Способ контактной точечной сварки деталей из оцинкованной стали
Номер патента: 15100
Опубликовано: 30.12.2011
Авторы: Цумарев Юрий Алексеевич, Березиенко Валерий Петрович, Емельянов Светозар Николаевич, Коротеев Артур Олегович, Александров Валерий Михайлович
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ОЦИНКОВАННОЙ СТАЛИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Емельянов Светозар Николаевич Александров Валерий Михайлович Цумарев Юрий Алексеевич Березиенко Валерий Петрович Коротеев Артур Олегович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ контактной точечной сварки деталей из оцинкованной стали, включающий предварительный прижим деталей друг к другу между электродами с неизменным в течение всей сварки усилием, пропускание через детали в течение заданного времени н сварочного тока, нарастающего за это время от нуля до заданной величины св, последующее пропускание через детали тока величиной св, выключение тока и проковку сварного соединения в течение заданного времени ков, отличающийся тем, что величины тока св и промежутков времени н и ков, выраженные соответственно в амперах и секундах, задают в соответствии с выражениями 0,09 св 15100 1 2011.12.30 где эд - сопротивление контакта электрода с деталью, Ом Изобретение относится к области контактной точечной сварки, а более конкретно к сварке оцинкованных стальных листов, используемых в автомобилестроении и сельхозмашиностроении для повышения коррозионной стойкости изделий. Известен способ контактной точечной сварки оцинкованных сталей, включающий операции деформирования и удаления цинкового покрытия путем нагрева предварительным импульсом тока и следующей за этим операции образования сварной точки 1. Недостатками известного способа являются нарушение целостности покрытия в местах постановки точек, низкая коррозионная стойкость сварного соединения, а также низкая стойкость электродов, что обусловлено их взаимодействием с расплавленным защитным покрытием. Наиболее близким к заявляемому способу по технической сущности и достигаемому результату является способ контактной точечной сварки оцинкованных сталей, включающий операции предварительного сжатия деталей, формирования сварной точки путем пропускания постоянного по величине импульса сварочного тока и проковки, осуществляемые при постоянном усилии на электродах 2. Недостатками известного способа, принятого за прототип, также являются низкая коррозионная стойкость соединений и низкая стойкость электродов, что обусловлено мгновенным нарастанием импульса сварочного тока и отсутствием рекомендаций по оптимальному значению длительности проковки. Задачей заявляемого способа является повышение коррозионной стойкости сварных соединений, а также повышение стойкости электродов. Поставленная задача достигается тем, что в способе контактной точечной сварки деталей из оцинкованной стали, включающем предварительный прижим деталей друг к другу между электродами с неизменным в течение всей