Устройство для изготовления пластмассовых труб
Номер патента: U 5318
Опубликовано: 30.06.2009
Авторы: Васюта Валентин Алексеевич, Валетов Валентин Васильевич, Колдаев Олег Юрьевич, Колдаева Светлана Николаевна, Колдаев Юрий Николаевич, Екименко Алексей Николаевич, Турчин Александр Сергеевич
Текст
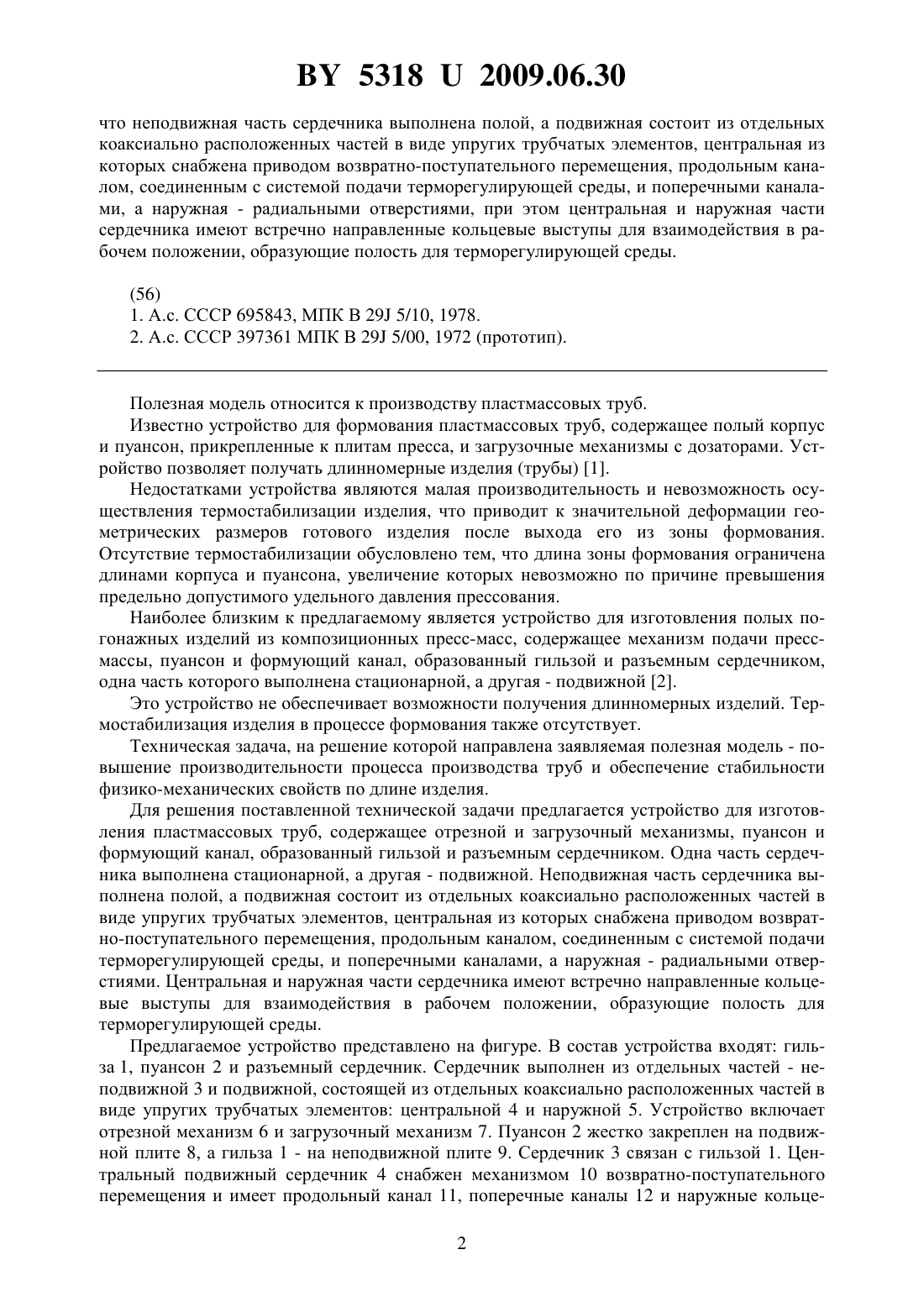
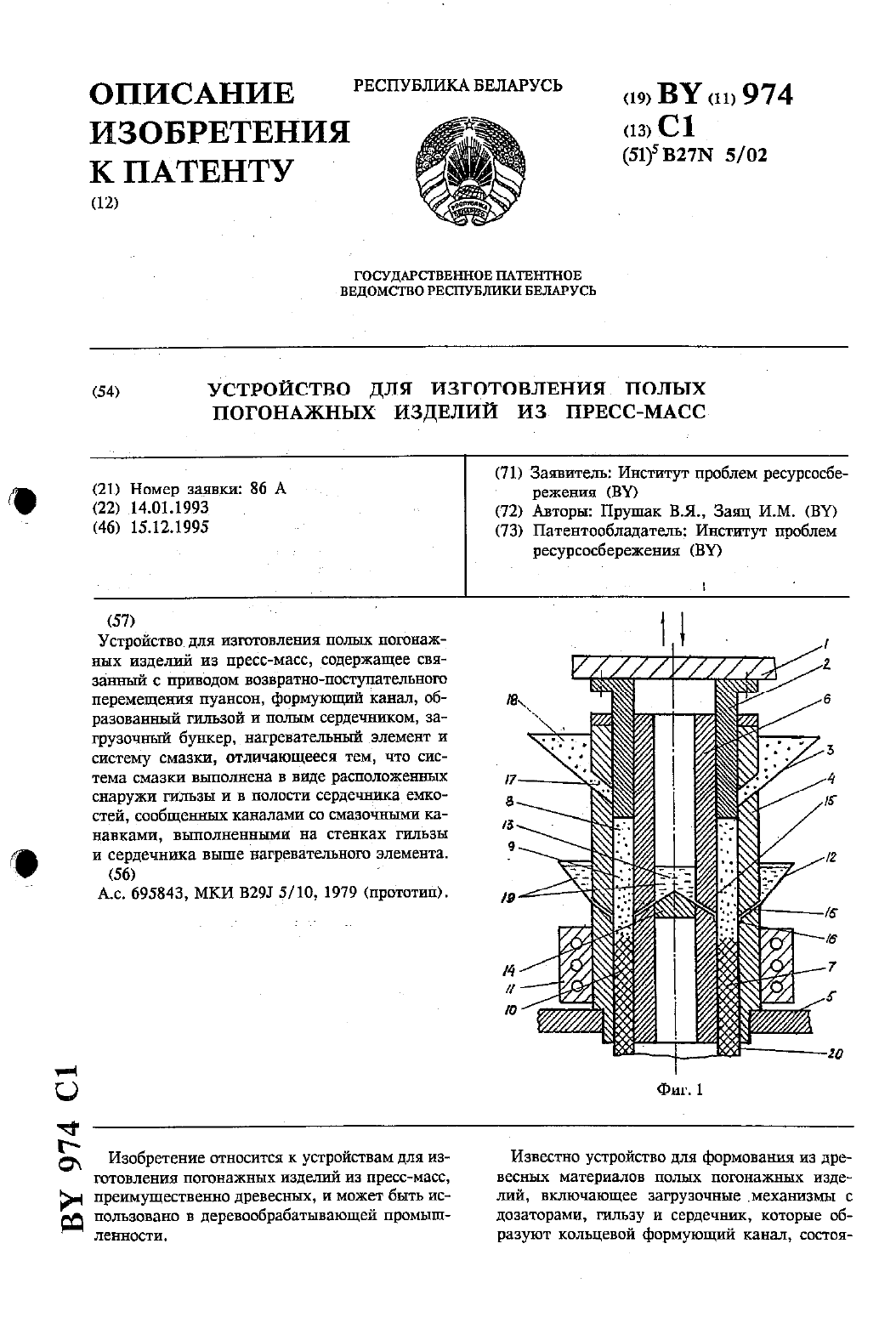
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ТРУБ(71) Заявитель Учреждение образования Мозырский государственный педагогический университет имени И.П.Шамякина(72) Авторы Валетов Валентин Васильевич Колдаева Светлана Николаевна Васюта Валентин Алексеевич Екименко Алексей Николаевич Колдаев Юрий Николаевич Колдаев Олег Юрьевич Турчин Александр Сергеевич(73) Патентообладатель Учреждение образования Мозырский государственный педагогический университет имени И.П.Шамякина(57) Устройство для изготовления пластмассовых труб, содержащее отрезной и загрузочный механизмы, пуансон, формующий канал, образованный гильзой и разъемным сердечником,одна часть которого выполнена стационарной, а другая - подвижной, отличающееся тем,53182009.06.30 что неподвижная часть сердечника выполнена полой, а подвижная состоит из отдельных коаксиально расположенных частей в виде упругих трубчатых элементов, центральная из которых снабжена приводом возвратно-поступательного перемещения, продольным каналом, соединенным с системой подачи терморегулирующей среды, и поперечными каналами, а наружная - радиальными отверстиями, при этом центральная и наружная части сердечника имеют встречно направленные кольцевые выступы для взаимодействия в рабочем положении, образующие полость для терморегулирующей среды.(56) 1. А.с. СССР 695843, МПК В 29 5/10, 1978. 2. А.