Способ парооксидирования изделия из порошковых материалов на основе железа
Номер патента: 10758
Опубликовано: 30.06.2008
Авторы: Пащук Сергей Евгеньевич, Дьячкова Лариса Николаевна, Сыроежко Геннадий Сергеевич
Текст
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПАРООКСИДИРОВАНИЯ ИЗДЕЛИЯ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЖЕЛЕЗА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Дьячкова Лариса Николаевна Пащук Сергей Евгеньевич Сыроежко Геннадий Сергеевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ парооксидирования изделия из порошковых материалов на основе железа,включающий предварительный нагрев изделия в печи, выдержку и нагрев до 400-570 С в среде водяного пара, отличающийся тем, что предварительный нагрев изделия осуществляют до 350 С в среде калиевой селитры или до 320 С в среде натриевой селитры, а выдержку осуществляют в течение 30-40 мин. Изобретение относится к области порошковой металлургии, в частности к способам химико-термической обработки порошковых материалов на основе железа, применяемых в машиностроении, с целью повышения их коррозионной стойкости и износостойкости. Известен способ оксидирования материалов на основе железа, включающий нагрев изделий в водяном паре при температуре 400-550 С, выдержку и охлаждение 1, 2. Однако этот способ является длительным (6-8 ч) и не обеспечивает получения плотной пленки оксида 34 вследствие наличия повышенного количества рыхлого оксида 23. Известен также способ парооксидирования порошковых изделий в кипящем псевдоожиженном слое 3, при котором применяется скоростной нагрев. Недостатками этого способа являются большой расход электроэнергии, применение специального оборудования и недостаточная толщина оксидной пленки. В качестве прототипа выбран способ парооксидирования изделий из порошковых сплавов на основе железа, включающий предварительный нагрев изделий до 100-200 С в слое инертного материала, псевдоожиженного воздухом, последующий нагрев до температуры 400-570 С в печи и окисление водяным паром путем подачи воды непосредственно в газораспределитель печи 4. Недостатком данного способа является использование в качестве инертной среды корунда, который в процессе обработки налипает на поверхность изделия, приводя к образованию тонкой неоднородной оксидной пленки с пониженными триботехническими свойствами и коррозионной стойкостью изделий. 