Способ получения покрытия на основе порошковых материалов
Номер патента: 10871
Опубликовано: 30.08.2008
Авторы: Пасовец Владимир Николаевич, Ковтун Вадим Анатольевич
Текст
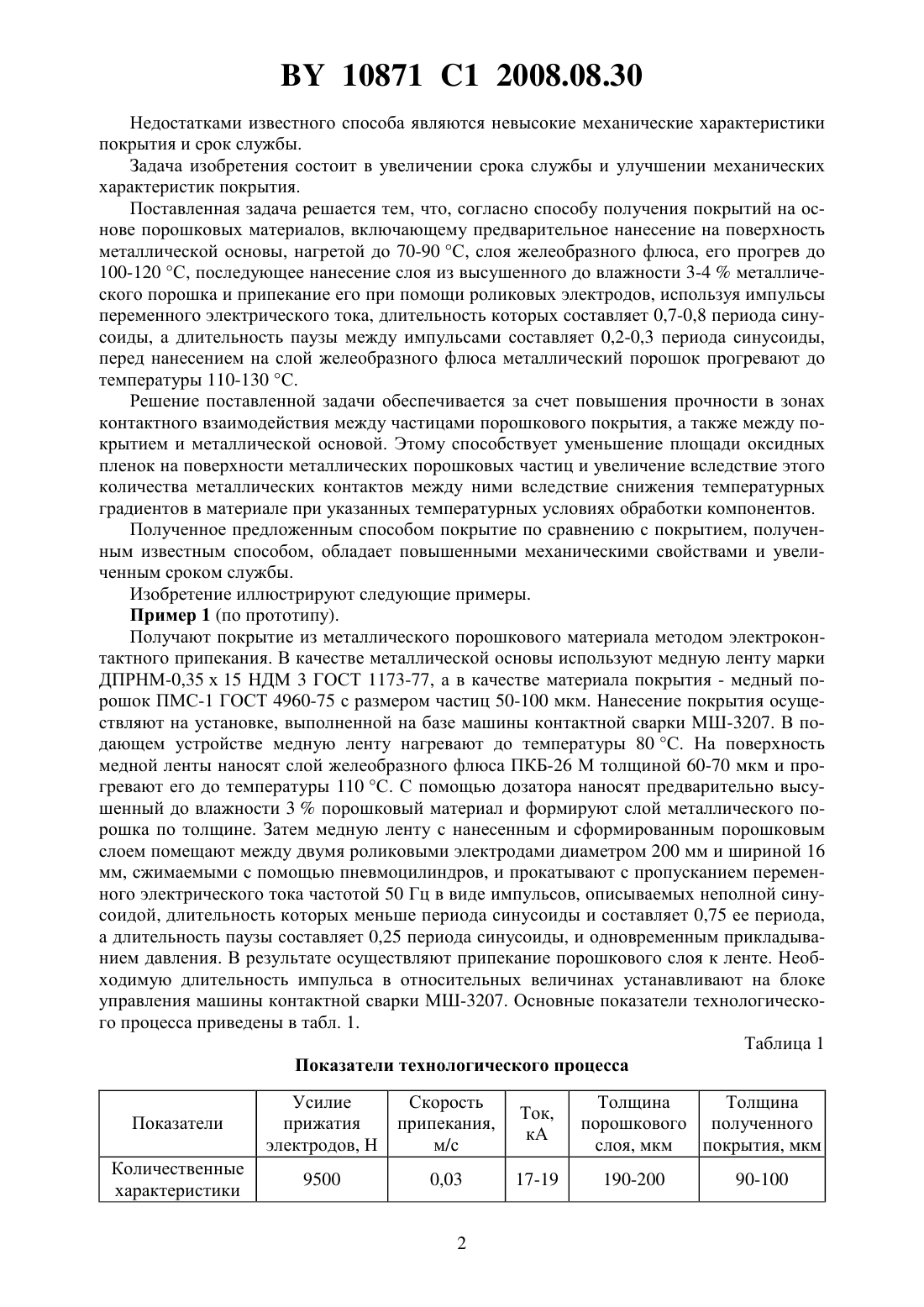
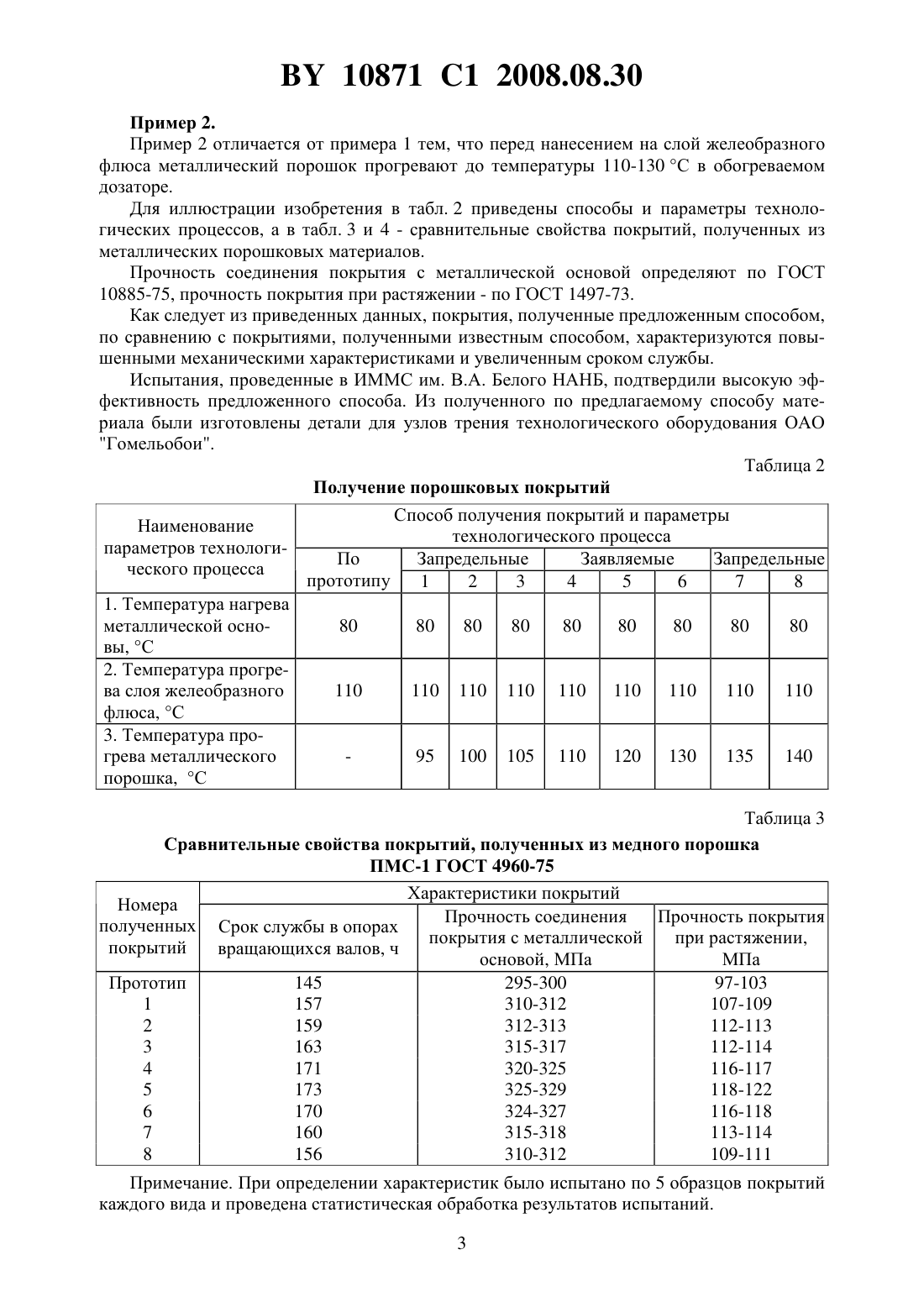
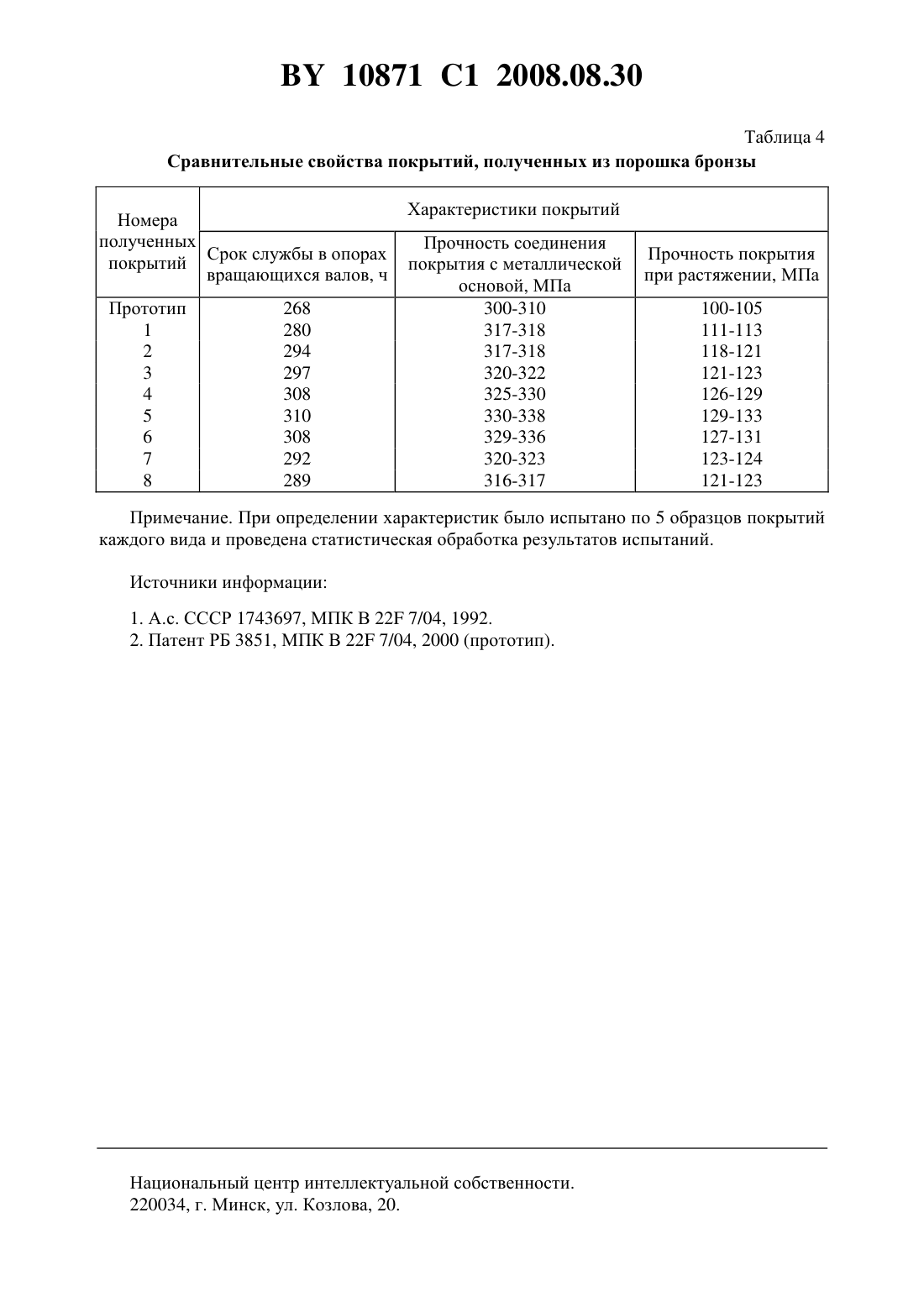
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ОСНОВЕ ПОРОШКОВЫХ МАТЕРИАЛОВ(71) Заявитель Государственное научное учреждение Институт механики металлополимерных систем имени В.А.Белого Национальной академии наук Беларуси(72) Авторы Ковтун Вадим Анатольевич Пасовец Владимир Николаевич(73) Патентообладатель Государственное научное учреждение Институт механики металлополимерных систем имени В.А.Белого Национальной академии наук Беларуси(57) Способ получения покрытия на основе порошковых материалов, включающий нанесение на поверхность металлической основы, нагретой до 70-90 С, слоя желеобразного флюса, его прогрев до 100-120 С, затем нанесение слоя металлического порошка, предварительно высушенного до влажности 3-4 , припекание его к основе при помощи роликовых электродов с использованием импульсов переменного электрического тока, длительность которых составляет 0,7-0,8 периода синусоиды, а пауза между ними составляет 0,2-0,3 периода синусоиды, отличающийся тем, что перед нанесением на слой желеобразного флюса металлический порошок прогревают до температуры 110-130 С. Изобретение относится к области порошковой металлургии, в частности к способам получения покрытий из металлических порошковых материалов путем припекания. Известен способ получения покрытий из металлического порошка, включающий нанесение металлического порошка на поверхность подложки и его припекание при помощи двух роликовых электродов, через которые пропускают электрический ток и одновременно прикладывают давление 1. Недостатками способа являются невысокие физико-механические характеристики покрытия. Наиболее близким к изобретению по