с. СССР 397361 МПК В 29 5/00, 1972 (прототип). Полезная модель относится к производству пластмассовых труб. Известно устройство для формования пластмассовых труб, содержащее полый корпус и пуансон, прикрепленные к плитам пресса, и загрузочные механизмы с дозаторами. Устройство позволяет получать длинномерные изделия (трубы) 1. Недостатками устройства являются малая производительность и невозможность осуществления термостабилизации изделия, что приводит к значительной деформации геометрических размеров готового изделия после выхода его из зоны формования. Отсутствие термостабилизации обусловлено тем, что длина зоны формования ограничена длинами корпуса и пуансона, увеличение которых невозможно по причине превышения предельно допустимого удельного давления прессования. Наиболее близким к предлагаемому является устройство для изготовления полых погонажных изделий из композиционных пресс-масс, содержащее механизм подачи прессмассы, пуансон и формующий канал, образованный гильзой и разъемным сердечником,одна часть которого выполнена стационарной, а другая - подвижной 2. Это устройство не обеспечивает возможности получения длинномерных изделий. Термостабилизация изделия в процессе формования также отсутствует. Техническая задача, на решение которой направлена заявляемая полезная модель - повышение производительности процесса производства труб и обеспечение стабильности физико-механических свойств по длине изделия. Для решения поставленной технической задачи предлагается устройство для изготовления пластмассовых труб, содержащее отрезной и загрузочный механизмы, пуансон и формующий канал, образованный гильзой и разъемным сердечником. Одна часть сердечника выполнена стационарной, а другая - подвижной. Неподвижная часть сердечника выполнена полой, а подвижная состоит из отдельных коаксиально расположенных частей в виде упругих трубчатых элементов, центральная из которых снабжена приводом возвратно-поступательного перемещения, продольным каналом, соединенным с системой подачи терморегулирующей среды, и поперечными каналами, а наружная - радиальными отверстиями. Центральная и наружная части сердечника имеют встречно направленные кольцевые выступы для взаимодействия в рабочем положении, образующие