10758 1 2008.06.30 Задача изобретения - повышение триботехнических свойств и коррозионной стойкости изделий из порошковых материалов на основе железа. Поставленная техническая задача достигается тем, что в способе парооксидирования изделия из порошковых материалов на основе железа, включающем предварительный нагрев изделия в печи, выдержку и нагрев до 400-570 С в среде водяного пара, предварительный нагрев изделия осуществляют до 350 С в среде калиевой селитры или до 320 С в среде натриевой селитры, а выдержку осуществляют в течение 30-40 мин. Для получения точных размеров и повышенных механических свойств порошковые изделия подвергают калибровке. При этом для снижения износа прессовой оснастки при калибровке спеченные изделия перед калибровкой пропитывают маслом. Вследствие этого при нагреве в процессе парооксидирования масло, находящееся на поверхности изделий, сгорает, образуя слой сажи. Наличие сажи на поверхности при окислении в процессе парооксидирования приводит к созданию в поверхностном оксидном слое большого количества рыхлого оксида 23, снижающего триботехнические характеристики и коррозионную стойкость порошковых изделий. Известно 5, что углерод растворяется (вернее, окисляется и сгорает) в расплавленной натриевой или калиевой селитре. Температура плавления калиевой селитры (3) 336 С, натриевой селитры (3) - 306,8 С. Предварительный нагрев в процессе парооксидирования калиброванных (предварительно пропитанных маслом) изделий в среде калиевой селитры и выдержка при температуре 350 С или натриевой селитре при температуре 320 С в течение 30-40 мин обеспечивают растворение поверхностного слоя сажи. Применение температуры 320 С в случае натриевой селитры, а 350 С в случае калиевой селитры обеспечивает полное расплавление селитры. Выдержка в течение 30-40 мин обеспечивает полное очищение поверхности изделия от сажи. При последующем нагреве селитра растворяется в воде, не вызывая налипания ее на поверхность изделия и не снижая ее качество, а при парооксидировании образуется плотный равномерный большей толщины оксидный слой из оксида 34, имеющий повышенные триботехнические свойства и коррозионную стойкость. Пример. Согласно предлагаемому способу проводили обработку деталей амортизаторов из порошковой стали ПК 40 Д 3 с плотностью 6,0-6,4 г/см 3. Детали нагревали в печи в слое натриевой селитры до температуры 320 С или калиевой селитры до температуры 350 С и выдерживали 30-40 мин, после чего нагрев производили в среде перегретого пара до температуры 550 С и выдерживали в течение 40 мин и последующем охлаждении на воздухе. Металлографическим способом определяли толщину оксидной пленки, а рентгеноструктурным - фазовый состав. Проведенный анализ показал, что образуется равномерный оксидный слой, состоящий из 34 и 0,423 толщиной 50-55 мкм. На машине трения МТ-3 