Рельеф для контактной рельефной сварки втавр
Номер патента: U 6164
Опубликовано: 30.04.2010
Авторы: Шелег Валерий Константинович, Бендик Татьяна Ивановна, Курлович Иван Владимирович, Цумарев Юрий Алексеевич, Болотов Сергей Владимирович, Поляков Андрей Юрьевич, Фурманов Сергей Михайлович
Текст
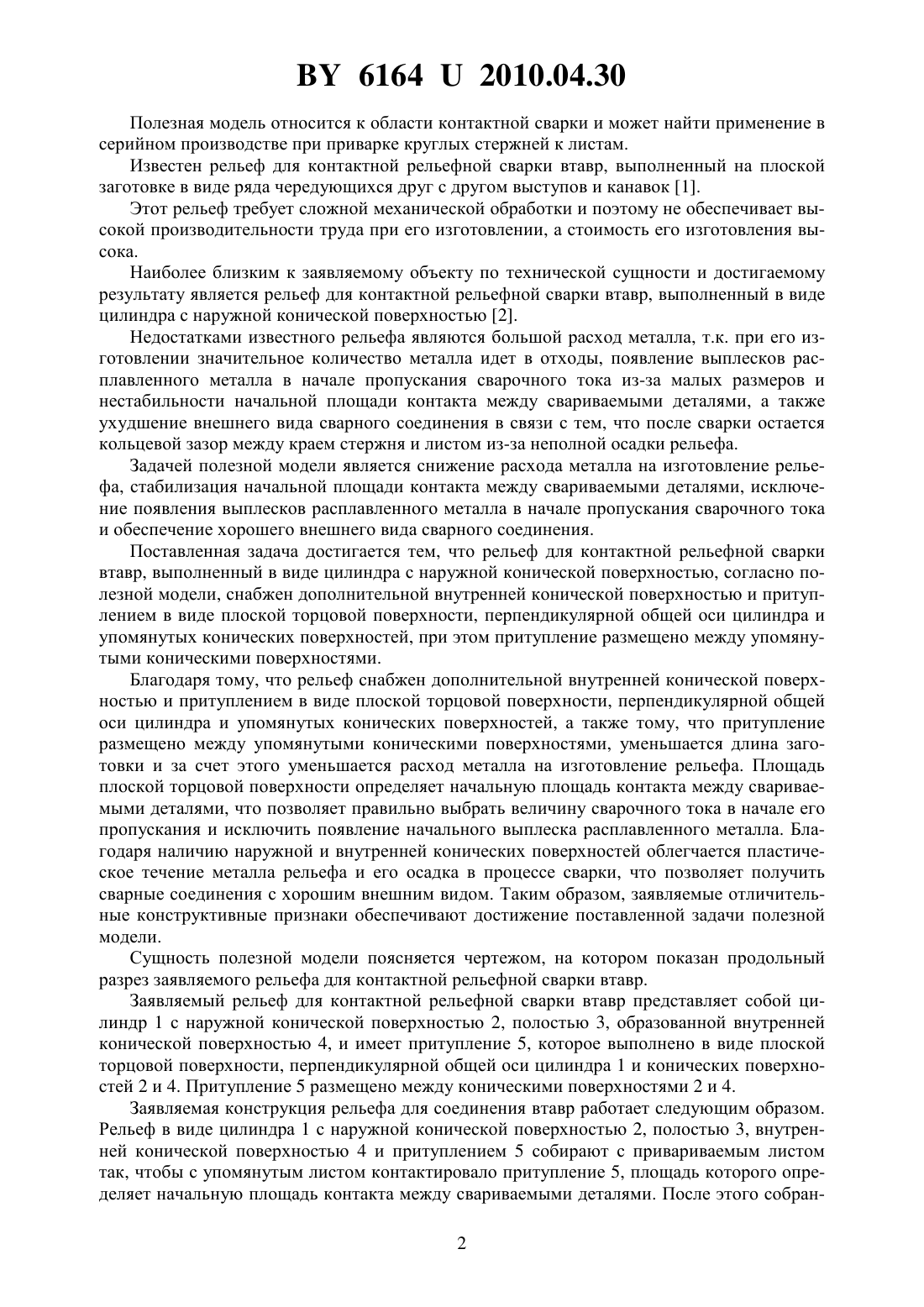
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ РЕЛЬЕФ ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ВТАВР(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Шелег Валерий Константинович Цумарев Юрий Алексеевич Фурманов Сергей Михайлович Бендик Татьяна Ивановна Поляков Андрей Юрьевич Болотов Сергей Владимирович Курлович Иван Владимирович(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Рельеф для контактной рельефной сварки втавр, выполненный в виде цилиндра с наружной конической поверхностью, отличающийся тем, что он снабжен дополнительной внутренней конической поверхностью и притуплением в виде плоской торцовой поверхности, перпендикулярной общей оси цилиндра и упомянутых конических поверхностей,при этом притупление размещено между упомянутыми коническими поверхностями. 61642010.04.30 Полезная модель относится к области контактной сварки и может найти применение в серийном производстве при приварке круглых стержней к листам. Известен рельеф для контактной рельефной сварки втавр, выполненный на плоской заготовке в виде ряда чередующихся друг с другом выступов и канавок 1. Этот рельеф требует сложной механической обработки и