Сборный волочильный инструмент
Номер патента: 11688
Опубликовано: 30.04.2009
Авторы: Вашков Адам Семенович, Герман Михаил Леонидович, Якутович Николай Владимирович, Тимошпольский Владимир Исаакович, Герасимов Денис Валерьевич, Самончик Виктор Георгиевич, Мандель Николай Львович
Текст
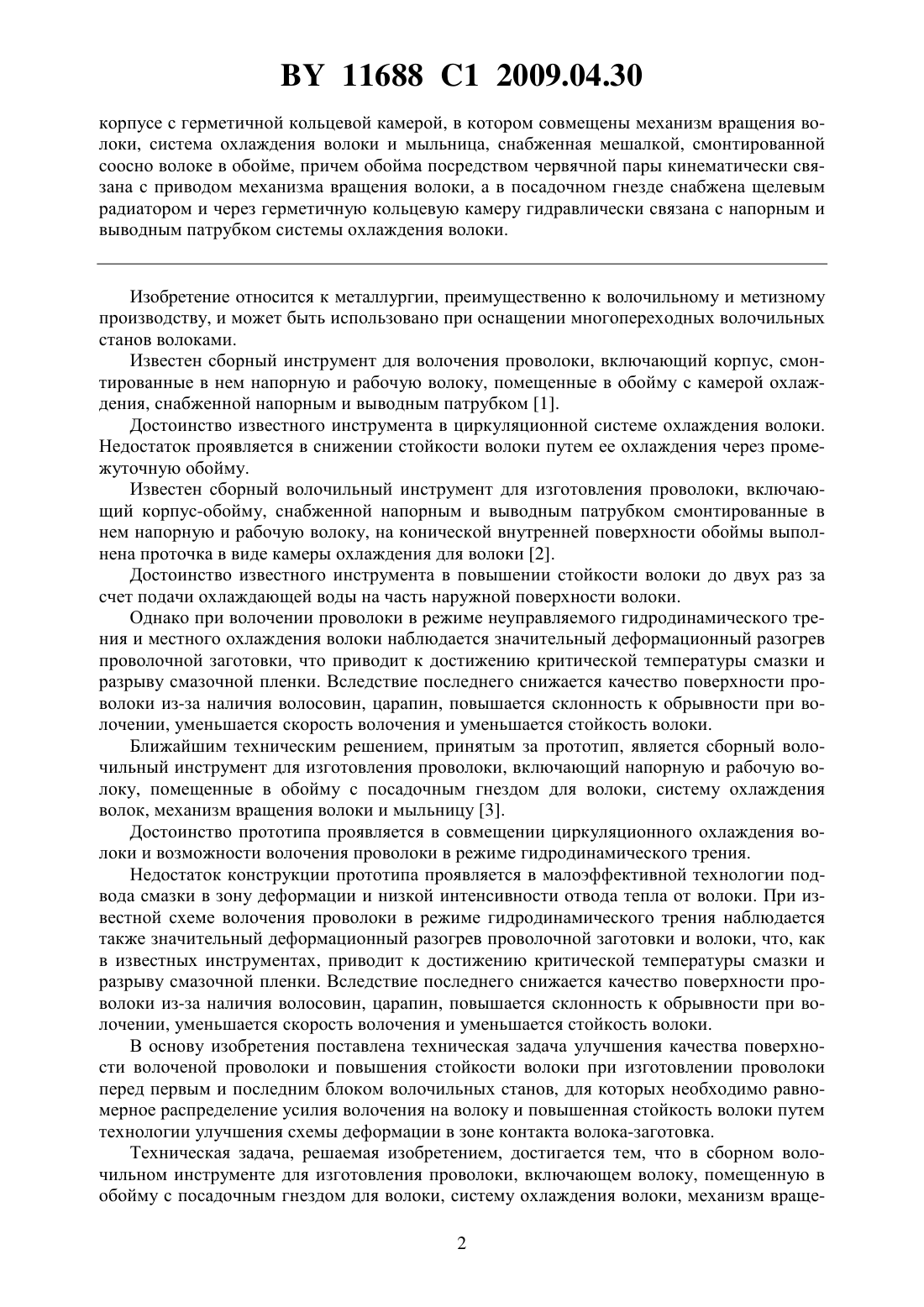
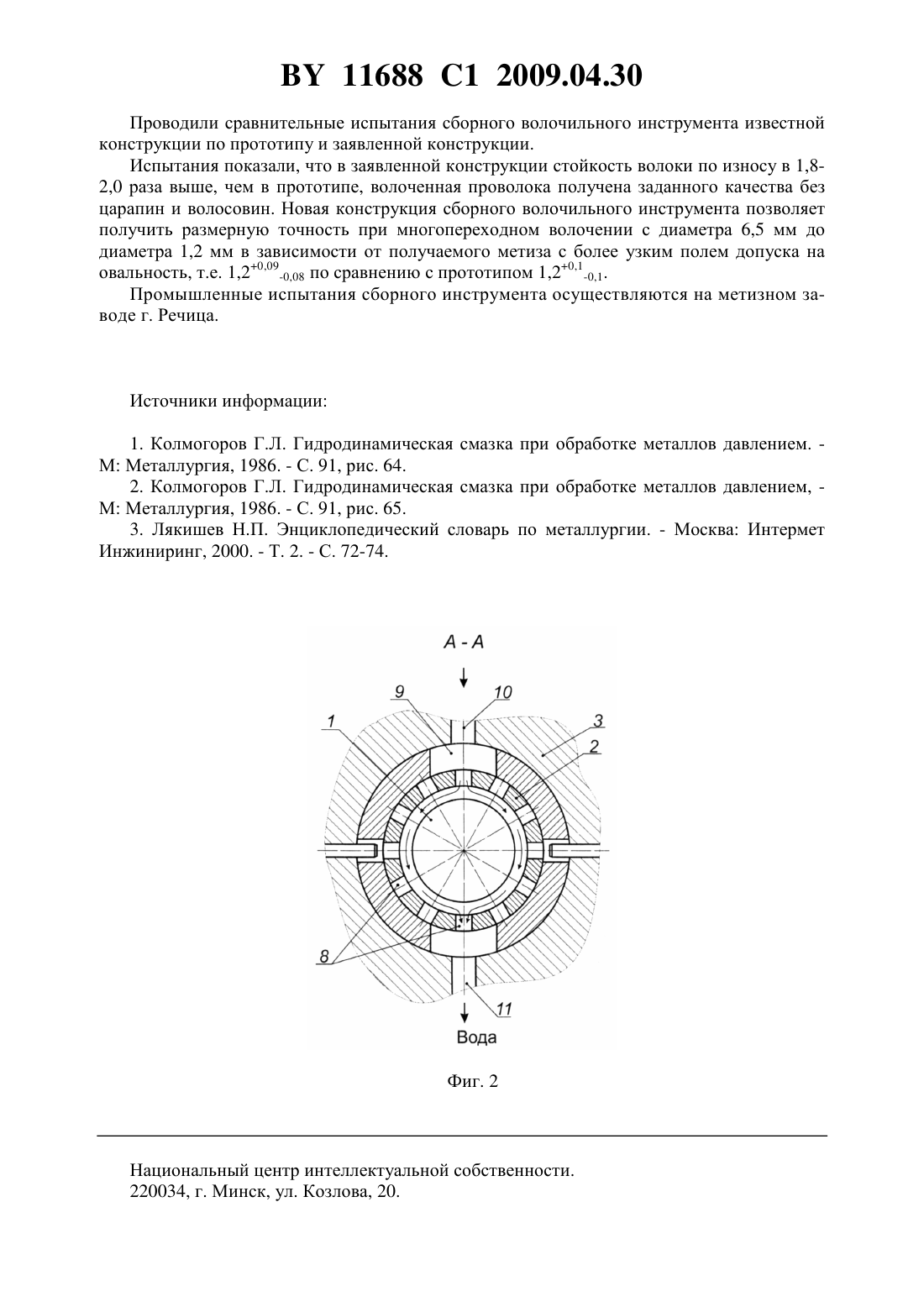
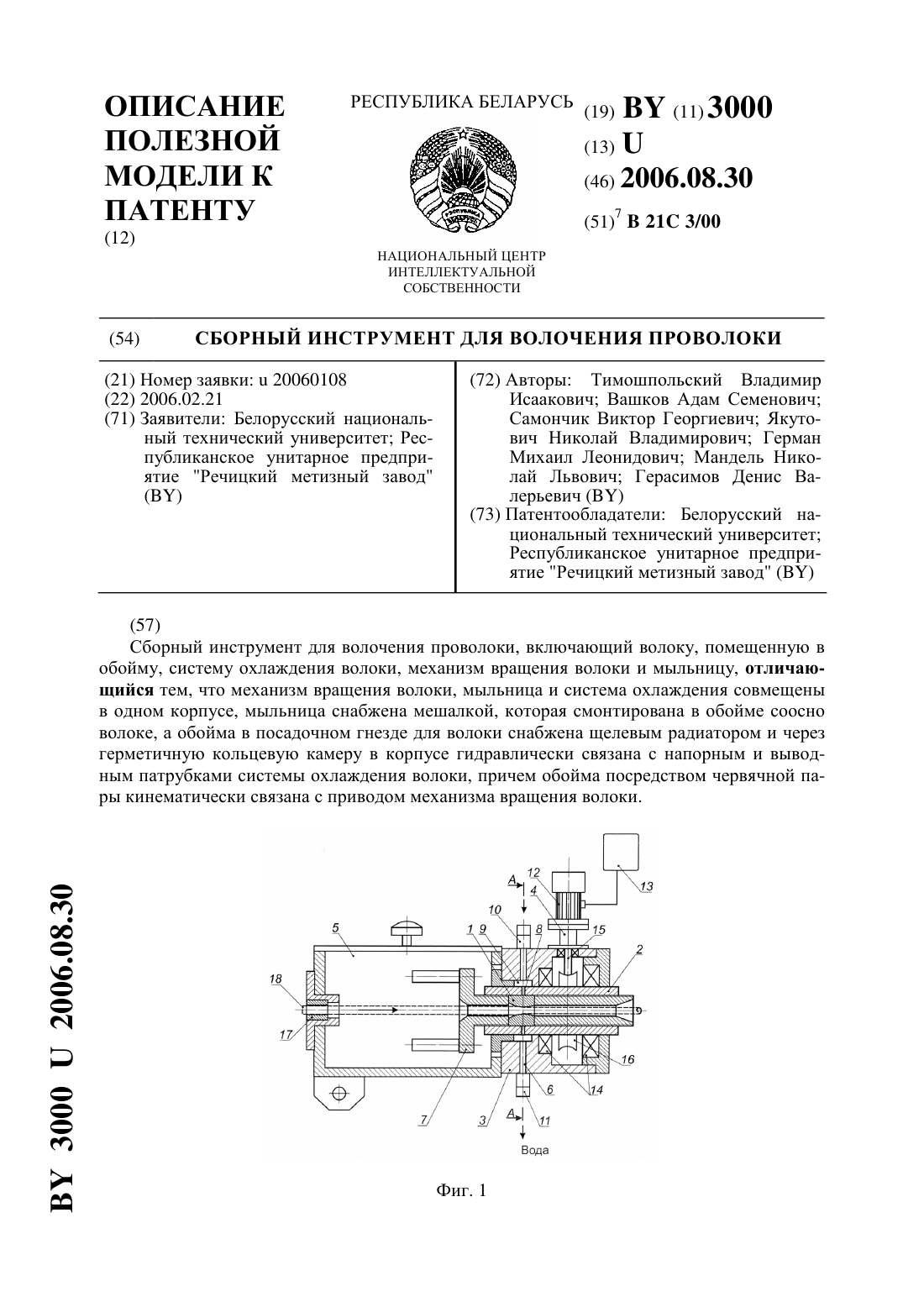
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявители Белорусский национальный технический университет Республиканское унитарное предприятие Речицкий метизный завод(72) Авторы Тимошпольский Владимир Исаакович Вашков Адам Семенович Самончик Виктор Георгиевич Якутович Николай Владимирович Герман Михаил Леонидович Мандель Николай Львович Герасимов Денис Валерьевич(73) Патентообладатели Белорусский национальный технический университет Республиканское унитарное предприятие Речицкий метизный завод(57) Сборный волочильный инструмент для изготовления проволоки, включающий волоку,помещенную в обойму с посадочным гнездом для волоки, систему охлаждения волоки,механизм вращения волоки и мыльницу, отличающийся тем, что обойма установлена в 11688 1 2009.04.30 корпусе с герметичной кольцевой камерой, в котором совмещены механизм вращения волоки, система охлаждения волоки и мыльница, снабженная мешалкой, смонтированной соосно волоке в обойме, причем обойма посредством червячной пары кинематически связана с приводом механизма вращения волоки, а в посадочном гнезде снабжена щелевым радиатором и через герметичную кольцевую камеру гидравлически связана с напорным и выводным патрубком системы охлаждения волоки. Изобретение относится к металлургии, преимущественно к волочильному и метизному производству, и может быть использовано при оснащении многопереходных волочильных станов волоками. Известен сборный инструмент для волочения проволоки, включающий корпус, смонтированные в нем напорную и рабочую