Устройство для контактной точечной сварки
Номер патента: U 5238
Опубликовано: 30.04.2009
Авторы: Емельянов Светозар Николаевич, Цумарев Евгений Николаевич, Цумарев Юрий Алексеевич
Текст
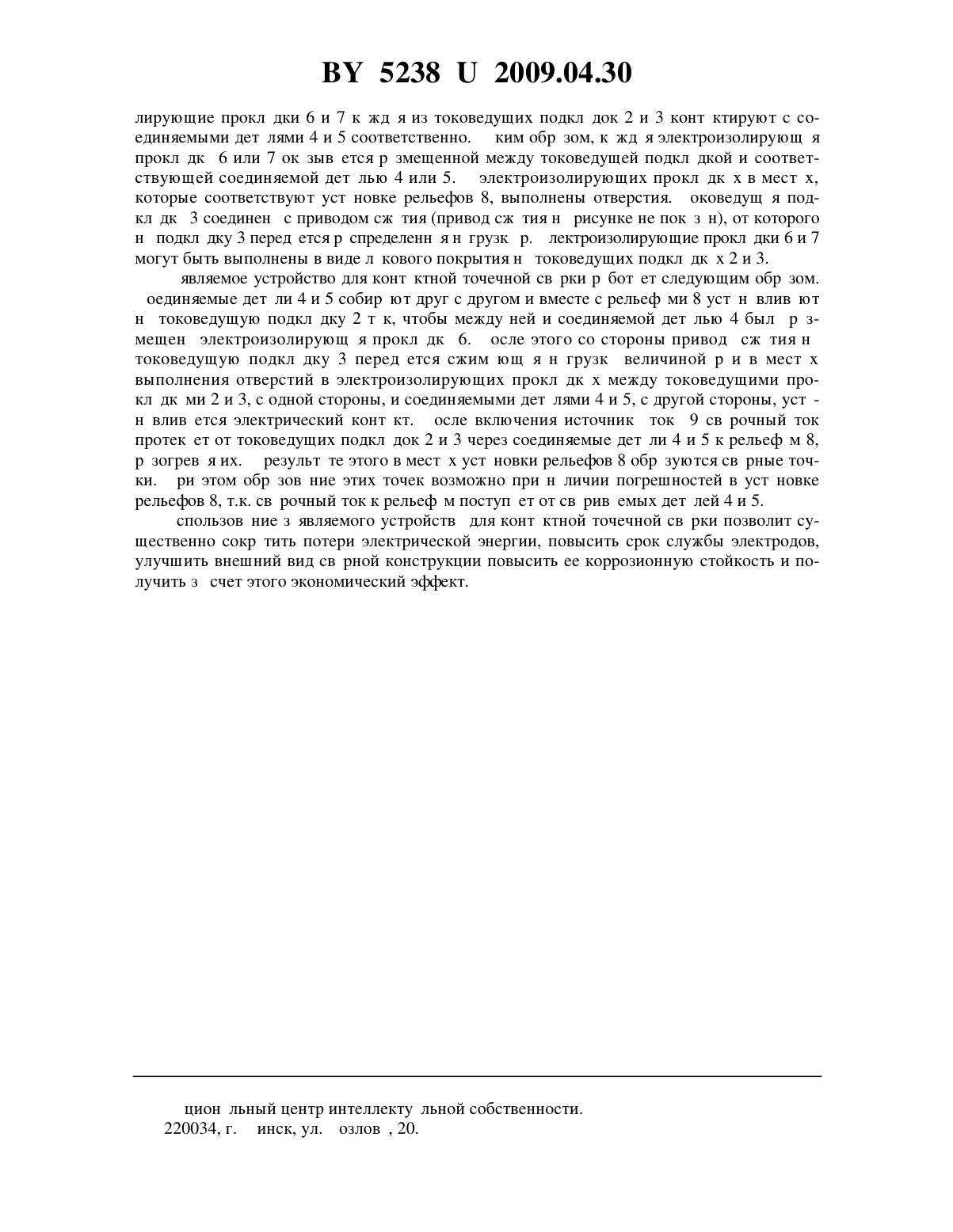
23 11/14 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Емельянов Светозар Николаевич Цумарев Юрий Алексеевич Цумарев Евгений Николаевич(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) 1. Устройство для контактной точечной сварки, содержащее соединяемые детали, основание, токоведущую подкладку, соединенную с источником тока и контактирующую с одной из соединяемых деталей, а также привод сжатия, отличающееся тем, что оно снабжено второй токоведущей подкладкой и электроизолирующими прокладками, а также рельефами, размещенными между свариваемыми деталями, при этом токоведущие подкладки подключены к разным полюсам источника тока, а одна из них соединена с приводом сжатия, электроизолирующие прокладки размещены между каждой из токоведущих подкладок и свариваемой деталью и имеют отверстия в местах, соответствующих установке рельефов. 2. Устройство для контактной точечной сварки по п. 1, отличающееся тем, что электроизолирующие прокладки выполнены в виде лакового покрытия на одной из сторон каждой из токоведущих подкладок, обращенной к соответствующей соединяемой детали.(56) 1. Орлов Б.Д., Дмитриев Ю.В., Чакалев А.А., Сидякин В.А., Марченко А.Л. Технология и оборудование контактной сварки. - М. Машиностроение, 1975. - С. 8, рисунок 2 г. 2. Кабанов Н.С. Сварка на контактных машинах. - М Высшая школа, 1973. - С. 74, рисунок 52 а. 52382009.04.30 Полезная модель относится к области сварки, а более конкретно к контактной точечной сварке. Известно устройство для контактной точечной сварки, содержащее электроды, соединяемые детали, размещенные между электродами, источник тока, подключенный к электродам и привод сжатия 1. Недостатком этого устройства является невозможность одновременной сварки двух точек, что приводит к снижению производительности труда и потерям электрической энергии из-за шунтирования тока в ранее свариваемую точку. Наиболее близким к заявляемому объекту по технической сущности и достигаемому результату является устройство для контактной точечной сварки, содержащее соединяемые детали, основание, токоведущую подкладку, соединенную с источником тока и контактирующую с одной из соединяемых деталей, а также привод сжатия 2. Недостатком данного устройства, принятого за прототип, являются большие потери электрической энергии, обусловленные шунтированием, а также большие вмятины на поверхности свариваемой детали, разрушение легкоплавкого защитного