Устройство для изготовления пластмассовых длинномерных изделий
Номер патента: U 5529
Опубликовано: 30.08.2009
Авторы: Колдаева Светлана Николаевна, Колдаев Олег Юрьевич, Екименко Алексей Николаевич, Матюшенко Владимир Яковлевич
Текст
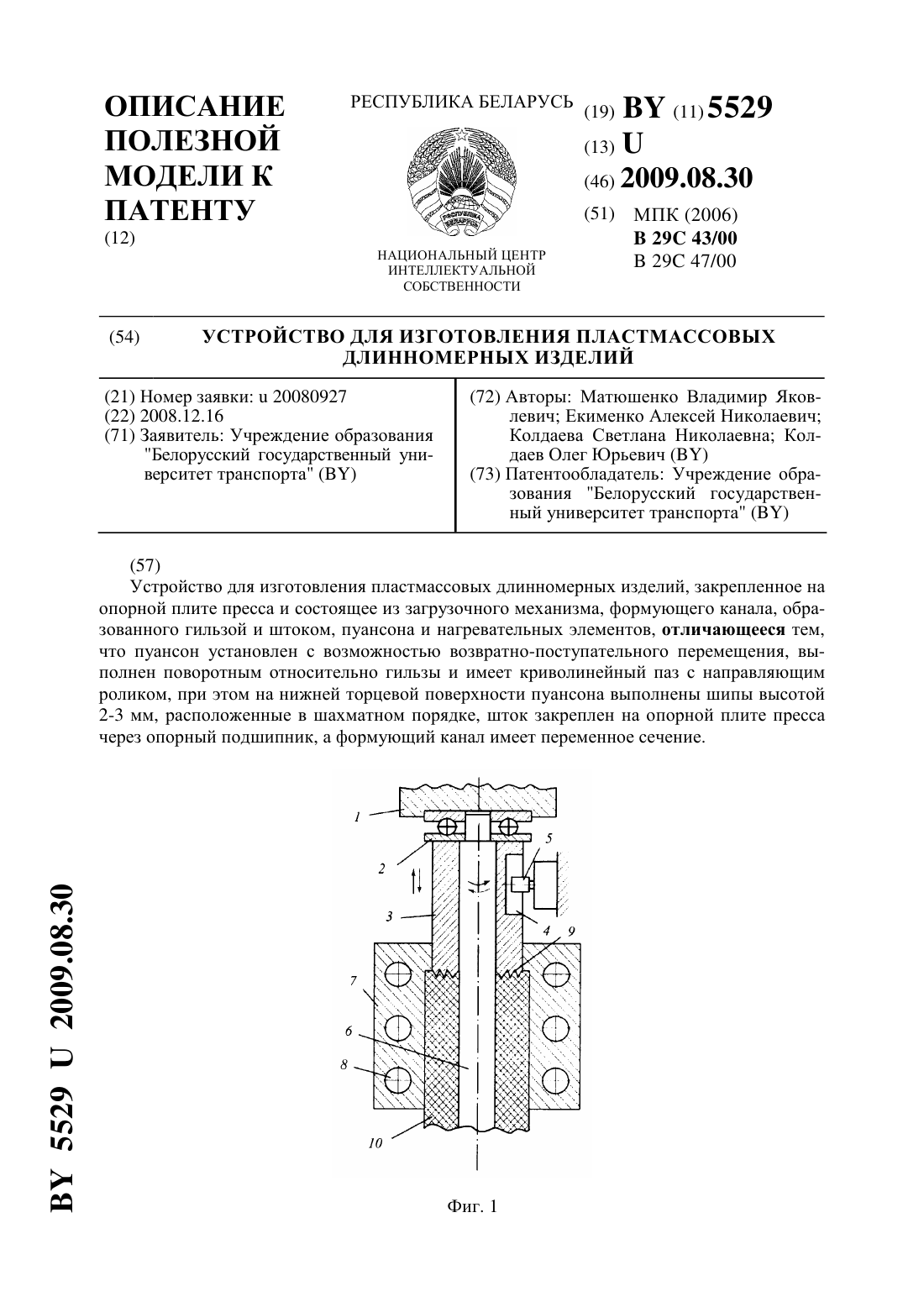
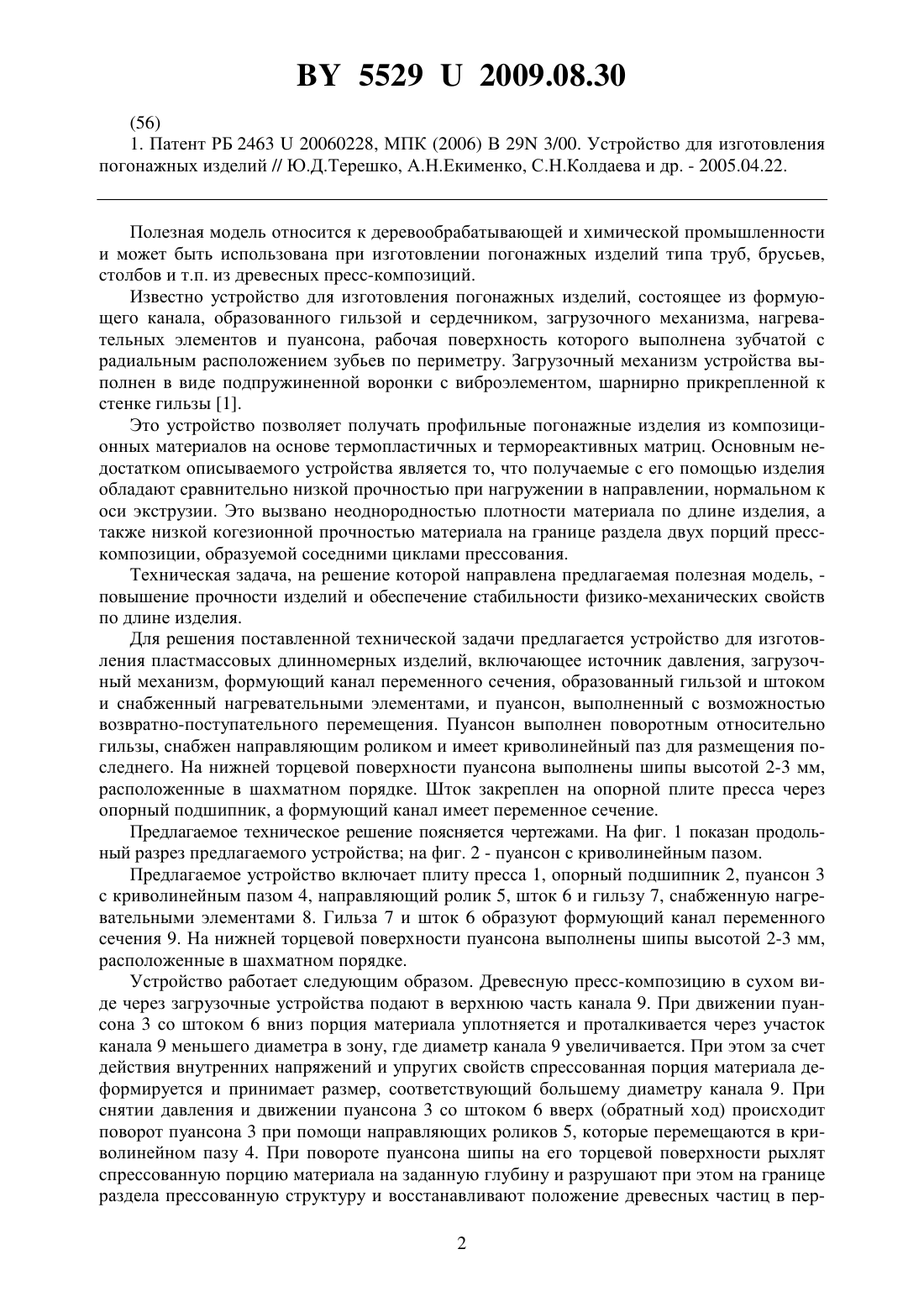
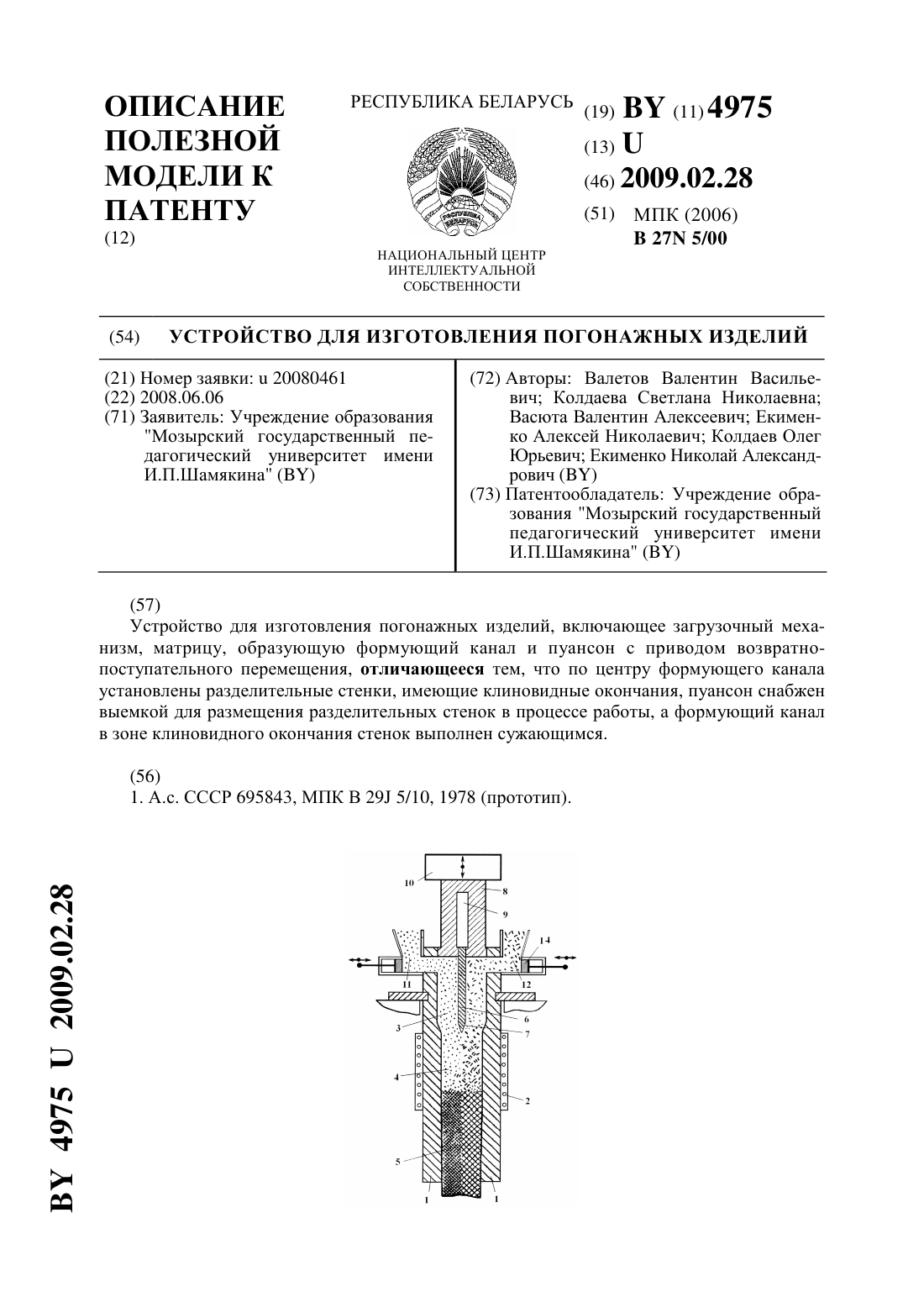
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ(71) Заявитель Учреждение образования Белорусский государственный университет транспорта(72) Авторы Матюшенко Владимир Яковлевич Екименко Алексей Николаевич Колдаева Светлана Николаевна Колдаев Олег Юрьевич(73) Патентообладатель Учреждение образования Белорусский государственный университет транспорта(57) Устройство для изготовления пластмассовых длинномерных изделий, закрепленное на опорной плите пресса и состоящее из загрузочного механизма, формующего канала, образованного гильзой и штоком, пуансона и нагревательных элементов, отличающееся тем,что пуансон установлен с возможностью возвратно-поступательного перемещения, выполнен поворотным относительно гильзы и имеет криволинейный паз с направляющим роликом, при этом на нижней торцевой поверхности пуансона выполнены шипы высотой 2-3 мм, расположенные в шахматном порядке, шток закреплен на опорной плите пресса через опорный подшипник, а формующий канал имеет переменное сечение.(56) 1. Патент РБ 246320060228, МПК (2006) В 29 3/00. Устройство для изготовления погонажных изделий // Ю.Д.Терешко, А.Н.Екименко, С.Н.Колдаева и др. - 2005.04.22. Полезная модель относится к деревообрабатывающей и химической промышленности и может быть использована при изготовлении погонажных изделий типа труб, брусьев,столбов и т.