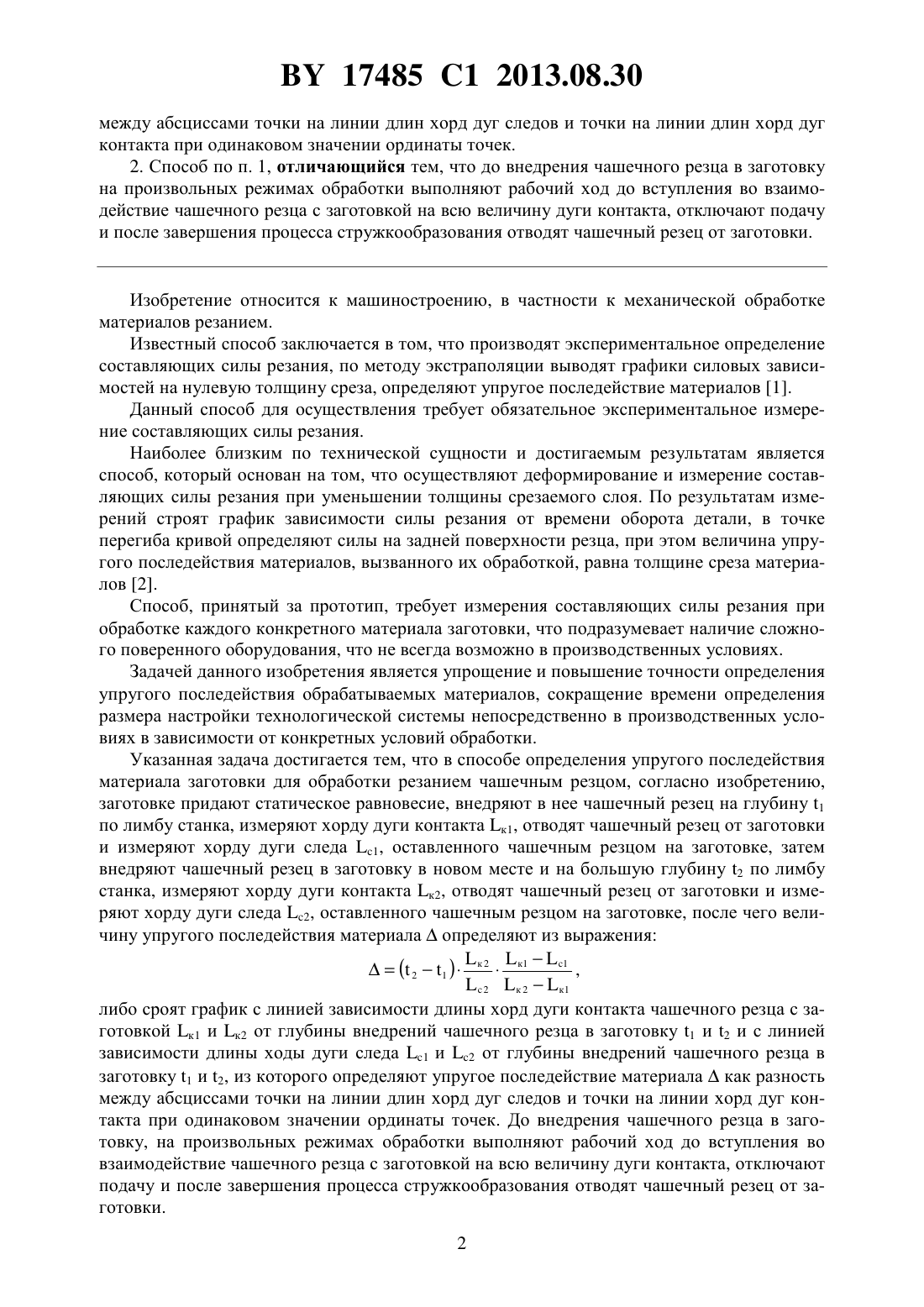
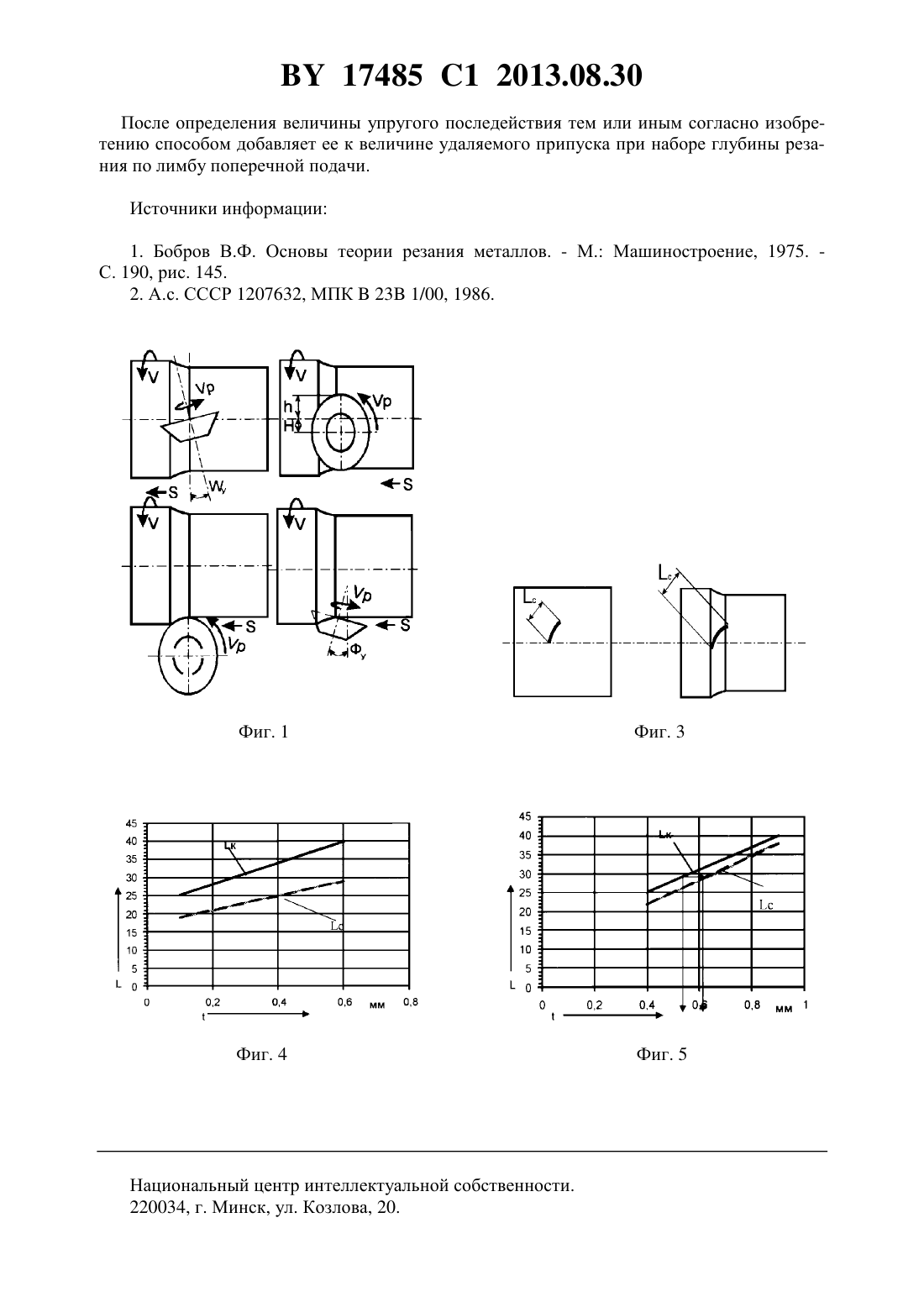
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОПРЕДЕЛЕНИЯ УПРУГОГО ПОСЛЕДЕЙСТВИЯ МАТЕРИАЛА ЗАГОТОВКИ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ЧАШЕЧНЫМ РЕЗЦОМ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Жолобов Александр Алексеевич Логвин Владимир Александрович Логвина Екатерина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) 1. Способ определения упругого последействия материала заготовки для обработки резанием чашечным резцом, согласно которому заготовке придают статическое равновесие,внедряют в нее чашечный резец на глубину 1 по лимбу станка, измеряют хорду дуги контакта к 1, отводят чашечный резец от заготовки и измеряют хорду дуги следа 1, оставленного чашечным резцом на заготовке, затем внедряют чашечный резец в заготовку в новом месте и на большую глубину 2 по лимбу станка, измеряют хорду дуги контакта к 2,отводят чашечный резец от заготовки и измеряют хорду дуги следа 2, оставленного чашечным резцом на заготовке, после чего величину упругого последействия материалаопределяют из выражения,2 к 2 к 1 либо строят график с линией зависимости длины хорды дуги контакта чашечного резца с заготовкой к 1 и к 2 от глубины внедрений чашечного резца в заготовку 1 и 2 и с линией зависимости длины хорды дуги следа 1 и 2 от глубины внедрений чашечного резца в заготовку 1 и 2, из которого определяют упругое последействие материалакак разность 17485 1 2013.08.30 между абсциссами точки на линии длин хорд дуг следов и точки на линии длин хорд дуг контакта при одинаковом значении ординаты точек. 2. Способ по п. 1, отличающийся тем, что до внедрения чашечного резца в заготовку на произвольных режимах обработки выполняют рабочий ход до вступления во взаимодействие чашечного резца с заготовкой на всю величину дуги контакта, отключают подачу и после завершения процесса стружкообразования отводят чашечный резец от заготовки. Изобретение относится к машиностроению, в частности к механической обработке материалов резанием. Известный способ заключается в том, что производят экспериментальное определение составляющих силы резания, по методу экстраполяции выводят графики силовых зависимостей на нулевую толщину среза, определяют упругое последействие материалов 1. Данный способ для осуществления требует обязательное экспериментальное измерение составляющих силы резания. Наиболее близким по технической сущности и достигаемым результатам является способ, который основан на том, что осуществляют деформирование и измерение составляющих силы резания при уменьшении толщины срезаемого слоя. По результатам измерений строят график зависимости силы резания от времени оборота детали, в точке перегиба кривой определяют силы на задней поверхности резца, при этом величина упругого последействия материалов, вызванного их обработкой, равна толщине среза материалов 2. Способ, принятый за прототип, требует измерения составляющих силы резания при обработке каждого конкретного материала заготовки, что подразумевает наличие сложного поверенного оборудования, что не всегда возможно в производственных