Станок для шлифовки и полировки отверстий волок из сверхтвердых материалов и алмазов
Номер патента: U 2138
Опубликовано: 30.09.2005
Авторы: Шитнев Константин Терентьевич, Шаронов Геннадий Викторович
Текст
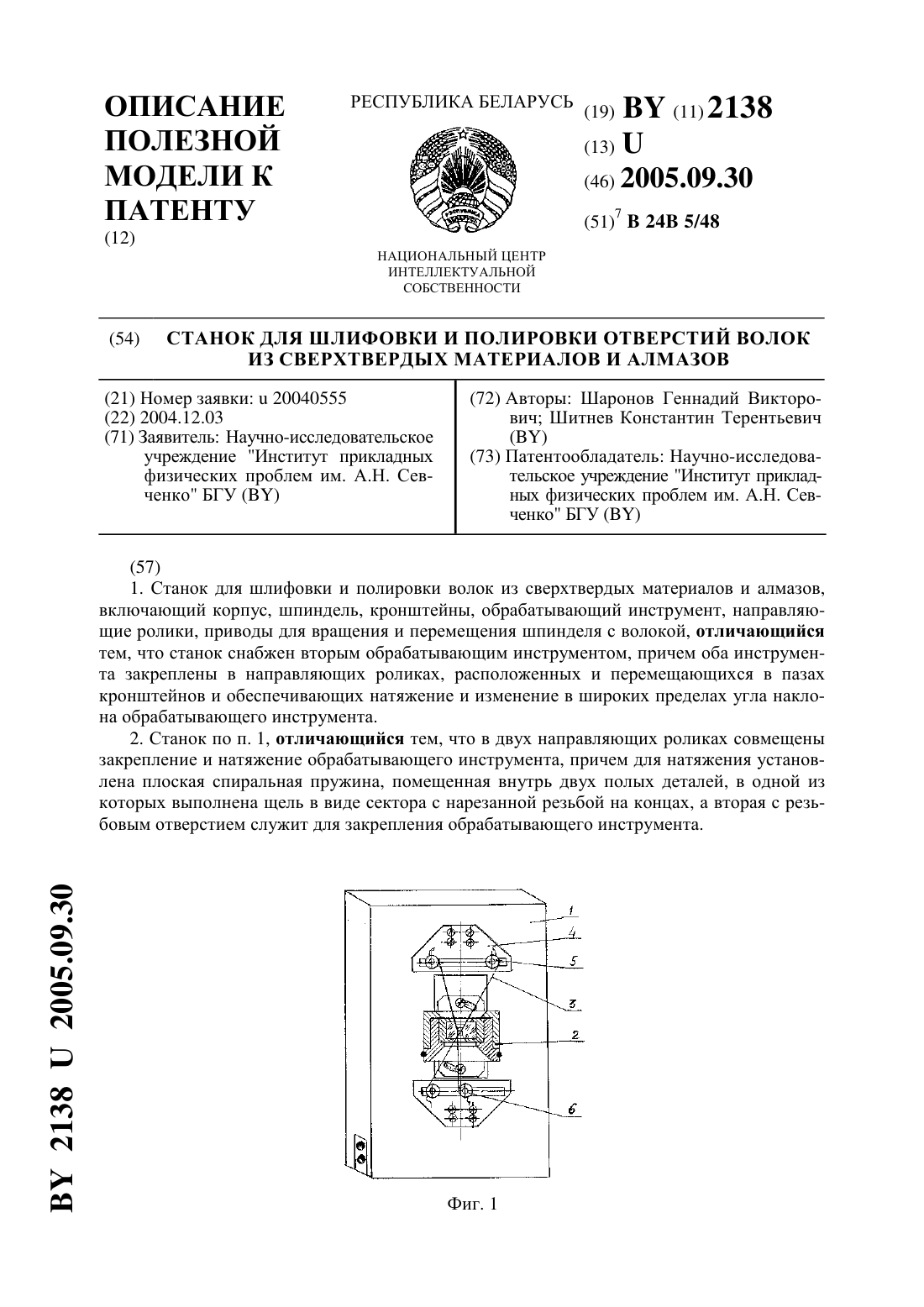
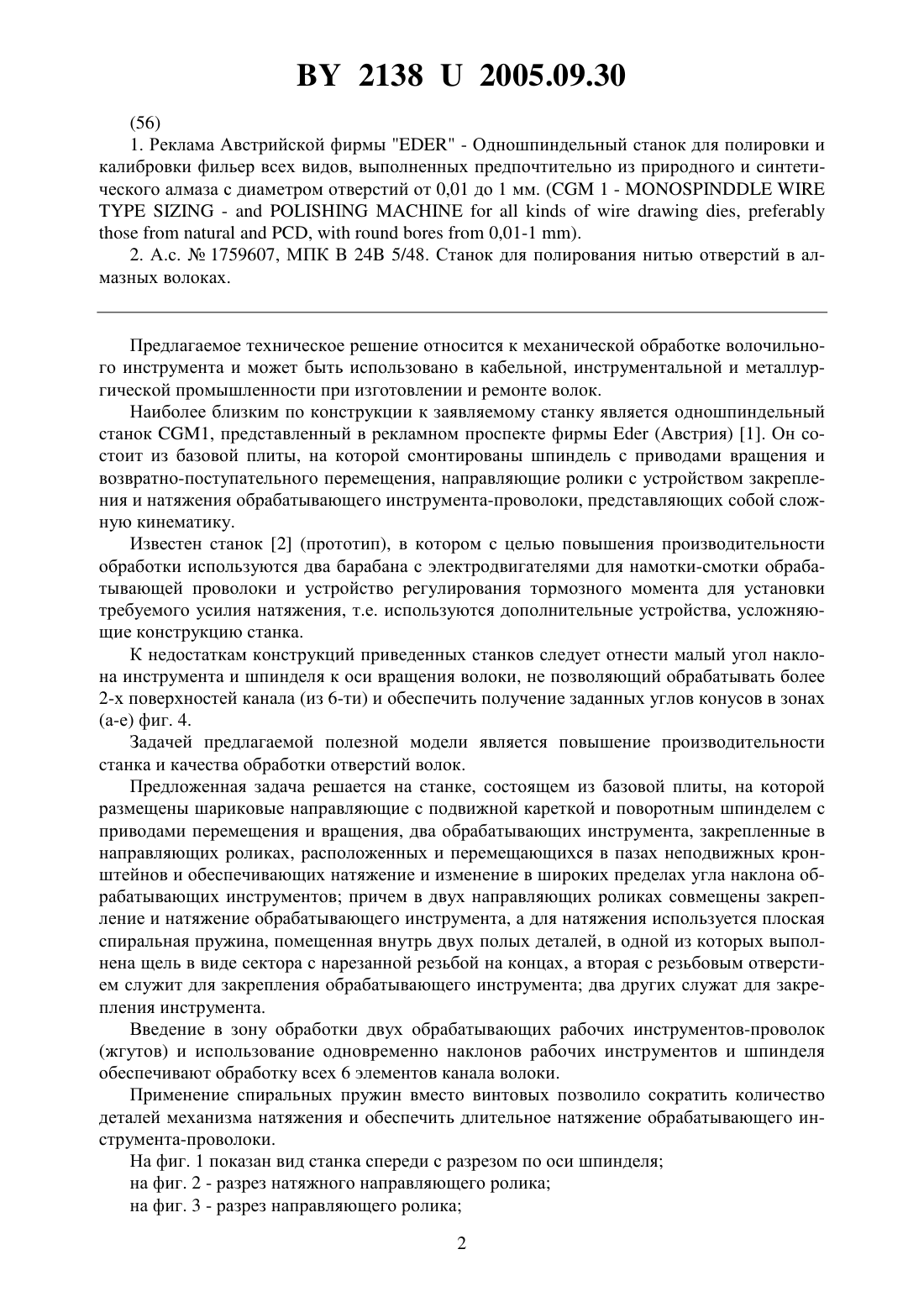
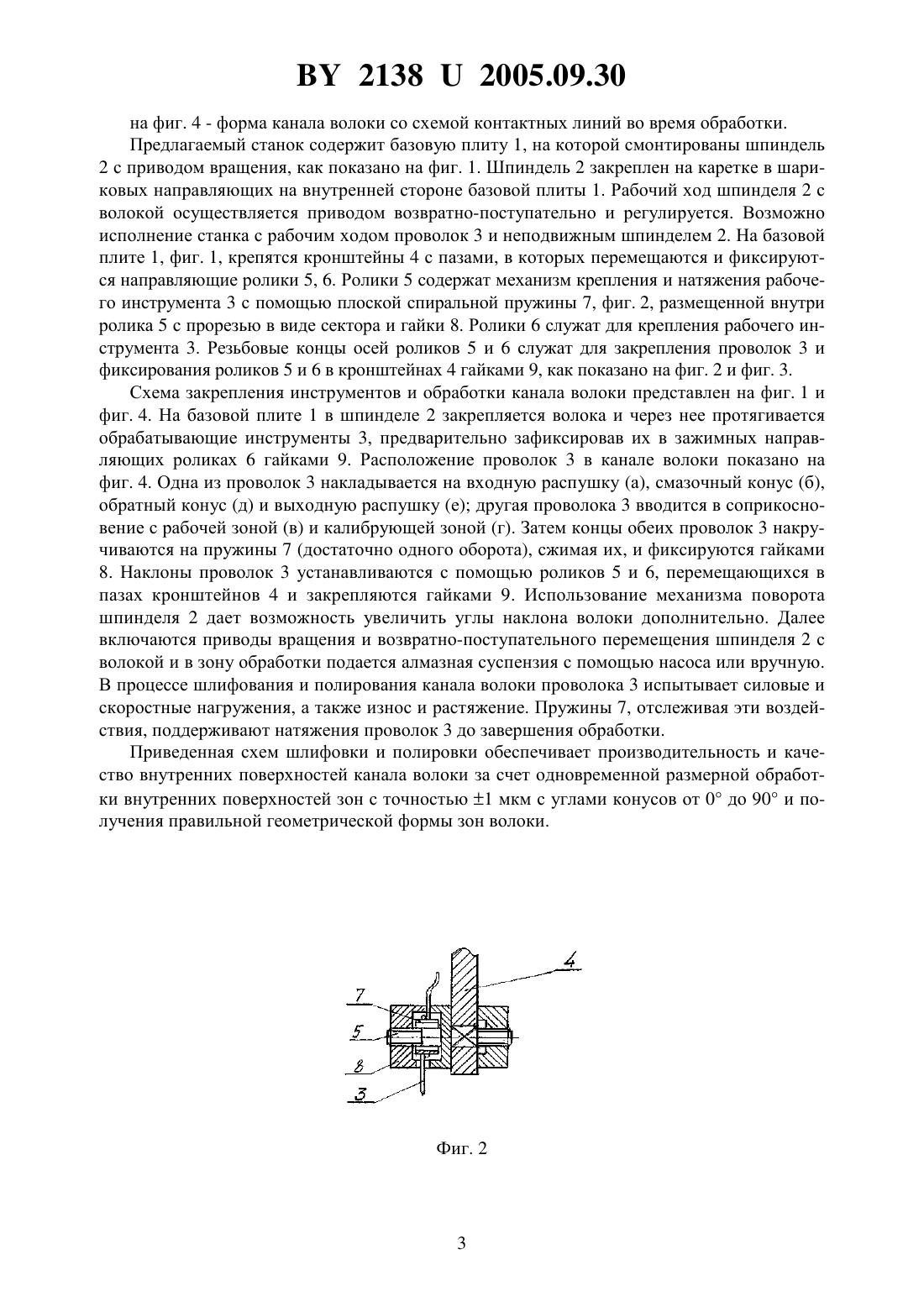
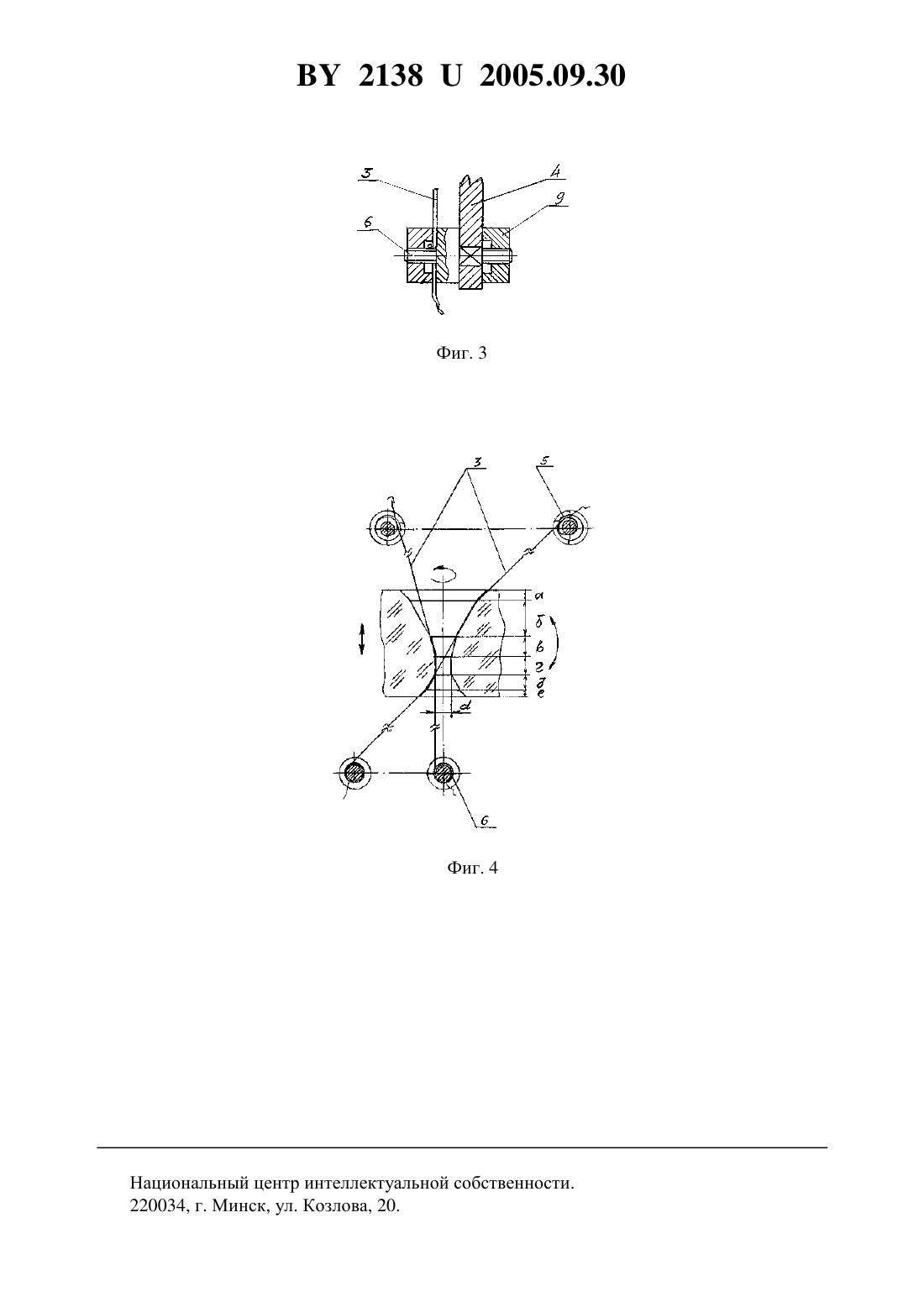
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ ШЛИФОВКИ И ПОЛИРОВКИ ОТВЕРСТИЙ ВОЛОК ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ И АЛМАЗОВ(71) Заявитель Научно-исследовательское учреждение Институт прикладных физических проблем им. А.Н. Севченко БГУ(72) Авторы Шаронов Геннадий Викторович Шитнев Константин Терентьевич(73) Патентообладатель Научно-исследовательское учреждение Институт прикладных физических проблем им. А.Н. Севченко БГУ(57) 1. Станок для шлифовки и полировки волок из сверхтвердых материалов и алмазов,включающий корпус, шпиндель, кронштейны, обрабатывающий инструмент, направляющие ролики, приводы для вращения и перемещения шпинделя с волокой, отличающийся тем, что станок снабжен вторым обрабатывающим инструментом, причем оба инструмента закреплены в направляющих роликах, расположенных и перемещающихся в пазах кронштейнов и обеспечивающих натяжение и изменение в широких пределах угла наклона обрабатывающего инструмента. 2. Станок по п. 1, отличающийся тем, что в двух направляющих роликах совмещены закрепление и натяжение обрабатывающего инструмента, причем для натяжения установлена плоская спиральная пружина, помещенная внутрь двух полых деталей, в одной из которых выполнена щель в виде сектора с нарезанной резьбой на концах, а вторая с резьбовым отверстием служит для закрепления обрабатывающего инструмента.