Способ получения детали узла трения скольжения
Номер патента: 15817
Опубликовано: 30.04.2012
Авторы: Белоцерковский Марат Артемович, Кукареко Владимир Аркадьевич, Камко Александр Иванович, Прядко Александр Сергеевич
Текст
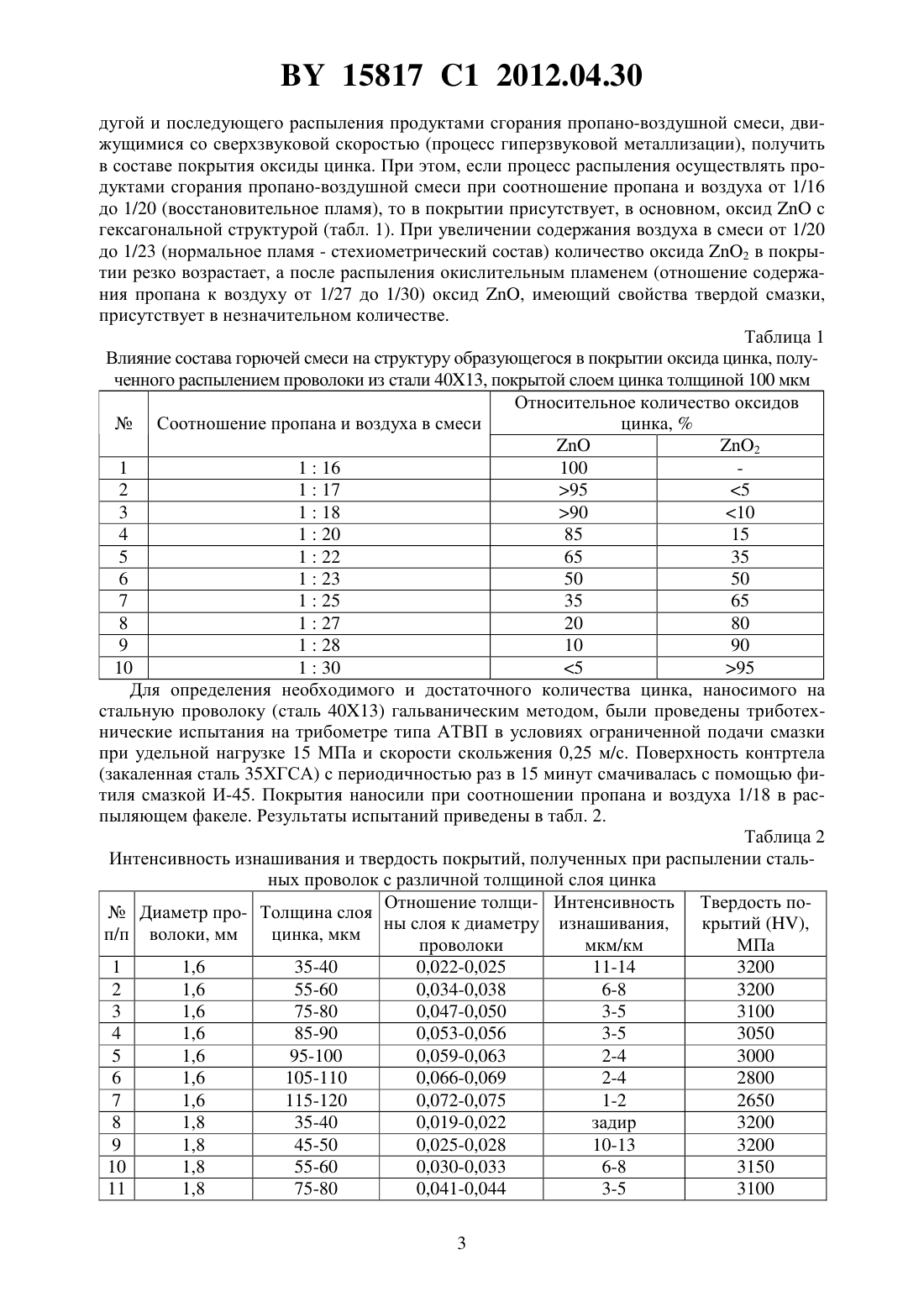
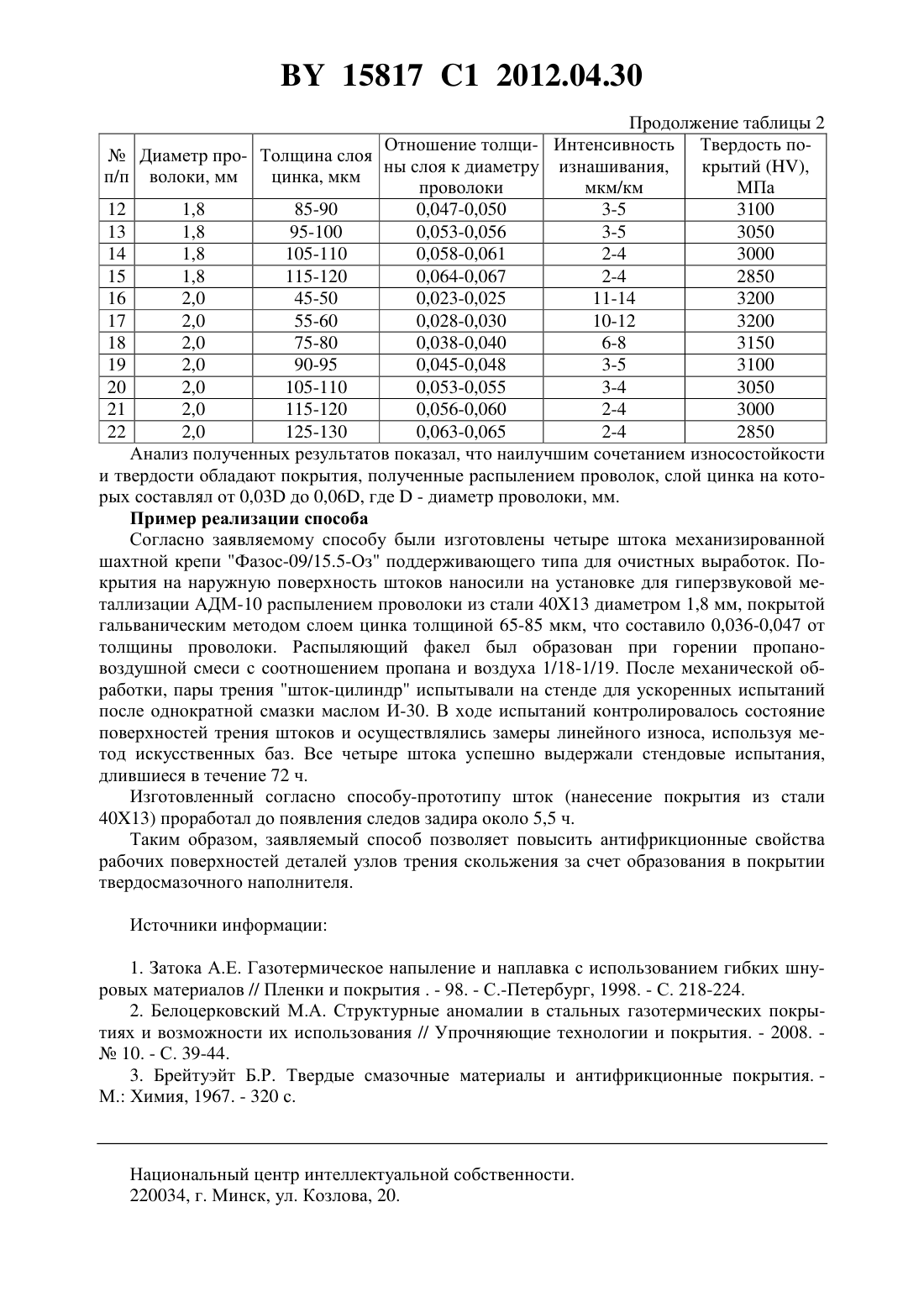
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛИ УЗЛА ТРЕНИЯ СКОЛЬЖЕНИЯ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Белоцерковский Марат Артемович Кукареко Владимир Аркадьевич Камко Александр Иванович Прядко Александр Сергеевич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) Способ получения детали узла трения скольжения, включающий изготовление заготовки из черного металла, формирование на ее рабочей поверхности покрытия путем нагрева электрической дугой проволоки из легированной стали и последующего распыления проволоки потоком продуктов сгорания пропано-воздушной смеси, движущимся со сверхзвуковой скоростью, механическую обработку покрытия, отличающийся тем, что отношение содержания пропана к воздуху в смеси выбирают от 116 до 120, а проволоку перед нагревом покрывают слоем цинка толщиной от 0,03 до 0,06, где- диаметр проволоки, мм. Изобретение относится к технологии изготовления деталей узлов трения скольжения с применением методов газотермического нанесения покрытий и, в частности, деталей узлов трения скольжения, эксплуатирующихся в условиях граничной смазки при повышенных удельных нагрузках. Может быть использовано при изготовлении элементов подшипников и опор скольжения, сферических и цилиндрических сочленений, применяемых в металлургической промышленности, автомобилестроении, сельхозмашиностроении, станкостроении. Известен способ получения детали узла трения скольжения 1, включающий изготовление заготовки из черного металла, формирование на ее рабочей поверхности покрытия путем нагрева и распыления в высокотемпературной зоне факела газового пламени шнура, состоящего из композиционной порошковой шихты и полимерной оболочки, механическую обработку покрытия. Недостатком известного способа является необходимость использования для формирования покрытия дорогостоящего гибкого шнура (стоимость 5090 долл. США за 1 кг). При необходимости изготовления деталей стоимостью до 20 долл. США применение данного способа нерационально. 