Устройство для магнитно-абразивной обработки плоской поверхности
Номер патента: 14595
Опубликовано: 30.08.2011
Авторы: Луговик Алексей Юрьевич, Карпеш Дмитрий Сергеевич, Фёдорцев Ростислав Валерьевич
Текст
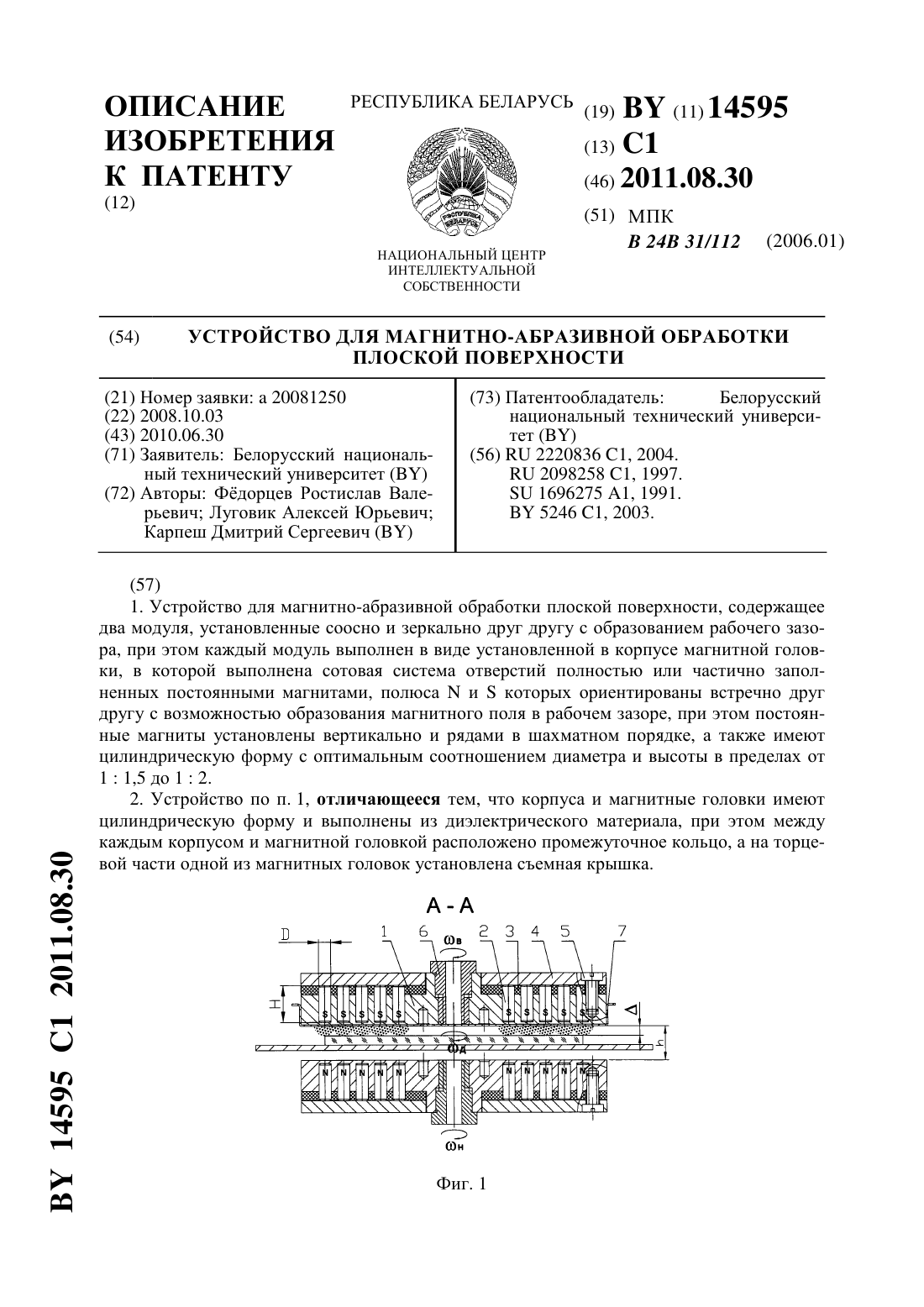
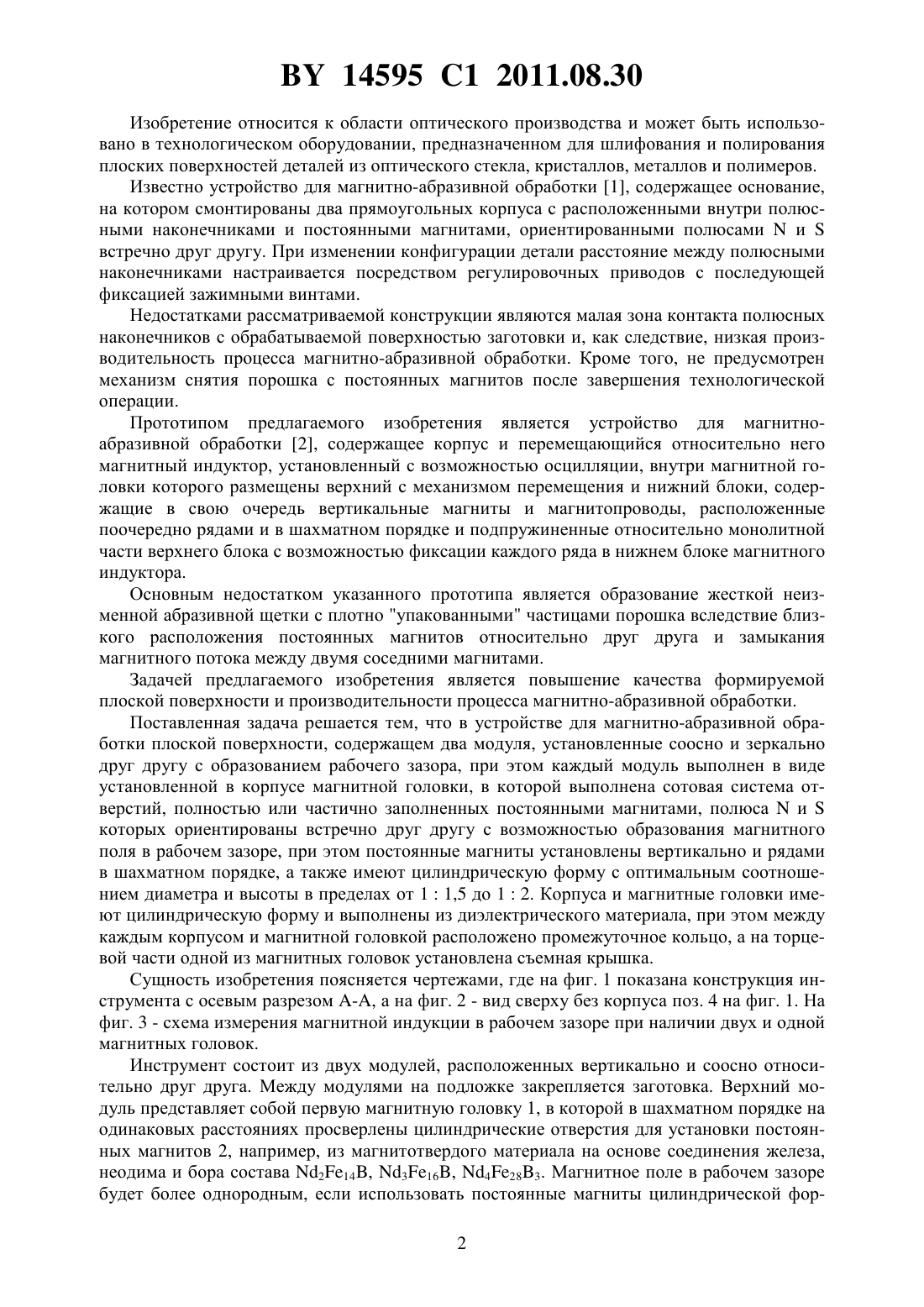
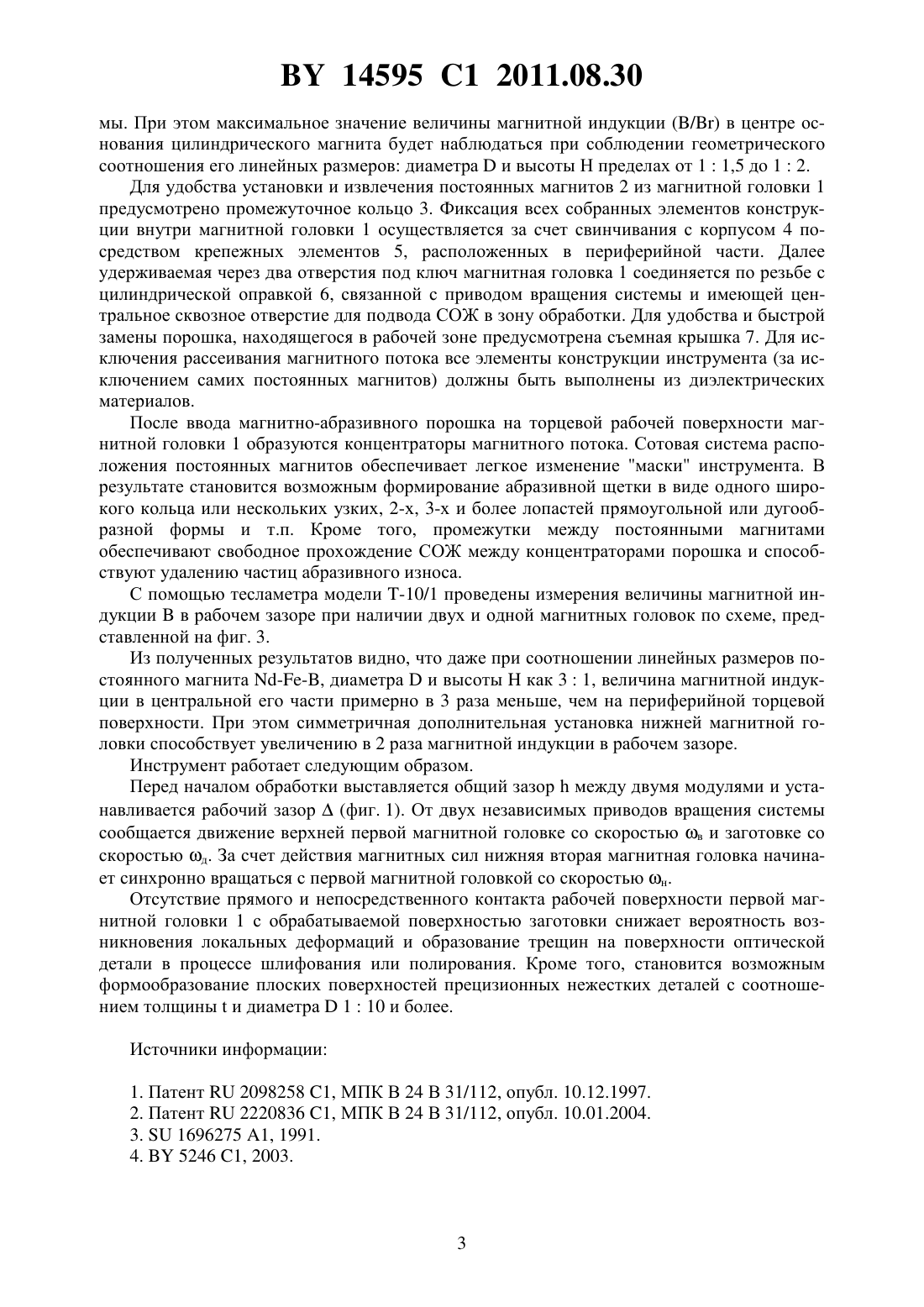
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Фдорцев Ростислав Валерьевич Луговик Алексей Юрьевич Карпеш Дмитрий Сергеевич(73) Патентообладатель Белорусский национальный технический университет(57) 1. Устройство для магнитно-абразивной обработки плоской поверхности, содержащее два модуля, установленные соосно и зеркально друг другу с образованием рабочего зазора, при этом каждый модуль выполнен в виде установленной в корпусе магнитной головки, в которой выполнена сотовая система отверстий полностью или частично заполненных постоянными магнитами, полюсаикоторых ориентированы встречно друг другу с возможностью образования магнитного поля в рабочем зазоре, при этом постоянные магниты установлены вертикально и рядами в шахматном порядке, а также имеют цилиндрическую форму с оптимальным соотношением диаметра и высоты в пределах от 11,5 до 12. 2. Устройство по п. 1, отличающееся тем, что корпуса и магнитные головки имеют цилиндрическую форму и выполнены из диэлектрического материала, при этом между каждым корпусом и магнитной головкой расположено промежуточное кольцо, а на торцевой части одной из магнитных головок установлена съемная крышка. 14595 1 2011.08.30 Изобретение относится к области оптического производства и может быть использовано в технологическом оборудовании, предназначенном для шлифования и полирования плоских поверхностей деталей из оптического стекла, кристаллов, металлов и полимеров. Известно устройство для магнитно-абразивной обработки 1, содержащее основание,на котором смонтированы два прямоугольных корпуса с