волоку, помещенные в обойму с камерой охлаждения, снабженной напорным и выводным патрубком 1. Достоинство известного инструмента в циркуляционной системе охлаждения волоки. Недостаток проявляется в снижении стойкости волоки путем ее охлаждения через промежуточную обойму. Известен сборный волочильный инструмент для изготовления проволоки, включающий корпус-обойму, снабженной напорным и выводным патрубком смонтированные в нем напорную и рабочую волоку, на конической внутренней поверхности обоймы выполнена проточка в виде камеры охлаждения для волоки 2. Достоинство известного инструмента в повышении стойкости волоки до двух раз за счет подачи охлаждающей воды на часть наружной поверхности волоки. Однако при волочении проволоки в режиме неуправляемого гидродинамического трения и местного охлаждения волоки наблюдается значительный деформационный разогрев проволочной заготовки, что приводит к достижению критической температуры смазки и разрыву смазочной пленки. Вследствие последнего снижается качество поверхности проволоки из-за наличия волосовин, царапин, повышается склонность к обрывности при волочении, уменьшается скорость волочения и уменьшается стойкость волоки. Ближайшим техническим решением, принятым за прототип, является сборный волочильный инструмент для изготовления проволоки, включающий напорную и рабочую волоку, помещенные в обойму с посадочным гнездом для волоки, систему охлаждения волок, механизм вращения волоки и мыльницу 3. Достоинство прототипа проявляется в совмещении циркуляционного охлаждения волоки и возможности волочения проволоки в режиме гидродинамического трения. Недостаток конструкции прототипа проявляется в малоэффективной технологии подвода смазки в зону деформации и низкой интенсивности отвода тепла от волоки. При известной схеме волочения проволоки в режиме гидродинамического трения наблюдается также значительный деформационный разогрев проволочной заготовки