полость для терморегулирующей среды. Предлагаемое устройство представлено на фигуре. В состав устройства входят гильза 1, пуансон 2 и разъемный сердечник. Сердечник выполнен из отдельных частей - неподвижной 3 и подвижной, состоящей из отдельных коаксиально расположенных частей в виде упругих трубчатых элементов центральной 4 и наружной 5. Устройство включает отрезной механизм 6 и загрузочный механизм 7. Пуансон 2 жестко закреплен на подвижной плите 8, а гильза 1 - на неподвижной плите 9. Сердечник 3 связан с гильзой 1. Центральный подвижный сердечник 4 снабжен механизмом 10 возвратно-поступательного перемещения и имеет продольный канал 11, поперечные каналы 12 и наружные кольце 2 53182009.06.30 вые выступы 13. Продольный канал 11 сердечника 4 соединен с системой подачи терморегулирующей среды. Упругие трубчатые элементы 5 имеют внутренние кольцевые выступы 14 и радиальные отверстия 15. Наружные кольцевые выступы 13 сердечника 4 и внутренние кольцевые выступы 14 трубчатых элементов 5 образуют полость 16, заполняемую терморегулирующей средой. Гильза 1 и сердечник 3 образуют между собой формующий канал 17, в котором оформляется готовое изделие 18. Устройство работает следующим образом. Исходное положение пуансона 2 - верхнее. Загрузочный механизм 7 подает порцию пресс-материала в формующий канал 17, где под действием пуансона 2 при опускании подвижной плиты 8 пресс-материал приобретает форму изделия 18. Одновременно через продольный канал 11 и поперечные каналы 12 сердечника 4 терморегулирующая среда заполняет полость 16, которая через радиальные отверстия 15 непосредственно связана с внутренней поверхностью изделия 18. Тем самым поддерживается необходимый температурный режим, обеспечивающий релаксацию напряжений в материале изделия, а также скорейшее его отверждение, т.