покрытия, нанесенного на поверхность соединяемой детали, и низкая стойкость электродов. Задачей полезной модели является снижение потерь электрической энергии, уменьшение глубины вмятин, сохранение легкоплавкого защитного покрытия на поверхности соединяемой детали и повышение стойкости электродов. Поставленная задача достигается тем, что устройство для контактной точечной сварки, содержащее соединяемые детали, основание, токоведущую подкладку, соединенную с источником тока и контактирующую с одной из соединяемых деталей, а также привод сжатия, согласно полезной модели, снабжено второй токоведущей подкладкой и электроизолирующими прокладками, а также рельефами, размещенными между свариваемыми деталями, при этом токоведущие подкладки подключены к разным полюсам источника тока, а одна из них соединена с приводом сжатия, электроизолирующие прокладки размещены между каждой из токоведущих подкладок и свариваемой деталью и имеют отверстия в местах, соответствующих установке рельефов. Электроизолирующие прокладки выполнены в виде лакового покрытия на одной из сторон каждой из токоведущих подкладок, обращенной к соответствующей соединяемой детали. Благодаря тому, что устройство снабжено второй токоведущей подкладкой и рельефами, размещаемыми между свариваемыми деталями, а также тому, что обе токоведущие подкладки подключены к разным полюсам источника тока при наличии электроизолирующих прокладок и отверстий в них, сварочный ток равномерно распределяется между свариваемыми точками и это устраняет явление шунтирования, а значит снижает потери электрической энергии. Кроме того, наличие рельефов, размещаемых между свариваемыми деталями, увеличивает сопротивление между соединяемыми деталями, основное количество тепла выделяется в местах получения сварных точек и далеко от рабочих поверхностей токоведущих подкладок и защитного покрытия на свариваемой детали. Поэтому защитное покрытие на соединяемой детали хорошо сохраняется и не разрушается, а стойкость рабочих поверхностей токоведущих подкладок, выполняющих функцию электродов, повышается. Благодаря тому, что одна из токоведущих подкладок соединена с приводом сжатия,давление от привода сжатия распределяется по большой площади контакта токоведущей подкладки с соответствующей свариваемой деталью и поэтому в процессе сварки не образуются глубокие вмятины. Сущность полезной модели поясняется чертежом, на котором схематично показано заявляемое устройство для контактной точечной сварки. Заявляемое устройство для контактной точечной сварки содержит основание 1, токоведущих подкладок 2 и 3, соединяемых деталей 4 и 5, электроизолирующих прокладок 