расположенными внутри полюсными наконечниками и постоянными магнитами, ориентированными полюсамиивстречно друг другу. При изменении конфигурации детали расстояние между полюсными наконечниками настраивается посредством регулировочных приводов с последующей фиксацией зажимными винтами. Недостатками рассматриваемой конструкции являются малая зона контакта полюсных наконечников с обрабатываемой поверхностью заготовки и, как следствие, низкая производительность процесса магнитно-абразивной обработки. Кроме того, не предусмотрен механизм снятия порошка с постоянных магнитов после завершения технологической операции. Прототипом предлагаемого изобретения является устройство для магнитноабразивной обработки 2, содержащее корпус и перемещающийся относительно него магнитный индуктор, установленный с возможностью осцилляции, внутри магнитной головки которого размещены верхний с механизмом перемещения и нижний блоки, содержащие в свою очередь вертикальные магниты и магнитопроводы, расположенные поочередно рядами и в шахматном порядке и подпружиненные относительно монолитной части верхнего блока с возможностью фиксации каждого ряда в нижнем блоке магнитного индуктора. Основным недостатком указанного прототипа является образование жесткой неизменной абразивной щетки с плотно упакованными частицами порошка вследствие близкого расположения постоянных магнитов относительно друг друга и замыкания магнитного потока между двумя соседними магнитами. Задачей предлагаемого изобретения является повышение качества формируемой плоской поверхности и производительности процесса магнитно-абразивной обработки. Поставленная задача решается тем, что в устройстве для магнитно-абразивной обработки плоской поверхности, содержащем два модуля, установленные соосно и зеркально друг другу с образованием рабочего зазора, при этом каждый модуль выполнен в виде установленной в корпусе магнитной