и волоки, что, как в известных инструментах, приводит к достижению критической температуры смазки и разрыву смазочной пленки. Вследствие последнего снижается качество поверхности проволоки из-за наличия волосовин, царапин, повышается склонность к обрывности при волочении, уменьшается скорость волочения и уменьшается стойкость волоки. В основу изобретения поставлена техническая задача улучшения качества поверхности волоченой проволоки и повышения стойкости волоки при изготовлении проволоки перед первым и последним блоком волочильных станов, для которых необходимо равномерное распределение усилия волочения на волоку и повышенная стойкость волоки путем технологии улучшения схемы деформации в зоне контакта волока-заготовка. Техническая задача, решаемая изобретением, достигается тем, что в сборном волочильном инструменте для изготовления проволоки, включающем волоку, помещенную в обойму с посадочным гнездом для волоки, систему охлаждения волоки, механизм враще 2 11688 1 2009.04.30 ния волоки и мыльницу, согласно изобретению, обойма установлена в корпусе с герметичной кольцевой камерой, в котором совмещены механизм вращения волоки, система охлаждения волоки и мыльница, снабженная мешалкой, смонтированной соосно волоке в обойме, причем обойма посредством червячной пары кинематически связана с приводом механизма вращения волоки, а в посадочном гнезде снабжена щелевым радиатором и через герметичную кольцевую камеру гидравлически связана с напорным и выводным патрубком системы охлаждения волоки. Технический результат изобретения проявляется в повышении стойкости волоки по износу. Конструкция инструмента обладает технологичностью в изготовлении и потребительским спросом и, следовательно, соответствует критерию промышленная применимость. Для лучшего понимания изобретения оно поясняется чертежом, где фиг. 1 - общий вид сборного волочильного инструмента для изготовления проволоки фиг. 2 - разрез