п. из древесных пресс-композиций. Известно устройство для изготовления погонажных изделий, состоящее из формующего канала, образованного гильзой и сердечником, загрузочного механизма, нагревательных элементов и пуансона, рабочая поверхность которого выполнена зубчатой с радиальным расположением зубьев по периметру. Загрузочный механизм устройства выполнен в виде подпружиненной воронки с виброэлементом, шарнирно прикрепленной к стенке гильзы 1. Это устройство позволяет получать профильные погонажные изделия из композиционных материалов на основе термопластичных и термореактивных матриц. Основным недостатком описываемого устройства является то, что получаемые с его помощью изделия обладают сравнительно низкой прочностью при нагружении в направлении, нормальном к оси экструзии. Это вызвано неоднородностью плотности материала по длине изделия, а также низкой когезионной прочностью материала на границе раздела двух порций пресскомпозиции, образуемой соседними циклами прессования. Техническая задача, на решение которой направлена предлагаемая полезная модель, повышение прочности изделий и обеспечение стабильности физико-механических свойств по длине изделия. Для решения поставленной технической задачи предлагается устройство для изготовления пластмассовых длинномерных изделий, включающее источник давления, загрузочный механизм, формующий канал переменного сечения, образованный гильзой и штоком и снабженный нагревательными элементами, и пуансон, выполненный с возможностью возвратно-поступательного перемещения. Пуансон выполнен поворотным относительно гильзы, снабжен направляющим роликом и имеет криволинейный