головки, в которой выполнена сотовая система отверстий, полностью или частично заполненных постоянными магнитами, полюсаикоторых ориентированы встречно друг другу с возможностью образования магнитного поля в рабочем зазоре, при этом постоянные магниты установлены вертикально и рядами в шахматном порядке, а также имеют цилиндрическую форму с оптимальным соотношением диаметра и высоты в пределах от 11,5 до 12. Корпуса и магнитные головки имеют цилиндрическую форму и выполнены из диэлектрического материала, при этом между каждым корпусом и магнитной головкой расположено промежуточное кольцо, а на торцевой части одной из магнитных головок установлена съемная крышка. Сущность изобретения поясняется чертежами, где на фиг. 1 показана конструкция инструмента с осевым разрезом -, а на фиг. 2 - вид сверху без корпуса поз. 4 на фиг. 1. На фиг. 3 - схема измерения магнитной индукции в рабочем зазоре при наличии двух и одной магнитных головок. Инструмент состоит из двух модулей, расположенных вертикально и соосно относительно друг друга. Между модулями на подложке закрепляется заготовка. Верхний модуль представляет собой первую магнитную головку 1, в которой в шахматном порядке на одинаковых расстояниях просверлены цилиндрические отверстия для установки постоянных магнитов 2, например, из магнитотвердого материала на основе соединения железа,неодима и бора состава 214, 316, 4283. Магнитное поле в рабочем зазоре будет более однородным, если использовать постоянные магниты цилиндрической фор 2 14595 1 2011.08.30 мы. При этом максимальное значение величины магнитной индукции (/) в центре основания цилиндрического магнита будет наблюдаться при соблюдении геометрического соотношения его линейных размеров диаметраи высоты Н пределах от 11,5 до 12. Для удобства установки и извлечения постоянных магнитов 2 из магнитной головки 1 предусмотрено промежуточное кольцо 3. Фиксация всех