технологической сущности и достигаемому результату является способ получения порошковых покрытий, включающий нанесение на поверхность металлической основы, нагретой до 70-90 С, слоя желеобразного флюса, его прогрев до 100-120 С, последующее нанесение слоя из высушенного до влажности 3-4 металлического порошка и припекание его при помощи роликовых электродов, используя импульсы переменного электрического тока, длительность которых составляет 0,7-0,8 периода синусоиды, а длительность паузы между импульсами составляет 0,2-0,3 периода синусоиды 2. 10871 1 2008.08.30 Недостатками известного способа являются невысокие механические характеристики покрытия и срок службы. Задача изобретения состоит в увеличении срока службы и улучшении механических характеристик покрытия. Поставленная задача решается тем, что, согласно способу получения покрытий на основе порошковых материалов, включающему предварительное нанесение на поверхность металлической основы, нагретой до 70-90 С, слоя желеобразного флюса, его прогрев до 100-120 С, последующее нанесение слоя из высушенного до влажности 3-4 металлического порошка и припекание его при помощи роликовых электродов, используя импульсы переменного электрического тока, длительность которых составляет 0,7-0,8 периода синусоиды, а длительность паузы между импульсами составляет 0,2-0,3 периода синусоиды,перед нанесением на слой желеобразного флюса металлический порошок прогревают до температуры 110-130 С. Решение поставленной задачи обеспечивается за счет повышения прочности в зонах контактного взаимодействия между частицами порошкового покрытия, а также между покрытием и металлической основой. Этому способствует уменьшение площади оксидных пленок на поверхности металлических порошковых частиц и увеличение вследствие этого количества металлических контактов между ними вследствие снижения температурных градиентов в материале при указанных температурных условиях обработки