условиях. Задачей данного изобретения является упрощение и повышение точности определения упругого последействия обрабатываемых материалов, сокращение времени определения размера настройки технологической системы непосредственно в производственных условиях в зависимости от конкретных условий обработки. Указанная задача достигается тем, что в способе определения упругого последействия материала заготовки для обработки резанием чашечным резцом, согласно изобретению,заготовке придают статическое равновесие, внедряют в нее чашечный резец на глубину 1 по лимбу станка, измеряют хорду дуги контакта к 1, отводят чашечный резец от заготовки и измеряют хорду дуги следа 1, оставленного чашечным резцом на заготовке, затем внедряют чашечный резец в заготовку в новом месте и на большую глубину 2 по лимбу станка, измеряют хорду дуги контакта к 2, отводят чашечный резец от заготовки и измеряют хорду дуги следа 2, оставленного чашечным резцом на заготовке, после чего величину упругого последействия материалаопределяют из выражения,2 к 2 к 1 либо сроят график с линией зависимости длины хорд дуги контакта чашечного резца с заготовкой к 1 и к 2 от глубины внедрений чашечного резца в заготовку 1 и 2 и с линией зависимости длины ходы дуги следа 1 и 2 от глубины внедрений чашечного резца в заготовку 1 и 2, из которого определяют упругое последействие материалакак разность между абсциссами точки на линии длин хорд дуг следов и точки на линии хорд дуг контакта при одинаковом значении ординаты точек. До внедрения чашечного резца в заготовку, на произвольных режимах обработки выполняют рабочий ход до вступления во взаимодействие чашечного резца с заготовкой на всю величину дуги контакта, отключают подачу и после завершения процесса стружкообразования отводят чашечный резец от заготовки. 2 17485 1 2013.08.30 Для осуществления способа не требуется сложное оборудование для измерения составляющих силы резания, а достаточно штангенциркуля. Простота и доступность выполнения способа позволяет определять упругое последействие различных обрабатываемых материалов, имеющих твердость меньшую твердости материала режущего элемента на любом обрабатывающем оборудовании, имеющем лимб перемещения инструмента. Сущность изобретения поясняется фигурами. На фиг. 1 представлены схемы установки чашечного резца при обработке, на фиг. 2 - схема измерения хорды контакта чашечного резца с заготовкой, на фиг. 3 - схема измерения хорды следа на заготовке, на фиг. 4, 5 графики определения упругого последействия материалов. Пример 1. Способ определения упругого последействия материала для обработки резанием чашечным резцом осуществляют следующим образом. Перед началом рабочего хода токарь производит установку чашечного резца под необходимыми углами и высотой на станке и закрепляет его в резцедержателе. Затем подводит чашечный резец к заготовке до касания и выставляет показания лимба поперечного перемещения на ноль. Для непосредственного измерения упругого последействия производит внедрение чашечного резца в заготовку на глубину 1 и при помощи штангенциркуля измеряет хорду контакта чашечного резца с заготовкой к 1, затем чашечный резец отводит