собранных элементов конструкции внутри магнитной головки 1 осуществляется за счет свинчивания с корпусом 4 посредством крепежных элементов 5, расположенных в периферийной части. Далее удерживаемая через два отверстия под ключ магнитная головка 1 соединяется по резьбе с цилиндрической оправкой 6, связанной с приводом вращения системы и имеющей центральное сквозное отверстие для подвода СОЖ в зону обработки. Для удобства и быстрой замены порошка, находящегося в рабочей зоне предусмотрена съемная крышка 7. Для исключения рассеивания магнитного потока все элементы конструкции инструмента (за исключением самих постоянных магнитов) должны быть выполнены из диэлектрических материалов. После ввода магнитно-абразивного порошка на торцевой рабочей поверхности магнитной головки 1 образуются концентраторы магнитного потока. Сотовая система расположения постоянных магнитов обеспечивает легкое изменение маски инструмента. В результате становится возможным формирование абразивной щетки в виде одного широкого кольца или нескольких узких, 2-х, 3-х и более лопастей прямоугольной или дугообразной формы и т.п. Кроме того, промежутки между постоянными магнитами обеспечивают свободное прохождение СОЖ между концентраторами порошка и способствуют удалению частиц абразивного износа. С помощью тесламетра модели -10/1 проведены измерения величины магнитной индукциив рабочем зазоре при наличии двух и одной магнитных головок по схеме, представленной на фиг. 3. Из полученных результатов видно, что даже при соотношении линейных размеров постоянного магнита , диаметраи высотыкак 31, величина магнитной индукции в центральной его части примерно в 3 раза меньше, чем на периферийной торцевой поверхности. При этом симметричная дополнительная установка нижней магнитной головки способствует увеличению в 2 раза магнитной индукции в рабочем зазоре. Инструмент работает следующим образом. Перед