А-А по фиг. 1, где показана кинематика работы роторного щелевого радиатора системы охлаждения волоки. Сборный волочильный инструмент для изготовления проволоки содержит волоку 1,помещенную в обойму 2, совмещенные в одном корпусе 3 механизм 4 вращения волоки 1,мыльница 5 и система охлаждения 6. Мыльница 5 снабжена мешалкой 7, которая смонтирована соосно волоке 1 в общей обойме 2. Обойма 2 в посадочном гнезде для волоки 1 снабжена роторным щелевым радиатором 8 и через герметичную кольцевую камеру 9 в корпусе 3 гидравлически связана с напорным патрубком 10 и выводным патрубком 11,например, водяной системы 6 охлаждения волоки 1. Механизм 4 вращения волоки 1 содержит электропривод 12 с блоком управления 13. Обойма 2 установлена в корпусе 3 на подшипниках 14 и посредством червячной пары, червяка 15 и червячного колеса 16 кинематически связана с электроприводом 12 механизма вращения волоки 1. Работа сборного волочильного инструмента для изготовления проволоки осуществляется по следующему технологическому циклу на примере изготовления проволоки перед первым и последним блоком волочильных станов при 6-ти кратном волочении, для которых необходимо равномерное распределение усилия волочения на волоку и повышенная стойкость волоки путем технологии улучшения схемы деформации в зоне контакта волока-заготовка. Диаметр деформируемой проволоки составлял 6,51,2 мм в зависимости от получаемого метиза, например, из стали Ст. 3, Ст. 11, стали 0,8 Г 2 С. Скорость вращения волоки задана в интервале 816 об/мин. Остреную проволочную заготовку 18 законцовкой пропускают через проводку 17, через мыльницу 5, заполненную жидкой или порошкообразной смазкой, и через волоку 1 и прилагают к проволочной заготовке 18 усилие волочения от тянущего барабана. Согласно технологическому регламенту блоком управления 13 включают электропривод 12. Червячное колесо 16 передает момент вращения на помещенную в обойму 2 волоку 