от заготовки и производит измерение хорды следа (отпечатка) 1, оставленного чашечным резцом на заготовке. Перед вторым этапом измерений заготовку поворачивает на угол, достаточный для того, чтобы при внедрении чашечного резца в заготовку не происходило перекрытие предыдущего следа контакта с последующим. Затем производит внедрение чашечного резца в заготовку на глубину 2 и при помощи штангенциркуля измеряет длину хорды контакта к 2 чашечного резца с заготовкой, после чего отводит чашечный резец от заготовки и при помощи штангенциркуля измеряет длину хорды следа (отпечатка) 2, оставленного чашечным резцом на заготовке. Величину упругого последействия материала определяет из выражения,2 к 2 к 1 либо сроит график с линией зависимости длины хорд дуги контакта чашечного резца с заготовкой к 1 и к 2 от глубины внедрений чашечного резца в заготовку 1 и 2 и с линией зависимости длины ходы дуги следа 1 и с 2 от глубины внедрений чашечного резца в заготовку 1 и 2, из которого определяет упругое последействие материалакак разность между абсциссами точки на линии длин хорд дуг следов и точки на линии хорд дуг контакта при одинаковом значении ординаты точек. Для более точного определения упругого последействия осуществление способа производит следующим образом. Включает привод главного движения и с произвольной глубиной резания осуществляет рабочий ход до момента вступления во взаимодействие чашечного резца с заготовкой на величину полного угла контакта. Затем производит отключение подачи и после завершения процесса стружкообразования механизмом поперечной подачи отводит чашечный резец от заготовки и отключает привод главного движения. Теперь к заготовке, имеющей статическое равновесие, механизмом поперечной подачи подводит чашечный резец до касания заготовки и выставляет показания лимба на ноль. Для непосредственного измерения упругого последействия материала производит внедрение чашечного резца в заготовку на глубину с заранее выбранным шагом, например 0,05 мм, и каждый раз при помощи штангенциркуля производит измерение ходы контакта чашечного резца с заготовкой, затем чашечный резец отводит от заготовки и производит измерение хорды следа, оставленного чашечным резцом на заготовке. Перед следующим этапом измерений заготовку поворачивает на угол, достаточный для того, чтобы при внедрении чашечного резца в заготовку не происходило перекрытие предыдущего следа контакта с последующим. Пошаговое внедрение чашечного резца в заготовку достаточно осуществлять до тех пор, пока длина хорды следа, оставляемого чашечным резцом на за 3 17485 1 2013.08.30 готовке, на последующих измерениях не станет больше хорды контакта на первом измерении. По результатам полученных измерений строит график для определения упругого последействия конкретного материала. По оси абсцисс откладывает значения, соответствующие глубине внедрения чашечного резца в заготовку, а по оси ординат откладывает значения хорд контакта и следа. В результате получает график с двумя линиями одна соответствует значениям хорд контакта чашечного резца с заготовкой, другая - хордам следов, оставленных на заготовке чашечным резцом. Определение