(56) 1. Реклама Австрийской фирмы- Одношпиндельный станок для полировки и калибровки фильер всех видов, выполненных предпочтительно из природного и синтетического алмаза с диаметром отверстий от 0,01 до 1 мм. ( 1 --,,0,01-1 ). 2. А.с.1759607, МПК 24 5/48. Станок для полирования нитью отверстий в алмазных волоках. Предлагаемое техническое решение относится к механической обработке волочильного инструмента и может быть использовано в кабельной, инструментальной и металлургической промышленности при изготовлении и ремонте волок. Наиболее близким по конструкции к заявляемому станку является одношпиндельный станок 1, представленный в рекламном проспекте фирмы(Австрия) 1. Он состоит из базовой плиты, на которой смонтированы шпиндель с приводами вращения и возвратно-поступательного перемещения, направляющие ролики с устройством закрепления и натяжения обрабатывающего инструмента-проволоки, представляющих собой сложную кинематику. Известен станок 2 (прототип), в котором с целью повышения производительности обработки используются два барабана с электродвигателями для намотки-смотки обрабатывающей проволоки и устройство регулирования тормозного момента для установки требуемого усилия натяжения, т.е. используются дополнительные устройства, усложняющие конструкцию станка. К недостаткам конструкций приведенных станков следует отнести малый угол наклона инструмента и шпинделя к оси вращения волоки, не позволяющий обрабатывать более 2-х поверхностей канала (из 6-ти) и обеспечить получение заданных углов конусов в зонах(а-е) фиг. 4. Задачей предлагаемой полезной модели является повышение производительности станка и качества обработки отверстий волок. Предложенная задача решается на станке, состоящем из базовой плиты, на