компонентов. Полученное предложенным способом покрытие по сравнению с покрытием, полученным известным способом, обладает повышенными механическими свойствами и увеличенным сроком службы. Изобретение иллюстрируют следующие примеры. Пример 1 (по прототипу). Получают покрытие из металлического порошкового материала методом электроконтактного припекания. В качестве металлической основы используют медную ленту марки ДПРНМ-0,35 х 15 НДМ 3 ГОСТ 1173-77, а в качестве материала покрытия - медный порошок ПМС-1 ГОСТ 4960-75 с размером частиц 50-100 мкм. Нанесение покрытия осуществляют на установке, выполненной на базе машины контактной сварки МШ-3207. В подающем устройстве медную ленту нагревают до температуры 80 С. На поверхность медной ленты наносят слой желеобразного флюса ПКБ-26 М толщиной 60-70 мкм и прогревают его до температуры 110 С. С помощью дозатора наносят предварительно высушенный до влажности 3 порошковый материал и формируют слой металлического порошка по толщине. Затем медную ленту с нанесенным и сформированным порошковым слоем помещают между двумя роликовыми электродами диаметром 200 мм и шириной 16 мм, сжимаемыми с помощью пневмоцилиндров, и прокатывают с пропусканием переменного электрического тока частотой 50 Гц в виде импульсов, описываемых неполной синусоидой, длительность которых меньше периода синусоиды и составляет 0,75 ее периода,а длительность паузы составляет 0,25 периода синусоиды, и одновременным прикладыванием давления. В результате осуществляют припекание порошкового слоя к ленте. Необходимую длительность импульса в относительных величинах устанавливают на блоке управления машины контактной сварки МШ-3207. Основные показатели технологического процесса приведены в табл. 1. Таблица 1 Показатели технологического процесса Показатели Толщина Толщина порошкового полученного слоя, мкм покрытия, мкм 190-200 10871 1 2008.08.30 Пример 2. Пример 2 отличается от примера 1 тем, что перед