сварки усилием, пропускание через детали в течение заданного времени н сварочного тока, нарастающего за это время от нуля до заданной величины св, последующее пропускание через детали тока величиной св,выключение тока и проковку сварного соединения в течение заданного времени. При этом величины тока с и промежутков времени н и ков, выраженные соответственно в амперах и секундах, задают в соответствии с выражениями 0,09 св,2 св где эд - сопротивление контакта электрода с изделием, Ом,а эд определяют по формуле Благодаря тому что величину сварочного тока определяют по формуле св время нарастания сварочного тока от нуля до заданного св н , нагрев свариваемого изделия происходит плавно, без нагрева покрытия св до температуры плавления и операция формирования сварного соединения осуществляет 2 15100 1 2011.12.30 ся без затягивания ее во времени. Это обеспечивает сохранность защитного цинкового покрытия и сводит к минимуму взаимодействие рабочих поверхностей электродов с нагретым покрытием. Благодаря тому что продолжительность проковки определяют по формуле ков 2, электроды и защитное цинковое покрытие к моменту окончания проковки и св начала подъема подвижного электрода успевают охладиться и затвердеть в достаточной мере, чтобы не разрушать элементы покрытия за счет движения электрода. Таким образом, заявляемые отличительные признаки обеспечивают повышение коррозионной стойкости сварного соединения и повышение стойкости электродов, т.е. достижение поставленной задачи изобретения. Сущность изобретения поясняется фигурой, на которой показана циклограмма заявляемого способа контактной точечной сварки оцинкованных сталей. Заявляемый способ контактной точечной сварки осуществляется в следующей последовательности. Свариваемые детали собирают друг с другом, устанавливают их между электродами сварочной машины и сжимают между электродами с усилием св, а по истечении некоторого промежутка времени сж включают сварочный ток. На стадии пропускания сварочного тока задают и выдерживают продолжительность нарастания сварочного тока от нуля до заданного режимом сварки требуемого значения св, которая на циклограмме обозначена как величина н. Далее, по истечении времени св с момента начала нарастания сварочного тока сварочный ток выключают, а усилие на электродах, не изменяя его величины, не снимают в течение промежутка времени ков. 0,09, продолжиПри этом величину сварочного тока определяют по формуле свэд тельность стадии нарастания сварочного тока определяют по формуле н( продолжительность проковки определяют по формуле ков. Если сила сварочно 2 св го тока окажется большей, а продолжительность стадии нарастания сварочного тока окажется меньшей, чем это предлагается в заявленном способе контактной точечной сварки оцинкованных сталей, то процесс образования сварного соединения будет сопровождаться выплесками, которые приведут к снижению коррозионной стойкости сварного соединения и снижению стойкости электродов. Если величина