Способ нанесения покрытий на алюминиево-кремниевые сплавы
Номер патента: 15835
Опубликовано: 30.04.2012
Авторы: Злотников Игорь Иванович, Хило Петр Анатольевич, Пискунов Сергей Васильевич
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА АЛЮМИНИЕВОКРЕМНИЕВЫЕ СПЛАВЫ(71) Заявитель Учреждение образования Гомельский государственный технический университет имени П.О.Сухого(72) Авторы Злотников Игорь Иванович Пискунов Сергей Васильевич Хило Петр Анатольевич(73) Патентообладатель Учреждение образования Гомельский государственный технический университет имени П.О.Сухого(57) Способ нанесения покрытия на поверхность изделия из алюминиево-кремниевого сплава, при котором осуществляют микродуговое оксидирование поверхности изделия,проводимое до конечного напряжения 400-440 В в электролите, содержащем гидроксид калия, силикат натрия и воду, отличающийся тем, что перед микродуговым оксидированием изделие обрабатывают в растворе, содержащем 94-96 мас.азотной кислоты и 4-6 мас.фтористоводородной кислоты, в течение 0,5-1,5 минут, используют электролит,содержащий компоненты при следующем их соотношении, г/л гидроксид калия 1,5-6,0 силикат натрия 10-120 вода остальное,и процесс ведут при плотности постоянного тока 0,5-15,0 А/дм 2. Изобретение относится к области электрохимического нанесения покрытий на изделия из алюминия и его сплавов, а именно к анодному микродуговому оксидированию(МДО), и может быть использовано в машиностроении для получения износостойких и защитных покрытий на поверхностях деталей различного назначения. Известен способ формирования защитного покрытия на деталях запорной арматуры методом МДО в электролите, содержащем 3 г/л гидроксида калия, 10 г/л жидкого стекла и воду, при плотности тока 10-15 А/дм 2 при температуре электролита 40-60 С до получения слоя оксида алюминия толщиной 100-250 мкм 1. Недостатком способа является его неэффективность для МДО алюминиево-кремниевых сплавов. Известен способ получения покрытий на изделиях из алюминиево-кремниевых сплавов, включающий предварительную обработку сплавов путем воздействия энергетическими, физическими, механическими, химическими, металлургическими или другими 15835 1 2012.04.30 методами, обеспечивающими образование такой структуры сплава, при которой частицы кремнийсодержащих фаз располагаются в виде отдельных включений и/или их цепочек таким образом, что на плоском срезе материала среднее расстояние между границами соседних кремнийсодержащих включений составляет не более 5 от среднего размера включений, а последующее МДО проводят в электролите, содержащем (г/л) гидроксид калия 1-2, жидкое стекло 2-4 и воду 2. Недостатком способа является тот факт, что описанные способы предварительной обработки алюминиевых сплавов (например, термообработка) являются трудоемкими и длительными, а металлографический метод контроля изменений структуры металла после предварительной обработки представляет достаточно большие сложности в своем осуществлении. Наиболее близким по технической сущности и достигаемому результату является способ нанесения покрытия на алюминий и его сплавы в режиме МДО с использованием переменного напряжения частотой 50 Гц при плотности тока 5-35 А/дм 2 до конечного напряжения 400-440 В в электролите, содержащем (г/л) гидроксид калия (1,5-2,8), силикат натрия (10,5-18,2), водорастворимую соль (0,2-0,9) и воду 3. Способ позволяет получать на многих алюминиевых сплавах цветные декоративные покрытия, обладающие высокой механической прочностью, но при оксидировании алюминиево-кремниевых сплавов показатели получаемых покрытий, в первую очередь микротвердость и износостойкость, оказываются низкими. Задача изобретения - повышение механических свойств покрытий на алюминиевокремниевых сплавах. Поставленная задача решается за счет того, что в способе нанесения покрытия на поверхность изделия из алюминиево-кремниевого сплава, при котором осуществляют микродуговое оксидирование поверхности изделия, проводимое до конечного напряжения 400-440 В в электролите, содержащем гидроксид калия, силикат натрия и воду, согласно изобретению, перед микродуговым оксидированием изделие обрабатывают в растворе,содержащем 94-96 мас.