определяли триботехнические характеристики парооксидированных изделий. Коэффициент трения составил 0,029-0,044, износ 0,51 мкм/км предельное усилие схватывания 6,3 МПа. Скорость коррозии в 3 - ном растворе азотной кислоты в спирте составила 1,5-2 г/м 2 ч. Сравнительные эксперименты по способу-прототипу при нагреве в среде корунда показали, что образуется оксидный слой, состоящий из 34 и 3,223 толщиной 4045 мкм. Коэффициент трения при этом составил 0,056-0,074, износ 1,18 мкм/км предельное усилие схватывания 5,4 МПа. Скорость коррозии в 3 - ном растворе азотной кислоты в спирте составила 4,5-5,2 г/м 2 ч. Таким образом, предлагаемый способ парооксидирования изделий из порошковых материалов на основе железа позволяет получить повышенные триботехнические свойства и коррозионную стойкость коэффициент трения 0,029-0,044, износ 0,51 мкм/км предельное усилие схватывания 6,3 МПа, снизить скорость коррозии в 2,6-3 раза. 10758 1 2008.06.30 Источники информации 1. Гусев В.И., Гладкова Е.Н. Оксидирование пористого железа в атмосфере водяного пара. Производство, эксплуатация и долговечность машин и их деталей, 1966. - 21 с. 2. Гладкова Е.Н. Паротермическое оксидирование. - Саратов, 1965. - 66 с. 3.2222411, МПК 22 3/24, С 23 С 8/16, 2004. 4.2190687, МПК С 23 С 8/16, 8/18, 2002 (прототип). 5. Основы проектирования и технология изготовления абразивного и алмазного инструмента / Под ред. В.Н. Бакуля. - М. Машиностроение, 1975. - С. 11. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
Метки: железа, материалов, изделия, парооксидирования, способ, порошковых, основе
Код ссылки
<a href="https://by.patents.su/3-10758-sposob-parooksidirovaniya-izdeliya-iz-poroshkovyh-materialov-na-osnove-zheleza.html" rel="bookmark" title="База патентов Беларуси">Способ парооксидирования изделия из порошковых материалов на основе железа</a>
Способ лазерного спекания изделий из сферических порошковых материалов
Номер патента: 8336
Опубликовано: 30.08.2006
Автор: Чивель Юрий Александрович
МПК: B23K 26/00, B22F 3/105
Метки: сферических, способ, изделий, лазерного, спекания, материалов, порошковых
Текст:
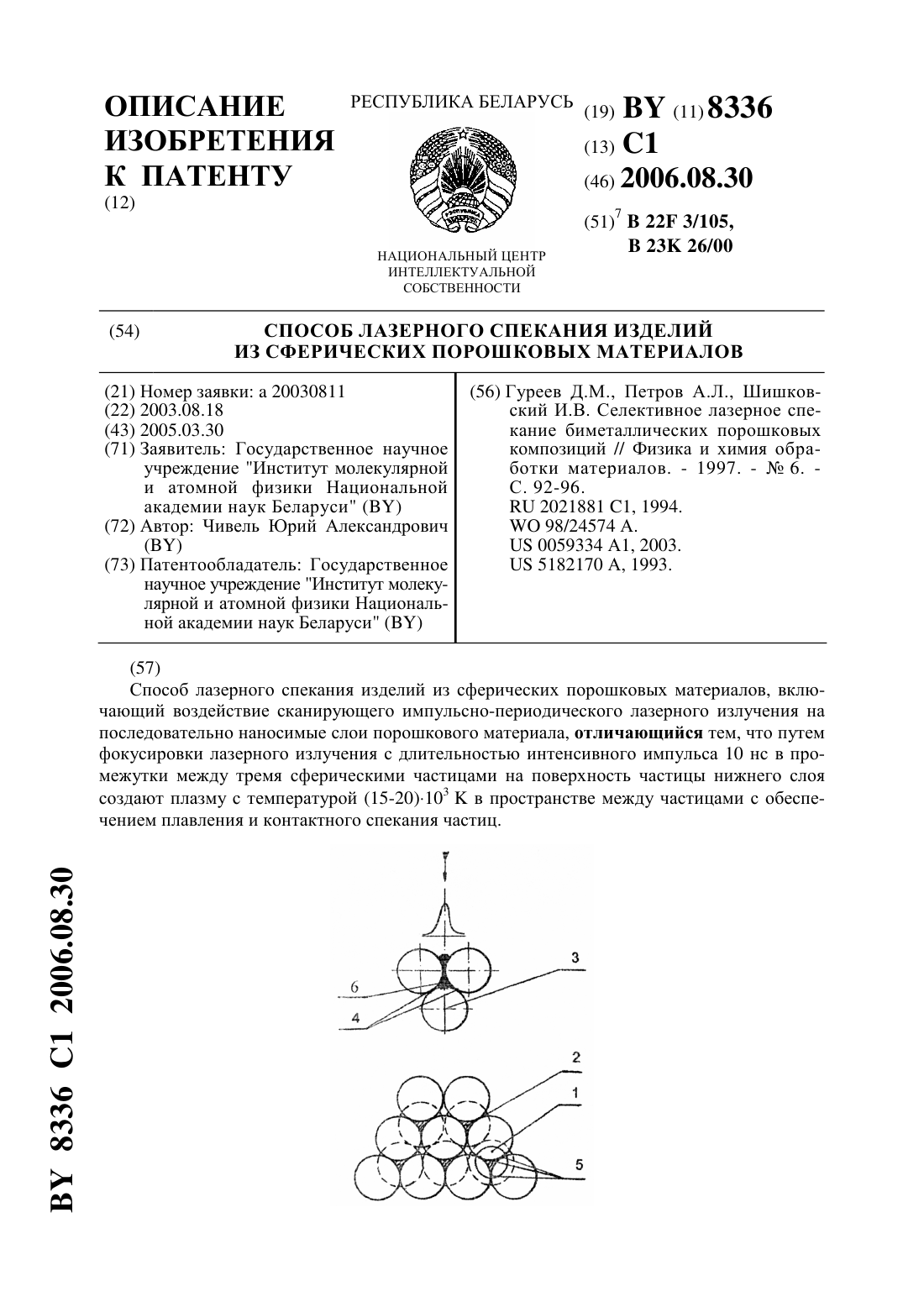
...частиц. Задачей заявляемого изобретения является создание способа спекания изделий из порошковых материалов с помощью лазерного излучения, обеспечивающего внутрислойное и межслойное спекание сферических порошков, при минимальных нарушениях геометрии порошковых частиц, сохранении исходной степени пористости засыпки, при высоком качестве изделия и высоком КПД процесса спекания. Для выполнения поставленной задачи предлагается способ лазерного...