сварочного тока окажется меньшей, а время нарастания сварочного тока окажется большим, чем этого требует заявляемый способ, то для формирования сварной точки придется увеличить общее время протекания сварочного тока, которое обозначено как св, что приведет к перегреву рабочих торцов электродов и защитного цинкового покрытия. Таким образом, возрастет вредное термическое воздействие на защитное покрытие и на электроды. Соответствующим образом снизится коррозионная стойкость сварного соединения и стойкость электродов. Если продолжительность проковки будет меньше величины, которая предусмотрена в заявляемом способе контактной точечной сварки оцинкованных сталей, цинковое покрытие, нагретое при сварке, не успеет охладиться и затвердеть. Поэтому часть его будет налипать на электроды, требуя их зачистки и снижая защитный эффект исходного покрытия. Большая продолжительность проковки приведет к снижению производительности труда. Пример. Проводилась контактная точечная сварка листов из стали 08 кп толщиной 1 мм, имеющих защитное цинковое покрытие толщиной 15 мкм. На основании предварительных экспериментов были определены значения коэффициентов 3,83103,-2,88,3 15100 1 2011.12.30 4106,0,455 и рассчитаны время нарастания сварочного тока н 0,08 с, а также продолжительность проковки ков 0,42 с. С учетом найденных значений был установлен следующий режим контактной точечной сварки св 10000 , св 0,2 с, н 0,08 с, ков 0,42 с, св 3500 . Сварные соединения, полученные в результате сварки по этому режиму, имели хороший внешний вид, высокую коррозионную прочность, а выплески в процессе сварки отсутствовали. Использование заявляемого способа контактной точечной сварки оцинкованных сталей обеспечивает сохранение покрытия в местах постановки точек, высокую коррозионную стойкость соединений, повышенную стойкость электродов и позволяет за счет этого получить экономический эффект. Источники информации Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23K 11/11
Метки: деталей, сварки, контактной, оцинкованной, точечной, способ, стали
Код ссылки
<a href="https://by.patents.su/4-15100-sposob-kontaktnojj-tochechnojj-svarki-detalejj-iz-ocinkovannojj-stali.html" rel="bookmark" title="База патентов Беларуси">Способ контактной точечной сварки деталей из оцинкованной стали</a>
Установка для контактной точечной сварки
Номер патента: U 865
Опубликовано: 30.06.2003
Автор: Болотов Сергей Владимирович
МПК: B23K 11/10
Метки: точечной, контактной, установка, сварки
Текст:
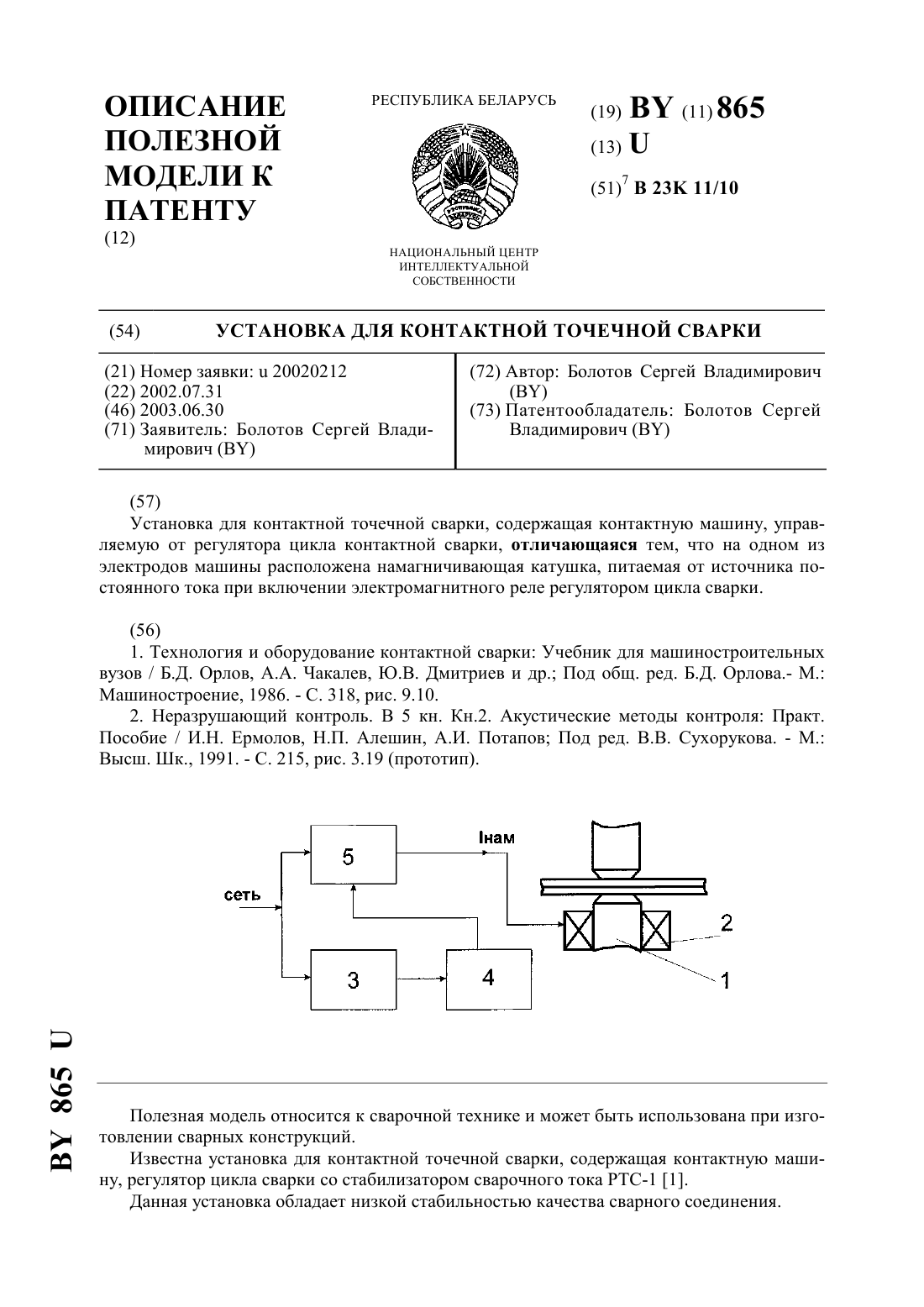
...изготовления электродов и возможностью образования воздушных пузырьков в водном акустическом контакте, существенно искажающих сигналы качества. Задачей полезной модели является обеспечение возможности контроля качества сварного соединения с высокой достоверностью. Поставленная задача достигается тем, в установке для контактной точечной сварки,содержащей контактную машину, управляемую от регулятора цикла контактной сварки,согласно...
