Станок для шлифовки и полировки отверстий фильер из сверхтвердых материалов и алмазов
Номер патента: U 5968
Опубликовано: 28.02.2010
Авторы: Шитнев Константин Терентьевич, Шаронов Геннадий Викторович

Текст
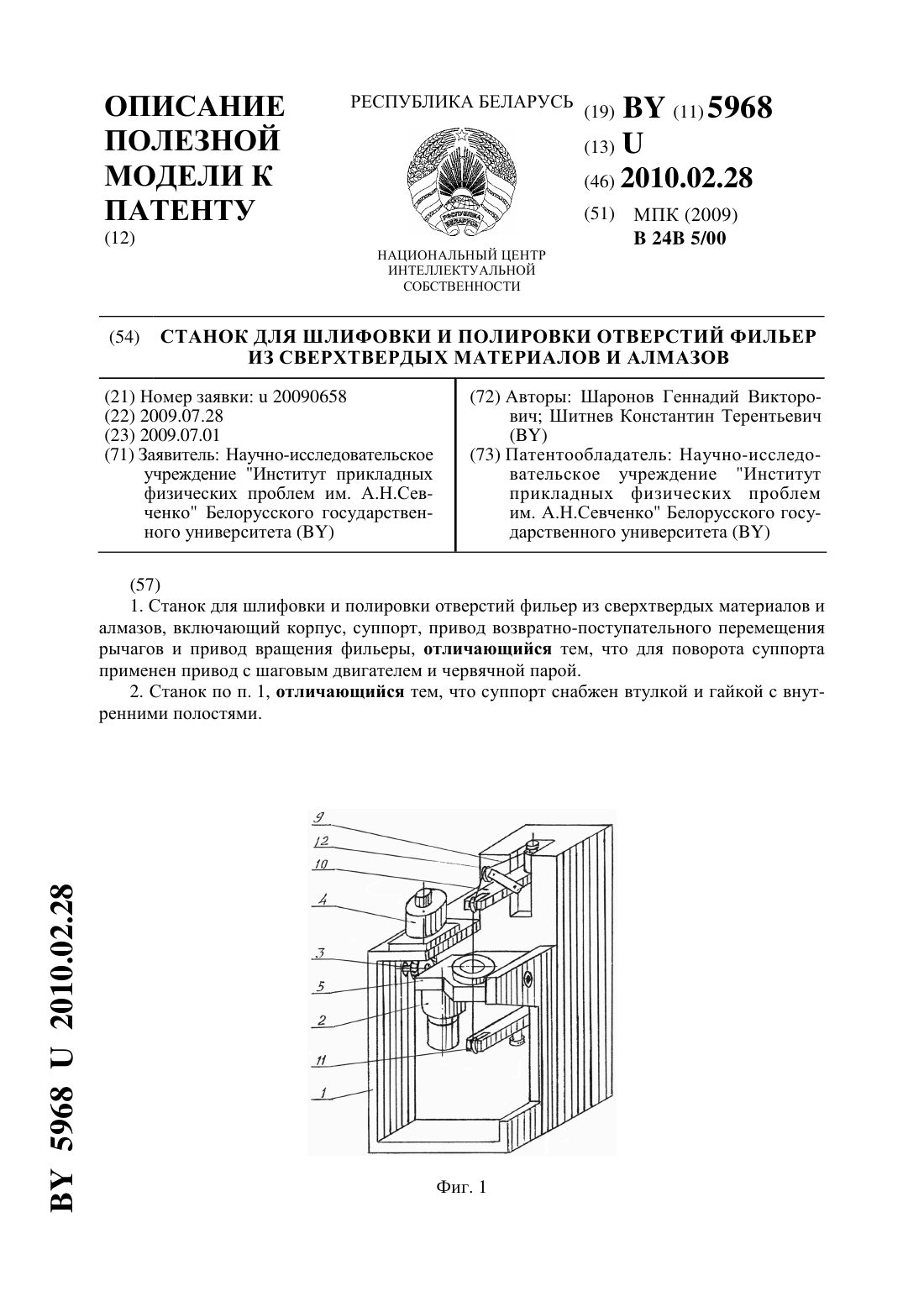
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ ШЛИФОВКИ И ПОЛИРОВКИ ОТВЕРСТИЙ ФИЛЬЕР ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ И АЛМАЗОВ(71) Заявитель Научно-исследовательское учреждение Институт прикладных физических проблем им. А.Н.Севченко Белорусского государственного университета(72) Авторы Шаронов Геннадий Викторович Шитнев Константин Терентьевич(73) Патентообладатель Научно-исследовательское учреждение Институт прикладных физических проблем им. А.Н.Севченко Белорусского государственного университета(57) 1. Станок для шлифовки и полировки отверстий фильер из сверхтвердых материалов и алмазов, включающий корпус, суппорт, привод возвратно-поступательного перемещения рычагов и привод вращения фильеры, отличающийся тем, что для поворота суппорта применен привод с шаговым двигателем и червячной парой. 2. Станок по п. 1, отличающийся тем, что суппорт снабжен втулкой и гайкой с внутренними полостями.(56) 1. Одношпиндельный станок для полировки и калибровки фильер всех видов, выполненных предпочтительно из природного и синтетического алмаза с диаметром отверстий от 0,01 до 1 мм. Реклама Австрийской фирмы . 2. СССР 1567360, МПК В 24 В 5/48. Предлагаемое техническое решение относится к механической обработке фильер, волочильного инструмента и может быть использовано в кабельной, машиностроительной,металлургической и других отраслях промышленности. Наиболее близким по конструкции к заявляемому станку является одношпиндельный станок 1, представленный в рекламном проспекте фирмы(Австрия) 1. Он состоит из базовой