паз для размещения последнего. На нижней торцевой поверхности пуансона выполнены шипы высотой 2-3 мм,расположенные в шахматном порядке. Шток закреплен на опорной плите пресса через опорный подшипник, а формующий канал имеет переменное сечение. Предлагаемое техническое решение поясняется чертежами. На фиг. 1 показан продольный разрез предлагаемого устройства на фиг. 2 - пуансон с криволинейным пазом. Предлагаемое устройство включает плиту пресса 1, опорный подшипник 2, пуансон 3 с криволинейным пазом 4, направляющий ролик 5, шток 6 и гильзу 7, снабженную нагревательными элементами 8. Гильза 7 и шток 6 образуют формующий канал переменного сечения 9. На нижней торцевой поверхности пуансона выполнены шипы высотой 2-3 мм,расположенные в шахматном порядке. Устройство работает следующим образом. Древесную пресс-композицию в сухом виде через загрузочные устройства подают в верхнюю часть канала 9. При движении пуансона 3 со штоком 6 вниз порция материала уплотняется и проталкивается через участок канала 9 меньшего диаметра в зону, где диаметр канала 9 увеличивается. При этом за счет действия внутренних напряжений и упругих свойств спрессованная порция материала деформируется и принимает размер, соответствующий большему диаметру канала 9. При снятии давления и движении пуансона 3 со штоком 6 вверх (обратный ход) происходит поворот пуансона 3 при помощи направляющих роликов 5, которые перемещаются в криволинейном пазу 4. При повороте пуансона шипы на его торцевой поверхности рыхлят спрессованную порцию материала на заданную глубину и разрушают при этом на границе раздела прессованную структуру и восстанавливают положение древесных частиц в