Способ контактной точечной сварки
Номер патента: 6959
Опубликовано: 30.03.2005
Авторы: Фурманов Сергей Михайлович, Березиенко Валерий Петрович
МПК: B23K 11/10
Метки: контактной, способ, точечной, сварки
Текст:
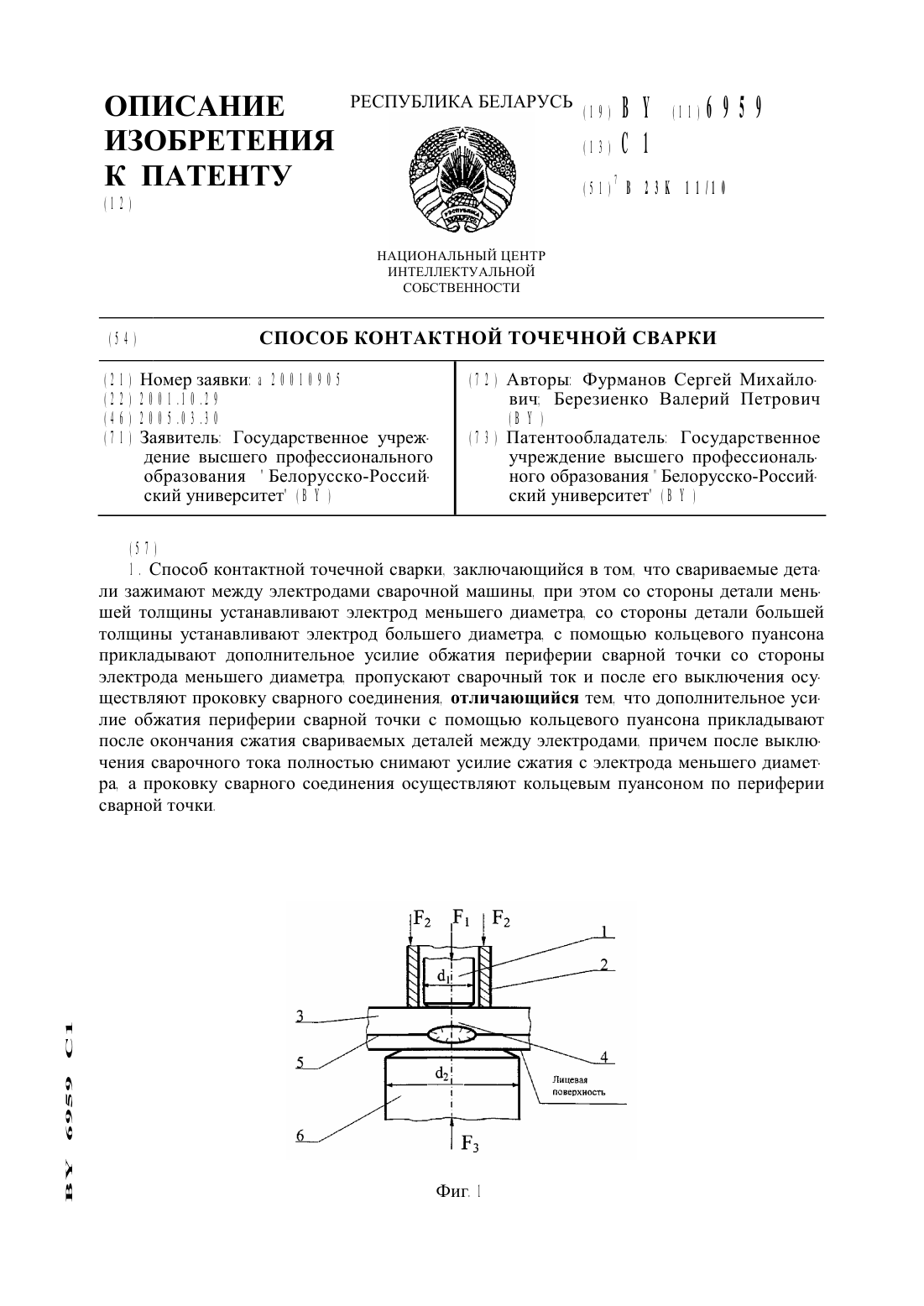
...с электрода меньшего диаметра. а проковку сварного соединения осушествляют только кольцевым пуансоном по периферии сварной точкиПри сварке по данному способу. согласно изобретению. после приложения усилия сжатия к электродам сварочной машины через свариваемые детали может быть пропущен дополнительный импульс тока