Оснастка для изготовления пластмассовых изделий
Номер патента: U 5272
Опубликовано: 30.06.2009
Авторы: Васюта Валентин Алексеевич, Валетов Валентин Васильевич, Колдаева Светлана Николаевна, Колдаев Олег Юрьевич, Екименко Алексей Николаевич, Екименко Николай Александрович

Текст
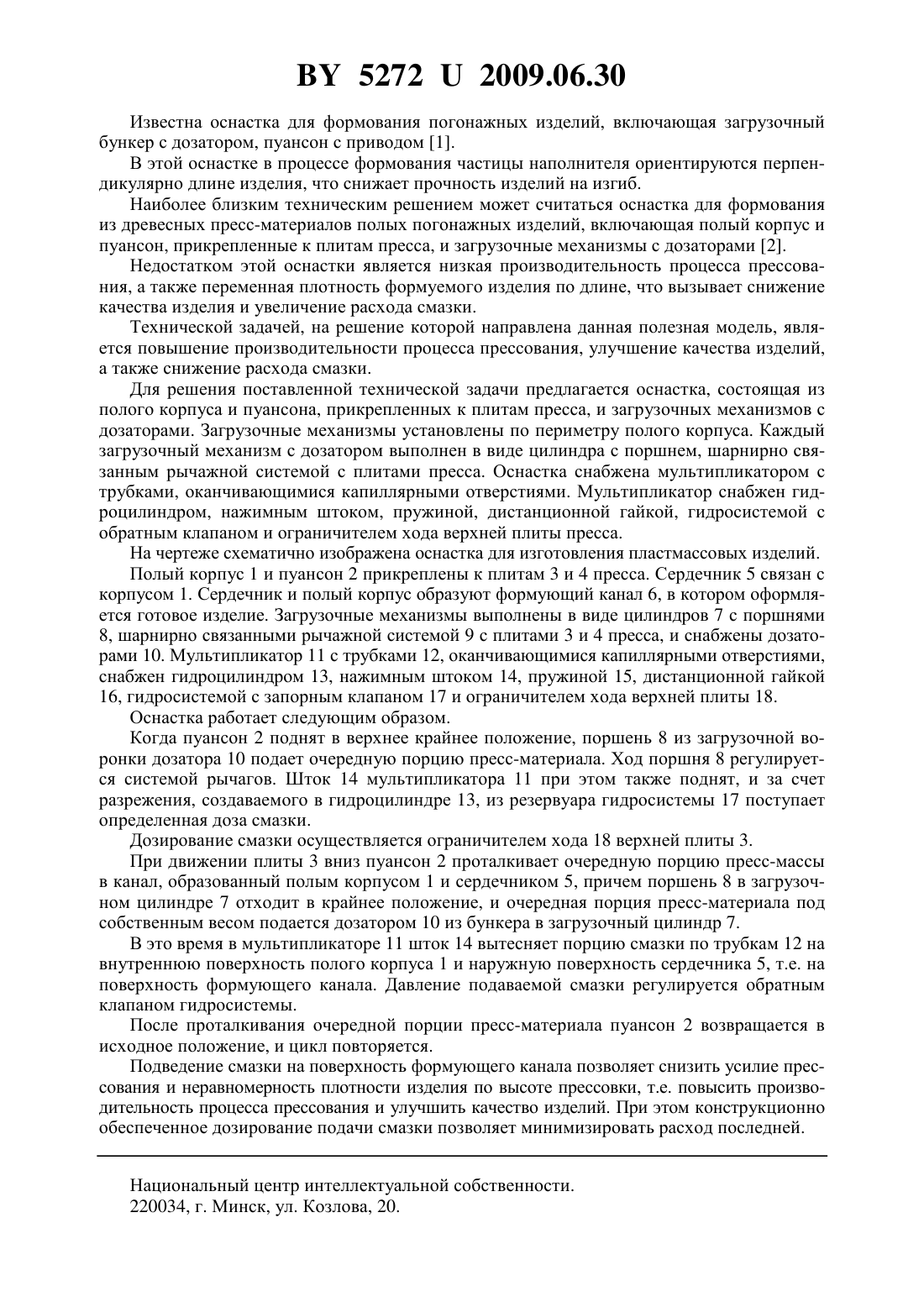
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ(71) Заявитель Учреждение образования Мозырский государственный педагогический университет им. И.П.Шамякина(72) Авторы Валетов Валентин Васильевич Колдаева Светлана Николаевна Васюта Валентин Алексеевич Екименко Алексей Николаевич Колдаев Олег Юрьевич Екименко Николай Александрович(73) Патентообладатель Учреждение образования Мозырский государственный педагогический университет им. И.П.Шамякина(57) 1. Оснастка для изготовления пластмассовых изделий, состоящая из полого корпуса и пуансона, прикрепленных к плитам пресса, и загрузочных механизмов с дозаторами, отличающаяся тем, что снабжена мультипликатором с трубками, оканчивающимися капиллярными отверстиями, при этом загрузочные механизмы с дозаторами, выполненные в виде цилиндров с поршнями, установлены по периметру полого корпуса и шарнирно связаны рычажной системой с плитами пресса. 2. Оснастка по п. 1, отличающаяся тем, что мультипликатор снабжен гидроцилиндром, нажимным штоком, пружиной, дистанционной гайкой, гидросистемой и ограничителем хода верхней плиты.(56) 1. Авторское свидетельство СССР 397361, МПК В 295/00, 1972. 2. Авторское свидетельство СССР 421535, МПК В 295/10, 1972. Полезная модель относится к производству погонажных изделий из полимерных композиционных материалов на термопластичной и термореактивной матрице и может быть использована для формования длинномерных изделий, например труб, брусьев. 