1. Синхронно с вращением волоки 1 вращается мешалка 7, перемешивая жидкую смазку в мыльнице 5,например, на основе водно-мыльной суспензии. Через напорный патрубок 10 системы охлаждения 6 нагнетают хладоагент, например воду, которая через герметичную кольцевую камеру 9 и роторный щелевой радиатор 11 активно омывает прямым теплообменом корпус волоки 1, и через выводной патрубок 11 вода выводится в водяную систему 6 охлаждения волоки 1. В процессе работы сборного волочильного инструмента синхронно с вращением волоки 1 вращается четырехлопастная мешалка 7, перемешивая жидкую смазку в мыльнице 5, однородно стабилизирует состав жидкой или порошкообразной смазкой и нагнетает ее в очаг деформации волоки 1, создавая устойчивый процесс гидродинамического трения в зоне заготовка 18-волока 1, исключая при этом трубообразование смазочного слоя в очаге деформации. Одновременно роторный щелевой радиатор 11 вращаемой обоймы 2 в режиме лопастного насоса активно омывает прямым теплообменом корпус волоки 1, стабилизируя ее температуру согласно технологическому регламенту. 3 11688 1 2009.04.30 Проводили сравнительные испытания сборного волочильного инструмента известной конструкции по прототипу и заявленной конструкции. Испытания показали, что в заявленной конструкции стойкость волоки по износу в 1,82,0 раза выше, чем в прототипе, волоченная проволока получена заданного качества без царапин и волосовин. Новая конструкция сборного волочильного инструмента позволяет получить размерную точность при многопереходном волочении с диаметра 6,5 мм до диаметра 1,2 мм в зависимости от получаемого метиза с более узким полем допуска на овальность, т.е. 1,20,09-0,08 по сравнению с прототипом 1,20,1-0,1. Промышленные испытания сборного инструмента осуществляются на метизном заводе г. Речица. Источники информации 1. Колмогоров Г.Л. Гидродинамическая смазка при обработке металлов давлением. М Металлургия, 1986. - С. 91, рис. 64. 