пер 2 55292009.08.30 воначальном виде, аналогичное воздействие на материал циклового усилия пуансона. Далее цикл повторяется. Проталкивание новых порций пресс-материала вызывает перемещение изделия по каналу. В процессе проталкивания спрессованный материал проходит две зоны зону уплотнения и формирования структурыи зону полимеризации и термостабилизации . В процессе прессования древесные частицы ориентируются преимущественно по нормали к оси экструзии. Рыхление вызывает разрушение спрессованной структуры на границе раздела порций прессовки и восстанавливает первоначальную хаотичную ориентацию древесных частиц, т.е. устраняет резкую границу между порциями прессовки и вызванную ее наличием недостаточную когезионную прочность. Таким образом, рыхление запрессованной порции материала перед подачей следующей порции позволяет сформировать необходимую структуру материала изделия, устранить резкую границу между порциями прессовки и обеспечить оптимальный принцип адгезионного соединения связующего, наполнителя и армирующих элементов в монолитный материал, обладающий высокими физико-механическими свойствами. В таблице приведены физико-механические показатели получаемых изделий при глубине рыхления 2-3 мм. Предел прочности, МПа При растяжении в направлении При статическом изгибе Продольное Поперечное Продольное Поперечное 53,1-64,9 69,4-73,4 90,3-93,8 93,8-97,6 8,4 41,9 9,7 81,3 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B29C 47/00, B29C 43/00
Метки: изготовления, пластмассовых, длинномерных, изделий, устройство
Код ссылки
<a href="https://by.patents.su/3-u5529-ustrojjstvo-dlya-izgotovleniya-plastmassovyh-dlinnomernyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления пластмассовых длинномерных изделий</a>