которой размещены шариковые направляющие с подвижной кареткой и поворотным шпинделем с приводами перемещения и вращения, два обрабатывающих инструмента, закрепленные в направляющих роликах, расположенных и перемещающихся в пазах неподвижных кронштейнов и обеспечивающих натяжение и изменение в широких пределах угла наклона обрабатывающих инструментов причем в двух направляющих роликах совмещены закрепление и натяжение обрабатывающего инструмента, а для натяжения используется плоская спиральная пружина, помещенная внутрь двух полых деталей, в одной из которых выполнена щель в виде сектора с нарезанной резьбой на концах, а вторая с резьбовым отверстием служит для закрепления обрабатывающего инструмента два других служат для закрепления инструмента. Введение в зону обработки двух обрабатывающих рабочих инструментов-проволок(жгутов) и использование одновременно наклонов рабочих инструментов и шпинделя обеспечивают обработку всех 6 элементов канала волоки. Применение спиральных пружин вместо винтовых позволило сократить количество деталей механизма натяжения и обеспечить длительное натяжение обрабатывающего инструмента-проволоки. На фиг. 1 показан вид станка спереди с разрезом по оси шпинделя на фиг. 2 - разрез натяжного направляющего ролика на фиг. 3 - разрез направляющего ролика 2 21382005.09.30 на фиг. 4 - форма канала волоки со схемой контактных линий во время обработки. Предлагаемый станок содержит базовую плиту 1, на которой смонтированы шпиндель 2 с приводом вращения, как показано на фиг. 1. Шпиндель 2 закреплен на каретке в шариковых направляющих на внутренней стороне базовой плиты 1. Рабочий ход шпинделя 2 с волокой осуществляется приводом возвратно-поступательно и регулируется. Возможно исполнение