Электродное покрытие для наплавки литых сталей и чугунов
Номер патента: 11742
Опубликовано: 30.04.2009
Авторы: Астрейко Людмила Александровна, Чекун Анатолий Эдуардович, Олешкевич Дмитрий Анатольевич, Клюшня Олег Владимирович, Игнатович Зоя Владимировна, Каравый Павел Владимирович, Михович Анна Ивановна
Текст
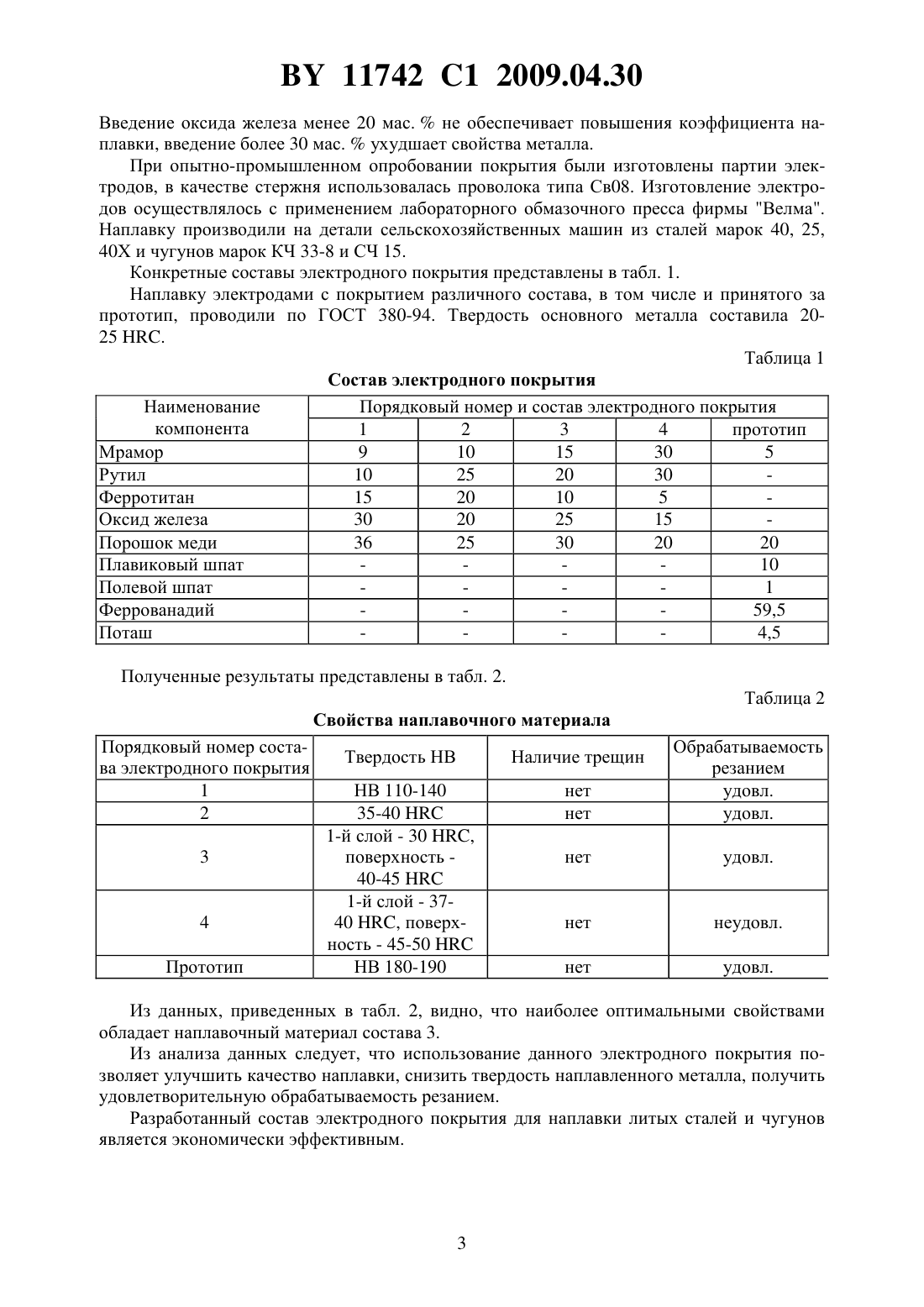
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ НАПЛАВКИ ЛИТЫХ СТАЛЕЙ И ЧУГУНОВ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Астрейко Людмила Александровна Игнатович Зоя Владимировна Клюшня Олег Владимирович Михович Анна Ивановна Каравый Павел Владимирович Олешкевич Дмитрий Анатольевич Чекун Анатолий Эдуардович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Электродное покрытие для наплавки литых сталей и чугунов, содержащее мрамор, рутил и ферротитан, отличающееся тем, что оно дополнительно содержит оксид железа и порошок меди при следующем соотношении компонентов, мас.рутил 15-25 мрамор 10-20 ферротитан 5-15 оксид железа 20-30 порошок меди 25-35. Изобретение относится к области ручной дуговой сварки и касается составов специальных электродных покрытий для наплавки литых сталей и чугунов. Из известных наиболее близким по технической сущности, принятым за прототип, является электрод с покрытием 1, содержащим (мас. ) слюда 2-4 каолин 2-6 мрамор 3-7 рутил 15-20 хром 10-14 молибден 1-5 ферромарганец 5-9 ферротитан 1-6 ферросилиций 1-4 графит 1-3 целлюлоза 1-4 железный порошок ост. 11742 1 2009.04.30 Главным недостатком электрода с известным покрытием является то, что при наплавке происходит образование аэрозоля, твердая составляющая которого содержит хром вещество 1 класса опасности (канцероген, способный вызывать аллергические заболевания в производственных условиях). Также к недостаткам электрода можно отнести то, что порошок хрома, применяемый в покрытии, является дорогим и дефицитным, что существенно удорожает известный электрод, и высокая температура плавления образующейся шлаковой фазы (1500-1550 С). Техническая задача, решаемая изобретением, состоит в оптимизации состава шлакообразующей части покрытия для понижения температуры плавления шлака до 12001300 С с целью улучшения защиты наплавленного металла при одновременном уменьшении стоимости самого электродного покрытия. Технический результат достигается тем, что в электродное покрытие для наплавки литых сталей и чугунов, содержащее мрамор, рутил и ферротитан, дополнительно вводят порошок меди и оксид железапри следующем соотношении компонентов, мас.рутил 15-25 мрамор 10-20 ферротитан 5-15 оксид железа 20-30 порошок меди 25-35. Введение ферротитана в покрытие способствует раскислению наплавленного металла,а также обеспечивает его высокое качество. Содержание ферротитана в электродном покрытии менее 5,0 мас.недостаточно для полного раскисления при заданном соотношении компонентов в составе покрытия электрода, повышение содержания свыше 15,0 мас.неэффективно. Известно 2, 3, что медь обеспечивает эффекты упрочнения в сталях и чугунах,заметно повышает коррозионную стойкость, влияет на антифрикционные свойства и износостойкость чугунов, является элементом-графитизатором и при эвтектической кристаллизации чугуна способствует устранению ледебуритного отбела и измельчению эвтектической структуры. Кроме того, она увеличивает степень перлитизации структуры чугуна и повышает устойчивость и дисперсность эвтектоидного цементита. Упрочняя феррит и перлит, медь повышает прочность и твердость чугуна. Сочетание в структуре сплавов упрочненного медистого перлита, включений графита и медистой фазы оказывает существенное влияние на их трибомеханические свойства. Однако не всегда содержание меди в сплавах находится в оптимальном сочетании с концентрацией других легирующих элементов и углерода. Введение в покрытие порошка меди в количестве 25-35 мас.