поэтому не обеспечивает высокой производительности труда при его изготовлении, а стоимость его изготовления высока. Наиболее близким к заявляемому объекту по технической сущности и достигаемому результату является рельеф для контактной рельефной сварки втавр, выполненный в виде цилиндра с наружной конической поверхностью 2. Недостатками известного рельефа являются большой расход металла, т.к. при его изготовлении значительное количество металла идет в отходы, появление выплесков расплавленного металла в начале пропускания сварочного тока из-за малых размеров и нестабильности начальной площади контакта между свариваемыми деталями, а также ухудшение внешнего вида сварного соединения в связи с тем, что после сварки остается кольцевой зазор между краем стержня и листом из-за неполной осадки рельефа. Задачей полезной модели является снижение расхода металла на изготовление рельефа, стабилизация начальной площади контакта между свариваемыми деталями, исключение появления выплесков расплавленного металла в начале пропускания сварочного тока и обеспечение хорошего внешнего вида сварного соединения. Поставленная задача достигается тем, что рельеф для контактной рельефной сварки втавр, выполненный в виде цилиндра с наружной конической поверхностью, согласно полезной модели, снабжен дополнительной внутренней конической поверхностью и притуплением в виде плоской торцовой поверхности, перпендикулярной общей оси цилиндра и упомянутых конических поверхностей, при этом притупление размещено между