2. Колмогоров Г.Л. Гидродинамическая смазка при обработке металлов давлением, М Металлургия, 1986. - С. 91, рис. 65. 3. Лякишев Н.П. Энциклопедический словарь по металлургии. - Москва Интермет Инжиниринг, 2000. - Т. 2. - С. 72-74. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21C 3/00
Метки: сборный, волочильный, инструмент
Код ссылки
<a href="https://by.patents.su/4-11688-sbornyjj-volochilnyjj-instrument.html" rel="bookmark" title="База патентов Беларуси">Сборный волочильный инструмент</a>
Сборный инструмент для волочения проволоки
Номер патента: U 3000
Опубликовано: 30.08.2006
Авторы: Герман Михаил Леонидович, Самончик Виктор Георгиевич, Герасимов Денис Валерьевич, Якутович Николай Владимирович, Вашков Адам Семенович, Мандель Николай Львович, Тимошпольский Владимир Исаакович
МПК: B21C 3/00
Метки: сборный, волочения, проволоки, инструмент
Текст:
...в сборном инструменте для волочения проволоки, включающем волоку, помещенную в обойму, систему охлаждения волоки, механизм вращения волоки и мыльницу, согласно полезной модели, механизм вращения 2 30002006.08.30 волоки, мыльница и система охлаждения совмещены в одном корпусе, мыльница снабжена мешалкой, которая смонтирована в обойме соосно волоке, а обойма в посадочном гнезде для волоки снабжена щелевым радиатором и через герметичную...
Способ производства проволоки для металлокорда и волочильный стан для обработки передельной заготовки для производства металлокорда
Номер патента: 1388
Опубликовано: 16.09.1996
Авторы: Абросимов В. П., Фетисов В. П., Пикулин В. А., Березуев А. И., Алексеев Ю. Г., Бирюков Б. А., Редреев Л. И.
Метки: стан, обработки, передельной, заготовки, волочильный, проволоки, производства, металлокорда, способ
Текст:
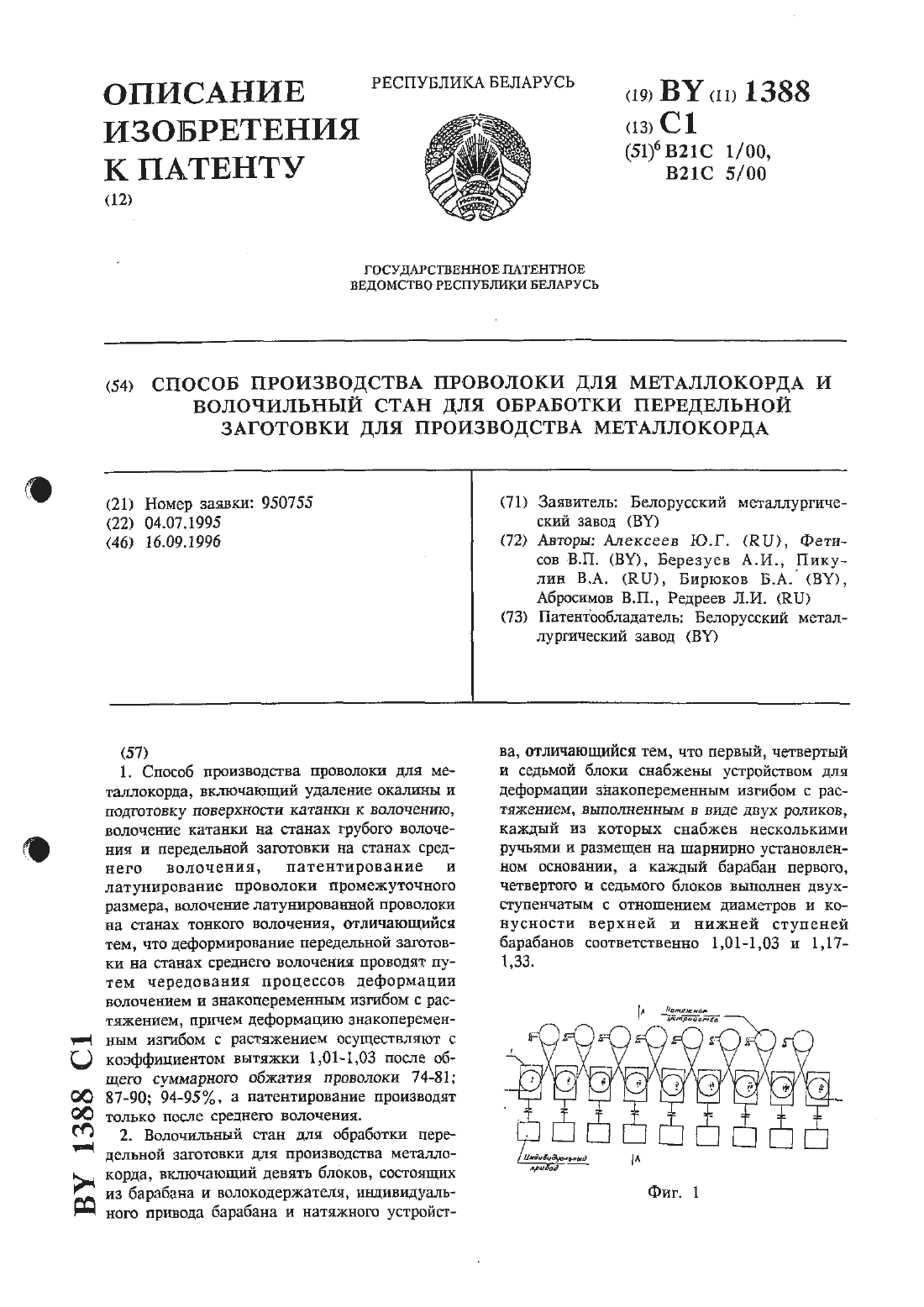