15817 1 2012.04.30 Наиболее близким по технической сущности к заявляемому является способ получения детали узла трения скольжения 2, принятый за прототип, включающий изготовление заготовки из черного металла, формирование на ее рабочей поверхности покрытия путем нагрева проволоки из легированной стали электрической дугой и распыления потоком продуктов сгорания пропано-воздушной смеси стехиометрического состава, движущимся со сверхзвуковой скоростью, механическую обработку. В данном способе в структуре стального напыленного покрытия формируется метастабильный аустенит, имеющий низкую температуру протекания деформационногопревращения, что позволяет получить более высокую задиростойкость. Недостатком данного способа является невозможность обеспечения высоких антифрикционных свойств детали узла трения скольжения в процессе эксплуатации в условиях граничного трения, то есть низкой интенсивности изнашивания в процессе приработки и дальнейшей эксплуатации, низкого и стабильного коэффициента трения в моменты масляного голодания. Задачей изобретения является повышение антифрикционных свойств детали (износостойкости, стойкости к задиру, снижение коэффициента трения покрытий) за счет образования в покрытии в процессе напыления твердой смазки. Для решения поставленной задачи в способе получения детали узла трения скольжения, включающем изготовление заготовки из черного металла, формирование на ее рабочей поверхности покрытия путем нагрева электрической дугой проволоки из легированной стали и последующее распыления проволоки потоком продуктов сгорания пропано-воздушной смеси, движущимся со сверхзвуковой скоростью, механическую обработку покрытия, согласно изобретению, отношение содержания пропана к воздуху в смеси выбирают от 116 до 120, а проволоку перед нагревом покрывают слоем цинка толщиной от 0,03 до 0,06, где- диаметр проволоки, мм. Повышенная задиростойкость трибосопряжения в процессе граничного трения с периодическими кратковременными переходами в сухое обеспечивается наличием в рабочем поверхностном слое покрытия твердосмазочного наполнителя. В моменты разрыва масляной пленки твердая смазка позволяет предотвращать схватывание контактирующих поверхностей, стабилизирует коэффициент трения и предотвращает резкое повышение температуры. Механизм действия твердых смазок в самом элементарном виде состоит в разделении трущихся поверхностей и предупреждении возможности их непосредственного контакта за счет локализации сдвиговых деформаций в слое смазки. При этом прочность возникающих когезионных молекулярных связей в зоне трения больше прочности атомных связей в