станка с рабочим ходом проволок 3 и неподвижным шпинделем 2. На базовой плите 1, фиг. 1, крепятся кронштейны 4 с пазами, в которых перемещаются и фиксируются направляющие ролики 5, 6. Ролики 5 содержат механизм крепления и натяжения рабочего инструмента 3 с помощью плоской спиральной пружины 7, фиг. 2, размещенной внутри ролика 5 с прорезью в виде сектора и гайки 8. Ролики 6 служат для крепления рабочего инструмента 3. Резьбовые концы осей роликов 5 и 6 служат для закрепления проволок 3 и фиксирования роликов 5 и 6 в кронштейнах 4 гайками 9, как показано на фиг. 2 и фиг. 3. Схема закрепления инструментов и обработки канала волоки представлен на фиг. 1 и фиг. 4. На базовой плите 1 в шпинделе 2 закрепляется волока и через нее протягивается обрабатывающие инструменты 3, предварительно зафиксировав их в зажимных направляющих роликах 6 гайками 9. Расположение проволок 3 в канале волоки показано на фиг. 4. Одна из проволок 3 накладывается на входную распушку (а), смазочный конус (б),обратный конус (д) и выходную распушку (е) другая проволока 3 вводится в соприкосновение с рабочей зоной (в) и калибрующей зоной (г). Затем концы обеих проволок 3 накручиваются на пружины 7 (достаточно одного оборота), сжимая их, и фиксируются гайками 8. Наклоны проволок 3 устанавливаются с помощью роликов 5 и 6, перемещающихся в пазах кронштейнов 4 и закрепляются гайками 9. Использование механизма поворота шпинделя 2 дает возможность увеличить углы наклона волоки дополнительно. Далее включаются приводы вращения и возвратно-поступательного перемещения шпинделя 2 с волокой и в зону обработки подается алмазная суспензия с помощью насоса или вручную. В процессе шлифования и полирования канала волоки проволока 3 испытывает силовые и