52722009.06.30 Известна оснастка для формования погонажных изделий, включающая загрузочный бункер с дозатором, пуансон с приводом 1. В этой оснастке в процессе формования частицы наполнителя ориентируются перпендикулярно длине изделия, что снижает прочность изделий на изгиб. Наиболее близким техническим решением может считаться оснастка для формования из древесных пресс-материалов полых погонажных изделий, включающая полый корпус и пуансон, прикрепленные к плитам пресса, и загрузочные механизмы с дозаторами 2. Недостатком этой оснастки является низкая производительность процесса прессования, а также переменная плотность формуемого изделия по длине, что вызывает снижение качества изделия и увеличение расхода смазки. Технической задачей, на решение которой направлена данная полезная модель, является повышение производительности процесса прессования, улучшение качества изделий,а также снижение расхода смазки. Для решения поставленной технической задачи предлагается оснастка, состоящая из полого корпуса и пуансона, прикрепленных к плитам пресса, и загрузочных механизмов с дозаторами. Загрузочные механизмы установлены по периметру полого корпуса. Каждый загрузочный механизм с дозатором выполнен в виде цилиндра с поршнем, шарнирно связанным рычажной системой с плитами пресса. Оснастка снабжена мультипликатором с трубками, оканчивающимися капиллярными отверстиями. Мультипликатор снабжен гидроцилиндром, нажимным штоком, пружиной, дистанционной гайкой, гидросистемой с обратным клапаном и ограничителем