плиты, на которой смонтированы шпиндель с приводами вращения и возвратно-поступательного перемещения, направляющие ролики с устройством закрепления и натяжения обрабатывающего инструмента-проволоки. Известно устройство 2 (прототип), в котором с целью повышения точности геометрической формы отверстия используются дополнительные верхний и нижний рычаги,концы которых посредством шарниров закреплены на суппорте, а другие шарнирно соединены между собой введенной в устройство тягой, причем подвесы закреплены на рычагах на одинаковых расстояниях от осей шарниров суппорта, т.е. используются дополнительные устройства, усложняющие конструкцию станка. К недостаткам конструкций приведенных станков следует отнести малый угол наклона инструмента и суппорта к оси вращения волоки (фильеры), ручная установка угла обработки, низкая точность установки угла обработки, высокая инерционность хода обрабатывающего инструмента, что не позволяет эффективно вести обработку малых отверстий фильер с диаметром калибрующей зоны 150 мкм ввиду частых остановок из-за обрывов полирующей микронной проволоки. В конструкциях вышеприведенных станков не предусмотрены защитные механизмы от разлетающейся в процессе работы алмазной суспензии при вращении фильеры. Задачей предлагаемой полезной модели является повышение производительности станка, точности и качества обработки отверстий фильер, уменьшение расхода суспензии и улучшения экологии в зоне работ станка. Предложенная задача решается на станке, состоящем из корпуса, на котором размещены каретка с шариковыми направляющими, рычаги для закрепления проволоки и привод с эксцентриком для возвратно-поступательного перемещения рычагов. На корпусе размещены суппорт с приводом вращения фильеры, а также привод с шаговым двигателем и червячной парой для поворота