Оснастка для изготовления пластмассовых изделий

Номер патента: U 5272
Опубликовано: 30.06.2009
Авторы: Колдаев Олег Юрьевич, Колдаева Светлана Николаевна, Васюта Валентин Алексеевич, Екименко Николай Александрович, Екименко Алексей Николаевич, Валетов Валентин Васильевич
МПК: B29C 41/00
Метки: оснастка, изделий, изготовления, пластмассовых
Текст:
...поставленной технической задачи предлагается оснастка, состоящая из полого корпуса и пуансона, прикрепленных к плитам пресса, и загрузочных механизмов с дозаторами. Загрузочные механизмы установлены по периметру полого корпуса. Каждый загрузочный механизм с дозатором выполнен в виде цилиндра с поршнем, шарнирно связанным рычажной системой с плитами пресса. Оснастка снабжена мультипликатором с трубками, оканчивающимися капиллярными...
Устройство для изготовления погонажных изделий

Номер патента: U 2463
Опубликовано: 28.02.2006
Авторы: Екименко Алексей Николаевич, Терешко Юрий Демьянович, Колдаева Светлана Николаевна, Колдаев Олег Юрьевич, Екименко Николай Александрович, Крюкова Наталья Федоровна
МПК: B29N 3/00
Метки: изделий, погонажных, изготовления, устройство
Текст:
...ориентации частиц в процессе прессования, в результате чего прочность изделия в направлении прессования очень низкая. Кроме того, загрузочный механизм в известном устройстве неудобен ввиду своей громоздкости и, кроме того, он не обеспечивает равномерного распределения пресс-массы по всему сечению формующего канала, что ухудшает физикомеханические свойства изделий. Задача полезной модели - улучшение физико-механических свойств изделия....