...СТЗЛИ, ОСПУСЛОВДиаметр Прирост удельного объема проволо катанки диам.5,5 мм, холодиодеформированнои ки мм п-оволоки3. ленное повышением плотности дефектов кристаллической решетки. Дальнейшее увеличение обжатия до 91,5 сопровождается резким приростом удельного объема с 0,4 до 1,2, что свидетельствует об интенсивном зарождении микротрещин. С учетом возможной неоднородности микроструктуры катанки, обусловленной ликвацией химических...
Способ изготовления высокопрочной стальной проволоки
Номер патента: 6035
Опубликовано: 30.03.2004
Авторы: Филиппов Вадим Владимирович, Ежов Виктор Васильевич, Савенок Анатолий Николаевич, Желтков Александр Сергеевич
МПК: B21C 1/00
Метки: стальной, проволоки, высокопрочной, изготовления, способ
Текст:
...с последующим нагревом до 350400 С 1. Недостаток прототипа в том, что при использовании этого способа происходит заметное разупрочнение проволоки, увеличение затрат и трудоемкости за счет введения дополнительной операции нагрева. 6035 1 Задача, решаемая изобретением, состоит в повышении качества и снижении трудоемкости производства проволоки, подвергаемой дальнейшей пластической деформации свивке, плетению и т.д. Технический результат,...
Универсальное устройство для сухого волочения и плющения стальной проволоки

Номер патента: U 3062
Опубликовано: 30.10.2006
Авторы: Игнатенко Олег Иванович, Павлов Михаил Леонидович, Маточкин Виктор Аркадьевич, Зиновенко Андрей Владимирович, Савенок Анатолий Николаевич, Андрианов Николай Викторович, Демидов Александр Васильевич
МПК: B21C 1/00
Метки: стальной, универсальное, сухого, устройство, волочения, проволоки, плющения
Текст:
...профиля или же полученную на этом устройстве холоднотянутую заготовку круглого сечения необходимо дополнительно перерабатывать на специализированных плющильных станах. Задача, решаемая полезной моделью, заключается в создании универсального устройства для сухого волочения и изготовления холоднотянутой плющеной проволоки или стальной ленты. Технический результат, достигаемый при использовании устройства, заключается в расширении...