упомянутыми коническими поверхностями. Благодаря тому, что рельеф снабжен дополнительной внутренней конической поверхностью и притуплением в виде плоской торцовой поверхности, перпендикулярной общей оси цилиндра и упомянутых конических поверхностей, а также тому, что притупление размещено между упомянутыми коническими поверхностями, уменьшается длина заготовки и за счет этого уменьшается расход металла на изготовление рельефа. Площадь плоской торцовой поверхности определяет начальную площадь контакта между свариваемыми деталями, что позволяет правильно выбрать величину сварочного тока в начале его пропускания и исключить появление начального выплеска расплавленного металла. Благодаря наличию наружной и внутренней конических поверхностей облегчается пластическое течение металла рельефа и его осадка в процессе сварки, что позволяет получить сварные соединения с хорошим внешним видом. Таким образом, заявляемые отличительные конструктивные признаки обеспечивают достижение поставленной задачи полезной модели. Сущность полезной модели поясняется чертежом, на котором показан продольный разрез заявляемого рельефа для контактной рельефной сварки втавр. Заявляемый рельеф для контактной рельефной сварки втавр представляет собой цилиндр 1 с наружной конической поверхностью 2, полостью 3, образованной внутренней конической поверхностью 4, и имеет притупление 5, которое выполнено в виде плоской торцовой поверхности, перпендикулярной общей оси цилиндра 1 и конических поверхностей 2 и 