суппорта. Суппорт содержит втулку и гайку для крепления фильеры, которые выполнены с полостями для сбора суспензии во время обработки. Конусообразные полости позволяют накапливать отработанную суспензию и повторно ее использовать. Введение в конструкцию станка привода с шаговым двигателем и червячной парой обеспечивает плавность поворота суппорта и высокую точность задания углов обработки. На фиг. 1 - общий вид станка на фиг. 2 - разрез вдоль оси суппорта на фиг. 3 - схема обработки Предлагаемый станок фиг. 1, 2 содержит сварную конструкцию - корпус 1, на котором смонтированы суппорт 5, связанный с приводом вращения 2 и приводом поворота, осуществляемым червячной парой 3 и шаговым двигателем 4. Фильера 7 помещена во втулке 8 суппорта 5 и закреплена гайкой 6, которые выполнены с конусообразными полостями 13,14 для сбора алмазной суспензии. Рычаги 10, 11 фиг. 1, 3 крепятся на каретке, перемещающейся в шариковых направляющих, и предназначены для закрепления обрабатывающего инструмента - проволоки 9, подпружиненной роликом 12. 2 59682010.02.28 Принцип работы станка основан на вращении фильеры 7, закрепленной в суппорте 5,повороте суппорта на заданный угол и возвратно-поступательном движении обрабатывающего инструмента, в данном случае полирующей проволоки 9 с алмазной суспензией. Каждая из вышеуказанных операций осуществляется отдельными двигателями. Вращение фильеры 7 и возвратно-поступательное движение полирующей проволоки 9 производится двигателями постоянного тока. Каждый из этих двигателей управляется электронным стабилизатором скорости вращения с дискретной регулировкой числа оборотов. Это позволяет выбирать оптимальные режимы обработки фильер. Поворот суппорта 5 осуществляется при помощи шагового двигателя и червячной пары. Угол поворота задается по программе от