упругого последействия по графику производит следующим образом. Выбирает точку на линии, соответствующей данным для хорд контакта чашечного резца с заготовкой, и параллельно оси абсцисс на уровне этой точки проводит прямую до пересечения с линией, соответствующей значениям хорд следов, оставленных чашечным резцом на заготовке. Теперь разница между абсциссой точки на линии хорд следов, оставленных чашечным резцом на заготовке, и абсциссой точки на линии хорд контакта чашечного резца с заготовкой и есть упругое последействие материала для конкретных условий обработки (обрабатываемого материала и угла контакта, соответствующего заданным параметрам установки чашечного резца относительно заготовки). Для обработки материалов, обладающих высокими упругими свойствами (резина,хлопко-шерстяная набивка валов суперкаландров, полиуретан), глубина первого внедрения чашечного резца в заготовку должна быть не менее 0,4 мм, так как обработка производится с глубинами резания, набираемыми по лимбу поперечной подачи значительно большими чем 0,4 мм. Приведенная формула для определения упругого последействия для наиболее встречающихся материалов учитывает угол наклона линий величин хорд дуг контакта чашечного резца с заготовкой и следа, оставляемых на заготовке чашечным резцом к оси абсцисс. Еще предлагается формула, при подстановке экстраполированных значений с графических зависимостей, в которую обеспечивается большая погрешность, но она имеет более простой видк 21/к 1 с 12/2. Пример 2. Перед началом рабочего хода токарь производит установку чашечного резца под необходимыми углами и высоте на станке и закрепляет его в резцедержателе. Затем подводит чашечный резец (материал режущей части - твердый сплав) к заготовке (обрабатываемый материал - спрессованная хлопко-шерстяная бумага) до касания и выставляет показания лимба поперечного перемещения на ноль. Для непосредственного измерения упругого последействия производит внедрение чашечного резца в заготовку на глубину 10,4 мм, набранную по лимбу поперечной подачи, и при помощи штангенциркуля измеряет хорду дуги контакта чашечного резца с заготовкой к 125 мм (фиг. 2), затем чашечный резец отводит от заготовки и производит измерение хорды дуги следа (отпечатка) с 122 мм (фиг. 3), оставленного чашечным резцом на заготовке. Перед вторым этапом измерений заготовку поворачивает на угол, достаточный для того, чтобы при внедрении чашечного резца в заготовку не происходило перекрытие предыдущего следа контакта с последующим не менее 10. Затем производит внедрение чашечного резца в заготовку на глубину 20,9 мм, набранную по лимбу поперечной подачи, и при помощи штангенциркуля измеряет длину хорды дуги контакта к 240 мм чашечного резца с заготовкой(фиг. 2), после чего отводит чашечный резец от заготовки и при помощи штангенциркуля измеряет длину хорды дуги следа (отпечатка) к 238 мм, оставленного чашечным резцом на заготовке (фиг. 3). Величину упругого последействия обрабатываемого материала определяет по формулек 21/к 112/2400,4/25220,9/380,12 мм. Для более точного определения упругого последействия осуществление способа производит следующим образом. Включает