скоростные нагружения, а также износ и растяжение. Пружины 7, отслеживая эти воздействия, поддерживают натяжения проволок 3 до завершения обработки. Приведенная схем шлифовки и полировки обеспечивает производительность и качество внутренних поверхностей канала волоки за счет одновременной размерной обработки внутренних поверхностей зон с точностью 1 мкм с углами конусов от 0 до 90 и получения правильной геометрической формы зон волоки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 5/48
Метки: материалов, полировки, сверхтвердых, волок, станок, отверстий, шлифовки, алмазов
Код ссылки
<a href="https://by.patents.su/4-u2138-stanok-dlya-shlifovki-i-polirovki-otverstijj-volok-iz-sverhtverdyh-materialov-i-almazov.html" rel="bookmark" title="База патентов Беларуси">Станок для шлифовки и полировки отверстий волок из сверхтвердых материалов и алмазов</a>
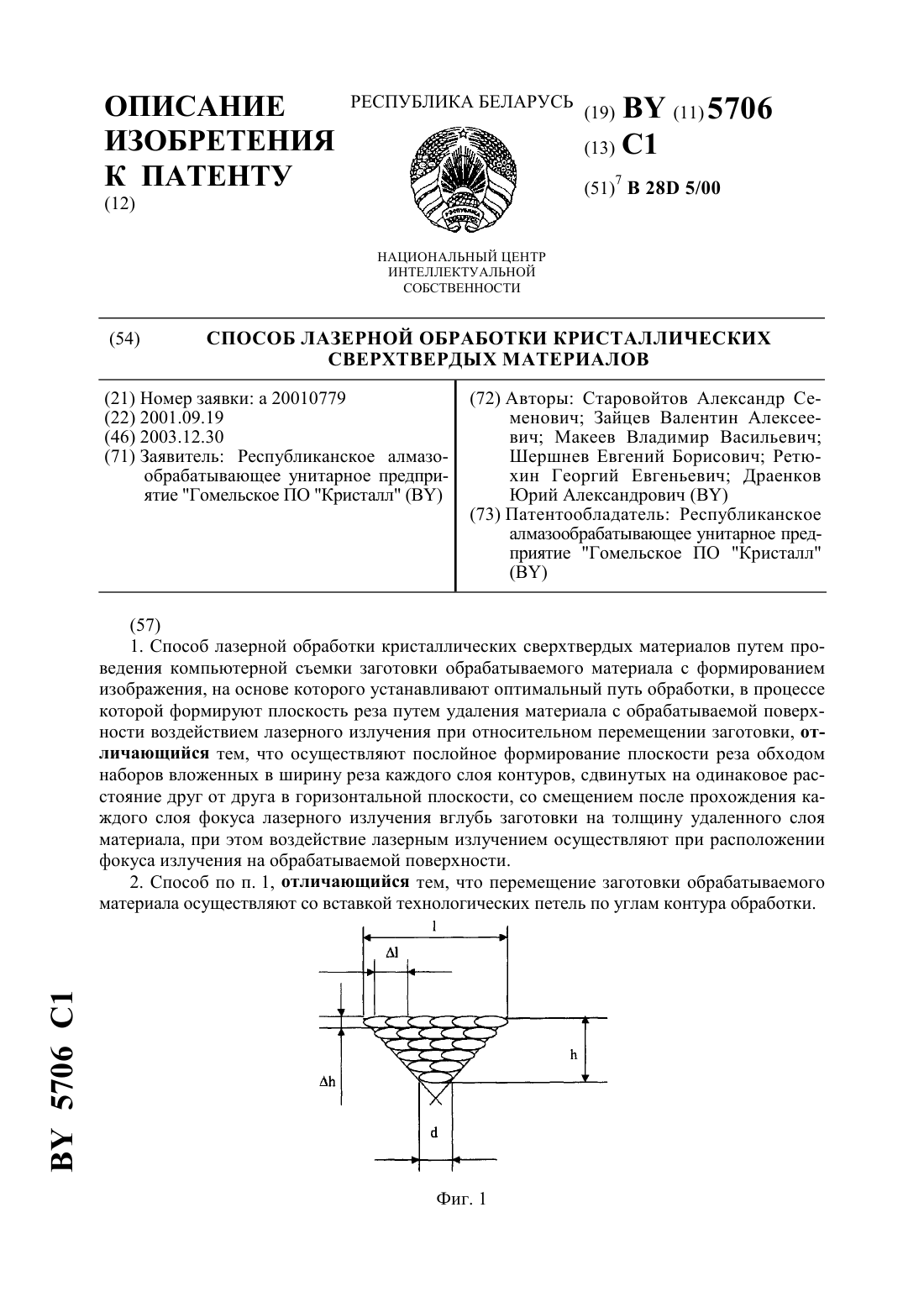
Способ лазерной обработки кристаллических сверхтвердых материалов
Номер патента: 5706
Опубликовано: 30.12.2003
Авторы: Драенков Юрий Александрович, Шершнев Евгений Борисович, Зайцев Валентин Алексеевич, Старовойтов Александр Семенович, Макеев Владимир Васильевич, Ретюхин Георгий Евгеньевич
МПК: B28D 5/00
Метки: лазерной, кристаллических, обработки, способ, сверхтвердых, материалов
Текст:
...обработка последующими наборами вложенных в ширину реза и сдвинутых на одинаковое расстояние ходов со смещением фокуса лазерного луча вглубь заготовки на толщину удаленного слоя материала до тех пор, пока не произойдет полное удаление материала из зоны реза. При этом воздействие лазерным излучением осуществляют при расположении фокуса излучения на обрабатываемой поверхности заготовки. Поверхность материала в области расположения...