Порошковый материал на основе моноалюминида железа и способ его получения
Номер патента: 6545
Опубликовано: 30.09.2004
Авторы: Беляев Андрей Васильевич, Талако Татьяна Леонидовна, Ильющенко Александр Федорович, Лецко Андрей Иванович
Метки: железа, материал, получения, моноалюминида, основе, способ, порошковый
Текст:
...дисперсные включения алюминидов железа,формирующиеся непосредственно в процессе получения при содержании алюминия в реакционной смеси 38-48 мас. . Материал дополнительно легирован хромом и/или углеродом. Для этого готовят смесь порошков алюминия, железа и/или железосодержащего компонента при содержании алюминия 38-48 мас. , подвергают ее предварительной обработке в высокоэнергетической мельнице в течение 0,2-4 часов, уплотняют и/или...
Способ лазерного спекания изделий из сферических порошковых материалов и устройство для его реализации
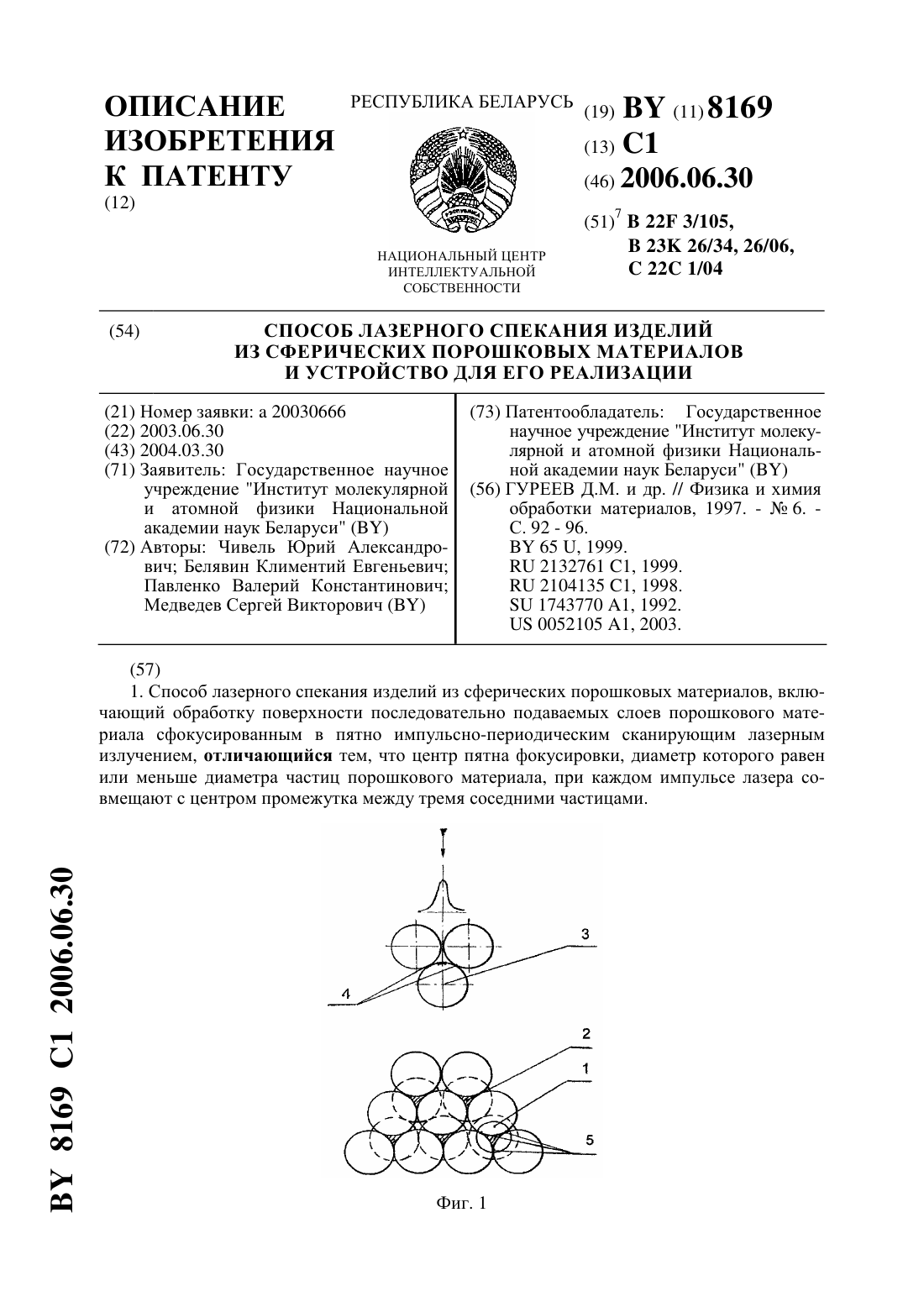
Номер патента: 8169
Опубликовано: 30.06.2006
Авторы: Белявин Климентий Евгеньевич, Медведев Сергей Викторович, Чивель Юрий Александрович, Павленко Валерий Константинович
МПК: B23K 26/06, B23K 26/34, B22F 3/105...
Метки: материалов, способ, реализации, сферических, устройство, изделий, лазерного, порошковых, спекания
Текст:
...диаметра частиц, что как видно из фиг. 1, обеспечивает оптимальный нагрев областей контакта частиц верхнего слоя и прохождение, при гауссовом распределении интенсивности по пятну фокусировки, 10-50 мощности импульса в нижний слой. Меняя форму распределения интенсивности лазерного излучения по пятну фокусировки, интенсивность и длительность импульса лазера можно менять степень нагрева поверхности частиц верхнего и нижнего слоя в области...
Порошковый антифрикционный материал на основе железа