способствует повышению пластичности, уменьшает вероятность образования трещин в наплавленных слоях. При введении в состав данного покрытия меди менее 25 мас.ухудшается пластичность и повышается твердость на границе сплавления. Введение порошка меди более 35 мас.способствует усилению порообразования в наплавленном металле и необоснованно увеличивает стоимость электрода. Содержание шлакообразующих (рутила, мрамора) компонентов покрытия выбрано в пределах, обеспечивающих минимальную температуру плавления шлаковой фазы и необходимую газовую защиту при наплавке. Изменение содержания указанных компонентов вне указанных пределов изменяет их равновесный баланс и приводит как к резкому повышению температуры плавления, так и к нарушению вязкости и величины поверхностного натяжения на границе шлак-металл. Уменьшение содержания мрамора приводит к снижению защитных функций покрытия. Введение в состав покрытия оксида железа в заданном количестве 20-30 мас.необходимо для улучшения технологических характеристик электродов, т.к. при восстановлении оксида до чистого железа способствует увеличению коэффициента наплавки. 11742 1 2009.04.30 Введение оксида железа менее 20 мас.не обеспечивает повышения коэффициента наплавки, введение более 30 мас.ухудшает свойства металла. При опытно-промышленном опробовании покрытия были изготовлены партии электродов, в качестве стержня использовалась проволока типа Св 08. Изготовление электродов осуществлялось с применением лабораторного обмазочного пресса фирмы Велма. Наплавку производили на детали сельскохозяйственных машин из сталей марок 40, 25,40 Х и чугунов марок КЧ 33-8 и СЧ 15. Конкретные составы электродного покрытия представлены в табл. 1. Наплавку электродами с покрытием различного состава, в том числе и принятого за прототип, проводили по ГОСТ 380-94. Твердость основного металла составила 2025 . Таблица 1 Состав электродного покрытия Наименование Порядковый номер и состав электродного покрытия компонента 1 2 3 4 прототип Мрамор 9 10 15 30 5 Рутил 10 25 20 30 Ферротитан 15 20 10 5 Оксид железа 30 20 25 15 Порошок меди 36 25 30 20 20 Плавиковый шпат 10 Полевой шпат 1 Феррованадий 59,5 Поташ 4,5 Полученные результаты представлены в табл. 2. Таблица 2 Свойства наплавочного материала Порядковый номер состава электродного покрытия 1 2 3 Из данных, приведенных в табл. 2, видно, что наиболее оптимальными свойствами обладает наплавочный материал состава 3. Из анализа данных следует, что использование данного электродного покрытия позволяет улучшить качество наплавки, снизить твердость наплавленного металла, получить удовлетворительную обрабатываемость резанием. Разработанный состав электродного покрытия для наплавки литых сталей и чугунов является экономически эффективным. 11742 1 2009.04.30 Источники информации 1. Патент РФ 2148485, МПК В 23 35/365, 2000. 2. Потапов Н.Н., Баранов Д.Н., Каковкин О.С. и др. Сварочные материалы для дуговой сварки Справочное пособие В 2-х т. Т.2 Сварочные проволоки и электроды / Под общ. ред. Н.Н. Потапова. - М. Машиностроение, 1993. - С. 617. 3. Сильман Г.И Камынин В.В., Тарасов А.А. Влияние меди на структурообразование в чугуне // МиТОМ. - 2003. -8. - С. 15-20. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 35/22
Метки: наплавки, электродное, литых, покрытие, чугунов, сталей
Код ссылки