подогрева. при этом усилие сжатия Р 1. прикладываемое к электродам сварочной машины. определяется из соотношенияР ф ОН ф. где...
Электродный узел для контактной точечной сварки
Номер патента: 4660
Опубликовано: 30.09.2002
Авторы: Попковский Виктор Александрович, Килессо Сергей Михайлович, Тарасенко Ирина Владимировна, Березиенко Валерий Петрович
МПК: B23K 11/30
Метки: электродный, контактной, сварки, узел, точечной
Текст:
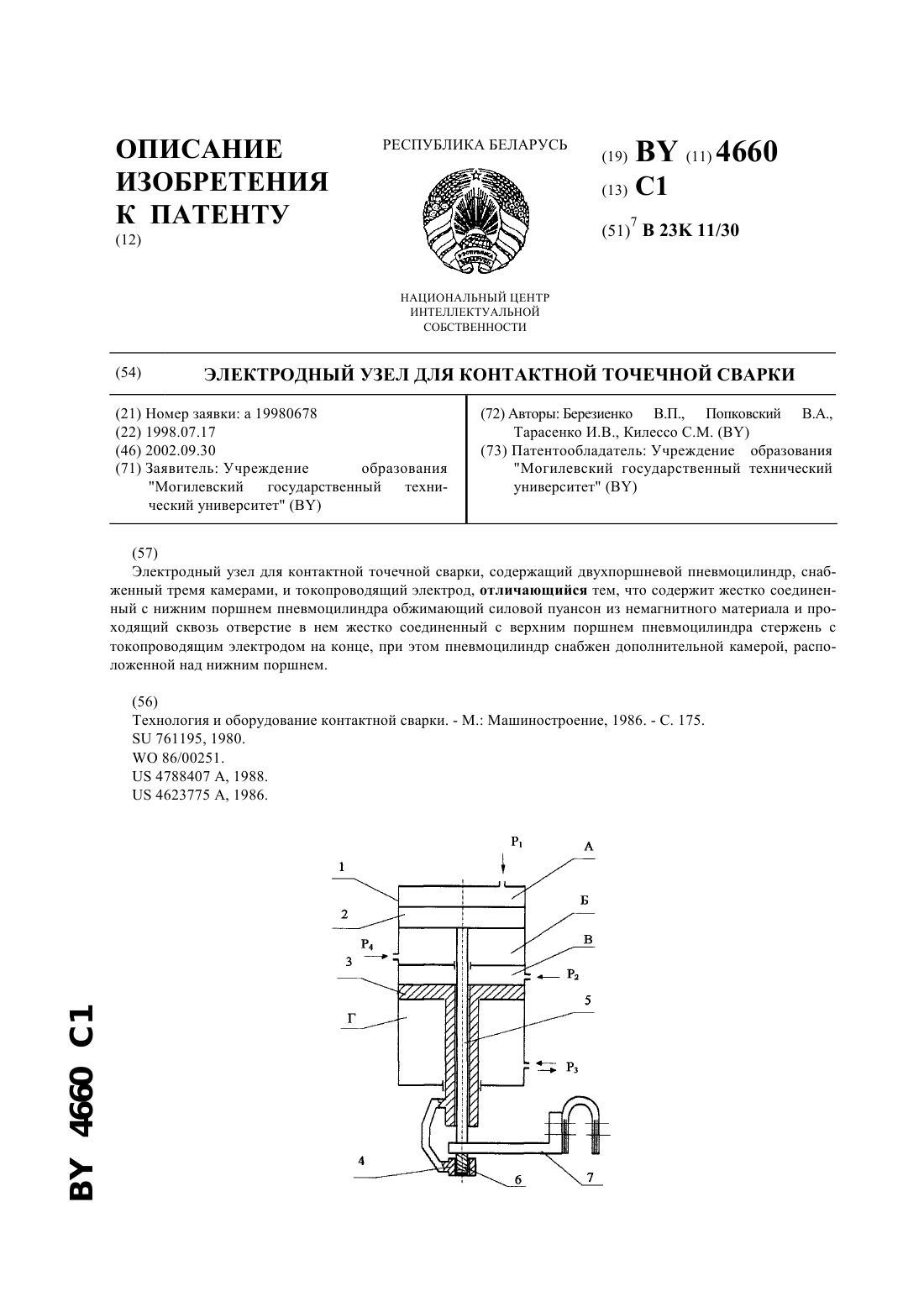
...содержащий двухпоршневый пневмоцилиндр, снабженный тремя камерами, и токопроводящий электрод, согласно