Номер патента: 8765
Опубликовано: 30.12.2006
Авторы: Дьячкова Лариса Николаевна, Соловьянчик Ирина Николаевна
Метки: антифрикционный, основе, железа, материал, порошковый
Текст:
...обусловлено аддитивным влиянием оксидов оксид алюминия не растворяется в матрице, упрочняет не только границы зерен, но и тело зерна, оксид циркония, взаимодействует с основой и выделяется в виде сложных оксидов, способных тормозить субструктурные дефекты (вакансии, дислокации и др.), упрочняя зерно.Соотношение оксидов алюминия и циркония 7525 - 8515 обусловлено воздействием оксидов на прочностные и триботехнические свойства, содержание...
Связующее для экструзии порошковых материалов
Номер патента: 5109
Опубликовано: 30.06.2003
Авторы: Красновский Александр Николаевич, Матвеев Константин Сергеевич, Савицкий Василий Васильевич, Ахтанин Олег Николаевич, Пятов Владислав Владимирович
МПК: C08K 5/053, C08L 29/04
Метки: порошковых, материалов, экструзии, связующее
Текст:
...экструзии за счет оптимизации выбора состава связующего. Указанная техническая задача решается за счет того, что в связующем для экструзии порошковых материалов, состоящем из поливинилового спирта, глицерина и растворителя, в качестве растворителя содержит воду, при этом массовое отношение поливинилового спирта к глицерину равно 2-4. Сущность изобретения поясняется примерами конкретного применения связующего при экструзии порошковых...
Предыдущий патент: Способ профилактики воспалительного осложнения после экстракции возрастной катаракты с имплантацией интраокулярной линзы
Следующий патент: Установка для подготовки воды для пищевых производств
Случайный патент: Автоматический пневмо-пружинный стояночный тормоз железнодорожного транспортного средства