хода верхней плиты пресса. На чертеже схематично изображена оснастка для изготовления пластмассовых изделий. Полый корпус 1 и пуансон 2 прикреплены к плитам 3 и 4 пресса. Сердечник 5 связан с корпусом 1. Сердечник и полый корпус образуют формующий канал 6, в котором оформляется готовое изделие. Загрузочные механизмы выполнены в виде цилиндров 7 с поршнями 8, шарнирно связанными рычажной системой 9 с плитами 3 и 4 пресса, и снабжены дозаторами 10. Мультипликатор 11 с трубками 12, оканчивающимися капиллярными отверстиями,снабжен гидроцилиндром 13, нажимным штоком 14, пружиной 15, дистанционной гайкой 16, гидросистемой с запорным клапаном 17 и ограничителем хода верхней плиты 18. Оснастка работает следующим образом. Когда пуансон 2 поднят в верхнее крайнее положение, поршень 8 из загрузочной воронки дозатора 10 подает очередную порцию пресс-материала. Ход поршня 8 регулируется системой рычагов. Шток 14 мультипликатора 11 при этом также поднят, и за счет разрежения, создаваемого в гидроцилиндре 13, из резервуара гидросистемы 17 поступает определенная доза смазки. Дозирование смазки осуществляется ограничителем хода 18 верхней плиты 3. При движении плиты 3 вниз пуансон 2 проталкивает очередную порцию пресс-массы в канал, образованный полым корпусом 1 и сердечником 5, причем поршень 8 в загрузочном цилиндре 7 отходит в крайнее положение, и очередная порция пресс-материала под собственным весом подается дозатором 10 из бункера в загрузочный цилиндр 7. В это время в мультипликаторе 11 шток 14 вытесняет порцию смазки по трубкам 12 на внутреннюю поверхность полого корпуса 1 и наружную поверхность сердечника 5, т.