6 и 7,рельефов 8 и источника тока 9. Токоведущие подкладки 2 и 3 подключены к разным полюсам источника тока 9 и поэтому выполняют функции электродов. Через электроизо 2 52382009.04.30 лирующие прокладки 6 и 7 каждая из токоведущих подкладок 2 и 3 контактируют с соединяемыми деталями 4 и 5 соответственно. Таким образом, каждая электроизолирующая прокладка 6 или 7 оказывается размещенной между токоведущей подкладкой и соответствующей соединяемой деталью 4 или 5. В электроизолирующих прокладках в местах,которые соответствуют установке рельефов 8, выполнены отверстия. Токоведущая подкладка 3 соединена с приводом сжатия (привод сжатия на рисунке не показан), от которого на подкладку 3 передается распределенная нагрузка р. Электроизолирующие прокладки 6 и 7 могут быть выполнены в виде лакового покрытия на токоведущих подкладках 2 и 3. Заявляемое устройство для контактной точечной сварки работает следующим образом. Соединяемые детали 4 и 5 собирают друг с другом и вместе с рельефами 8 устанавливают на токоведущую подкладку 2 так, чтобы между ней и соединяемой деталью 4 была размещена электроизолирующая прокладка 6. После этого со стороны привода сжатия на токоведущую подкладку 3 передается сжимающая нагрузка величиной р и в местах выполнения отверстий в электроизолирующих прокладках между токоведущими прокладками 2 и 3, с одной стороны, и соединяемыми деталями 4 и 5, с другой стороны, устанавливается электрический контакт. После включения источника тока 9 сварочный ток протекает от токоведущих подкладок 2 и 3 через соединяемые детали 4 и 5 к рельефам 8,разогревая их. В результате этого в местах установки рельефов 8 образуются сварные точки. При этом образование этих точек возможно при наличии погрешностей в установке рельефов 8, т.к. сварочный ток к рельефам поступает от свариваемых деталей 4 и 5. Использование заявляемого устройства для контактной точечной сварки позволит существенно сократить потери электрической энергии, повысить срок службы электродов,улучшить внешний вид сварной конструкции повысить ее коррозионную стойкость и получить за счет этого экономический эффект. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 11/14
Метки: контактной, точечной, устройство, сварки
Код ссылки
<a href="https://by.patents.su/3-u5238-ustrojjstvo-dlya-kontaktnojj-tochechnojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Устройство для контактной точечной сварки</a>
Электрод для контактной точечной сварки
Номер патента: U 401
Опубликовано: 30.12.2001
Авторы: Кузнечик Олег Ольгердович, Дьяченко Ольга Владимировна, Гафо Юрий Натанович, Дорожкин Нил Николаевич
МПК: B23K 11/30