е., в конечном счете, повышение производительности формования. В качестве терморегулирующей среды может выступать воздух, вода или смазочные масла, а также растворы полимеров, создающие защитную пленку на внутренней поверхности изделия. При достижении требуемой длины готового изделия механизм 10 возвратно-поступательного перемещения отводит сердечник 4 вниз, кольцевой выступ 13 сердечника выходит из зацепления с выступом 14 упругого трубчатого элемента 5, который, сжимаясь, освобождает изделие. Отрезным механизмом 6 изделие отделяется от формуемой массы, а затем механизмом 10 возвратно-поступательного перемещения сердечник 4 возвращается в исходное положение. Кольцевые выступы 14 и 13 сопрягаются, и упругий трубчатый элемент 5 занимает исходное положение. Далее цикл повторяется. В процессе изготовления изделий возможно воздействие на формуемый материал изделия 18 ультразвуковыми колебаниями через упругие трубчатые элементы 5. Это позволяет при сравнительно небольшой мощности привода сообщить вибрирующим элементам и контактирующим с ними частицам формуемого материала значительные знакопеременные скорости и ускорения, которые приводят к интенсификации процесса формования,снижению энергоемкости оборудования и повышению качества изделий. Предлагаемое устройство обеспечивает возможность регулирования и поддержания температурного режима и контактного давления в разгрузочной зоне. Это обеспечивает термостабилизацию изделия, релаксацию напряжений в объеме изделия, а также высокую производительность при производстве длинномерных изделий. Кроме того, создаются условия для формирования защитного слоя на внутренней поверхности труб за счет либо газовой модификации поверхности, либо покрытия ее полимерами. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B29C 43/00
Метки: труб, изготовления, устройство, пластмассовых
Код ссылки
<a href="https://by.patents.su/3-u5318-ustrojjstvo-dlya-izgotovleniya-plastmassovyh-trub.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления пластмассовых труб</a>
Устройство для изготовления погонажных труб из пресс-масс
Номер патента: 832
Опубликовано: 15.08.1995
Авторы: Прушак В. Я., Заяц И. М.