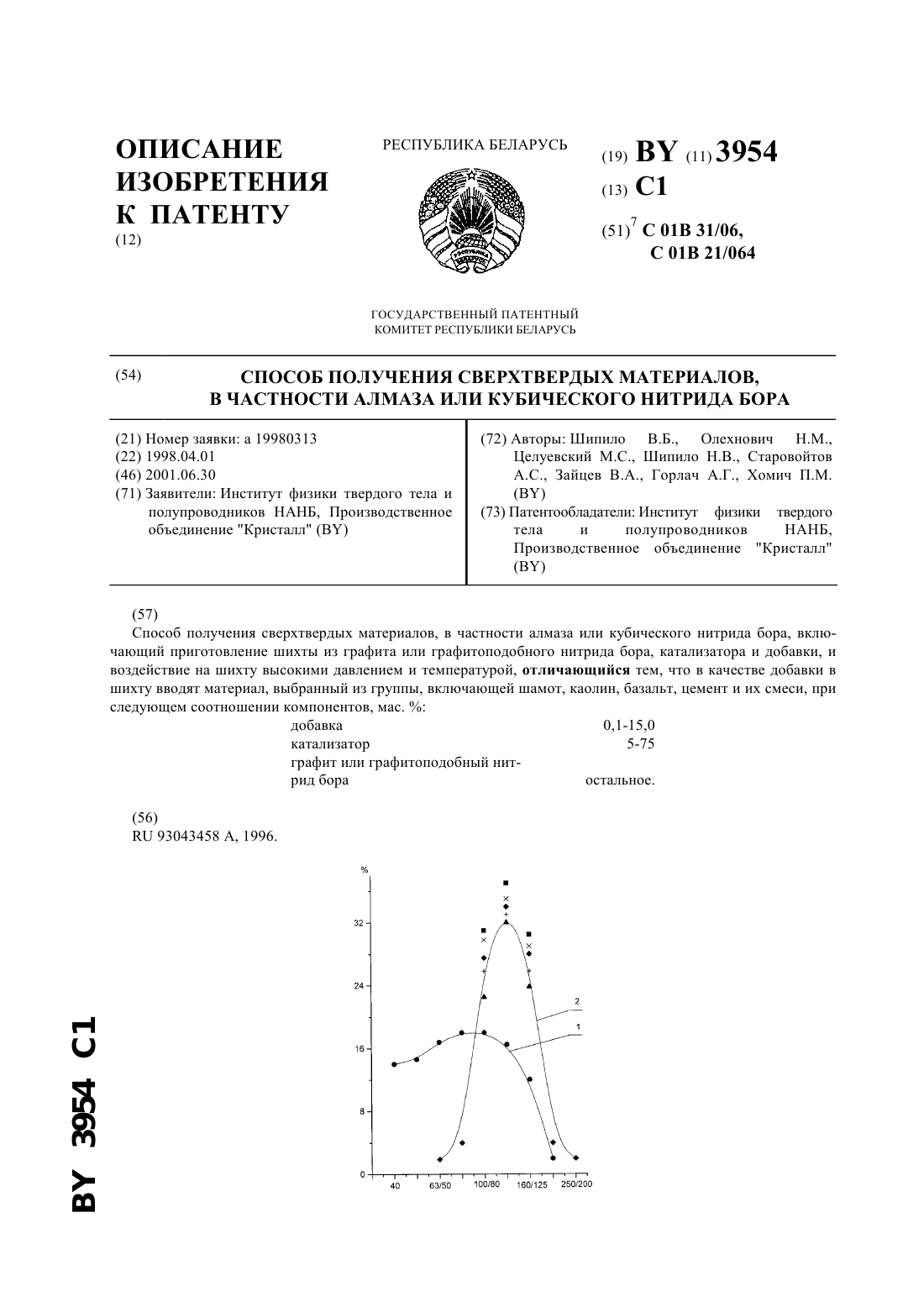
Способ получения сверхтвердых материалов, в частности алмаза или кубического нитрида бора
Номер патента: 3954
Опубликовано: 30.06.2001
Авторы: Шипило Наталья Викторовна, Горлач Александр Григорьевич, Олехнович Николай Михайлович, Хомич Павел Михайлович, Шипило Виктор Брониславович, Целуевский Михаил Станиславович, Зайцев Валентин Алексеевич, Старовойтов Александр Семенович
МПК: C01B 31/06, C01B 21/064
Метки: нитрида, получения, способ, алмаза, кубического, бора, сверхтвердых, или, частности, материалов
Текст:
...использовался и другой способ приготовления шихты - послойное расположение шайб из графита либо графитоподобного нитрида бора и катализатора, смешанного с добавками. В этом случае размеры синтезируемых порошков были заметно большими, чем при объемном смешивании порошков. Пример 1. В качестве исходной шихты использовали две смеси 3954 1 1) смесь графита марки МГ-1 ОСЧ фракции 400-800 мкм и никель-марганцевого катализатора (60 мас. ), фракции...