компьютера или от блока управления и поддерживается в пределах 045. Скорость и угол поворота суппорта 5 может изменяться оператором. Это позволяет формировать необходимый профиль фильеры 7. В процессе обработки отработанная суспензия под действием центробежной силы вращающейся фильеры 7 осаждается в полостях(сборниках) 13,14 втулки 8 и гайки 6, не попадая в атмосферу. После завершения операции суспензия удаляется из полостей 13, 14 для повторного использования. На фиг. 3 показана схема обработки профилей фильеры 7 при вертикальном положении проволоки 9 и возвратно-поступательном перемещении рычагов 10, 11. На компьютере задаются углы поворота суппорта 5, равные углам смазочного конуса а, рабочего конуса б и калибрующей зоны в. Если требуется совместная обработка одной из входных зон (а-в) с обратным конусом г, то, как следует из чертежа фиг. 3, необходимо в процессе полировки дополнительно поворачивать суппорт 5 на угол , чтобы контакт проволоки 9 с поверхностью обратного конуса фильеры не прерывался. Это также достигается программно с применением привода с шаговым двигателем и червячной пары. Все предложенные конструктивные решения позволили автоматизировать операции, сократить время обработки и повысить производительность станка программно задавать оптимальные режимы обработки в зависимости от формы и диаметра отверстий фильер добиться высокой точности обработки заданных углов собрать отработанную суспензию для повторного использования улучшить экологию в зоне работ станка, исключив попадание вредных частиц алмазной суспензии в воздушную среду и механизмы станка. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B24B 5/00
Метки: материалов, станок, отверстий, полировки, шлифовки, фильер, алмазов, сверхтвердых
Код ссылки