<a href="https://by.patents.su/4-11742-elektrodnoe-pokrytie-dlya-naplavki-lityh-stalejj-i-chugunov.html" rel="bookmark" title="База патентов Беларуси">Электродное покрытие для наплавки литых сталей и чугунов</a>
Электродное покрытие для износостойкой наплавки
Номер патента: 6829
Опубликовано: 30.03.2005
Авторы: Соколовский Евгений Иванович, Валькович Игорь Владимирович, Артюхов Вадим Александрович, Борд Наум Юрьевич
МПК: B23K 35/365
Метки: электродное, наплавки, покрытие, износостойкой
Текст:
...в виде комплексной лигатуры феррохромбор в количестве от 14,0 до 16,0 мас. . Применение данной лигатуры позволяет не только отказаться от более дорогих материалов, таких как карбид бора, ферробор, но и дает возможность стабильно получать в наплавленном металле более твердые карбиды за счет легирования их бором с образованием в структуре боридов (карбоборидов), что определяет высокую износостойкость наплавленного металла. Введение в...
Электродное покрытие
Номер патента: 9998
Опубликовано: 30.12.2007
Авторы: Борд Наум Юрьевич, Астрейко Людмила Александровна
МПК: B23K 35/365
Метки: покрытие, электродное
Текст:
...металла сварного шва в зоне сварки. Кроме того, содержание большого количества мрамора в составе покрытия ухудшает технологичность изготовления электродов, ухудшает пластичность покрытия электродов. Поэтому количество мрамора в покрытии уменьшили. Для создания оптимального сочетания технологичности изготовления и защиты металла сварочной ванны исключили из состава покрытия каолин и тальк и дополнительно ввели доломит, шпат полевой и...
Модификатор для литых штамповых сталей
Номер патента: 8248
Опубликовано: 30.06.2006
Авторы: Антипин Анатолий Сергеевич, Орлов Юрий Григорьевич, Дудецкая Лариса Романовна, Галкина Алла Владиславовна
МПК: C22C 35/00
Метки: модификатор, литых, сталей, штамповых
Текст:
...за прототип, и произведены ее испытания в аналогичных условиях. Выплавку стали производили в индукционной печи ИСТ-0,4 с кислой футеровкой. В качестве шихтовых материалов использовали отходы производства в виде штамповой оснастки, прибылей и литников стали 5 и 5 ХНМЛ, ферромарганец ФМн 78 (ГОСТ 4755-91), ферромолибден Фмо 60 (ГОСТ 4759-91), силикокальций электролитический СК 20 (ГОСТ 4762-85). Для модифицирования расплава использовали...
Керамический флюс для сварки и наплавки стали
Номер патента: 7612
Опубликовано: 30.12.2005
Авторы: Борд Наум Юрьевич, Антонишин Юрий Тихонович
МПК: B23K 35/362
Метки: керамический, сварки, флюс, наплавки, стали
Текст:
...препятствуя растворению водорода в жидком металле. Установлено, что при концентрации кремния в сварочной ванне ниже 0,2 возможно образование пор в швах. Оптимальное содержание кварцевого песка во флюсе 6-10 . При содержании кварцевого песка менее 6 мас.не происходит энергичного успокаивания сварочной ванны, из-за чего возможно появление пор в швах. При содержании кварцевого песка свыше 10 мас.происходит легирование металла шва кремнием, что...
Состав для упрочнения литых сталей с помощью энергии взрыва
Номер патента: 10439
Опубликовано: 30.04.2008
Авторы: Андрушевич Андрей Александрович, Чурик Михаил Николаевич, Казаневская Ирина Николаевна
МПК: C22C 35/00, B21D 26/00
Метки: помощью, энергии, взрыва, упрочнения, сталей, состав, литых
Текст:
...нескольких десятков миллиметров, создавая в материале зону повышенной твердости и износостойкости. При этом из-за их очень высокой дисперсности глубина проникания в стальную заготовку увеличивается. Изменение массовой долипозволяет регулировать удельный вес порошкового состава для упрочнения и тем самым уровень свойств обработанного материала. Частицы никеля в частности при взрывной обработке обволакивают частицы , образуя оболочку и...