е. на поверхность формующего канала. Давление подаваемой смазки регулируется обратным клапаном гидросистемы. После проталкивания очередной порции пресс-материала пуансон 2 возвращается в исходное положение, и цикл повторяется. Подведение смазки на поверхность формующего канала позволяет снизить усилие прессования и неравномерность плотности изделия по высоте прессовки, т.е. повысить производительность процесса прессования и улучшить качество изделий. При этом конструкционно обеспеченное дозирование подачи смазки позволяет минимизировать расход последней. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B29C 41/00
Метки: изделий, изготовления, оснастка, пластмассовых
Код ссылки
<a href="https://by.patents.su/2-u5272-osnastka-dlya-izgotovleniya-plastmassovyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Оснастка для изготовления пластмассовых изделий</a>
Устройство для изготовления погонажных изделий

Номер патента: U 2463
Опубликовано: 28.02.2006
Авторы: Крюкова Наталья Федоровна, Екименко Алексей Николаевич, Колдаев Олег Юрьевич, Екименко Николай Александрович, Терешко Юрий Демьянович, Колдаева Светлана Николаевна
МПК: B29N 3/00
Метки: изготовления, изделий, устройство, погонажных
Текст:
...ориентации частиц в процессе прессования, в результате чего прочность изделия в направлении прессования очень низкая. Кроме того, загрузочный механизм в известном устройстве неудобен ввиду своей громоздкости и, кроме того, он не обеспечивает равномерного распределения пресс-массы по всему сечению формующего канала, что ухудшает физикомеханические свойства изделий. Задача полезной модели - улучшение физико-механических свойств изделия....