привод главного движения и с произвольной глубиной резания, близкой к рабочей, осуществляет рабочий ход до момента вступления во 4 17485 1 2013.08.30 взаимодействие чашечного резца с заготовкой на величину дуги контакта. Затем производит отключение подачи и после завершения процесса стружкообразования механизмом поперечной подачи отводит чашечный резец от заготовки и отключает привод главного движения. Теперь к заготовке, имеющей статическое равновесие, механизмом поперечной подачи подводит чашечный резец до касания заготовки и выставляет показания лимба на ноль. Для определения упругого последействия материала производит внедрение чашечного резца в заготовку на глубину 10,4 мм, набранную по лимбу поперечной подачи, и при помощи штангенциркуля измеряет хорду дуги контакта чашечного резца с заготовкой к 127 мм (фиг. 2), затем чашечный резец отводит от заготовки и производит измерение хорды дуги следа (отпечатка) 123,5 мм (фиг. 3), оставленного чашечным резцом на заготовке. Перед вторым этапом измерений заготовку поворачивает на угол, достаточный для того, чтобы при внедрении чашечного резца в заготовку не происходило перекрытие предыдущего следа контакта с последующим, но не менее 10. Затем производит внедрение чашечного резца в заготовку на глубину 20,9 мм, набранную по лимбу поперечной подачи, и при помощи штангенциркуля измеряет длину хорды дуги контакта к 242 мм чашечного резца с заготовкой (фиг. 2), после чего отводит чашечный резец от заготовки и при помощи штангенциркуля измеряет длину хорды дуги следа (отпечатка) 240 мм(фиг. 3), оставленного чашечным резцом на заготовке. Величину упругого последействия обрабатываемого материал определяет по формуле 1(21 )к 2 к 1(0,90,4)42 / 40(2723,5 / 4227)0,122 мм.2 к 2 к 1 Для непосредственного измерения упругого последействия, например, валика, наплавленного слоем резины, производит внедрение чашечного резца в заготовку на глубину с заранее выбранным шагом, например 0,05 мм, и каждый раз при помощи штангенциркуля производит измерение ходы дуги контакта чашечного резца с заготовкой, затем чашечный резец отводит от заготовки и производит измерение хорды дуги следа, оставленного чашечным резцом на заготовке. Перед следующим этапом измерений заготовку поворачивает на угол, достаточный для того, чтобы при внедрении чашечного резца в заготовку не происходило перекрытие предыдущего следа контакта с последующим, но не менее 10. Пошаговое внедрение чашечного резца в заготовку достаточно осуществлять до тех пор,пока длина хорды дуги следа, оставляемого чашечным резцом на заготовке, на последующих измерениях не станет больше хорды дуги контакта на первом измерении. По результатам полученных измерений строит график для определения упругого последействия материала (фиг. 4). По оси абсцисс откладывает величины, соответствующие глубине внедрения чашечного резца в заготовку, а по оси ординат откладывает величины хорд дуг контакта и дуг следа. В результате получает график (фиг. 4, 5) с двумя линиями одна соответствует величинам хорд дуг контакта чашечного резца с заготовкой, другая - хордам дуг следов, оставленных на заготовке чашечным