<a href="https://by.patents.su/3-u5968-stanok-dlya-shlifovki-i-polirovki-otverstijj-filer-iz-sverhtverdyh-materialov-i-almazov.html" rel="bookmark" title="База патентов Беларуси">Станок для шлифовки и полировки отверстий фильер из сверхтвердых материалов и алмазов</a>
Станок для шлифовки и полировки отверстий волок из сверхтвердых материалов и алмазов
Номер патента: U 2138
Опубликовано: 30.09.2005
Авторы: Шаронов Геннадий Викторович, Шитнев Константин Терентьевич
МПК: B24B 5/48
Метки: станок, шлифовки, отверстий, полировки, алмазов, материалов, волок, сверхтвердых
Текст:
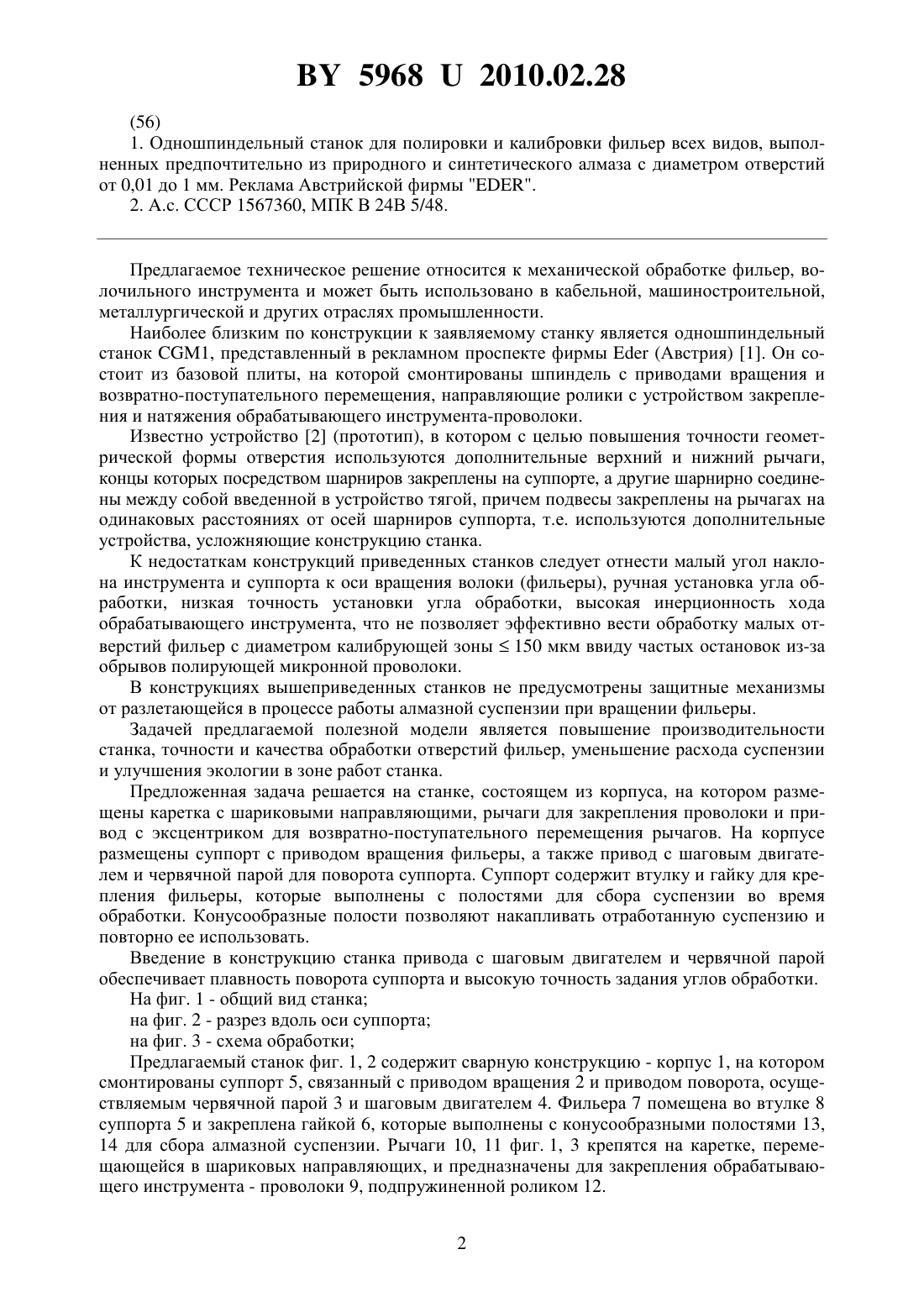
...кронштейнов и обеспечивающих натяжение и изменение в широких пределах угла наклона обрабатывающих инструментов причем в двух направляющих роликах совмещены закрепление и натяжение обрабатывающего инструмента, а для натяжения используется плоская спиральная пружина, помещенная внутрь двух полых деталей, в одной из которых выполнена щель в виде сектора с нарезанной резьбой на концах, а вторая с резьбовым отверстием служит для...
Станок для шлифовки и полировки отверстий волок из сверхтвердых материалов и алмазов
Номер патента: U 3345
Опубликовано: 28.02.2007
Авторы: Шаронов Геннадий Викторович, Шитнев Константин Терентьевич
МПК: B24B 5/48
Метки: полировки, алмазов, сверхтвердых, отверстий, шлифовки, станок, волок, материалов
Текст:
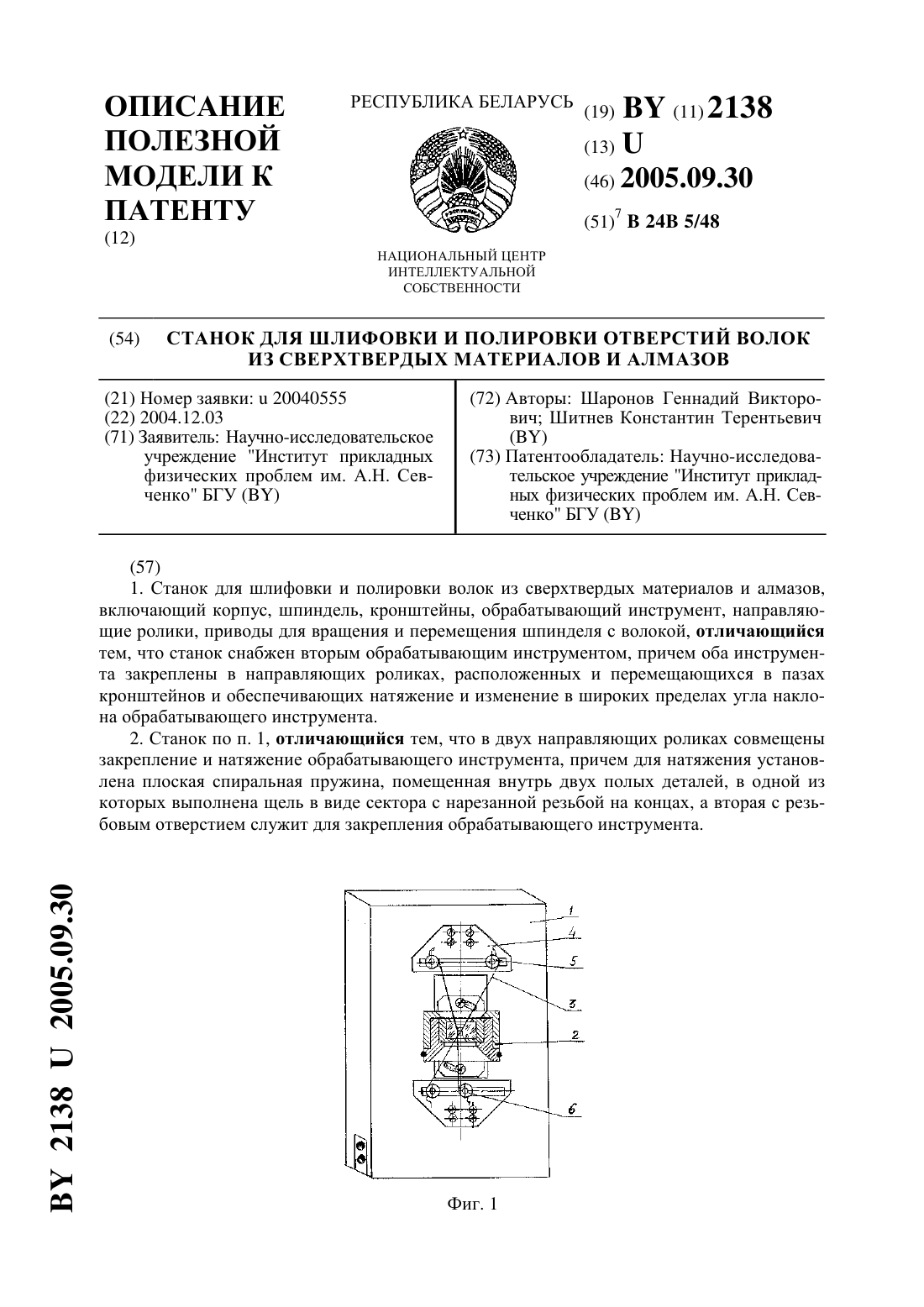
...распушками с друг к другу, фиг. 2, с приводами перемещения И вращения двух проволок, закрепленных в направляющих роликах И перемещающихся в пазах неподвижных кронштейнов, обеспечивающих натяжение И изменение угла наклона проволок, причем в двух направляющих роликах совмещены закрепление И натяжение проволок И для натяжения используются плоские спиральные пружины.На фиг. 1 показан вид станка спереди с разрезом по оси двухпозиционного...