Способ изготовления изделий из древесных пресс-масс
Номер патента: 1735
Опубликовано: 30.09.1997
Авторы: Протасеня Александр Владимирович, Заяц Ирина Михайловна, Прушак Виктор Яковлевич, Щерба Владимир Яковлевич
МПК: B29C 43/18, B27N 3/08
Метки: изготовления, способ, древесных, пресс-масс, изделий
Текст:
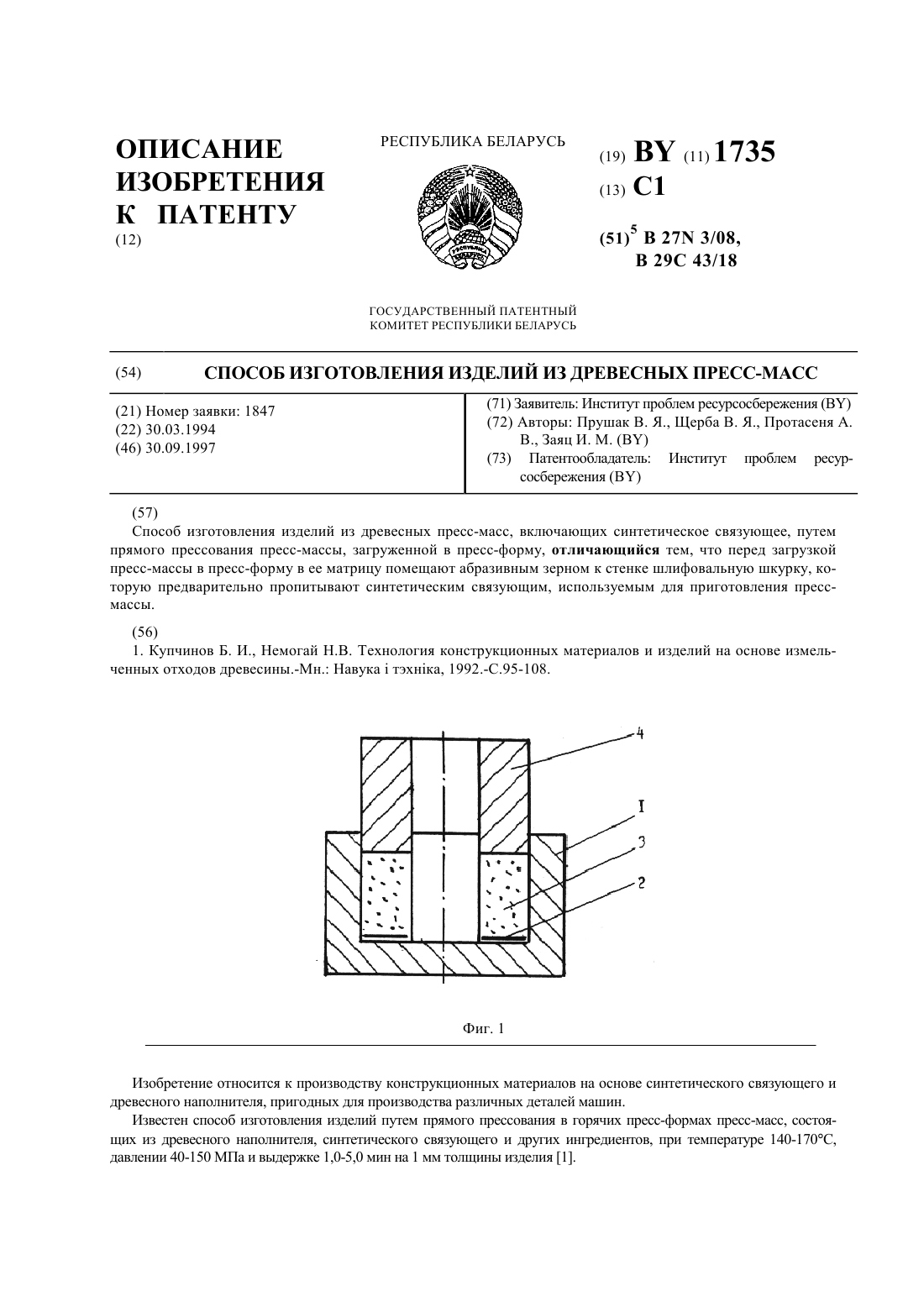
...у которых одна или несколько поверхностей имеют повышенную шероховатость и высокую твердость (7-9 по минералогической шкале). Поставленная задача достигается тем, что при получении изделий из древесных пресс-масс, включающих синтетическое связующее, путем прямого прессования пресс-массы, загруженной в пресс-форму, перед загрузкой пресс-массы в пресс-форму в ее матрицу помещают абразивным зерном к стенке шлифовальную шкурку, которую...
Устройство для изготовления погонажных изделий
Номер патента: U 4975
Опубликовано: 28.02.2009
Авторы: Екименко Николай Александрович, Васюта Валентин Алексеевич, Валетов Валентин Васильевич, Колдаева Светлана Николаевна, Колдаев Олег Юрьевич, Екименко Алексей Николаевич
МПК: B27N 5/00
Метки: погонажных, изготовления, изделий, устройство
Текст:
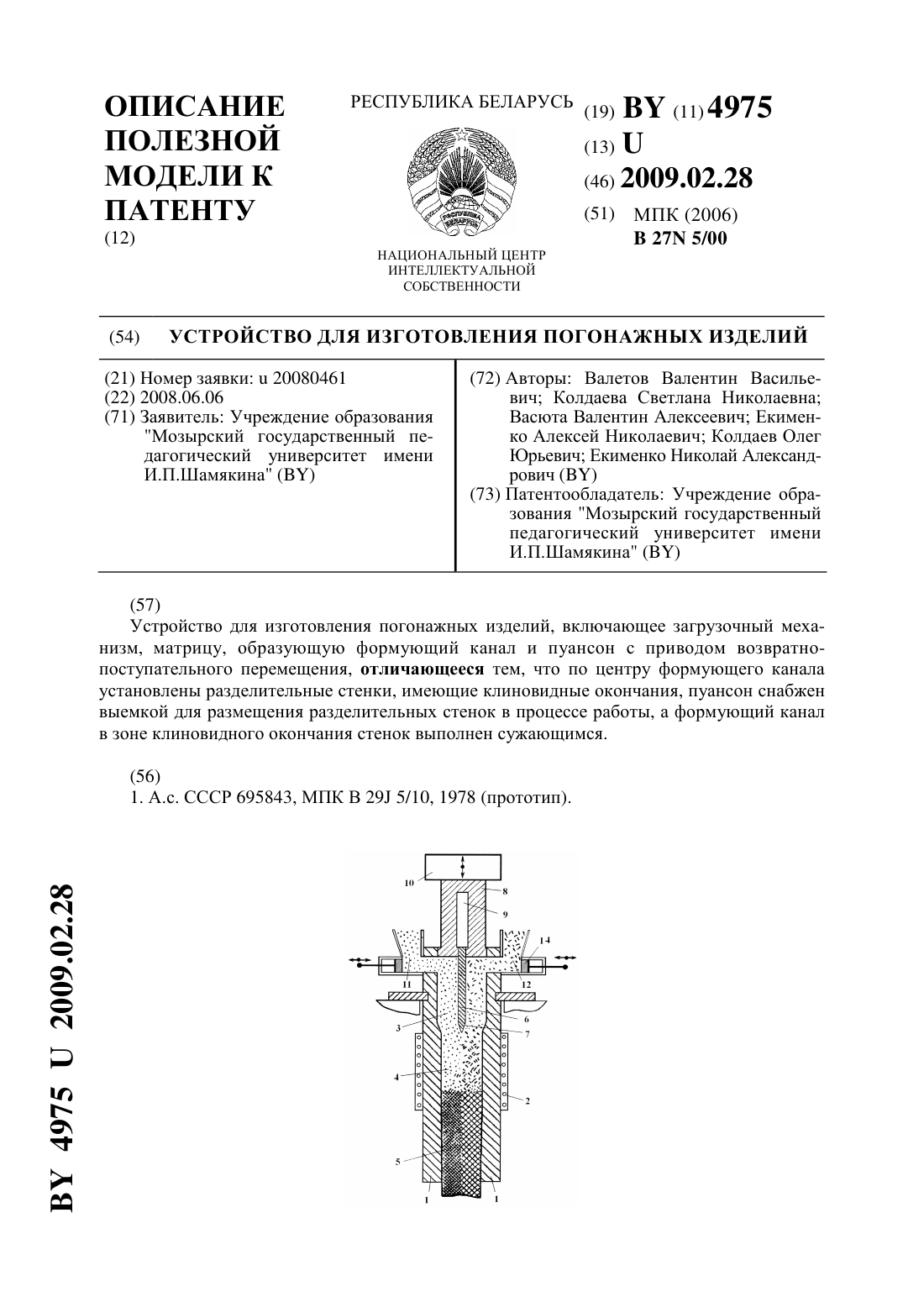
...дополнительно снабжают выемкой для размещения стенок в процессе работы. На фигуре показано описываемое устройство в разрезе. Устройство состоит из нагревательных плит 1 с нагревательными элементами 2. Плиты 1 образуют формующий канал, состоящий из зоны уплотнения 3, зоны отверждения 4 и зоны термостабилизации 5. По центру формующего канала расположены разделительные стенки 6, имеющие клиновидные окончания 7. В зоне клиновидного окончания...