4. Притупление 5 размещено между коническими поверхностями 2 и 4. Заявляемая конструкция рельефа для соединения втавр работает следующим образом. Рельеф в виде цилиндра 1 с наружной конической поверхностью 2, полостью 3, внутренней конической поверхностью 4 и притуплением 5 собирают с привариваемым листом так, чтобы с упомянутым листом контактировало притупление 5, площадь которого определяет начальную площадь контакта между свариваемыми деталями. После этого собран 2 61642010.04.30 ные детали зажимают между электродами машины для контактной рельефной сварки и пропускают импульс модулированного плавно нарастающего сварочного тока, величину которого в начале его пропускания выбирают таким образом, чтобы плотность тока, протекающего через начальный контакт между свариваемыми деталями, не превышала допустимую, что позволяет исключить появление начального выплеска расплавленного металла. В результате дальнейшего пропускания тока происходит нагрев, пластическая деформация и увеличение площади контакта соединяемых деталей. Наличие наружной 2 и внутренней 4 конических поверхностей обеспечивает пластическое течение металла в процессе сварки как в направлении общей оси цилиндра 1 и упомянутых конических поверхностей, так и в обратном направлении, что облегчает осадку рельефа и позволяет получить прочное сварное соединение с хорошим внешним видом. Варьируя углы конических поверхностей 2 и 4, площадь притупления 5 и параметры режима сварки,можно добиваться оптимальной скорости нагрева и