изобретению, содержит жестко соединенный с нижним поршнем пневмоцилиндра обжимающий силовой пуансон из немагнитного материала и проходящий сквозь отверстие в нем жестко соединенный с верхним поршнем пневмоцилиндра стержень с токопроводящим электродом на конце, при этом пневмоцилиндр снабжен дополнительной камерой, расположенной над нижним...
Способ контактной точечной сварки плоской детали из листового металла с цилиндрической деталью
Номер патента: 12205
Опубликовано: 30.08.2009
Автор: Головаченко Александр Федорович
МПК: B23K 11/10
Метки: листового, контактной, цилиндрической, детали, способ, сварки, металла, точечной, деталью, плоской
Текст:
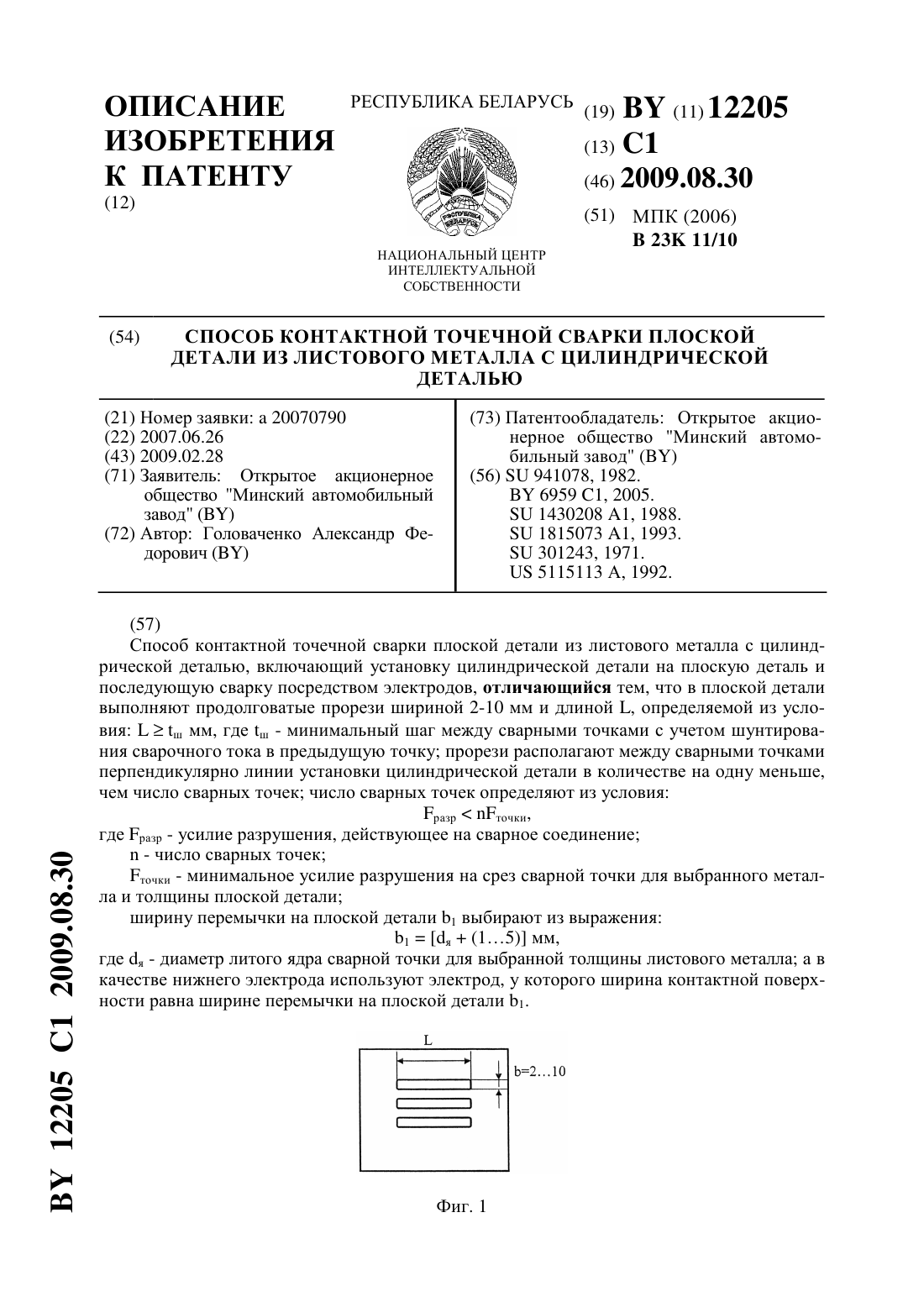
...из деталей с минимальными энергозатратами за счет уменьшения шунтирования сварочного тока и без значительного увеличения веса и габаритов сварного соединения путем укорачивания длины нахлестки. Поставленная задача достигается тем, что в способе контактной точечной сварки плоской детали из листового металла с цилиндрической деталью, включающем установку цилиндрической детали на плоскую деталь и последующую сварку посредством электродов в...