азотной кислоты и 4-6 мас.фтористоводородной кислоты, в течение 0,5-1,5 минут, используют электролит, содержащий компоненты при следующем их соотношении, г/л гидроксид калия 1,5-6,0 силикат натрия 10-120 вода остальное,и процесс ведут при плотности постоянного тока 0,5-15 А/дм 2. Сущность изобретения заключается в следующем. При электролизе раствора силиката натрия и гидроксида калия на аноде (детали, изготовленной из алюминиево-кремниевого сплава) происходит разряд гидроксил-ионов и силикатных анионов, что приводит к окислению материала анода с образованием корунда (23) и осаждению диоксида кремния. При этом частицы кремнийсодержащих фаз алюминиевого сплава, имеющие более высокое сопротивление по сравнению с основной алюминиевой матрицей, экранируют электролит от металла, что препятствует равномерному протеканию процесса МДО. Если предварительно поверхность алюминиевого сплава обработать смесью указанных кислот,то азотная кислота (3) растворит поверхность алюминия, обнажив зерна кремнийсодержащих фаз, а фтористоводородная кислотарастворит кремнийсодержащие соединения. В результате этих процессов на поверхности оксидируемой детали практически не остается кремнийсодержащих фаз, и процесс МДО протекает беспрепятственно с образованием покрытия с высокими механическими показателями и износостойкостью. Если использовать смесь кислот с содержаниемменее 4 мас. , то растворение кремниевых фаз происходит медленно и не полностью, а при содержанииболее 6 мас.замедляется процесс растворения алюминиевой матрицы. При концентрациях силиката натрия в электролите более 120 г/л получается рыхлое керамическое покрытие с низкой механической прочность и износостойкостью. При со 2 15835 1 2012.04.30 держании силиката натрия менее 10 г/л процессобразования покрытия сильно замедляется, а покрытие получается тонким. Введение в состав электролита гидроксида калия ускоряет процесс образования покрытия, увеличивает его толщину и качество. При содержании в электролите гидроксида калия в количестве меньше 1,5 г/л в оксидном покрытии не формируются микроканалы, необходимые для обеспечения доступа ионов кислорода к поверхности металла, и покрытие получается тонким. При содержании гидроксида калия более 6,0 г/л скорость растворения оксидного слоя становится сравнимой со скоростью его роста и образующееся покрытие становится очень рыхлым. Проведение процесса МДО при постоянном токе способствует получению покрытия с более высокими механическими показателями. Использование тока с плотностью менее 0,5 А/дм 2 нецелесообразно, так как сильно удлиняет процесс получения покрытий, а при плотности тока более 15 А/дм 2 на рабочих электродах происходит бурное выделение водорода, из-за чего покрытие получается рыхлым. Процесс проводят, плавно повышая напряжение до 400-440 В. Проведение процесса при напряжениях более 440 В может привести к переходу процесса из микродугового режима в дуговой, что сопровождается разрушением покрытия. Процесс нанесения покрытия осуществляют следующим образом. Деталь из алюминиево-кремниевого сплава погружают в смесь кислот заявляемого состава и выдерживают в течение 0,5-1,5 минут. Затем деталь промывают проточной водой и подключают к аноду регулируемого источника постоянного напряжения и погружают в электролит. Вторым электродом служит корпус ванны, изготовленной из нержавеющей стали или титана. Плавно повышая напряжение, добиваются начала искрения и затем поддерживают постоянную плотность тока до завершения процесса МДО (до 400-440 В). После завершения процесса деталь извлекают из электролита, промывают проточной водой и сушат. Предлагаемый способ нанесения покрытия на поверхность изделия из алюминиевокремниевого сплава реализован следующим образом. Пример 1 Прямоугольный образец из алюминиево-кремниевого сплава марки АК 6 М 2 выдерживали в смеси кислот, содержащей 94 мас.3 и 6 мас.