Метки: точечной, электрод, контактной, сварки
Текст:
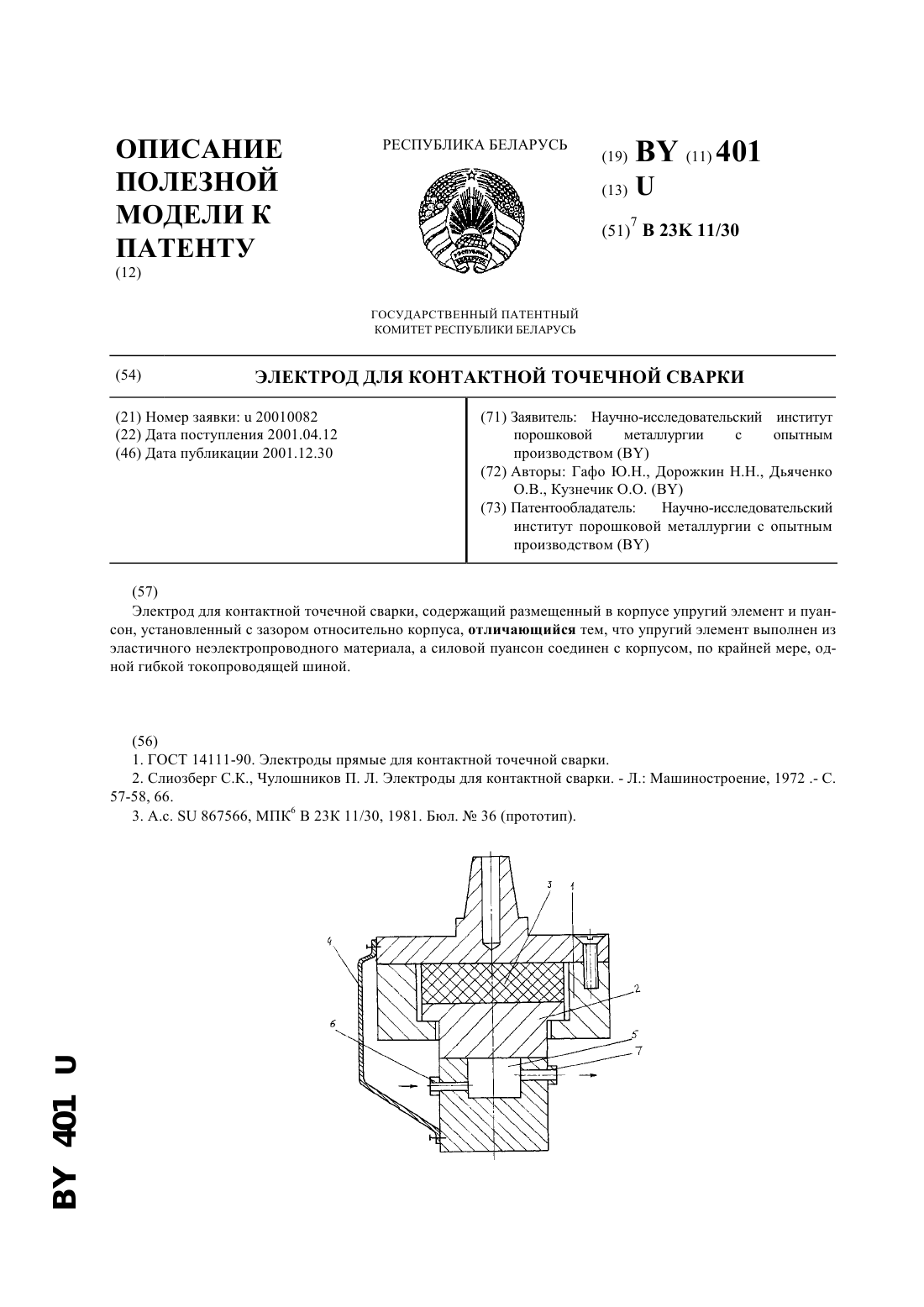
...материала. Пуансон установлен с зазором относительно корпуса. Данное устройство обеспечивает самоустановку электрода. Однако наличие одновременно поджимного пуансона и токоведущего стержня увеличивает энергетические потери, а также снижает надежность и долговечность электрода. Задачей предлагаемой полезной модели является снижение энергозатрат и повышение срока службы электрода при сварке деталей неравномерной толщины. Решение...
Установка для контактной точечной сварки
Номер патента: U 865
Опубликовано: 30.06.2003
Автор: Болотов Сергей Владимирович
МПК: B23K 11/10
Метки: контактной, сварки, точечной, установка
Текст:
...изготовления электродов и возможностью образования воздушных пузырьков в водном акустическом контакте, существенно искажающих сигналы качества. Задачей полезной модели является обеспечение возможности контроля качества сварного соединения с высокой достоверностью. Поставленная задача достигается тем, в установке для контактной точечной сварки,содержащей контактную машину, управляемую от регулятора цикла контактной сварки,согласно...
Электродный узел для контактной точечной сварки
Номер патента: 4660
Опубликовано: 30.09.2002
Авторы: Попковский Виктор Александрович, Килессо Сергей Михайлович, Тарасенко Ирина Владимировна, Березиенко Валерий Петрович
МПК: B23K 11/30
Метки: электродный, точечной, контактной, сварки, узел
Текст:
...содержащий двухпоршневый пневмоцилиндр, снабженный тремя камерами, и токопроводящий электрод, согласно изобретению, содержит жестко соединенный с нижним поршнем пневмоцилиндра обжимающий силовой пуансон из немагнитного материала и проходящий сквозь отверстие в нем жестко соединенный с верхним поршнем пневмоцилиндра стержень с токопроводящим электродом на конце, при этом пневмоцилиндр снабжен дополнительной камерой, расположенной над нижним...
Электродный узел для контактной точечной сварки
Номер патента: U 759
Опубликовано: 30.12.2002
Авторы: Дорожкин Нил Николаевич, Лемеш Евгений Викентьевич, Дьяченко Ольга Владимировна, Гафо Юрий Натанович
МПК: B23K 11/30
Метки: узел, электродный, точечной, контактной, сварки
Текст:
...и электрод, который снабжен газоводопроницаемым пористым элементом, установленным в контакте с центральным охлаждающим каналом электрода со стороны его рабочего торца, пористый элемент выполнен из смачиваемого охлаждающей жидкостью электропроводного материала выступающим над торцом электрода на высоту, превышающую размер пор, а размер пор пористого элемента выбирают из соотношения где- размер пор, м- поверхностное натяжение охлаждающей...