материале твердой смазки. К структурным твердым смазкам относятся графит,тальк, слюда, вермикулит, гексагональный нитрид бора, дихалькогениды тугоплавких металлов, некоторые оксиды легкоплавких металлов, имеющие, как правило, гексагональную кристаллическую решетку 3. Этим материалам присуща ярко выраженная слоистая структура с резкой анизотропией механических свойств, что и обусловливает локализацию сдвиговых деформаций в твердом смазочном слое и создание преимущественной кристаллографической ориентации плоскости базиса параллельно направлению трения. Антизадирными протекторными свойствами обладает оксид цинка , поскольку структура этого соединения имеет гексагональное строение, что предопределяет низкое сопротивлению сдвигу в базисных плоскостях и невысокую твердость. Аналогичное строение и свойства имеют, например, фтористый кальций, графит. Помимо этого оксида существует также двуокись цинка 2 - более твердое вещество, которое не обладает свойствами твердой смазки, поскольку имеет кубическую решетку. На начальном этапе окисления цинка в процессе нагрева на открытом воздухе образуется оксид , который затем трансформируется в двуокись 2. Как показали рентгеноструктурные исследования, проведенные авторами, предварительное покрытие цинком стальной проволоки позволяет после ее нагрева электрической 2 15817 1 2012.04.30 дугой и последующего распыления продуктами сгорания пропано-воздушной смеси, движущимися со сверхзвуковой скоростью (процесс гиперзвуковой металлизации), получить в составе покрытия оксиды цинка. При этом, если процесс распыления осуществлять продуктами сгорания пропано-воздушной смеси при соотношение пропана и воздуха от 1/16 до 1/20 (восстановительное пламя), то в покрытии присутствует, в основном, оксидс гексагональной структурой (табл. 1). При увеличении содержания воздуха в смеси от 1/20 до 1/23 (нормальное пламя - стехиометрический состав) количество оксида 2 в покрытии резко возрастает, а после распыления окислительным пламенем (отношение содержания пропана к воздуху от 1/27 до 1/30) оксид , имеющий свойства твердой смазки,присутствует в незначительном количестве. Таблица 1 Влияние состава горючей смеси на структуру образующегося в покрытии оксида цинка, полученного распылением проволоки из стали 4013, покрытой слоем цинка толщиной 100 мкм Относительное количество оксидовСоотношение пропана и воздуха в смеси цинка,2 1 116 100 2 117 95 5 3 118 90 10 4 120 85 15 5 122 65 35 6 123 50 50 