в течение 0,5 минут. Образец промывали и, подключив к аноду регулируемого источника постоянного напряжения, погружали в электролит, содержащий, г/л гидроксид калия 1,5 и натриевое жидкое стекло (ГОСТ 13078-81) 10 (по сухому остатку). Вторым электродом служила емкость для электролита, изготовленная из нержавеющей стали. Плавно повышая напряжение устанавливали плотность тока на образце, равную 0,5 А/дм 2. Через 10 минут на образце начиналось искрение. По мере формирования покрытия его сопротивление возрастает и для обеспечения постоянства плотности тока напряжение периодически повышали. Через 50 минут напряжение достигло 440 В и процесс прекратили. Пример 2 Прямоугольный образец из алюминиево-кремниевого сплава марки АК 6 М 2 выдерживали в смеси кислот, содержащей 96 мас.3 и 4 мас.в течение 1,5 минут. Образец промывали и, подключив к аноду источника постоянного напряжения, погружали в электролит, содержащий, г/л гидроксид калия 6 и натрий кремнекислый мета девятиводный (ГОСТ 4214-78) 120 (в пересчете на основное вещество). Вторым электродом служила емкость для электролита из нержавеющей стали. Повышая напряжение устанавливали плотность тока, равную 15 А/дм 2. Через 2 минуты на образце начиналось искрение. В течение процесса МДО напряжение плавно повышали, поддерживая постоянную плотность тока. Через 20 минут напряжение достигло 400 В и процесс прекратили. Пример 3 Пробку крана водозапорной арматуры из сплава АК 6 М 2 выдерживали в смеси кислот,содержащей 95 мас.3 и 5 мас.в течение 1,0 минут. Деталь промывали и, подключив к аноду регулируемого источника постоянного напряжения, погружали в электро 3 15835 1 2012.04.30 лит, содержащий, г/л гидроксид калия 3 и силикат натрия растворимый (ГОСТ 13079-81) 60. Вторым электродом служила емкость для электролита из нержавеющей стали. Плавно повышая напряжение устанавливали плотность тока на образце, равную 10 А/дм 2. Через 3 минуты на электродах начиналось искрение. В процесс МДО поддерживали постоянную плотность тока, повышая напряжение. Через 25 минут напряжение достигло 420 В и процесс прекратили. Покрытие по прототипу получали на образцах из сплава АК 6 М 2. Сравнительные свойства покрытий, полученных по предлагаемому способу и по прототипу, приведены в таблице. Сравнительные свойства покрытий Патент РБ Покрытие по примеру 6814 1 2 3 Микротвердость, ГПа 6,0-7,0 12,1 13,0 13,5 2 8,5-10,0 4,0 3,5 3,3 Абразивный износ, мг/см мин Как следует из представленных данных, абразивный износ у покрытий, полученных по изобретению, меньше, чем у покрытий, полученных по известному способу, в 2-3 раза. Покрытия, получаемые по предлагаемому способу, имеют микротвердость в 2 раза большую, чем по прототипу. Микротвердость покрытий определяли по стандартной методике на приборе ПМТ-3 при нагрузке 2 . Стойкость к абразивному изнашиванию определяли на машине тренияпри трении по свежему следу по абразивному полотну из карбида кремния зернистостью 150 мкм. Разработанный способ был применен для получения износостойких покрытий на поверхности опытной партии водо- и газозапорной арматуры (краны пробковые и вентильные), что подтверждает соответствие заявляемого технического решения критерию промышленная применимость. Характеристика Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C25D 11/06
Метки: нанесения, сплавы, алюминиево-кремниевые, покрытий, способ
Код ссылки
<a href="https://by.patents.su/4-15835-sposob-naneseniya-pokrytijj-na-alyuminievo-kremnievye-splavy.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения покрытий на алюминиево-кремниевые сплавы</a>
Способ нанесения покрытий на алюминий и его сплавы
Номер патента: 6814
Опубликовано: 30.03.2005
Авторы: Пискунов Сергей Васильевич, Злотников Игорь Иванович
МПК: C25D 11/06
Метки: сплавы, нанесения, алюминий, покрытий, способ
Текст:
...калия ускоряет процесс образования покрытия и увеличивает его толщину. При содержании в электролите гидроксида калия в количестве меньше 1,5 г/л в оксидном покрытии не формируются микроканалы, необходимые для обеспечения доступа ионов кислорода к поверхности металла. При содержании КОН более 2,8 г/л скорость растворения оксидного слоя становится сравнимой со скоростью его роста, и образующееся покрытие становится пористым и рыхлым. 2 6814 1...