резцом. Определение упругого последействия по графику производит следующим образом. В зависимости от глубины резания, с которой будет производиться рабочий ход, выбирает точку на линии, соответствующей величинам для хорд дуг контакта чашечного резца с заготовкой и параллельно оси абсцисс на уровне этой точки проводит прямую до пересечения с линией соответствующей величинам хорд дуг следов, оставленных чашечным резцом на заготовке. Теперь разница между абсциссой точки на линии хорд дуг следов, оставленных чашечным резцом на заготовке и абсциссой точки на линии хорд дуг контакта чашечного резца с заготовкой и есть величина упругого последействия материала для конкретных условий обработки (обрабатываемого материала, глубине резания и угла контакта, соответствующего заданным параметрам установки чашечного резца относительно заготовки). 17485 1 2013.08.30 После определения величины упругого последействия тем или иным согласно изобретению способом добавляет ее к величине удаляемого припуска при наборе глубины резания по лимбу поперечной подачи. Источники информации 1. Бобров В.Ф. Основы теории резания металлов. - М. Машиностроение, 1975. С. 190, рис. 145. 2. А.с. СССР 1207632, МПК 23 1/00, 1986. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B23B 27/12, B23B 1/00
Метки: резанием, упругого, чашечным, обработки, последействия, определения, резцом, заготовки, материала, способ
Код ссылки
<a href="https://by.patents.su/6-17485-sposob-opredeleniya-uprugogo-posledejjstviya-materiala-zagotovki-dlya-obrabotki-rezaniem-chashechnym-rezcom.html" rel="bookmark" title="База патентов Беларуси">Способ определения упругого последействия материала заготовки для обработки резанием чашечным резцом</a>
Способ обработки заготовки чашечным резцом
Номер патента: 16296
Опубликовано: 30.08.2012
Авторы: Шатуров Денис Геннадьевич, Жолобов Александр Алексеевич
МПК: B23B 27/12, B23B 1/00
Метки: обработки, заготовки, способ, чашечным, резцом
Текст:
...резца- скорость вращения резца при первом обороте. Таким образом, величина износа лезвия резца уменьшается с уменьшением времени нахождения точки режущей кромки в зоне резания, т.е. с увеличением скорости ее перемещения, и увеличивается с увеличением времени нахождения точки режущей кромки в зоне резания, т.е. с увеличением числа ее проходов (оборотов) зоны резания. Для сохранения величин составляющих силы резания при -ом обороте резца,...
Способ обработки нежесткого вала чашечным резцом
Номер патента: 15983
Опубликовано: 30.06.2012
Авторы: Логвина Екатерина Владимировна, Жолобов Александр Алексеевич, Логвин Владимир Александрович
МПК: B23B 27/12, B23B 1/00
Метки: способ, чашечным, нежесткого, вала, обработки, резцом
Текст:
...ст - наибольший статический прогиб заготовки, мм мин - минутная подача чашечного резца с круглыми режущими элементами при обработке, мм/мин- подача чашечного резца с круглыми режущими элементами при обработке, мм/об., - число оборотов заготовки в минуту, об./мин- расстояние от начала рабочего хода до сечения с максимальным статическим прогибом, мм- расстояние от сечения с максимальным статическим прогибом до конца рабочего хода, мм- радиус...