7 125 35 65 8 127 20 80 9 128 10 90 10 130 5 95 Для определения необходимого и достаточного количества цинка, наносимого на стальную проволоку (сталь 4013) гальваническим методом, были проведены триботехнические испытания на трибометре типа АТВП в условиях ограниченной подачи смазки при удельной нагрузке 15 МПа и скорости скольжения 0,25 м/с. Поверхность контртела(закаленная сталь 35 ХГСА) с периодичностью раз в 15 минут смачивалась с помощью фитиля смазкой И-45. Покрытия наносили при соотношении пропана и воздуха 1/18 в распыляющем факеле. Результаты испытаний приведены в табл. 2. Таблица 2 Интенсивность изнашивания и твердость покрытий, полученных при распылении стальных проволок с различной толщиной слоя цинка Отношение толщи- Интенсивность Твердость по Диаметр про- Толщина слоя ны слоя к диаметру изнашивания,крытий ,п/п волоки, мм цинка, мкм проволоки мкм/км МПа 1 1,6 35-40 0,022-0,025 11-14 3200 2 1,6 55-60 0,034-0,038 6-8 3200 3 1,6 75-80 0,047-0,050 3-5 3100 4 1,6 85-90 0,053-0,056 3-5 3050 5 1,6 95-100 0,059-0,063 2-4 3000 6 1,6 105-110 0,066-0,069 2-4 2800 7 1,6 115-120 0,072-0,075 1-2 2650 8 1,8 35-40 0,019-0,022 задир 3200 9 1,8 45-50 0,025-0,028 10-13 3200 10 1,8 55-60 0,030-0,033 6-8 3150 11 1,8 75-80 0,041-0,044 3-5 3100 3 15817 1 2012.04.30 Продолжение таблицы 2 Отношение толщи- Интенсивность Твердость по Диаметр про- Толщина слоя ны слоя к диаметру изнашивания,крытий ,п/п волоки, мм цинка, мкм проволоки мкм/км МПа 12 1,8 85-90 0,047-0,050 3-5 3100 13 1,8 95-100 0,053-0,056 3-5 3050 14 1,8 105-110 0,058-0,061 2-4 3000 15 1,8 115-120 0,064-0,067 2-4 2850 16 2,0 45-50 0,023-0,025 11-14 3200 17 2,0 55-60 0,028-0,030 10-12 3200 18 2,0 75-80 0,038-0,040 6-8 3150 19 2,0 90-95 0,045-0,048 3-5 3100 20 2,0 105-110 0,053-0,055 3-4 3050 21 2,0 115-120 0,056-0,060 2-4 3000 22 2,0 125-130 0,063-0,065 2-4 2850 Анализ полученных результатов показал, что наилучшим сочетанием износостойкости и твердости обладают покрытия, полученные распылением проволок, слой цинка на которых составлял от 0,03 до 0,06, где- диаметр проволоки, мм. Пример реализации способа Согласно заявляемому способу были изготовлены четыре штока механизированной шахтной крепи Фазос-09/15.5-Оз поддерживающего типа для очистных выработок. Покрытия на наружную поверхность штоков наносили на установке для гиперзвуковой металлизации АДМ-10 распылением проволоки из стали 4013 диаметром 1,8 мм, покрытой гальваническим методом слоем цинка