нанесением на слой желеобразного флюса металлический порошок прогревают до температуры 110-130 С в обогреваемом дозаторе. Для иллюстрации изобретения в табл. 2 приведены способы и параметры технологических процессов, а в табл. 3 и 4 - сравнительные свойства покрытий, полученных из металлических порошковых материалов. Прочность соединения покрытия с металлической основой определяют по ГОСТ 10885-75, прочность покрытия при растяжении - по ГОСТ 1497-73. Как следует из приведенных данных, покрытия, полученные предложенным способом,по сравнению с покрытиями, полученными известным способом, характеризуются повышенными механическими характеристиками и увеличенным сроком службы. Испытания, проведенные в ИММС им. В.А. Белого НАНБ, подтвердили высокую эффективность предложенного способа. Из полученного по предлагаемому способу материала были изготовлены детали для узлов трения технологического оборудования ОАО Гомельобои. Таблица 2 Получение порошковых покрытий Способ получения покрытий и параметры Наименование технологического процесса параметров технологиПо Запредельные Заявляемые Запредельные ческого процесса прототипу 1 2 3 4 5 6 7 8 1. Температура нагрева металлической осно 80 80 80 80 80 80 80 80 80 вы, С 2. Температура прогрева слоя желеобразного 110 110 110 110 110 110 110 110 110 флюса, С 3. Температура прогрева металлического 95 100 105 110 120 130 135 140 порошка, С Таблица 3 Сравнительные свойства покрытий, полученных из медного порошка ПМС-1 ГОСТ 4960-75 Характеристики покрытий Номера Прочность соединения Прочность покрытия полученных Срок службы в опорах покрытия с металлической при растяжении,покрытий вращающихся валов, ч основой, МПа МПа Прототип 145 295-300 97-103 1 157 310-312 107-109 2 159 312-313 112-113 3 163 315-317 112-114 4 171 320-325 116-117 5 173 325-329 118-122 6 170 324-327 116-118 7 160 315-318 113-114 8 156 310-312 109-111 Примечание. При определении характеристик было испытано по 5 образцов покрытий каждого вида и проведена статистическая обработка результатов испытаний. 