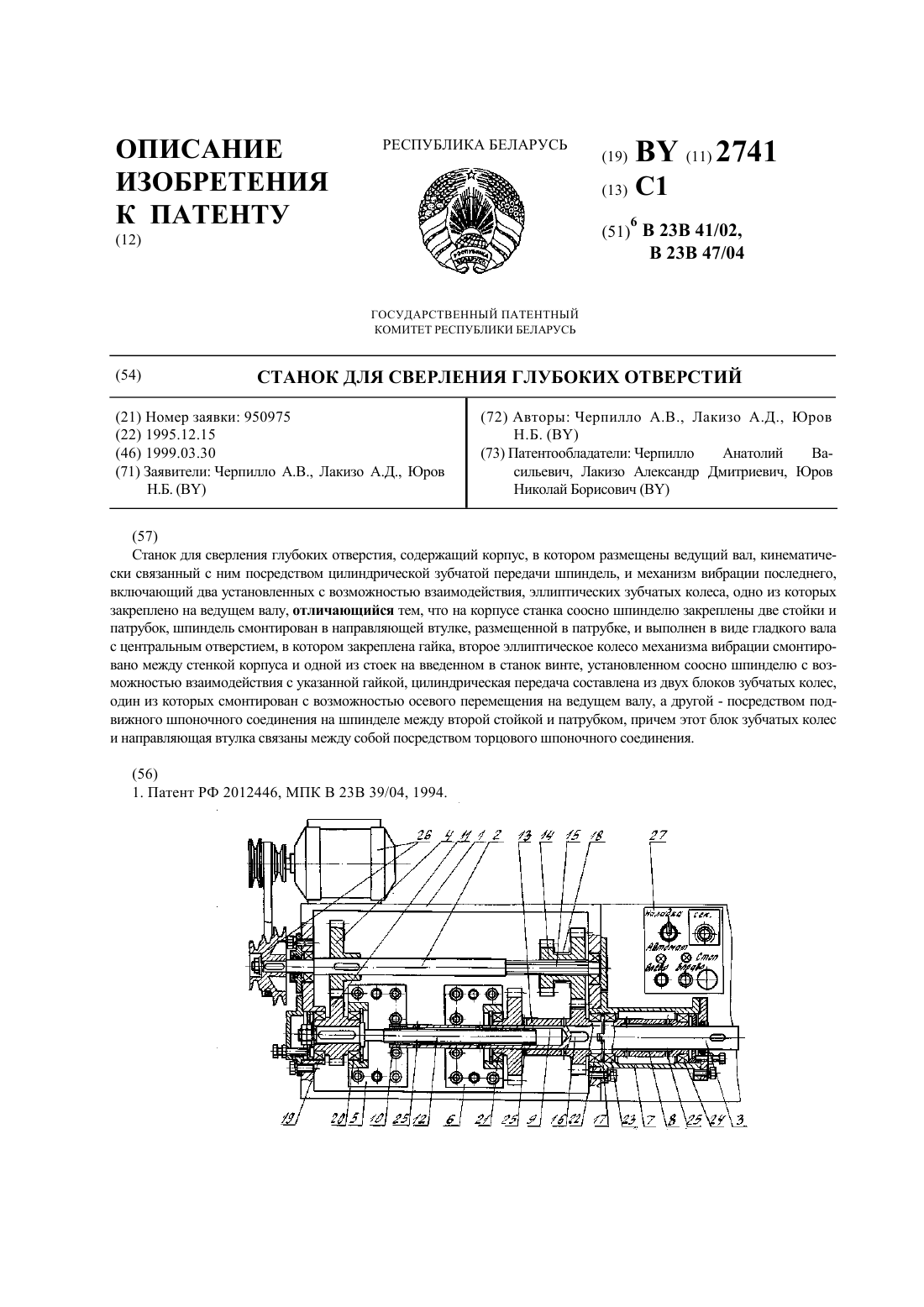
Cтанок для сверления глубоких отверстий
Номер патента: 2741
Опубликовано: 30.03.1999
Авторы: ЛАКИЗО Александр Дмитриевич, Юров Николай Борисович, ЧЕРПИЛЛО Анатолий Васильевич
МПК: B23B 41/02, B23B 47/04
Метки: глубоких, cтанок, отверстий, сверления
Текст:
...с возможностью перемещения, а другой установлен на шпинделе между второй стойкой и патрубком и имеет подвижное шпоночное соединение со шпинделем и торцевое шпоночное соединение с направляющей втулкой. На фигуре показана кинематическая схема станка для сверления глубоких отверстий. Станок для сверления глубоких отверстий содержит корпус 1, в котором установлены ведущий вал 2 и шпиндель 3. На ведущем вале 2 установлено эллиптическое зубчатое...