пластической деформации рельефа,обеспечивая за счет этого высокое качество соединения. Заявляемая конструкция рельефа для соединения втавр не требует сложной технологии изготовления. Использование рельефа заявляемой конструкции позволит существенно повысить качество сварных соединений и получить за счет этого экономический эффект. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 11/14
Метки: рельефной, сварки, рельеф, контактной, втавр
Код ссылки
<a href="https://by.patents.su/3-u6164-relef-dlya-kontaktnojj-relefnojj-svarki-vtavr.html" rel="bookmark" title="База патентов Беларуси">Рельеф для контактной рельефной сварки втавр</a>
Рельеф для контактной рельефной сварки
Номер патента: U 4623
Опубликовано: 30.08.2008
Авторы: Бендик Татьяна Ивановна, Шелег Валерий Константинович, Фурманов Сергей Михайлович, Кибкова Диана Петровна, Цумарев Юрий Алексеевич
МПК: B23K 11/14
Метки: рельефной, контактной, сварки, рельеф
Текст:
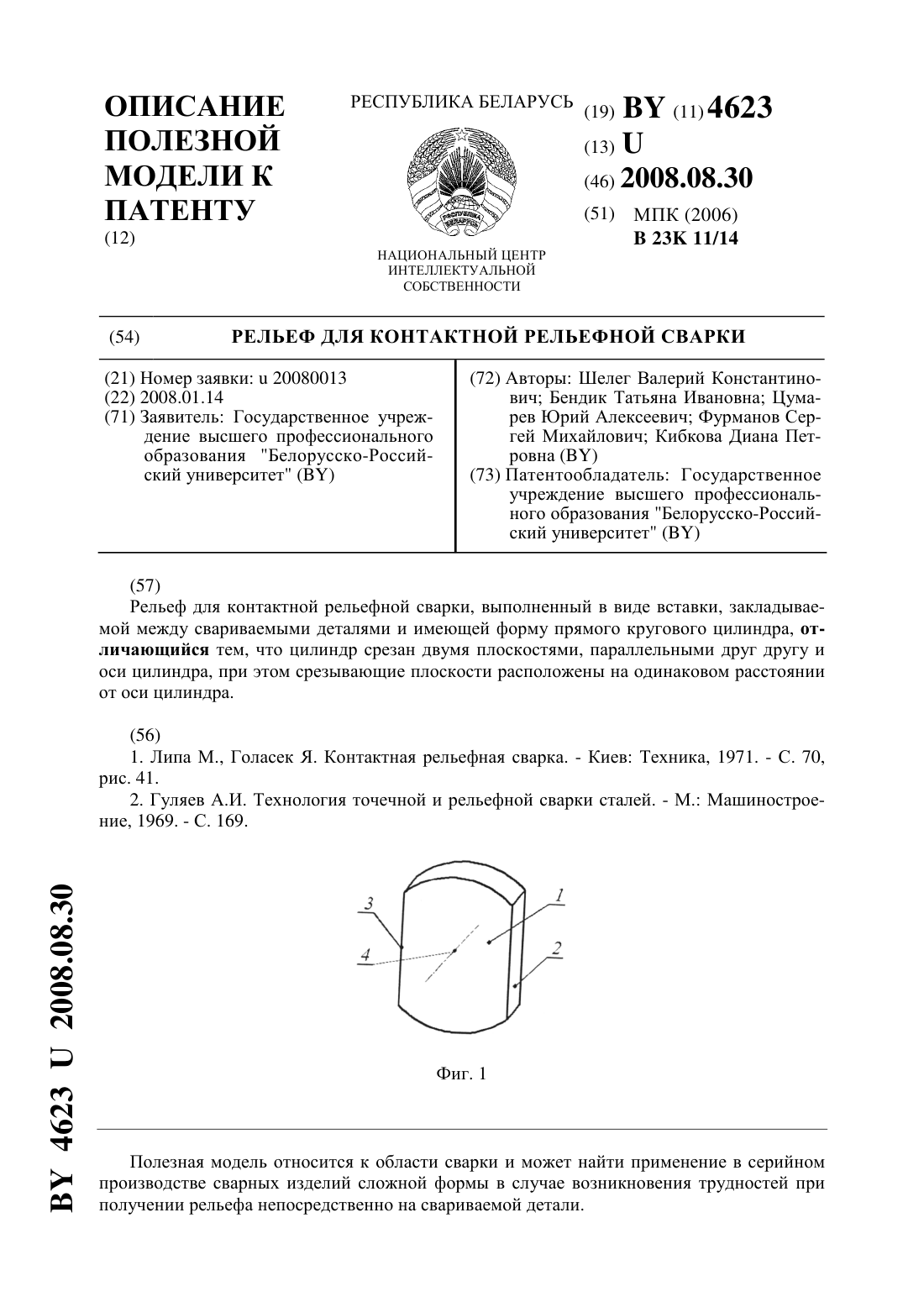
...цилиндра, согласно полезной модели, цилиндр срезан двумя плоскостями, параллельными друг другу и оси цилиндра, при этом срезывающие плоскости расположены на одинаковом расстоянии от оси цилиндра. Благодаря тому, что вставка выполнена в форме прямого кругового цилиндра, срезанного двумя плоскостями, параллельными друг другу и оси цилиндра, а также тому, что срезывающие плоскости расположены на одинаковом расстоянии от оси цилиндра, в...
Рельеф для рельефной контактной сварки
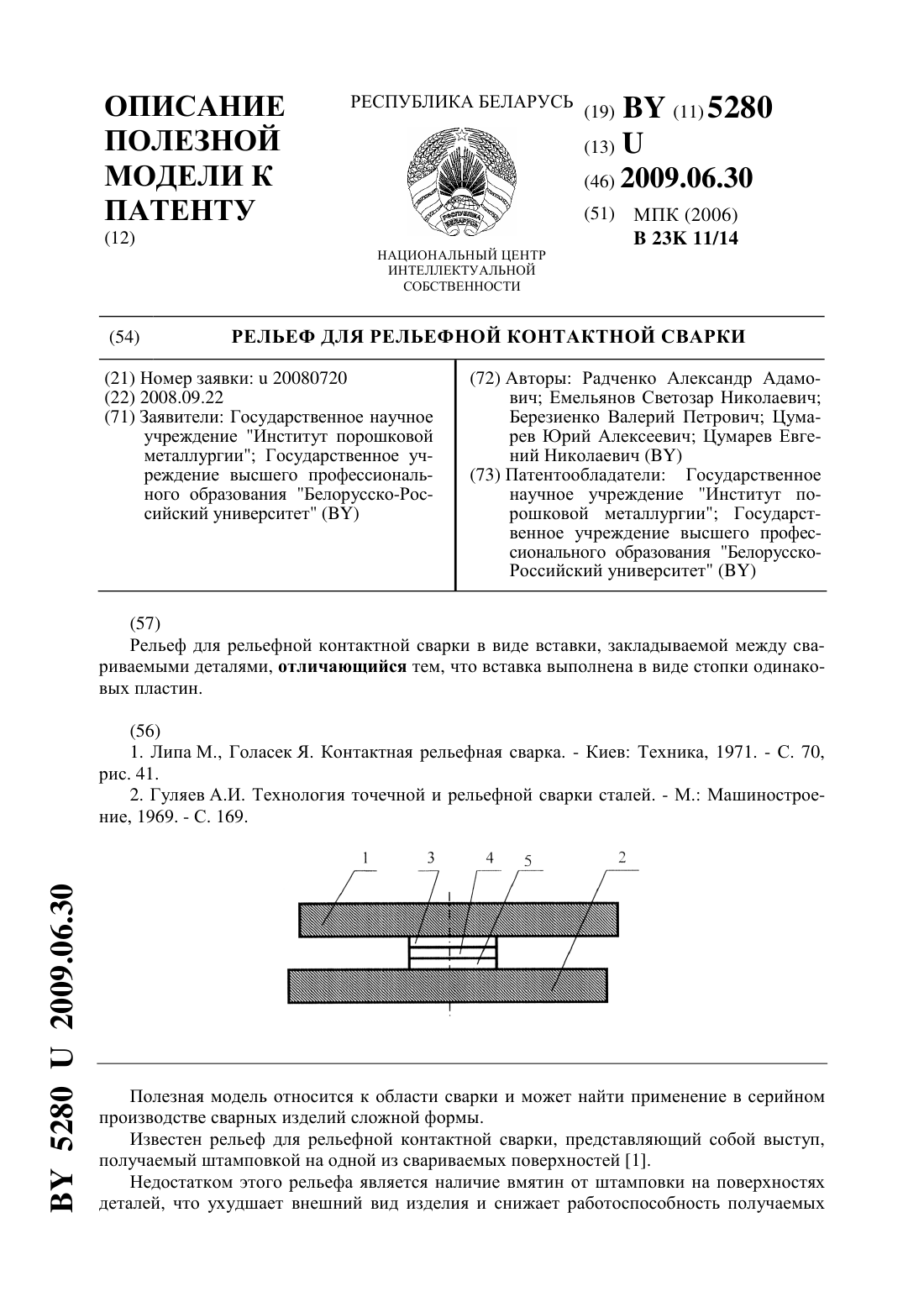