Устройство для изготовления полых погонажных изделий из пресс-масс
Номер патента: 974
Опубликовано: 15.12.1995
Авторы: Прушак Виктор Яковлевич, Заяц Ирина Михайловна
МПК: B27N 5/02
Метки: изготовления, устройство, погонажных, изделий, пресс-масс, полых
Текст:
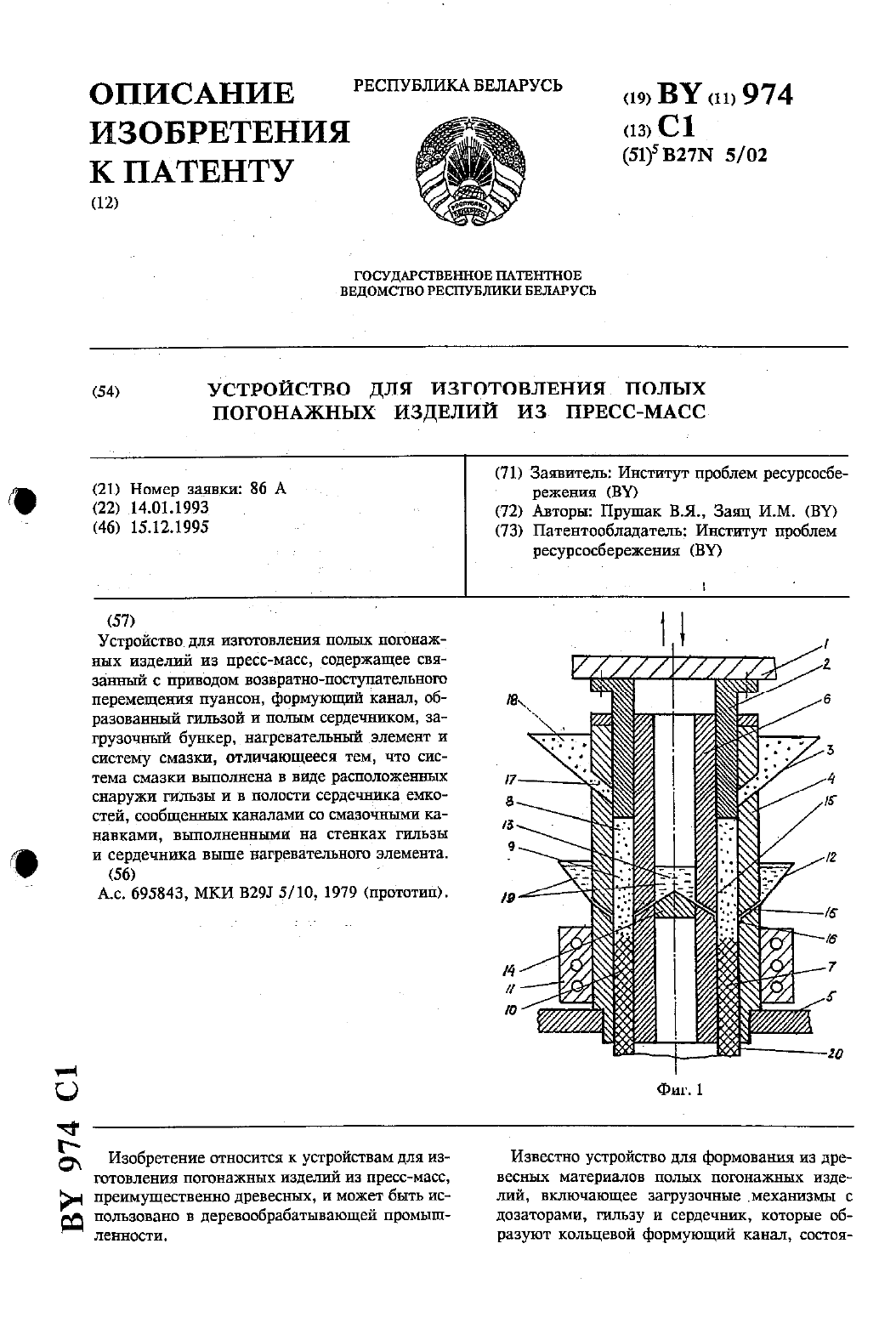
...канал, образованный гшпазой и полым сердечником, загрузочный бункер, нагревателцьнъгй элемент и систему смазки, выполненную в виде расположенных снаружи гильзы и в полости сердечнтпса емкостей, сообщенных каналами со смазочньшш канавками,выполненными на стенках гильзы и сердечника выше нагреватешшого элемента.На фиг. 1 изображено предлагаемое устройство в разрезе. На фиг. 2 изображена часть развертки поверхности гильзы или сердечника со...
Способ получения крупногабаритных пластмассовых изделий
Номер патента: 11656
Опубликовано: 28.02.2009
Авторы: Герасименко Сергей Александрович, Песецкий Степан Степанович, Коваль Василий Николаевич
МПК: B29C 45/78, C08J 5/00
Метки: получения, изделий, способ, пластмассовых, крупногабаритных
Текст:
...а остальные - дисперсную фазу,значения Тнс и ТХ принимают равными соответствующим температурам полимера, образующего дисперсионную среду а для материала на основе смеси, по меньшей мере, двух несовместимых полимеров, каждый из которых образует дисперсионную среду, значения Тнс и Тх принимают равными соответствующим температурам полимера, обладающего наибольшими величинами данных температур.Для подтверждения эффективности предлагаемого...
Предыдущий патент: Система оценки своевременности доставки информации
Следующий патент: Матрац (варианты)
Случайный патент: Мобильная кухня