началом обработки выставляется общий зазормежду двумя модулями и устанавливается рабочий зазор(фиг. 1). От двух независимых приводов вращения системы сообщается движение верхней первой магнитной головке со скоростью в и заготовке со скоростью д. За счет действия магнитных сил нижняя вторая магнитная головка начинает синхронно вращаться с первой магнитной головкой со скоростью н. Отсутствие прямого и непосредственного контакта рабочей поверхности первой магнитной головки 1 с обрабатываемой поверхностью заготовки снижает вероятность возникновения локальных деформаций и образование трещин на поверхности оптической детали в процессе шлифования или полирования. Кроме того, становится возможным формообразование плоских поверхностей прецизионных нежестких деталей с соотношением толщиныи диаметра 110 и более. Источники информации 1. Патент 2098258 1, МПК В 24 В 31/112, опубл. 10.12.1997. 2. Патент 2220836 1, МПК В 24 В 31/112, опубл. 10.01.2004. 3.1696275 1, 1991. 4.5246 1, 2003. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 31/112
Метки: плоской, поверхности, устройство, обработки, магнитно-абразивной
Код ссылки
<a href="https://by.patents.su/4-14595-ustrojjstvo-dlya-magnitno-abrazivnojj-obrabotki-ploskojj-poverhnosti.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитно-абразивной обработки плоской поверхности</a>
Устройство для магнитно-абразивной обработки плоской поверхности детали
Номер патента: 11337
Опубликовано: 30.12.2008
Авторы: Хомич Николай Степанович, Дидковский Ярослав Иванович, Фёдорцев Ростислав Валерьевич, Луговик Алексей Юрьевич, Кухто Петр Васильевич, Пасевич Петр Иванович, Власенко Евгений Петрович
МПК: B24B 31/00
Метки: детали, устройство, магнитно-абразивной, плоской, поверхности, обработки
Текст:
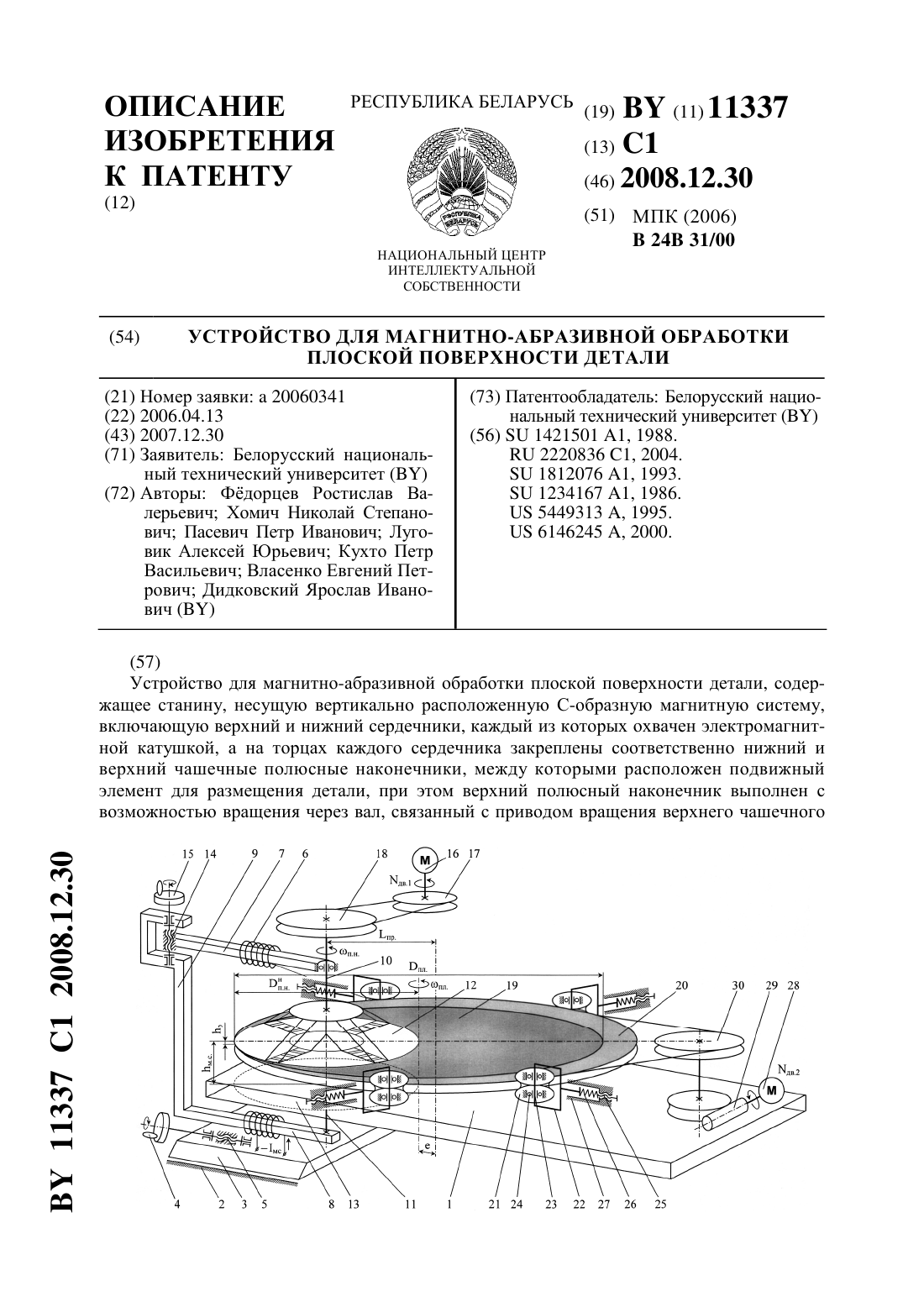