толщиной 65-85 мкм, что составило 0,036-0,047 от толщины проволоки. Распыляющий факел был образован при горении пропановоздушной смеси с соотношением пропана и воздуха 1/18-1/19. После механической обработки, пары трения шток-цилиндр испытывали на стенде для ускоренных испытаний после однократной смазки маслом И-30. В ходе испытаний контролировалось состояние поверхностей трения штоков и осуществлялись замеры линейного износа, используя метод искусственных баз. Все четыре штока успешно выдержали стендовые испытания,длившиеся в течение 72 ч. Изготовленный согласно способу-прототипу шток (нанесение покрытия из стали 4013) проработал до появления следов задира около 5,5 ч. Таким образом, заявляемый способ позволяет повысить антифрикционные свойства рабочих поверхностей деталей узлов трения скольжения за счет образования в покрытии твердосмазочного наполнителя. Источники информации 1. Затока А.Е. Газотермическое напыление и наплавка с использованием гибких шнуровых материалов // Пленки и покрытия . - 98. - С.-Петербург, 1998. - С. 218-224. 2. Белоцерковский М.А. Структурные аномалии в стальных газотермических покрытиях и возможности их использования // Упрочняющие технологии и покрытия. - 2008.10. - С. 39-44. 3. Брейтуэйт Б.Р. Твердые смазочные материалы и антифрикционные покрытия. М. Химия, 1967. - 320 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B05D 5/08
Метки: способ, скольжения, получения, трения, детали, узла
Код ссылки
<a href="https://by.patents.su/4-15817-sposob-polucheniya-detali-uzla-treniya-skolzheniya.html" rel="bookmark" title="База патентов Беларуси">Способ получения детали узла трения скольжения</a>
Способ изготовления детали узла трения скольжения
Номер патента: 12982
Опубликовано: 30.04.2010
Авторы: Жорник Виктор Иванович, Белоцерковский Марат Артемович, Камко Александр Иванович, Прядко Александр Сергеевич, Кукареко Владимир Аркадьевич, Заболоцкий Михаил Михайлович
МПК: C23C 28/00
Метки: трения, изготовления, скольжения, узла, способ, детали
Текст:
...имеющего низкую температуру протекания деформационногопревращения, соответствующую температурам эксплуатации узлов трения скольжения (270-320 К), необходимо покрытия из проволочных сталей мартенситного класса нагревать и распылять струей газокислородного факела, то есть использовать метод газопламенного проволочного напыления. Для получения того же эффекта при нанесении покрытий из проволочных сталей аустенитного класса необходимо...