Способ определения сил резания на задней поверхности чашечного резца
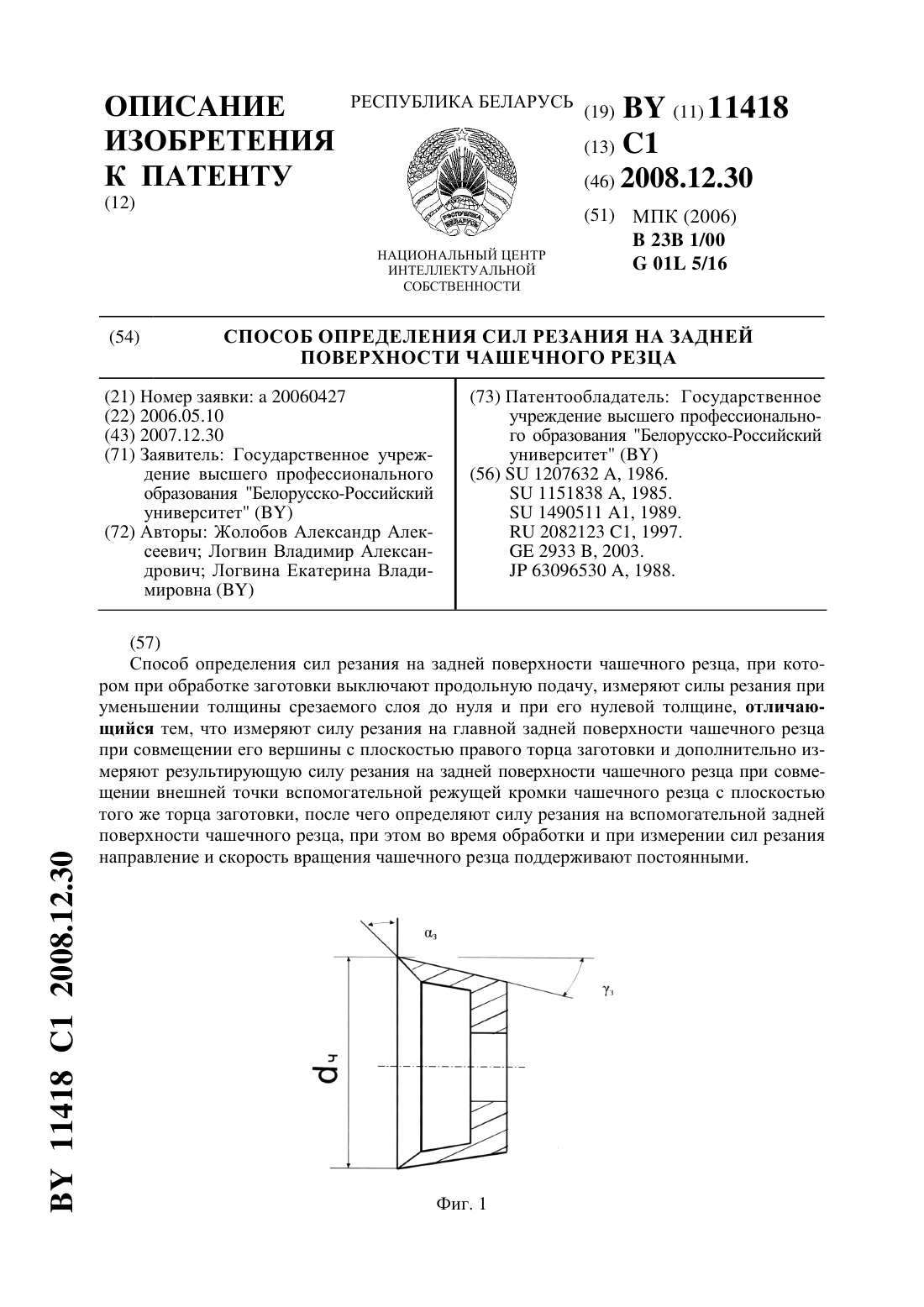
Номер патента: 11418
Опубликовано: 30.12.2008
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна, Жолобов Александр Алексеевич
Метки: резания, чашечного, способ, сил, поверхности, определения, резца, задней
Текст:
...соответствующей времени Т 1 оборота заготовки 2, 11/, указывающий, что в точке перегиба графика стружкообразование на передней поверхности 3 чашечного резца 1 прекратилось и в дальнейшем фиксируемые силы действуют только на задней поверхности чашечного резца 1. Измерение сил осуществляют дважды первый раз (фиг. 4) - в момент отсутствия процесса стружкообразования на передней поверхности 3 при совмещении вершины чашечного резца 1 с...
Способ механической обработки внутренних поверхностей дисковым резцом

Номер патента: 5536
Опубликовано: 30.09.2003
Автор: Бурский Вячеслав Александрович
МПК: B23B 1/00
Метки: способ, дисковым, механической, обработки, поверхностей, внутренних, резцом
Текст:
...вращение вокруг оси, совпадающей с осью вращения детали, а вращение резца вокруг собственной оси осуществляют также принудительно. Сообщение принудительного вращения дисковому резцу вокруг оси, совпадающей с осью вращения детали, а также принудительного вращения дисковому резцу вокруг собственной оси обеспечивает возможность обработки внутренних поверхностей. Одновременно с этим, за счет принудительного вращения дискового резца вокруг...