...совместного перемещения в горизонтальной плоскости относительно оси шкива по направляющим. На чертеже показана укрупненная кинематическая схема устройства для магнитноабразивной обработки плоской поверхности детали. Устройство состоит из двух взаимосвязанных модулей узла магнитной системы, связанного с приводом вращения верхнего чашечного полюсного наконечника, а также механизма устройства и крепления заготовки, связанного с...
Устройство для магнитно-абразивной обработки
Номер патента: 14770
Опубликовано: 30.08.2011
Авторы: Ермаков Николай Иванович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Агейчик Валерий Александрович
МПК: B24B 31/112
Метки: обработки, магнитно-абразивной, устройство
Текст:
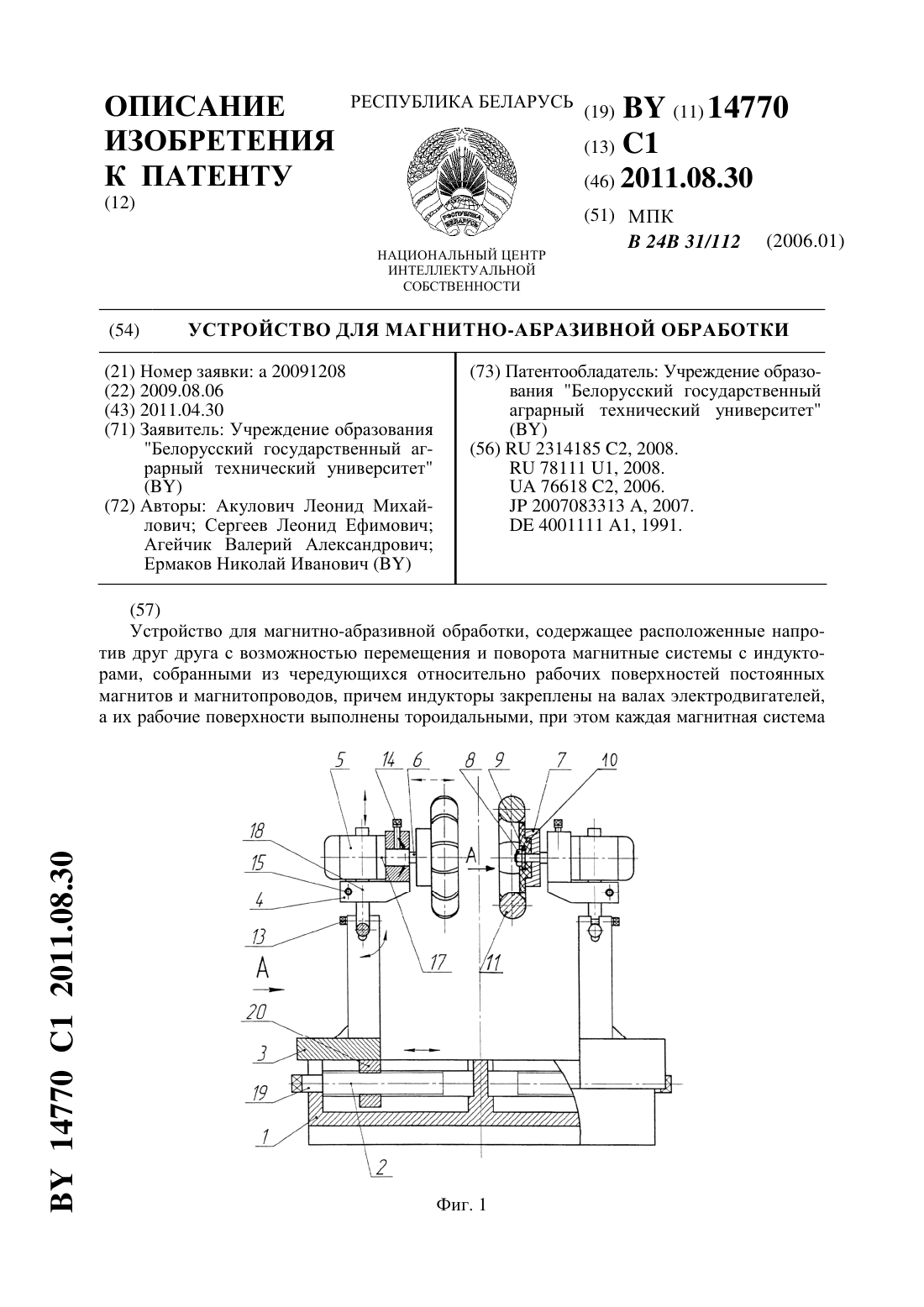
...сил сцепления, вызванных воздействующими на боковые стороны дисков 11 силами упругости диамагнетика и наличием на них углублений 12. При этом образуется рабочая тороидальная поверхность индуктора, в которой путем поворота постоянных магнитов в виде дисков 11 за счет преодоления сил сцепления их боковых сторон с упругими стенками прорезей тороидального обода можно дополнительно ориентировать направление сил магнитной индукции в оптимальном с...
Устройство для магнитно-абразивной обработки
Номер патента: U 6015
Опубликовано: 28.02.2010
Авторы: Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Ермаков Николай Иванович, Акулович Леонид Михайлович
МПК: B24B 31/00, H01F 13/00
Метки: устройство, обработки, магнитно-абразивной
Текст:
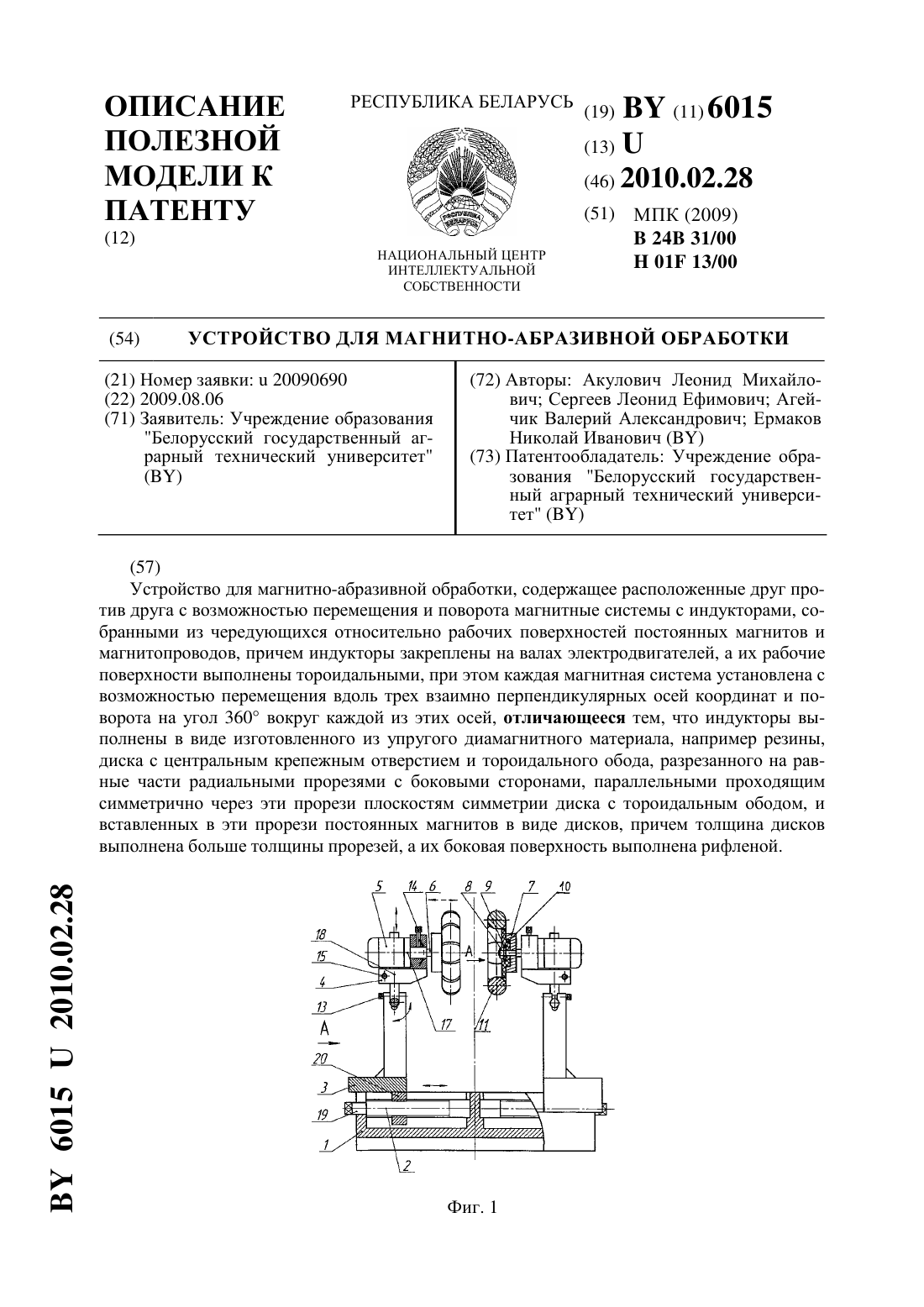
...их упругих стенок и удерживаются в торообразном ободе за счет сил сцепления, вызванных воздействием на боковые стороны дисков 11 сил упругости диамагнетика и наличием на них углублений 12. При этом образуется рабочая тороидальная поверхность индуктора, в которой путем поворота по 3 60152010.02.28 стоянных магнитов в виде дисков 11 за счет преодоления сил сцепления их боковых сторон с упругими стенками прорезей тороидального обода можно...