Устройство для изготовления пластмассовых труб
Номер патента: U 5318
Опубликовано: 30.06.2009
Авторы: Колдаев Олег Юрьевич, Колдаев Юрий Николаевич, Турчин Александр Сергеевич, Колдаева Светлана Николаевна, Валетов Валентин Васильевич, Васюта Валентин Алексеевич, Екименко Алексей Николаевич
МПК: B29C 43/00
Метки: устройство, труб, изготовления, пластмассовых
Текст:
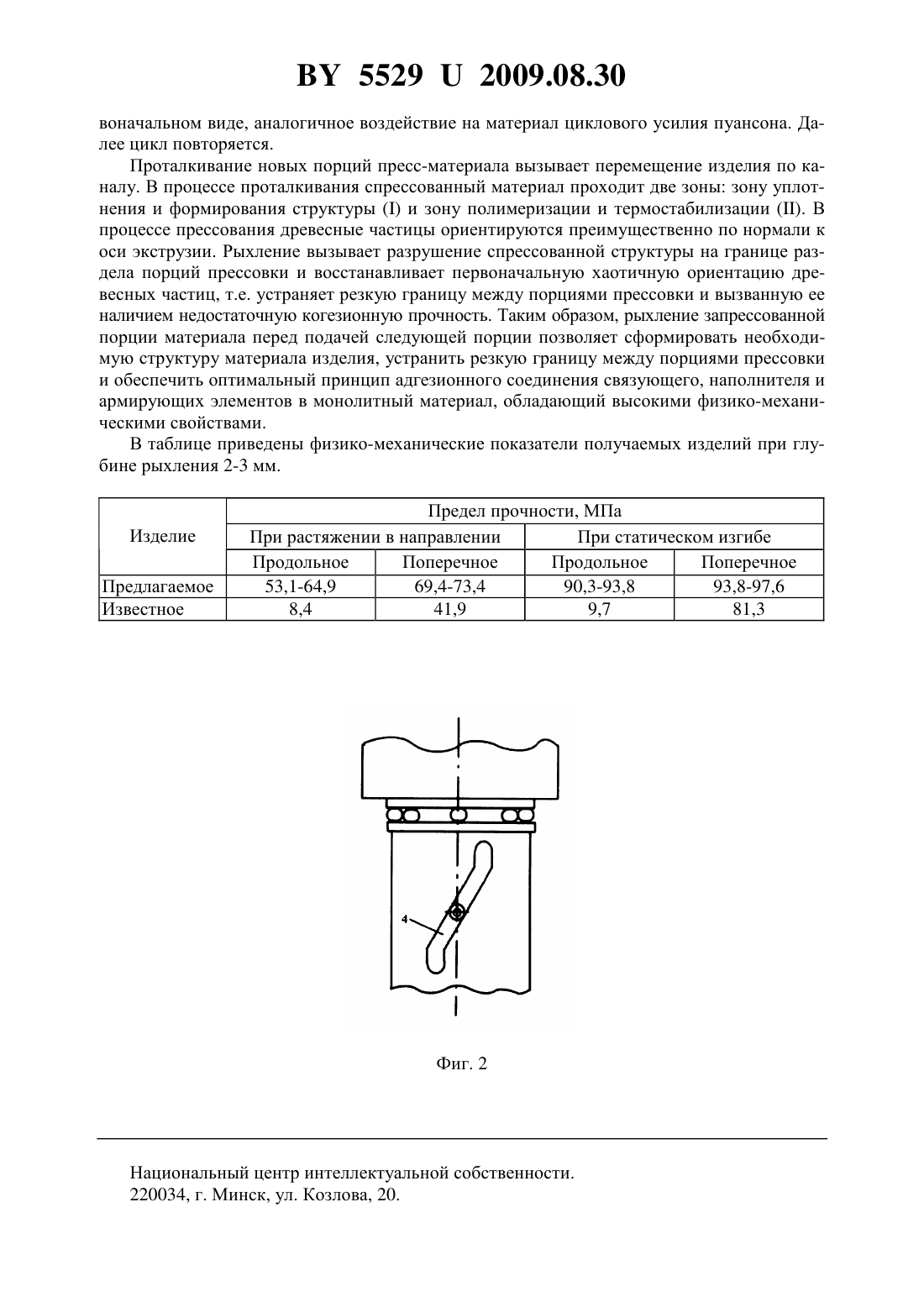
...подачи терморегулирующей среды, и поперечными каналами, а наружная - радиальными отверстиями. Центральная и наружная части сердечника имеют встречно направленные кольцевые выступы для взаимодействия в рабочем положении, образующие полость для терморегулирующей среды. Предлагаемое устройство представлено на фигуре. В состав устройства входят гильза 1, пуансон 2 и разъемный сердечник. Сердечник выполнен из отдельных частей - неподвижной 3 и...
Устройство для изготовления погонажных изделий
Номер патента: U 4975
Опубликовано: 28.02.2009
Авторы: Валетов Валентин Васильевич, Васюта Валентин Алексеевич, Колдаева Светлана Николаевна, Екименко Алексей Николаевич, Екименко Николай Александрович, Колдаев Олег Юрьевич
МПК: B27N 5/00
Метки: изделий, изготовления, погонажных, устройство
Текст:
...дополнительно снабжают выемкой для размещения стенок в процессе работы. На фигуре показано описываемое устройство в разрезе. Устройство состоит из нагревательных плит 1 с нагревательными элементами 2. Плиты 1 образуют формующий канал, состоящий из зоны уплотнения 3, зоны отверждения 4 и зоны термостабилизации 5. По центру формующего канала расположены разделительные стенки 6, имеющие клиновидные окончания 7. В зоне клиновидного окончания...