Станок для центробежной металлизации втулок
Номер патента: U 1499
Опубликовано: 30.09.2004
Автор: Буйкус Кястас Вито
МПК: B23K 9/00
Метки: станок, металлизации, втулок, центробежной
Текст:
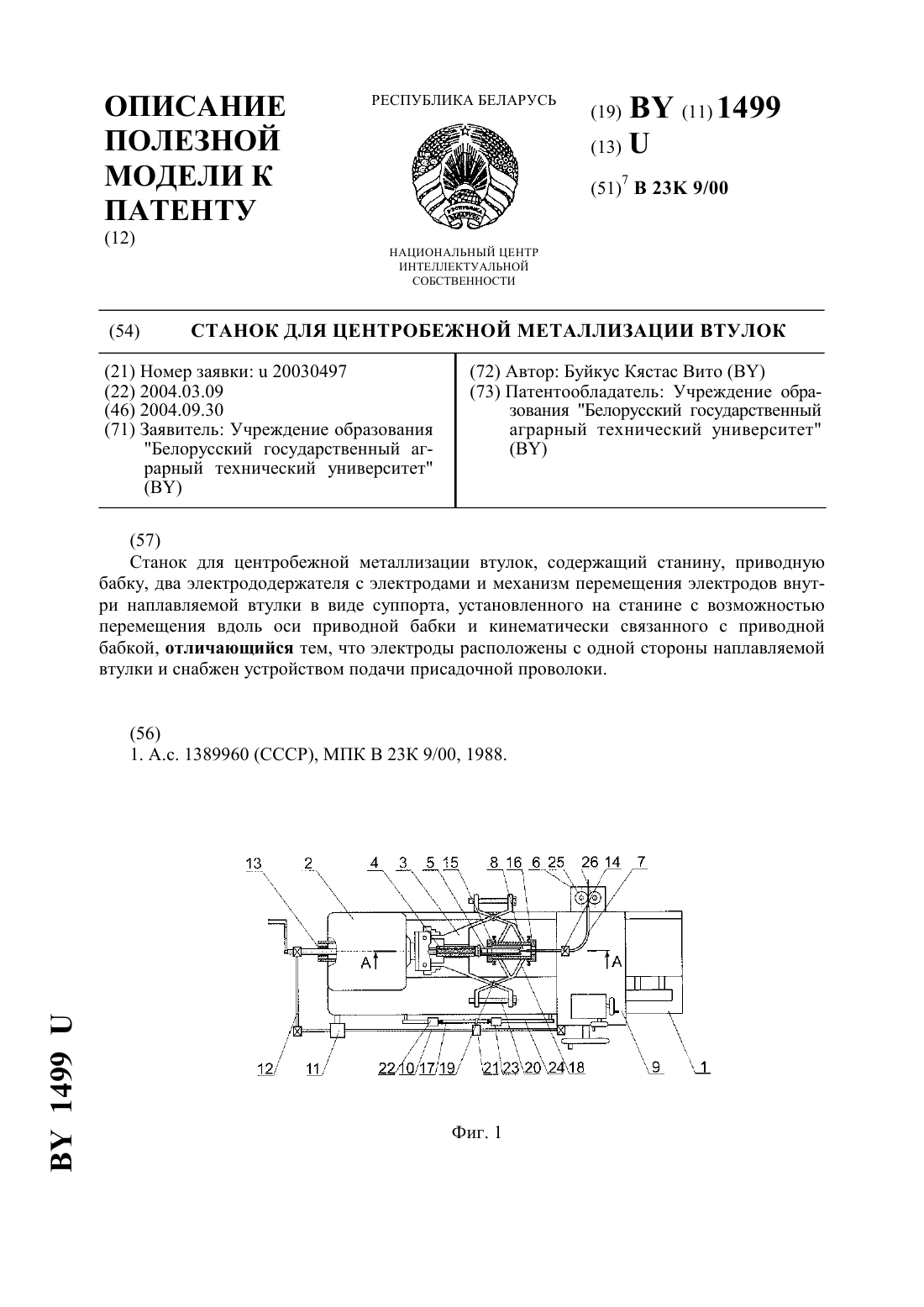
...разрез А-А. Станок для центробежной металлизации втулок содержит станину 1, приводную бабку 2, обойму 3, электрододержатели 4 с электродами 5, механизм подачи проволоки 6, направляющую проволоки 7, присадочную проволоку 8, суппорт 9, продольную штангу 10,направляющую 11, поперечную штангу 12, подшипник скольжения 13, держатель 14,фиксаторы 15 и 16, систему 17 управления суппортом. Обойма 3 содержит лапы 18, оси 19 и болты 20. Система 17...