Способ извлечения алмазов из отходов, состоящих из алмазов и металлосодержащей связки
Номер патента: 3843
Опубликовано: 30.03.2001
Авторы: Звонарев Евгений Владимирович, Баран Анатолий Александрович, Дроздовский Кирилл Вилиорович
МПК: C01B 31/06
Метки: связки, алмазов, способ, состоящих, металлосодержащей, отходов, извлечения
Текст:
...алмазного инструмента находящиеся в расплаве алмазы, плотность которых значительно ниже плотности жидкого металла, выносятся на поверхность расплава, и данное положение они занимают и после его кристаллизации при охлаждении. Извлеченные данным способом алмазы после последующей их доочистки и расклассификации известными методами могут быть повторно использованы для изготовления инструмента. Закристаллизовавшийся в виде слитка расплав...
Широкоуниверсальный зубообрабатывающий станок
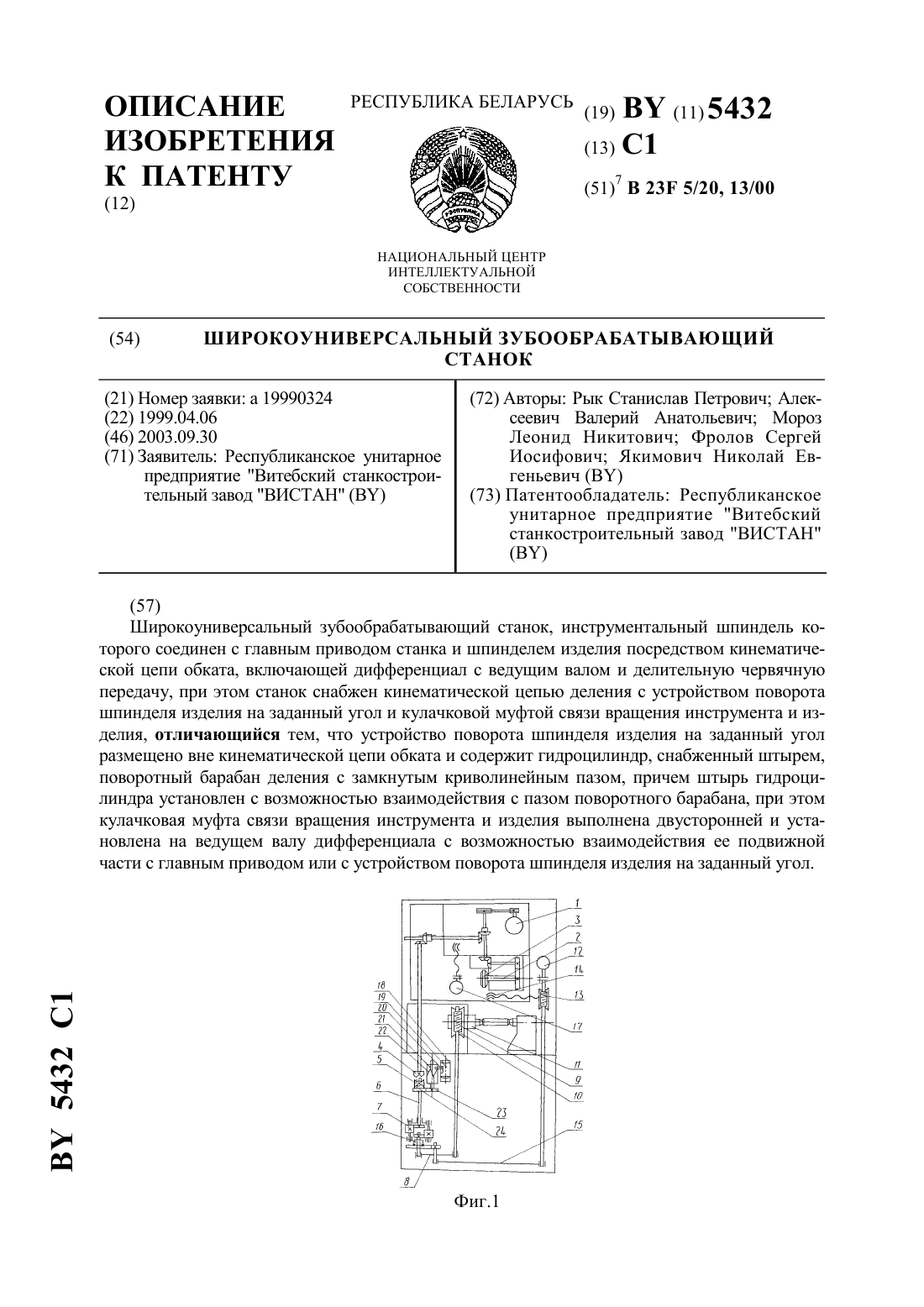
Номер патента: 5432
Опубликовано: 30.09.2003
Авторы: Алексеевич Валерий Анатольевич, Якимович Николай Евгеньевич, Рык Станислав Петрович, Мороз Леонид Никитович, Фролов Сергей Иосифович
МПК: B23F 13/00, B23F 5/20
Метки: станок, зубообрабатывающий, широкоуниверсальный
Текст:
...взаимодействия с пазом поворотного барабана, при этом кулачковая муфта связи вращения инструмента и изделия выполнена двусторонней и установлена на ведущем валу дифференциала с возможностью взаимодействия ее подвижной части с главным приводом или с устройством поворота шпинделя изделия на заданный угол. Выполнение устройства поворота шпинделя изделия на заданный угол в виде гидроцилиндра со штырем, взаимодействующим с замкнутым...
Предыдущий патент: Устройство для репозиции костных фрагментов
Следующий патент: Наконечник для газопламенной наплавочной горелки
Случайный патент: Дисковый тормоз колесного транспортного средства