Способ контактной точечной сварки
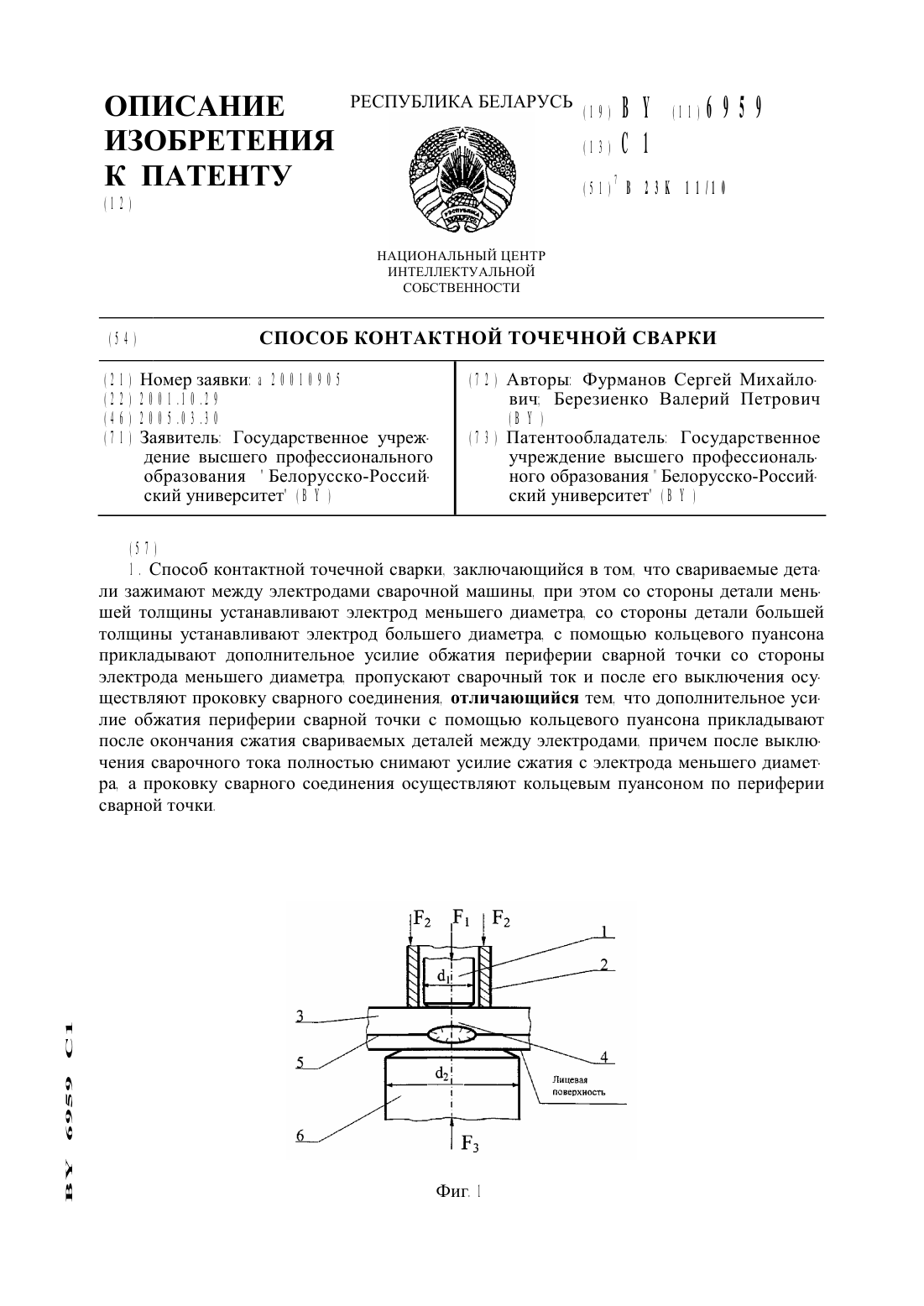
Номер патента: 6959
Опубликовано: 30.03.2005
Авторы: Березиенко Валерий Петрович, Фурманов Сергей Михайлович
МПК: B23K 11/10
Метки: способ, точечной, сварки, контактной
Текст:
...с электрода меньшего диаметра. а проковку сварного соединения осушествляют только кольцевым пуансоном по периферии сварной точкиПри сварке по данному способу. согласно изобретению. после приложения усилия сжатия к электродам сварочной машины через свариваемые детали может быть пропущен дополнительный импульс тока подогрева. при этом усилие сжатия Р 1. прикладываемое к электродам сварочной машины. определяется из соотношенияР ф ОН ф. где...
Предыдущий патент: Секция механизированной крепи
Следующий патент: Поглотитель электромагнитной энергии излучения
Случайный патент: Способ получения пластификатора для бетонных смесей