Металлическая связка для изготовления алмазного инструмента
Номер патента: 5248
Опубликовано: 30.06.2003
Авторы: Осипов Владимир Анатольевич, Звонарев Евгений Владимирович, Миронович Галина Александровна
Текст
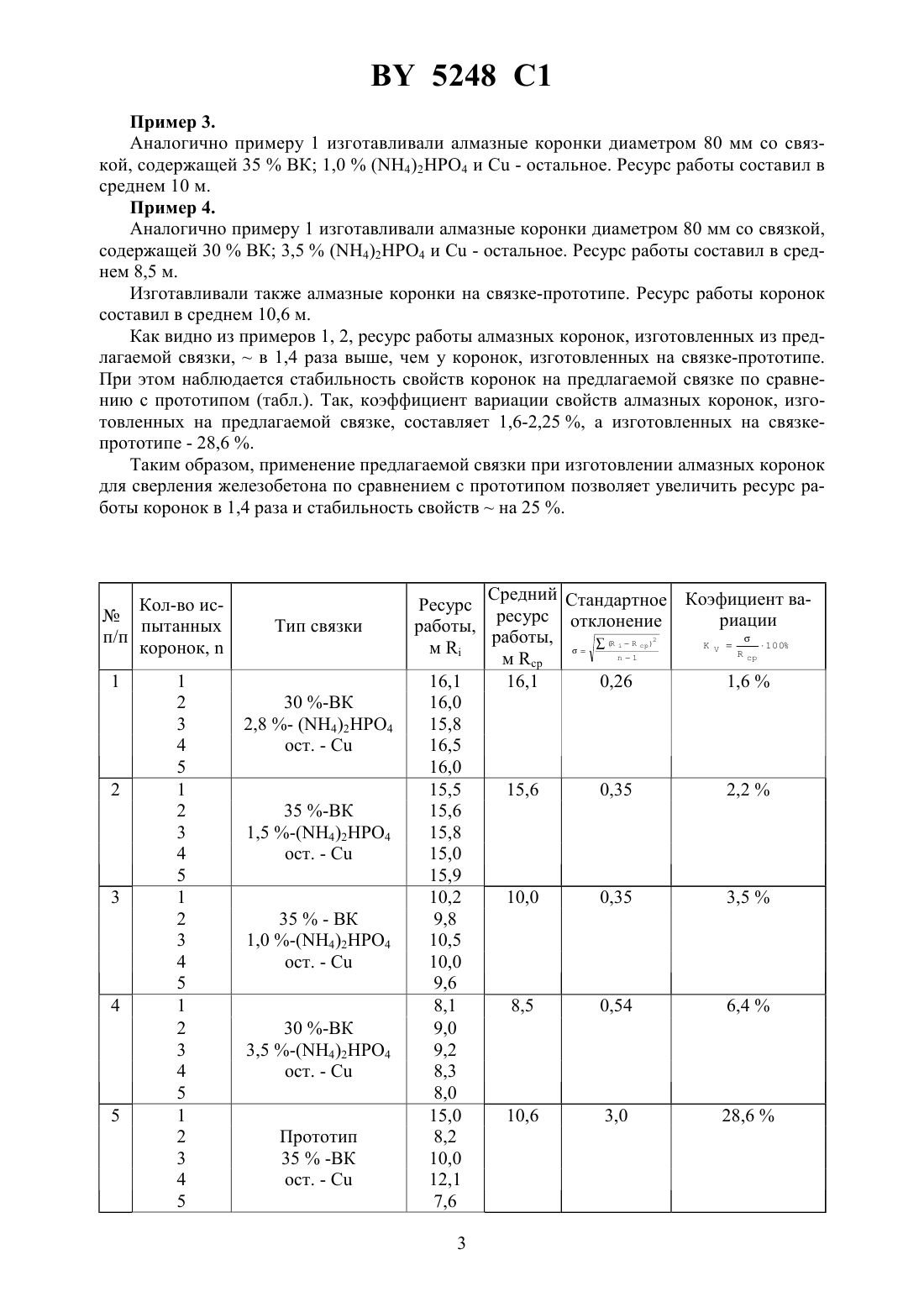
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МЕТАЛЛИЧЕСКАЯ СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Звонарев Евгений Владимирович Осипов Владимир Анатольевич Миронович Галина Александровна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Металлическая связка на основе меди для изготовления алмазного инструмента, содержащая порошок твердого сплава типа ВК, отличающаяся тем, что она дополнительно содержит (4)24 при следующем соотношении компонентов, мас.порошок твердого сплава типа ВК 30-35 1,5-2,8(56) Основы проектирования и технология изготовления абразивного и алмазного инструмента / Под ред. В.Н. Бакуля. - М. Просвещение, 1975. - С. 268-272.05092369 , 1993.98/05466 1.20133972 1, 1998.2028916 1, 1995.97/21844 1.62264868 , 1987. Изобретение относится к области порошковой металлургии, в частности к металлическим связкам, используемым для изготовления алмазного инструмента, а именно алмазных коронок для сверления бетона и др. строительных материалов. Известны металлические связки для изготовления алмазного инструмента данного типа на основе кобальта 1, железа 2 и меди 3, 4. Однако, металлические связки на основе железа и кобальта, высокотемпературные и требуют применения не только термостойких алмазов, но и жаропрочной технологической оснастки, что значительно затрудняет разработку эффективных технологий. Известные же низкотемпературные связки для кольцевого алмазного инструмента на основе меди содержат либо вредные вещества (например, свинец) 3, либо не позволяют повысить работоспособность алмазных коронок из-за наличия остаточной пористости, раковин 5248 1 и т.п. в рабочем слое, образующихся в результате распада газообразных продуктов связки и взаимодействия ее компонентов. В качестве прототипа выбрана металлическая связка на основе меди, используемая при промышленном изготовлении алмазных коронок 5. В качестве исходных материалов связки используют порошки твердых сплавов ВК 6-ВК 15, которые смешивают с алмазами и медью, которую используют в качестве пропитывающего материала. Основные этапы процесса пропитки изготовление корпуса, приготовление алмазосодержащей шихты для брикетирования каркаса, формование, пропитка, соединение с корпусом и окончательная механическая обработка. Использование данной связки (-ВК) при производстве алмазных коронок не может обеспечить получения качественной структуры алмазоносного слоя, а именно равномерной плотности режущей части и, следовательно, высокой износостойкости и работоспособности. Техническая задача, которую решает предлагаемое изобретение, заключается в получении равномерной плотности режущей части инструмента. Поставленная техническая задача достигается тем, что металлическая связка на основе меди для изготовления алмазного инструмента, содержащая порошок твердого сплава типа ВК,дополнительно содержит (4)24 при следующем соотношении компонентов, мас.