Способ нанесения износостойких покрытий на алюминий и его сплавы
Номер патента: 9364
Опубликовано: 30.06.2007
Авторы: Петрашенко Петр Дмитриевич, Злотников Игорь Иванович, Злотников Александр Игоревич, Ловгач Валерий Николаевич, Хило Петр Анатольевич
МПК: C25D 11/02
Метки: алюминий, покрытий, износостойких, способ, сплавы, нанесения
Текст:
...(ПАВ).Сущность изобретения заключается в следующем. При электролизе раствора жидкого стекла (силиката натрия) и гидроксида калия на аноде происходит разряд гидроксилионов и силикатных анионов, что приводит к окислению материала анода с образованием корунда (А 12 О 3) и осаждению диоксида кремния. Сформированное оксиднокерамическое покрытие имеет выраженную пористость, образованную микроканалами, по которым происходит микродуговой пробой...
Способ нанесения износо- и теплостойких керамических покрытий на деформируемые и литейные алюминиевые сплавы
Номер патента: 5551
Опубликовано: 30.09.2003
Авторы: Чигринов Виталий Евгеньевич, Кухарев Александр Анатольевич, Чигринова Наталья Михайловна
МПК: C25D 11/06
Метки: нанесения, деформируемые, износо, алюминиевые, покрытий, сплавы, теплостойких, литейные, керамических, способ
Текст:
...427 и натрия кремнекислого 2392 в приведенных выше количествах позволяет исключить и адгезии, снижению его шероховатости (за счет влияния 427), а также позволяет интенсифицировать процесс АМДО и обеспечивает более быстрый выход на режим искрения (влияние 2392). Растворение в электролите гидроокиси натрияв количестве 0,08-0,1 г/л способствует существенному повышению электропроводности электролита и соответственно увеличению...
Способ нанесения покрытий твердой пайкой, преимущественно на втулки
Номер патента: 6402
Опубликовано: 30.09.2004
Авторы: Шумов Олег Васильевич, Пантелеенко Федор Иванович
МПК: B22F 7/04
Метки: преимущественно, нанесения, твердой, пайкой, втулки, способ, покрытий
Текст:
...техническое железо, а материалом заготовки покрытия - медь, латунь. При нанесении наружного покрытия материалом детали может быть - алюминиевая или оловянная бронзы, а материалом заготовки покрытия - низкоуглеродистая сталь, техническое железо. Отличительным признаком заявляемого способа от прототипа является а) иное проведение операции нагрева, а именно - в другой среде, создаваемой в контейнере с порошковой насыщающей смесью для...