Станок для обработки винтовых поверхностей
Номер патента: U 4118
Опубликовано: 30.12.2007
Авторы: Данилов Виктор Алексеевич, Чепурной Александр Александрович
Метки: поверхностей, винтовых, обработки, станок
Текст:
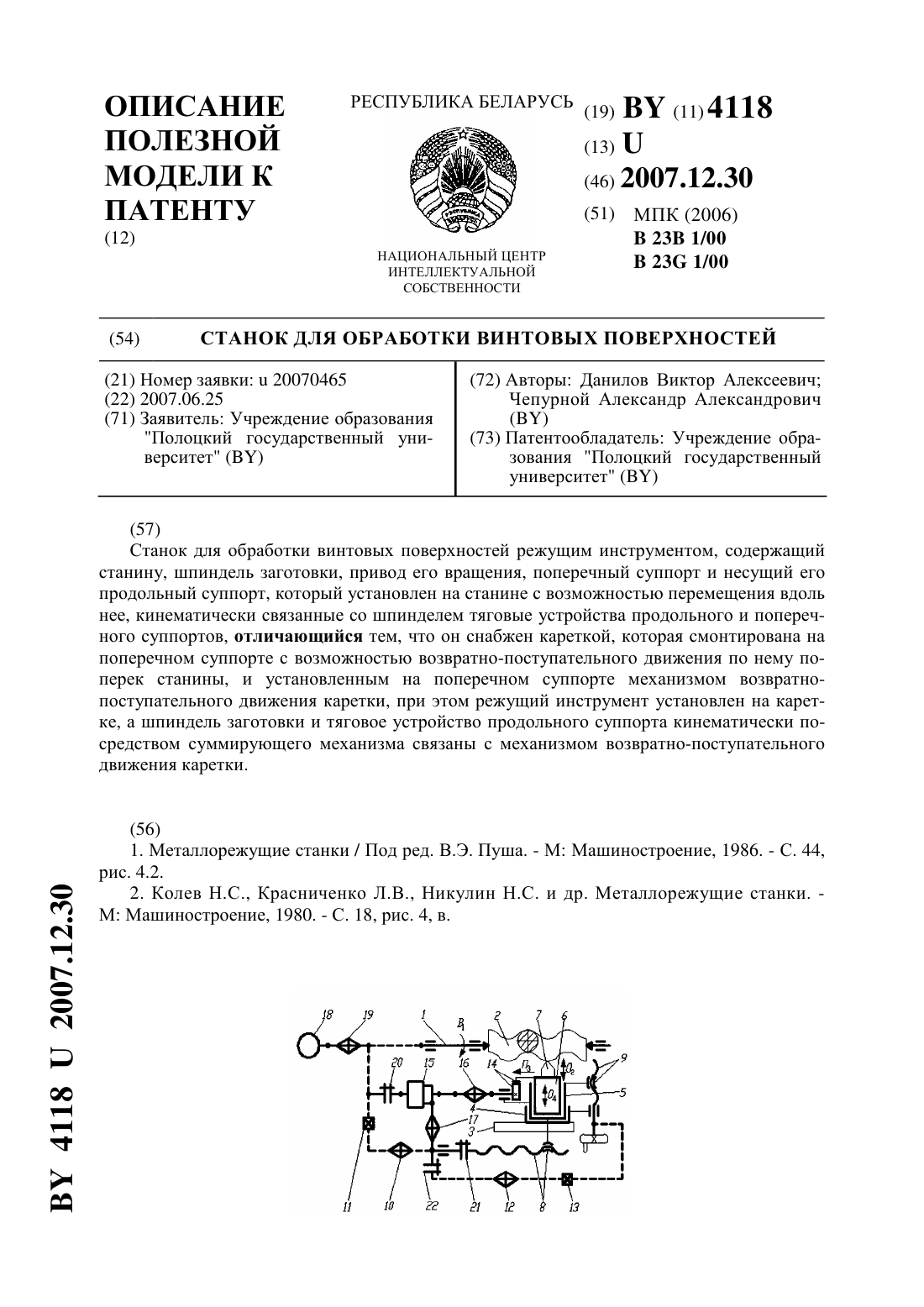
...схема станка. Предлагаемый станоксодержит шпиндель 1, несущий обрабатываемую заготовку 2, станину 3, на которой с возможностью перемещения вдоль нее установлен продольный суппорт 4, несущий поперечный суппорт 5 и установленную на нем с возмож 2 41182007.12.30 ностью перемещения поперек станины каретку 6 с закрепленным на ней режущим инструментом. В качестве режущего инструмента, кроме показанного на чертеже резца 7,могут применяться также...