порошок твердого сплава типа ВК 30-35(4)24 1,5-2,8 медь остальное. Экспериментально установлено, что введение в состав металлической связки фосфорнокислого двухзамещенного аммония (4)24 приводит к повышению жидкотекучести пропитывающего материала и его смачиваемости по отношению к неспеченному твердому сплаву ВК и алмазу, позволяя пропитывающему материалу затекать в мельчайшие поры и тем самым повышать плотность и прочность алмазоносного слоя, сцепляемость связки с алмазом и, как следствие, повышать износостойкость алмазной коронки. При этом пропитывающий материал используется более рационально, уменьшается облой. Предлагаемую связку получали следующим образом. Твердосплавный порошок типа ВК, взятый в необходимом количестве, накатывали на алмазы А 5 К 65 630/500 во вращающемся барабане. Полученные гранулы отжигали при температуре 250 С, просеивали и укладывали в графитовую форму для спекания. Поверх гранул устанавливали металлический корпус коронки, а у наружной боковой поверхности металлического корпуса помещали пропитывающий материал. Пропитывающий материал предварительно готовили путем осаждения (4)24 из водного раствора на порошокс последующим выпариванием при температуре 8010 . Затем собранную графитовую форму помещали в электропечь и спекали в защитной среде по режиму подъем температуры до 700 С 1,5 ч выдержка при 700 С 1,0 ч подъем до 1090 С 1,0 ч выдержка при 1090 С 0,5 ч охлаждение с печью. Сущность изобретения поясняется следующими примерами. Пример 1. По описанной технологии готовили связку алмазоносного слоя коронки, состоящую из 30 ВК 2,8(4)24 и- остальное, и изготавливали коронки диаметром 80 мм согласно ГОСТ 24638-85. После спекания удаляли технологическую форму и получали коронку, ресурс работы которой при сверлении в тяжелом железобетоне класса В 35 составил в среднем 16,1 м. (табл.). Пример 2. Аналогично примеру 1 изготавливали коронки диаметром 80 мм со связкой, состоящей из 35 ВК 1,5(4)24 и- остальное. Ресурс работы составил в среднем 15,6 м. 2 5248 1 Пример 3. Аналогично примеру 1 изготавливали алмазные коронки диаметром 80 мм со связкой, содержащей 35 ВК 1,0(4)24 и- остальное. Ресурс работы составил в среднем 10 м. Пример 4. Аналогично примеру 1 изготавливали алмазные коронки диаметром 80 мм со связкой,содержащей 30 ВК 3,5(4)24 и- остальное. Ресурс работы составил в среднем 8,5 м. Изготавливали также алмазные коронки на связке-прототипе. Ресурс работы коронок составил в среднем 10,6 м. Как видно из примеров 1, 2, ресурс работы алмазных коронок, изготовленных из предлагаемой связки,в 1,4 раза выше, чем у коронок, изготовленных на связке-прототипе. При этом наблюдается стабильность свойств коронок на предлагаемой связке по сравнению с прототипом (табл.). Так, коэффициент вариации свойств алмазных коронок, изготовленных на предлагаемой связке, составляет 1,6-2,25 , а изготовленных на связкепрототипе - 28,6 . Таким образом, применение предлагаемой связки при изготовлении алмазных коронок для сверления железобетона по сравнением с прототипом позволяет увеличить ресурс работы коронок в 1,4 раза и стабильность свойствна 25 . Средний Стандартное Коэфициент ваРесурс ресурс отклонение риации работы, работы, 100. СССР 1021586, МПК В 243/06, 1983. 2. А.с. СССР 1689053, МПК В 243/06, 1991. 3. Россия, п. 2028916, МПК В 24 3/06, 1995. 4. А.с. 1397268, МПК В 24 3/34, 1988. 5. Основы проектирования и технология изготовления абразивного и алмазного инструмента / Под.ред. В.Н. Бакуля. - М. Просвещение, 1975. - С. 268-272 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24D 3/06