Устройство для магнитно-абразивной обработки отверстий деталей
Номер патента: U 5191
Опубликовано: 30.04.2009
Авторы: Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: деталей, устройство, обработки, отверстий, магнитно-абразивной
Текст:
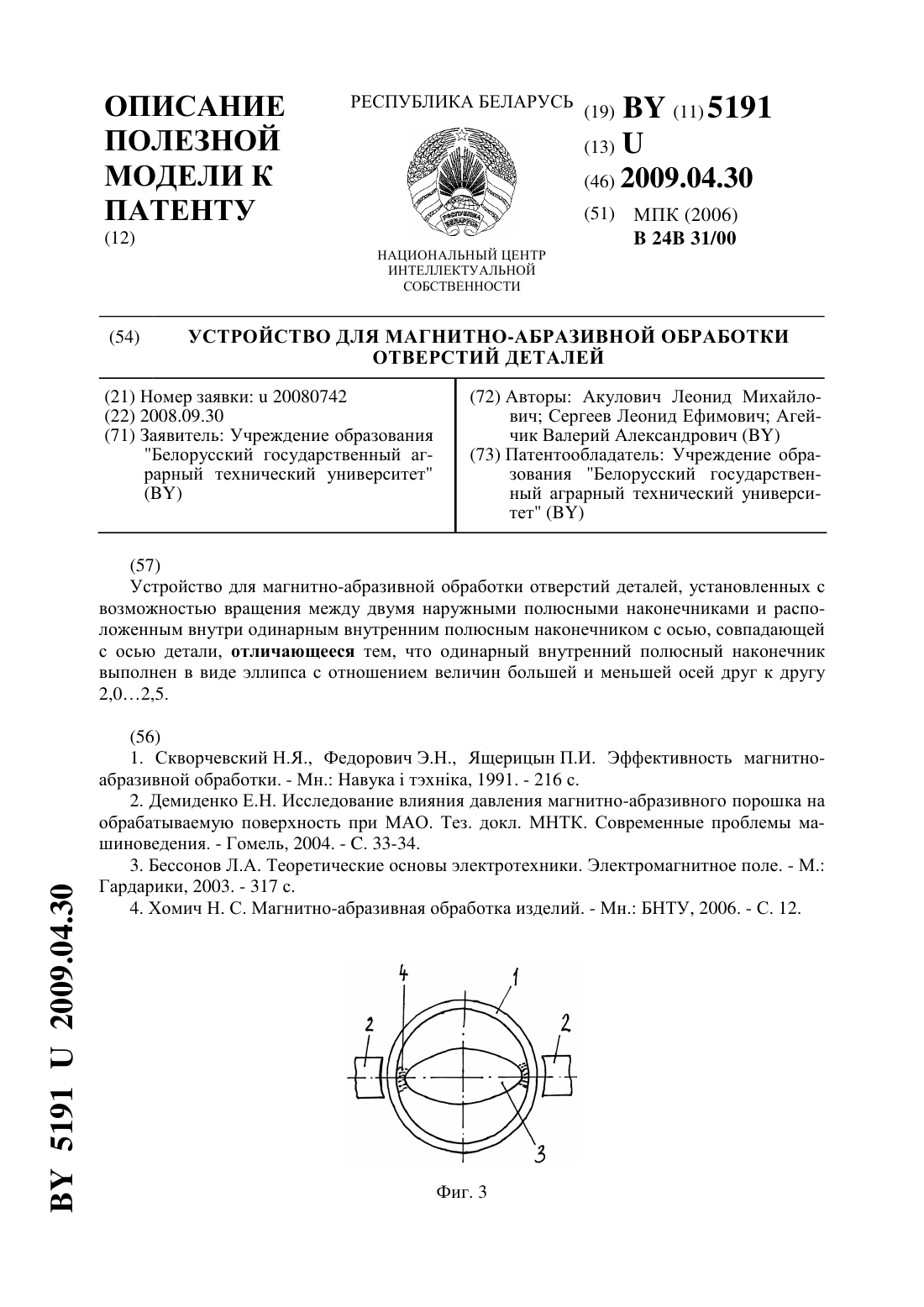
...ЭУ-6 производства ГНУ ФТИ НАН Беларуси. Ферроабразивный порошок - Ж 15 КТ ТУ 6-09-03-483-81, размер зерна,100/160 мкм. Смазочно-охлаждающие технологические средства - СинМА-1 ТУ 38.5901176-91,3 водный раствор, капельная подача, удельный расход, 150-200 мл/мин. Параметры и режимы МАО величина магнитной индукции, В 1,1 Тл скорость резания,2-4 м/с скорость осцилляции,0,2-0,25 м/с амплитуда осцилляции, А 13 мм коэффициент заполнения рабочего...