Способ и устройство для смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием
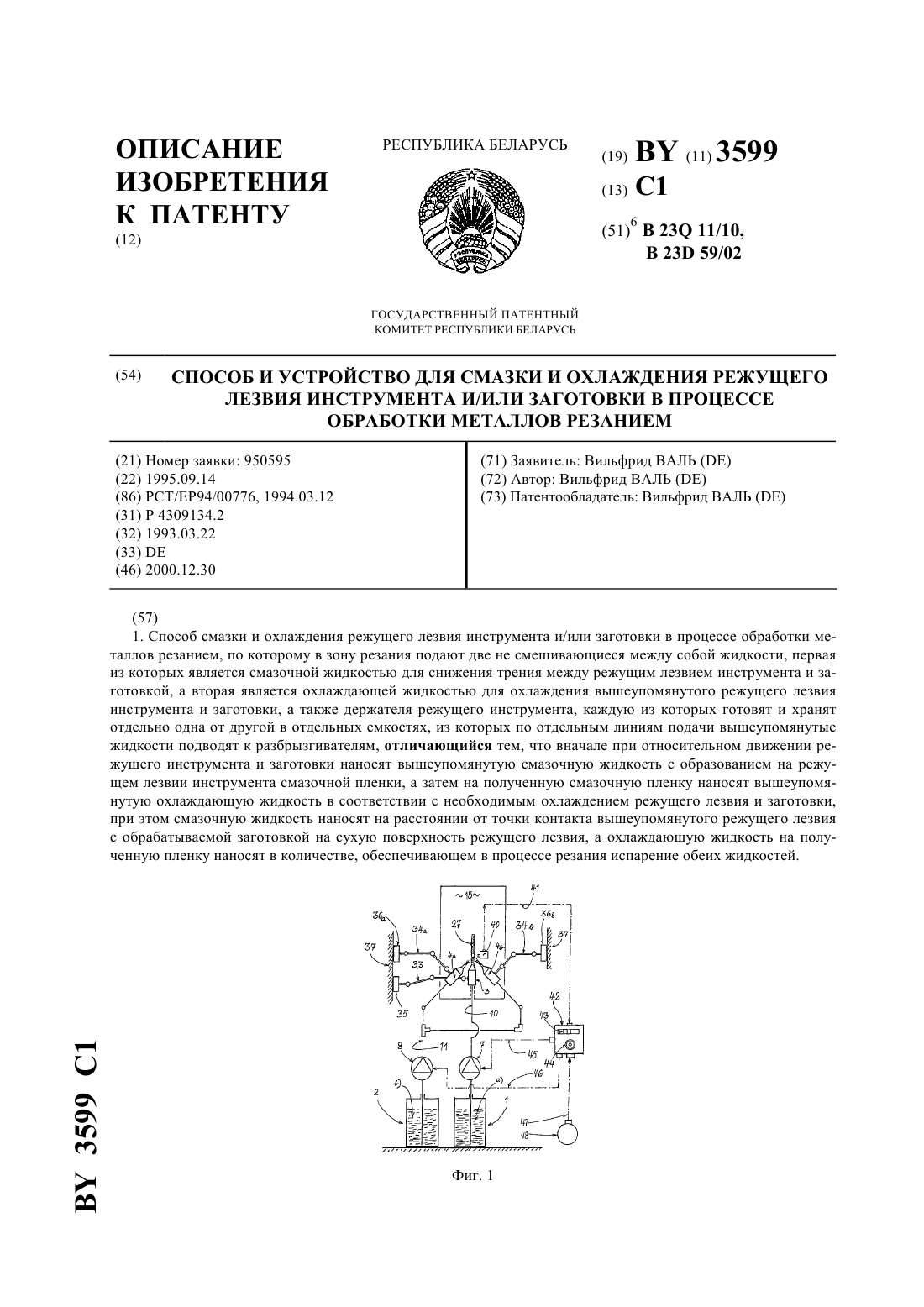
Номер патента: 3599
Опубликовано: 30.12.2000
Автор: Вильфрид ВАЛЬ
МПК: B23Q 11/10, B23D 59/02
Метки: устройство, металлов, инструмента, резанием, заготовки, охлаждения, режущего, способ, лезвия, смазки, обработки, процессе
Текст:
...с помощью круглого или ленточного пильного полотна охлаждающую жидкость подают в соответствии с требующимся охлаждением заготовки или полотна пилы в таком расчетном количестве, чтобы она в процессе обработки спонтанно испарялась, так что отдельно наносимую смазочную жидкость при разбрызгивании на участок пильного полотна можно подавать в просвет перед участком резания на свободную от охлаждавшей жидкости сухую поверхность полотна с...
Предыдущий патент: Льнорасстилочная машина
Следующий патент: Способ получения паяемого покрытия на тонкой пленке алюминия
Случайный патент: Гусеничная машина