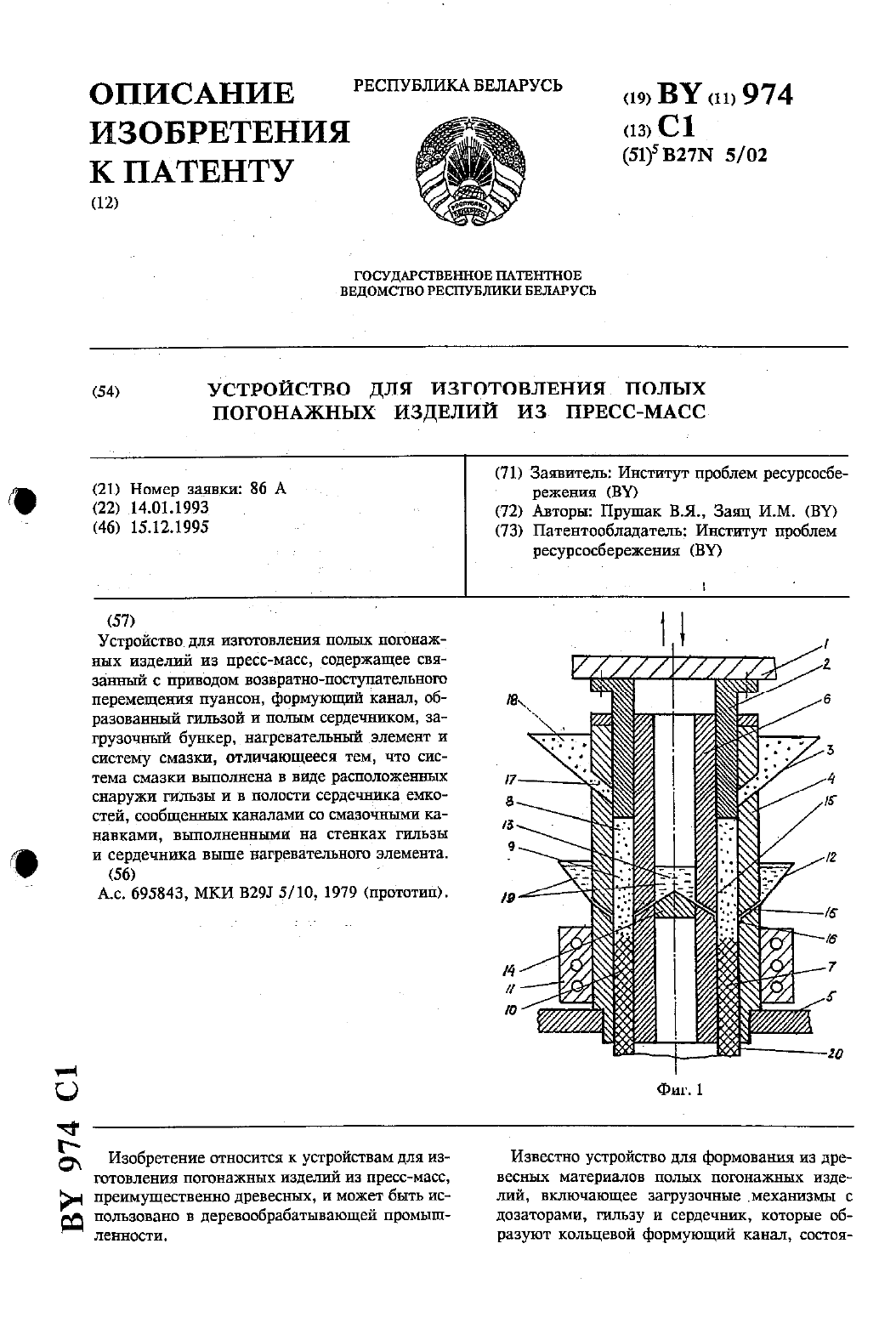
Устройство для изготовления полых погонажных изделий из пресс-масс
Номер патента: 974
Опубликовано: 15.12.1995
Авторы: Прушак Виктор Яковлевич, Заяц Ирина Михайловна
МПК: B27N 5/02
Метки: изделий, изготовления, пресс-масс, полых, устройство, погонажных
Текст:
...канал, образованный гшпазой и полым сердечником, загрузочный бункер, нагревателцьнъгй элемент и систему смазки, выполненную в виде расположенных снаружи гильзы и в полости сердечнтпса емкостей, сообщенных каналами со смазочньшш канавками,выполненными на стенках гильзы и сердечника выше нагреватешшого элемента.На фиг. 1 изображено предлагаемое устройство в разрезе. На фиг. 2 изображена часть развертки поверхности гильзы или сердечника со...
Предыдущий патент: Технологическая линия для производства смесевого биодизельного топлива
Следующий патент: Солнечный термоэлектрический холодильный элемент
Случайный патент: Насос шестеренный