Номер патента: U 5280
Опубликовано: 30.06.2009
Авторы: Цумарев Евгений Николаевич, Радченко Александр Адамович, Березиенко Валерий Петрович, Емельянов Светозар Николаевич, Цумарев Юрий Алексеевич
МПК: B23K 11/14
Метки: контактной, рельефной, рельеф, сварки
Текст:
...деталями, согласно полезной модели, вставка выполнена в виде стопки одинаковых пластин. Благодаря тому что вставка выполнена в виде стопки одинаковых пластин, в процессе сварки между каждыми пластинами этой стопки возникают дополнительные контактные сопротивления, и это увеличивает тепловыделение при протекании сварочного тока. Поэтому происходит более быстрое расплавление рельефа и формирование сварной точки,сокращается время пребывания...
Рельеф для рельефной контактной сварки
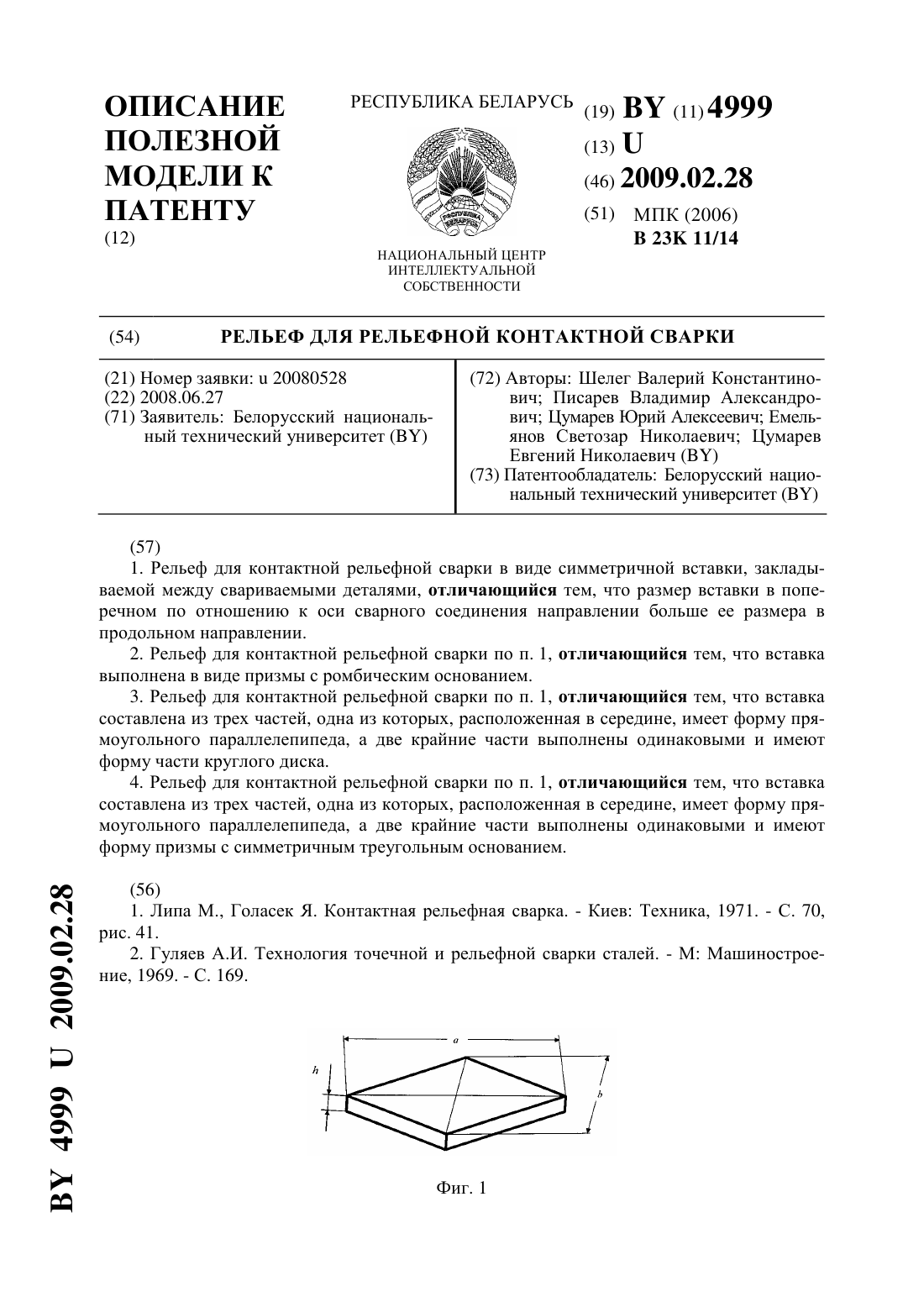
Номер патента: U 4999
Опубликовано: 28.02.2009
Авторы: Цумарев Евгений Николаевич, Писарев Владимир Александрович, Емельянов Светозар Николаевич, Цумарев Юрий Алексеевич, Шелег Валерий Константинович
МПК: B23K 11/14
Метки: контактной, рельефной, рельеф, сварки
Текст:
...круглого диска, либо форму призмы с симметричным треугольным основанием. Благодаря тому что размер вставки в поперечном по отношению к оси сварного соединения направлении принят большим, чем ее размер в продольном направлении, сварная точка лучше вписывается в конфигурацию сварного соединения и при одинаковой величине нахлестки может иметь большую площадь поперечного сечения. Поэтому ее прочность при работе под нагрузкой будет выше, чем у...