Зубофрезерный станок с радиальной подачей и прямолинейной траекторией реза
Номер патента: 3922
Опубликовано: 30.06.2001
Авторы: Мисевич Валентин Станиславович, Рык Станислав Петрович
МПК: B23F 5/22
Метки: зубофрезерный, реза, станок, прямолинейной, траекторией, подачей, радиальной
Текст:
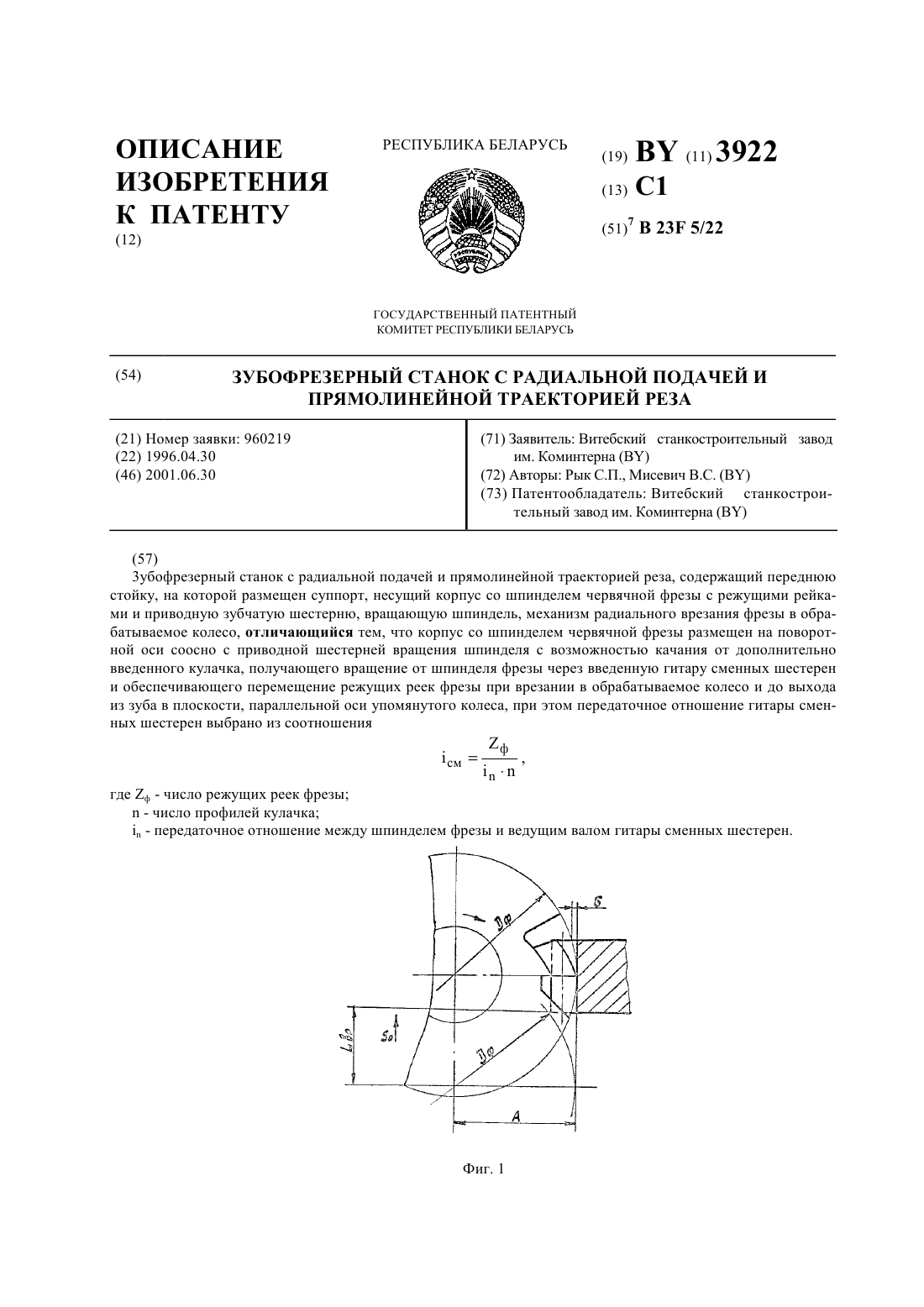
...шестерней вращения шпинделя с возможностью качания от дополнительно введенного кулачка, получающего вращение от шпинделя фрезы через введенную гитару сменных шестерен и обеспечивающего перемещение режущих реек фрезы при врезании в обрабатываемое колесо и до выхода из зуба в плоскости, параллельной оси упомянутого колеса, при этом передаточное отношение гитары сменных шестерен выбрано из соотношения, где ф - число режущих реек фрезы- число...
Предыдущий патент: Устройство для покраски сооружений
Следующий патент: Устройство термооптического возбуждения акустических волн
Случайный патент: Клапан запорный электромагнитный