Метки: алмазного, металлическая, изготовления, связка, инструмента
Код ссылки
<a href="https://by.patents.su/4-5248-metallicheskaya-svyazka-dlya-izgotovleniya-almaznogo-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Металлическая связка для изготовления алмазного инструмента</a>
Алмазно-металлическая композиция на основе меди для получения спеченного алмазного инструмента
Номер патента: 5229
Опубликовано: 30.06.2003
Авторы: Баран Анатолий Александрович, Дроздовский Кирилл Вилиорович, Абрамович Дмитрий Демьянович
Метки: получения, инструмента, меди, спеченного, алмазного, алмазно-металлическая, основе, композиция
Текст:
...позволяет целенаправленно влиять на значения упомянутых физико-механических характеристик, обеспечивая возможность их оптимального подбора под конкретный обрабатываемый материал. Предложенная композиция не требует высоких температур спекания (850-940 С) и достаточно легко формуется при спекании (давление допрессовки 7-15 МПа). При этом формируется высокоплотная структура с остаточной пористостью не более 2 . Введение в состав композиции...
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
МПК: B22F 1/00, B24D 3/20, B24D 18/00...
Метки: алмазного, инструмента, способ, изготовления
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
Метки: способ, алмазного, изготовления, инструмента
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Связка для изготовления алмазо-абразивного инструмента
Номер патента: 4638
Опубликовано: 30.09.2002
Авторы: Горлач Александр Григорьевич, Кузнецов Владимир Витальевич, Кузей Анатолий Михайлович, Зайцев Валентин Алексеевич, Марцинкевич Эдуард Адамович
МПК: B24D 3/34
Метки: изготовления, алмазо-абразивного, связка, инструмента
Текст:
...25) - 0,1-30. Тетраборат натрия, стекла на его основе, содержащие 0,1-3 оксидов (12, , 23, 23, 25,2), хорошо смачиваются рядом органических связующих - полиамидными, эпоксидными, фенолформальдегидными, кремний-органическими, высокомолекулярными смолами, поливиниловым спиртом (и его производными) и образуют высокопрочные композиции. Помимо этого стекла на основе тетрабората взаимодействуют со смолами, образуя трехмерные структуры. Образующиеся...
Способ изготовления алмазного инструмента (варианты)
Номер патента: 2236
Опубликовано: 30.09.1998
Авторы: Жорник Виктор Иванович, Белоцерковский Марат Артемович, Верещагин Виталий Алексеевич, Белоцерковская Татьяна Николаевна, Шилов Альберт Яковлевич
Метки: варианты, изготовления, инструмента, алмазного, способ
Текст:
...прочные пленки кислых фосфатов. Например, для железного порошка реакция с образованием связующих пленок фосфатов проходит следующим образом 234(24)22(24)2422 43(4)22 Как показали эксперименты, воздействие температуры в интервале 200-300 С в течение 0,2-2,5 ч способствует повышению прочности фосфатных связей и увеличению твердости фосфатных пленок. Алмаз не реагирует с ортофосфорной кислотой и все его частицы полностью сохраняют свои...
Предыдущий патент: Датчик тока на эффекте Холла
Следующий патент: Рефрактометр
Случайный патент: Люминофор для световых источников