Рельеф для контактной рельефной сварки
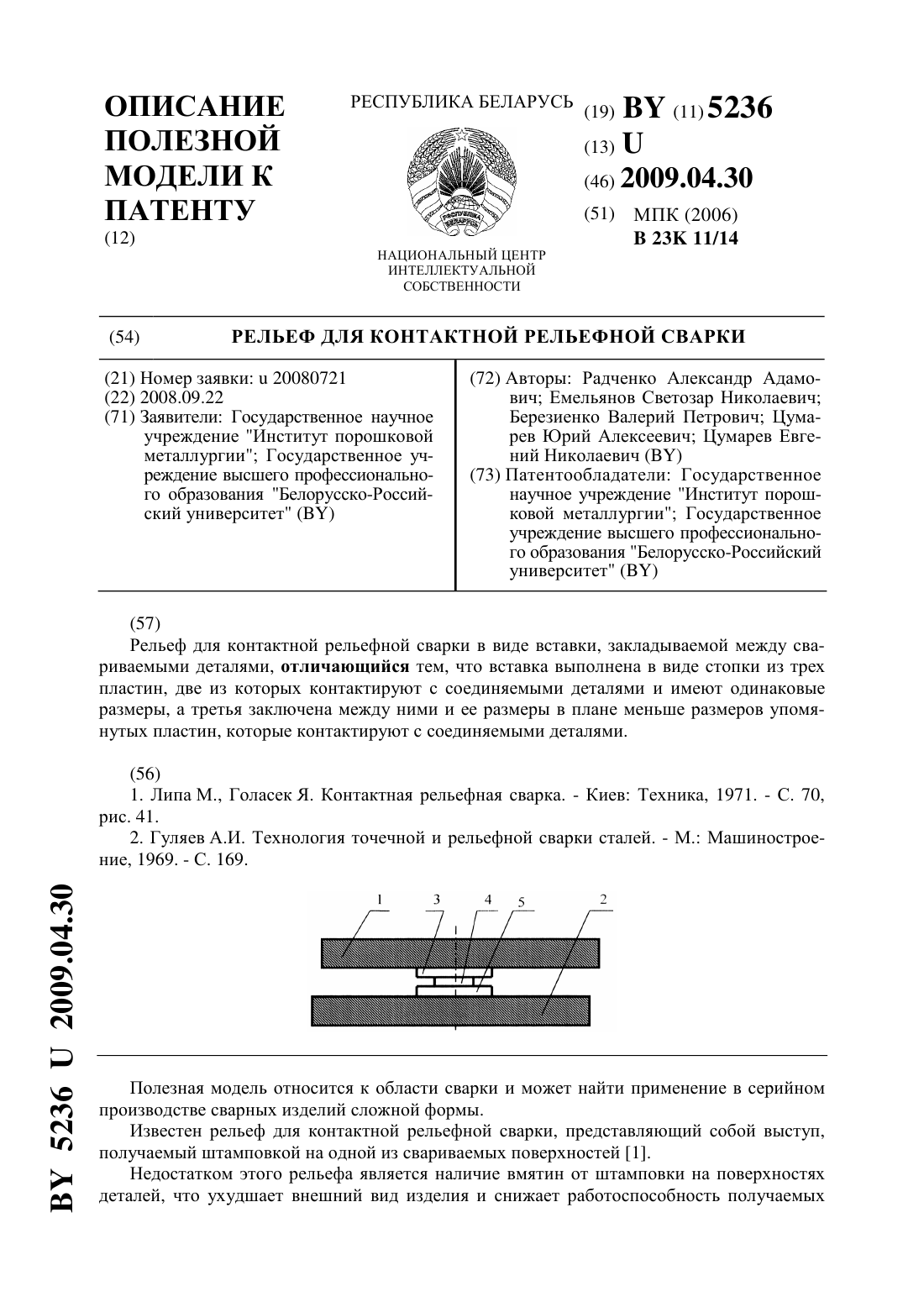
Номер патента: U 5236
Опубликовано: 30.04.2009
Авторы: Радченко Александр Адамович, Березиенко Валерий Петрович, Цумарев Евгений Николаевич, Цумарев Юрий Алексеевич, Емельянов Светозар Николаевич
МПК: B23K 11/14
Метки: рельеф, контактной, рельефной, сварки
Текст:
...сварной точки, сокращается время пребывания материала защитного покрытия при опасных для него температурах, а также уменьшаются размеры зоны термического влияния и соответственно размеры области, в которой защитное покрытие может быть повреждено. При малых размерах зоны повреждения легкоплавкого защитного покрытия последнее может обеспечить протекторную защиту поврежденной зоны. Благодаря тому, что две пластины, контактирующие с...