3 10871 1 2008.08.30 Таблица 4 Сравнительные свойства покрытий, полученных из порошка бронзы Номера полученных Срок службы в опорах покрытий вращающихся валов, ч Прототип 1 2 3 4 5 6 7 8 Характеристики покрытий Прочность соединения покрытия с металлической основой, МПа 300-310 317-318 317-318 320-322 325-330 330-338 329-336 320-323 316-317 Прочность покрытия при растяжении, МПа 100-105 111-113 118-121 121-123 126-129 129-133 127-131 123-124 121-123 Примечание. При определении характеристик было испытано по 5 образцов покрытий каждого вида и проведена статистическая обработка результатов испытаний. Источники информации 1. А.с. СССР 1743697, МПК В 22 7/04, 1992. 2. Патент РБ 3851, МПК В 22 7/04, 2000 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C23C 24/00, B22F 7/02
Метки: основе, получения, порошковых, материалов, покрытия, способ
Код ссылки
<a href="https://by.patents.su/4-10871-sposob-polucheniya-pokrytiya-na-osnove-poroshkovyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ получения покрытия на основе порошковых материалов</a>
Способ получения непрерывных покрытий из металлических порошковых материалов
Номер патента: 2409
Опубликовано: 30.09.1998
Авторы: Плескачевский Юрий Михайлович, Ковтун Вадим Анатольевич, Шувалов Владимир Борисович
МПК: B22F 7/04
Метки: покрытий, материалов, металлических, порошковых, получения, непрерывных, способ
Текст:
...заявляемое решение отвечает критерию Изобретательский уровень. Изобретения иллюстрируют следующие примеры. Пример 1 (по прототипу). Получают покрытие из металлического порошкового материала методом электроконтактного припекания. В качестве металлической основы используют медную ленту марки ДПРНМ-0,35 х 15 НДМ 3 ГОСТ 1173-77, а в качестве материала покрытия - медный порошок ПМС-1 ГОСТ 4960-75 с размером частиц 50-100 мкм. Нанесение покрытия...