Способ изготовления детали узла трения скольжения
Номер патента: 11869
Опубликовано: 30.04.2009
Авторы: Жорник Виктор Иванович, Камко Александр Иванович, Белоцерковский Марат Артемович, Леванцевич Михаил Александрович
МПК: F16C 33/04
Метки: изготовления, трения, узла, детали, скольжения, способ
Текст:
...является уменьшение продолжительности процесса приработки,снижение коэффициента трения и повышение износостойкости деталей узлов трения скольжения, что позволит повысить их надежность и долговечность при эксплуатации в диапазоне высоких удельных нагрузок. Для решения поставленной задачи, в способе изготовления детали узла трения скольжения, включающем изготовление заготовки из черного металла, формирование на рабочей поверхности заготовки...
Способ обработки рабочей поверхности детали узла трения
Номер патента: 14996
Опубликовано: 30.10.2011
Авторы: Селькин Владимир Петрович, Сосновский Сергей Васильевич, Михневич Анатолий Станиславович, Хомченко Алексей Владимирович
МПК: C23C 28/00
Метки: узла, детали, рабочей, трения, способ, обработки, поверхности
Текст:
...на стандартном оборудовании для электроискровой обработки металлов, например, марки ЭЛИТРОН при рабочем токе 0,5-10 . Режимы работы оборудования и модель установки выбирают в зависимости от необходимой толщины наносимого покрытия и заданной производительности процесса. В отличие от прототипа после электроискрового легирования механическую обработку (шлифование) сформированного основного покрытия (из материала на основе меди) не...
Антифрикционный материал РОМАНИТ-С, способ его получения и элемент узла трения
Номер патента: 7850
Опубликовано: 28.02.2006
Авторы: Романов Дмитрий Сергеевич, Романов Сергей Михайлович
МПК: B22F 3/18, B22F 7/04, B22F 3/16...
Метки: романит-с, антифрикционный, способ, получения, трения, материал, элемент, узла
Текст:
...гранулы 2,0-24,0 медь остальное. Недостатком описанного материала, способа его получения и элемента узла трения,выполненного с использованием этого материала, является невозможность работы при отсутствии смазки. Разделительная пленка, которая появляется на поверхности контактирующей пары, не имеет достаточной прочности для предотвращения износа контактирующей пары в отсутствии смазки. В основу изобретения поставлена задача создать...
Антифрикционный материал РОМАНИТ-Н, способ его получения и элемент узла трения
Номер патента: 7418
Опубликовано: 30.12.2005
Авторы: Романов Сергей Михайлович, Романов Дмитрий Сергеевич
МПК: B22F 3/12, C22C 9/00, F16C 33/06...
Метки: узла, антифрикционный, романит-н, получения, трения, способ, элемент, материал
Текст:
...пузырей, которые разрывают антифрикционный материал, нарушают целостность структуры антифрикционного материала и, в конечном счете, приводят к разрушению антифрикционного материала. Для получения антифрикционного материала на медной основе с высокими механическими свойствами, содержащего 11,08-30,30 мас.железа, температура спекания не должна быть ниже 1000 . Кроме того, как показывает опыт, введение дисульфида молибдена в гранулы...
Предыдущий патент: Способ оценки защищенности от утечки речевого сигнала
Следующий патент: Интерферометрический способ определения угла клиновидности прозрачной пластины
Случайный патент: Насос-погрузчик