Рельеф для Т-образной рельефной сварки
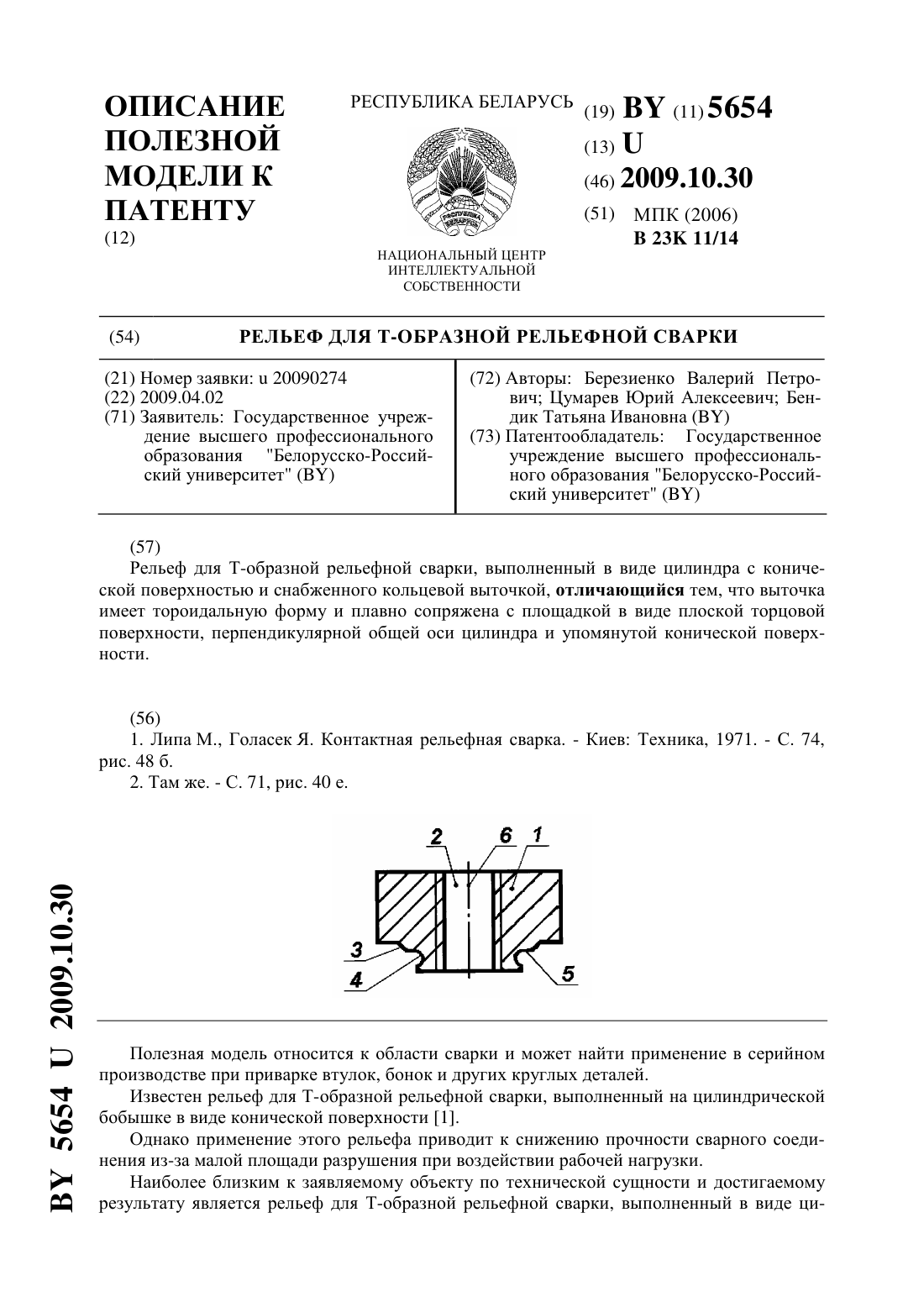
Номер патента: U 5654
Опубликовано: 30.10.2009
Авторы: Цумарев Юрий Алексеевич, Березиенко Валерий Петрович, Бендик Татьяна Ивановна
МПК: B23K 11/14
Метки: т-образной, рельефной, сварки, рельеф
Текст:
...согласно полезной модели, выточка имеет тороидальную форму и плавно сопряжена с площадкой в виде плоской торцовой поверхности, перпендикулярной общей оси цилиндра и упомянутой конической поверхности. Благодаря тому что кольцевая выточка имеет тороидальную форму и плавно сопряжена с площадкой в виде плоской торцовой поверхности, перпендикулярной общей оси цилиндра и упомянутой конической поверхности, обеспечивается стабилизация прочностных...
Предыдущий патент: Межуровневая диэлектрическая изоляция полупроводникового прибора
Следующий патент: Рельеф для соединения втавр
Случайный патент: Устройство для вытрамбовывания котлованов