Способ получения порошковых покрытий
Номер патента: 3851
Опубликовано: 30.03.2001
Авторы: Жирнов Евгений Александрович, Ковтун Вадим Анатольевич, Шалобалов Михаил Олегович, Дмитриев Владимир Владимирович, Шувалов Владимир Борисович, Плескачевский Юрий Михайлович
МПК: C23C 24/08, B22F 7/04
Метки: получения, покрытий, порошковых, способ
Текст:
...улучшение механических свойств и увеличение срока службы покрытий, в современной технике отсутствует. Таким образом, эффект от использования заявляемой совокупности отличительных признаков не является известным следствием уже известных свойств объекта изобретения и установлен авторами. Всоответствии с изложенным заявляемое решение отвечает критерию Изобретательский уровень. Изобретение иллюстрируют следующие примеры. Пример 1 (по прототипу)....
Способ получения композиционного гальванического электрохимического покрытия на основе алмазов и никелевой связки
Номер патента: 9169
Опубликовано: 30.04.2007
Авторы: Карагулькин Виталий Константинович, Черник Александр Александрович, Жарский Иван Михайлович, Черник Елена Олеговна, Чулков Олег Анатольевич
МПК: C25D 15/00
Метки: алмазов, композиционного, получения, способ, никелевой, электрохимического, связки, покрытия, основе, гальванического
Текст:
...1-1000 мс с паузами 0-1000 мс при плотности тока 1-50 А/дм 2. Это позволяет применять более высокие плотности тока и сократить время получения покрытий большой толщины, использовать электролиты без блескообразующих и выравнивающих добавок или уменьшить их количество в электролите, а также применять пониженную температуру электролита. Кроме того, предлагаемый способ позволяет, регулируя только параметры импульсного электролиза (плотность...
Способ парооксидирования изделия из порошковых материалов на основе железа
Номер патента: 10758
Опубликовано: 30.06.2008
Авторы: Сыроежко Геннадий Сергеевич, Пащук Сергей Евгеньевич, Дьячкова Лариса Николаевна
Метки: способ, основе, парооксидирования, материалов, порошковых, изделия, железа
Текст:
...масло, находящееся на поверхности изделий, сгорает, образуя слой сажи. Наличие сажи на поверхности при окислении в процессе парооксидирования приводит к созданию в поверхностном оксидном слое большого количества рыхлого оксида 23, снижающего триботехнические характеристики и коррозионную стойкость порошковых изделий. Известно 5, что углерод растворяется (вернее, окисляется и сгорает) в расплавленной натриевой или калиевой селитре....