Инструмент для поперечно-клиновой прокатки
Номер патента: 2369
Опубликовано: 30.09.1998
Автор: Куксенков Василий Андреевич
МПК: B21H 1/18
Метки: прокатки, поперечно-клиновой, инструмент
Текст:
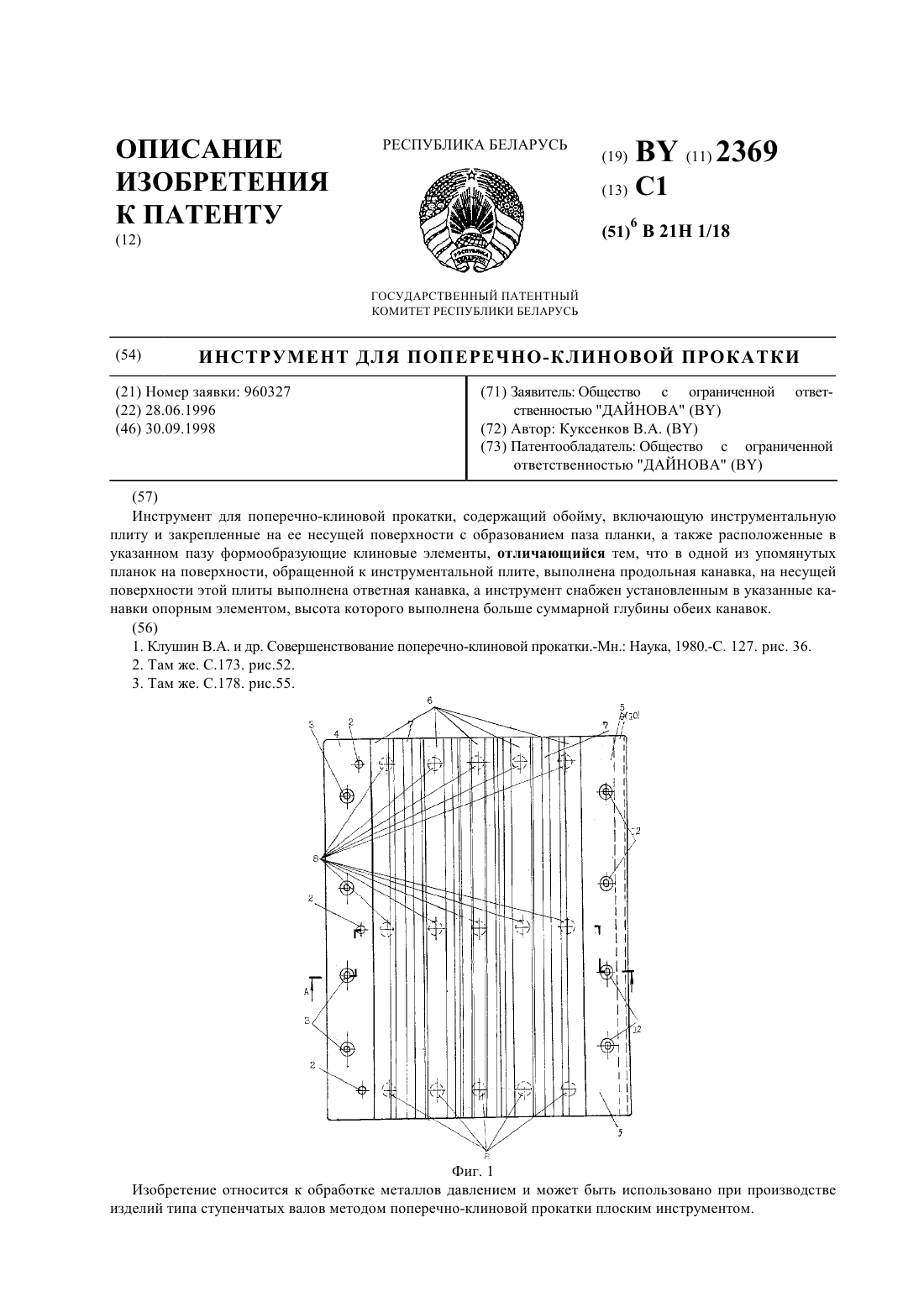
...узких формообразующих клиновых элементов любой длины. Кроме того, в задачу входит также и уменьшение трудоемкости изготовления инструмента за счет дополнительного сжатия набора клиновых элементов по всей длине паза. Сущность изобретения заключается в том, что в инструменте для поперечно-клиновой прокатки,одержащем обойму, включающую инструментальную плиту и закрепленные на ее несущей поверхности с образованием паза планки, а также...
Предыдущий патент: Способ производства мясных чипсов
Следующий патент: Состав для отделки железобетонных поверхностей
Случайный патент: Прокатный валок