Способ нанесения гальванических покрытий
Номер патента: 1366
Опубликовано: 16.09.1996
Авторы: Хмыль Александр Александрович, Саковец Сергей Иванович, Шапчиц Алесь Владимирович
МПК: C25D 5/18
Метки: нанесения, покрытий, способ, гальванических
Текст:
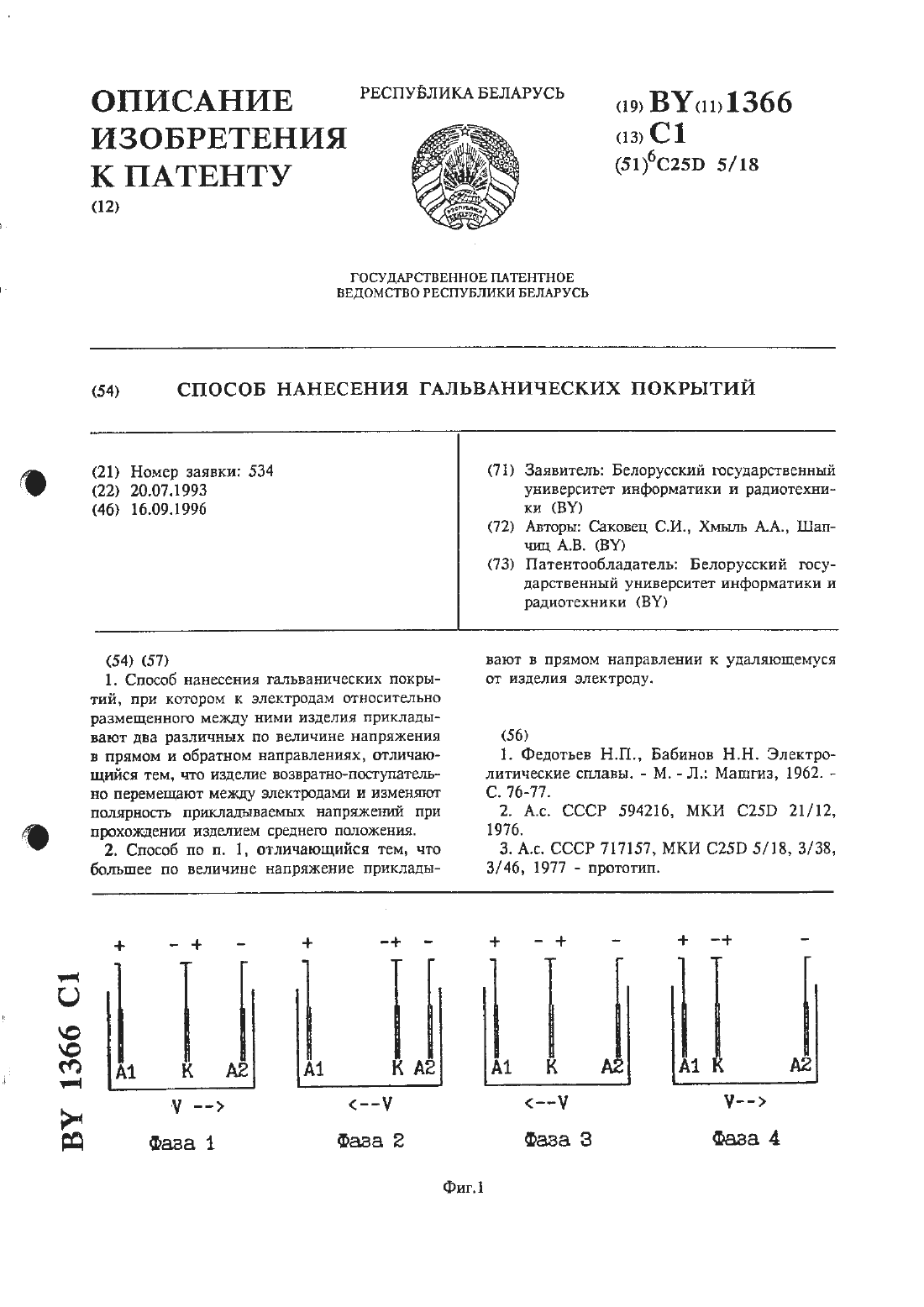
...правого положения, начнет двигаться в обратном направлении и не пересечет линию, находящуюся на равном расстоянии между анодами ( Фиг. 1, Фаза 2 ). В момент пересечения катодом этой линии меняется полярность на противоположную между катодом и анодом 1, катодом и анодом 2 (Фиг.1, фаза 3). Переключе З ние полярности источников питания электродов в любой другой момент приводит к снижени положительного эффекта в равномерности покрытия. Далее...
Предыдущий патент: Способ выявления наличия метадона в организме человека
Следующий патент: Высокопрочный антифрикционный чугун
Случайный патент: Устройство для синтеза тройных полупроводниковых соединений