Способ получения ячеистых проницаемых материалов на основе порошка титана
Номер патента: 7770
Опубликовано: 28.02.2006
Авторы: Савич Вадим Викторович, Пилиневич Леонид Петрович, Тумилович Мирослав Викторович
Метки: получения, титана, способ, порошка, ячеистых, основе, проницаемых, материалов
Текст:
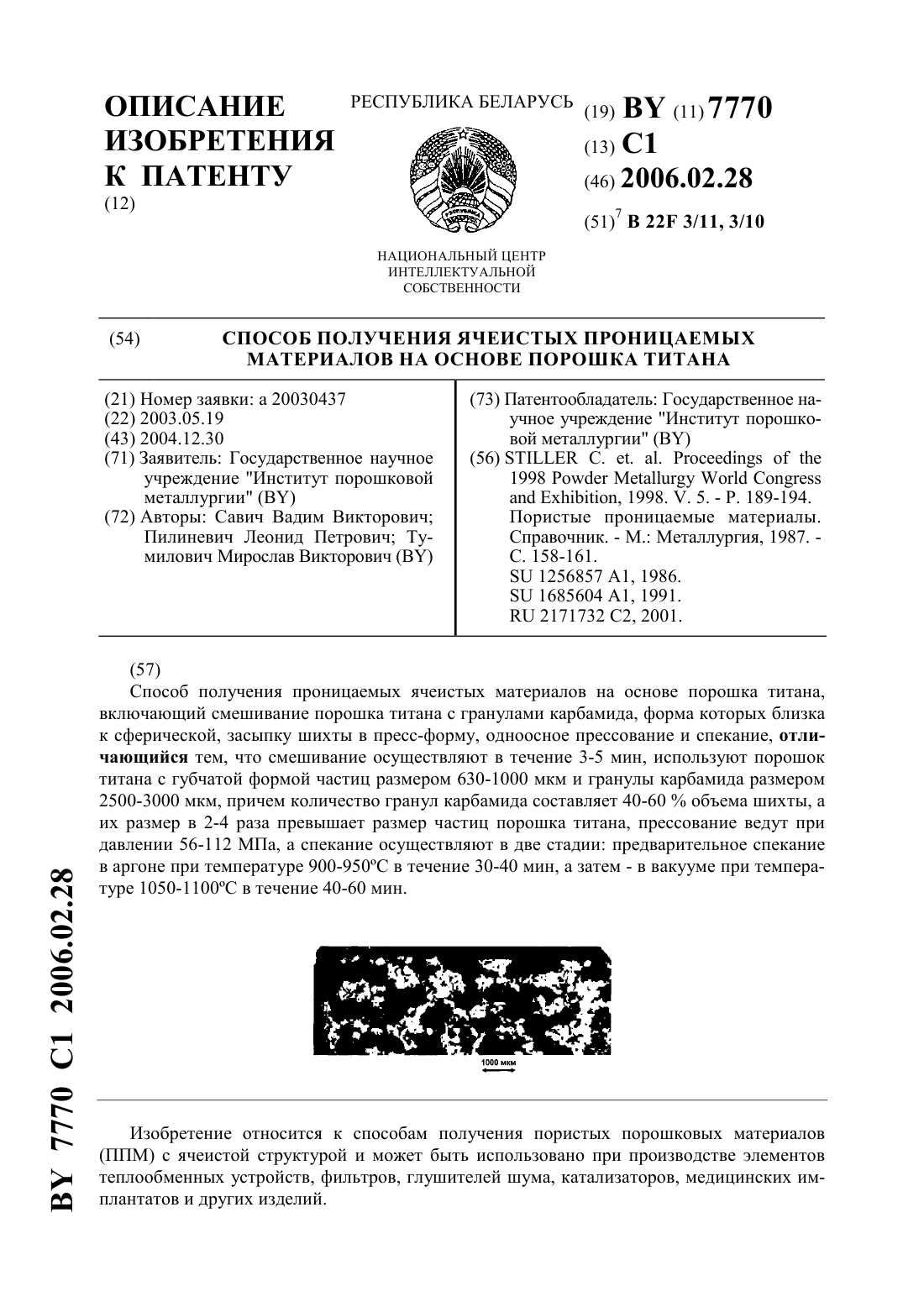
...т.к. требуется для избежания сегрегации и случайного (неравномерного) распределения крупных пор в объеме ППМ использовать связующие для удержания металлических частиц на поверхности гранул порообразователя. При содержании гранул порообразователя менее 40 от объема шихты получается не ячеистая, а бипористая структура, в которой крупные поры размерами 1000-1500 мкм изолированы, а не сообщаются напрямую друг с другом. При содержании...
Предыдущий патент: Способ моделирования хронического травматического остеомиелита нижней челюсти в эксперименте у млекопитающего
Следующий патент: Способ получения N-ацетил-L-глутамина
Случайный патент: Устройство для подачи расплава в валковый кристаллизатор