Устройство для контактной точечной сварки
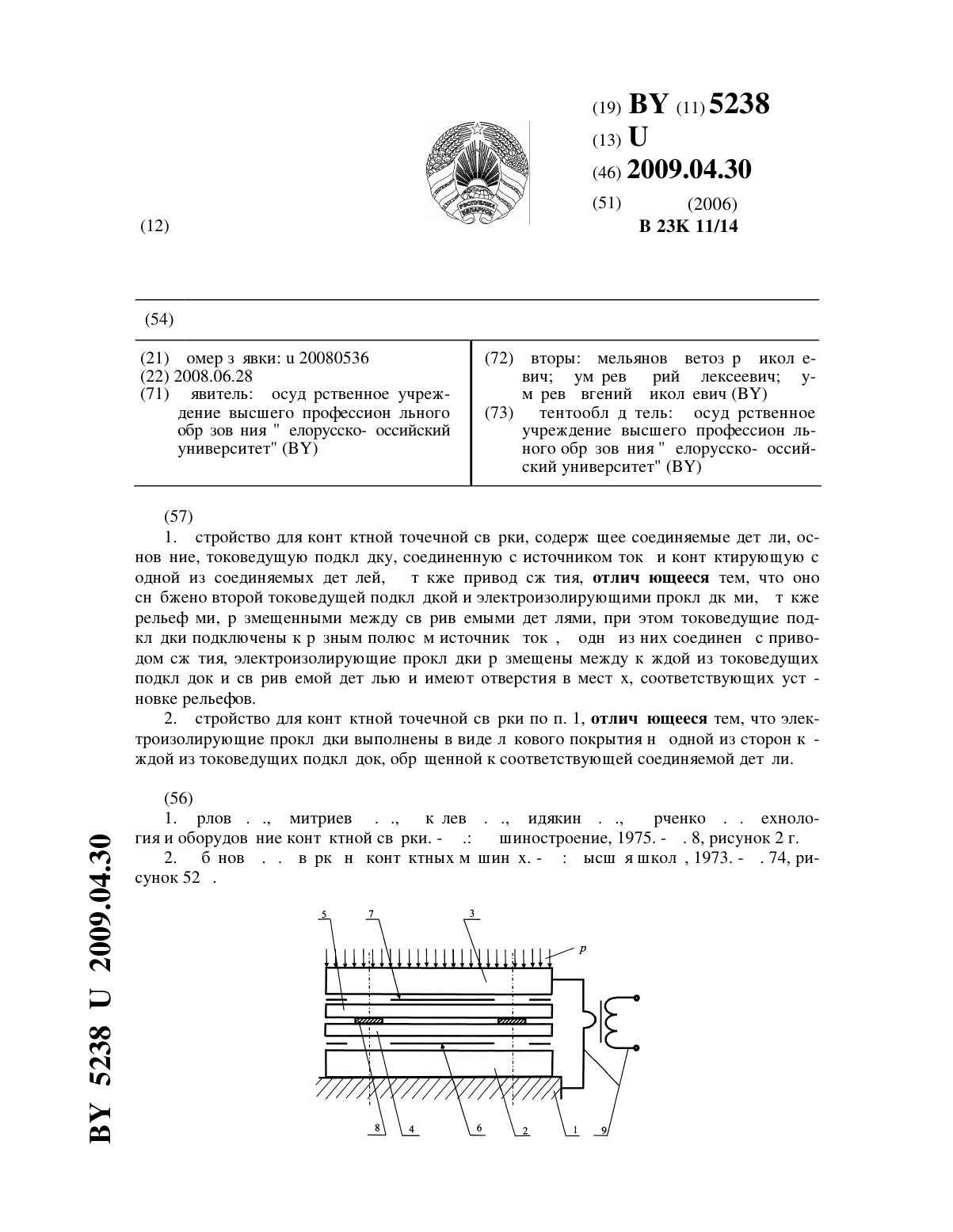
Номер патента: U 5238
Опубликовано: 30.04.2009
Авторы: Цумарев Евгений Николаевич, Цумарев Юрий Алексеевич, Емельянов Светозар Николаевич
МПК: B23K 11/14
Метки: контактной, устройство, точечной, сварки
Текст:
...между каждой из токоведущих подкладок и свариваемой деталью и имеют отверстия в местах, соответствующих установке рельефов. Электроизолирующие прокладки выполнены в виде лакового покрытия на одной из сторон каждой из токоведущих подкладок, обращенной к соответствующей соединяемой детали. Благодаря тому, что устройство снабжено второй токоведущей подкладкой и рельефами, размещаемыми между свариваемыми деталями, а также тому, что обе...
Предыдущий патент: Способ выращивания сеголетков европейского сома в пруду
Следующий патент: Способ получения гетероструктуры на основе полупроводниковых материалов
Случайный патент: Способ лечения генерализованных форм сарком мягких тканей