Устройство для магнитно-абразивной обработки деталей
Номер патента: 5246
Опубликовано: 30.06.2003
Авторы: Ящерицын Петр Иванович, Ракомсин Александр Петрович, Сергеев Леонид Ефимович, Сидоренко Михаил Иванович, Гулецкий Владимир Алексеевич
МПК: B24B 31/10
Метки: магнитно-абразивной, устройство, обработки, деталей
Текст:
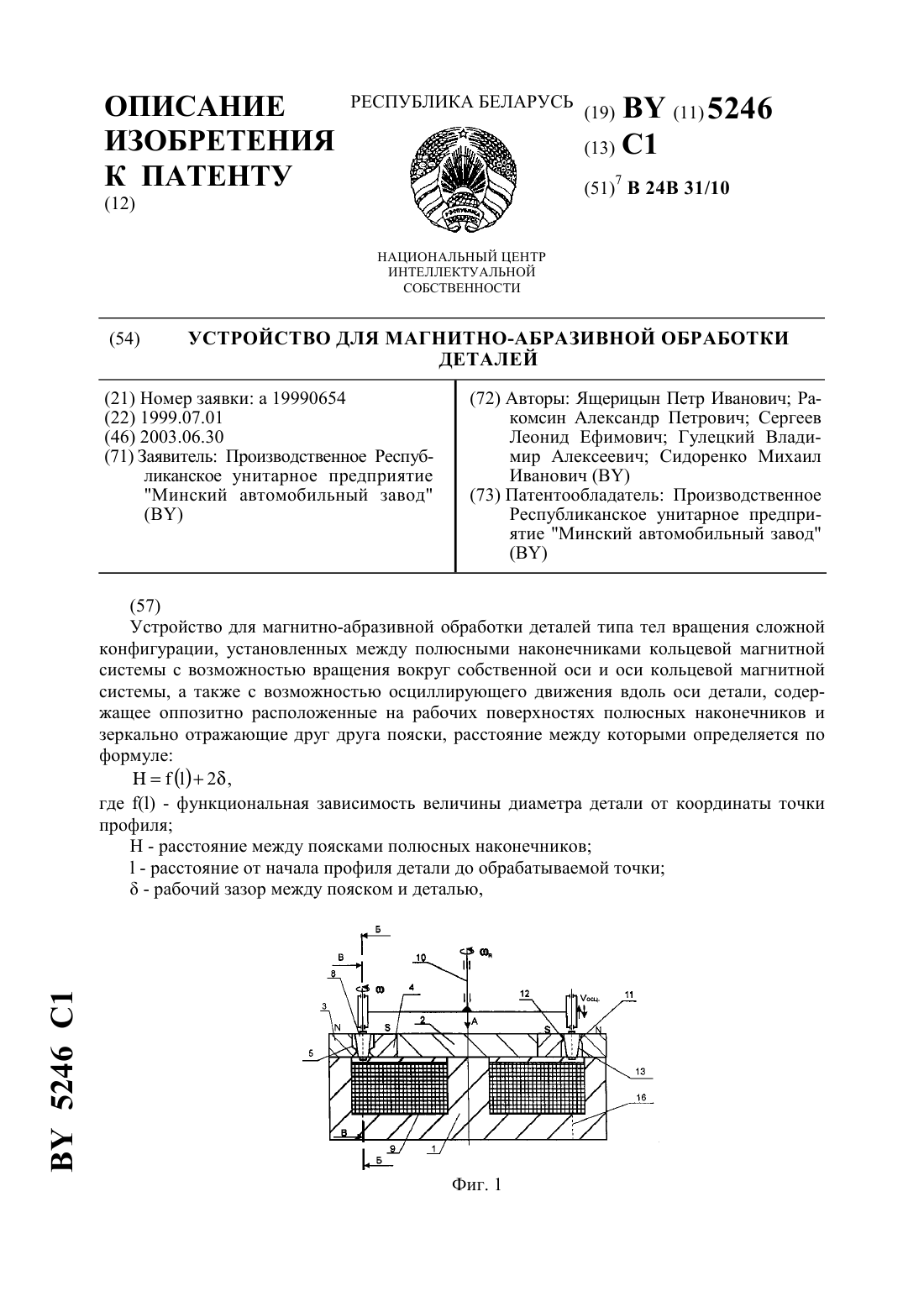
...с линейной скоростью каждая точка сложнопрофильной поверхности по всей высоте обрабатывается за одно и то же время, что позволяет осуществить равномерность съема материала для любой точки с постоянной скоростью резания без изменения скорости их вращения, а значит, без применения дополнительных дорогостоящих устройств регулирования скорости, поскольку каждая точка обрабатываемой поверхности будет находиться в контакте с ферроабразивным порошком...
Предыдущий патент: Инструмент для отделочно-упрочняющей обработки плоской поверхности
Следующий патент: Рентгенометрический способ определения состояния позвоночного канала шейного отдела позвоночника
Случайный патент: Способ повышения живучести энергосистемы при авариях, связанных с понижением частоты и напряжения, посредством выделения энергоблоков электростанции