МПК: B27N 5/02
Метки: погонажных, устройство, труб, изготовления, пресс-масс
Текст:
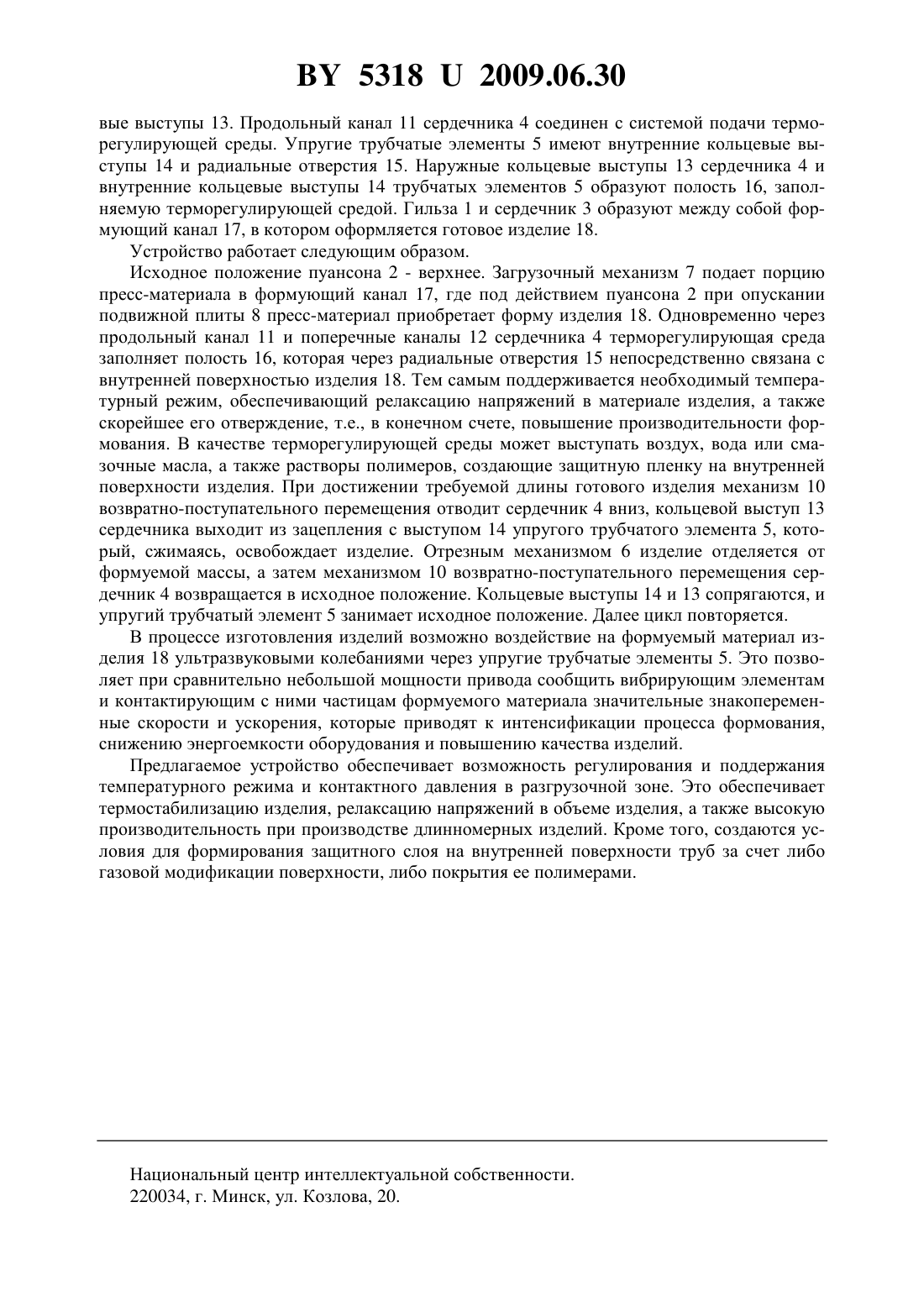
...в сердечнике, при этом на внутренней цишшдрической стенке последнего вьшолнен зашснутый гшлообразньщ паз переменной глубины, в котором с возможностьюрадиального перемещения установлен подпружииенный направляющий ролик, закрепленный на кронштейне, жестко связанном с приводом.На фиг. 1 изображено предлагаемое устройство в разрезе.На фиг. 2 изображена часть развертки замКНУТОГС) ПНЗН ССрДЕЧНИКЭ.На фит. 3 изображен разрез части замкнутого паза...
Оснастка для изготовления пластмассовых изделий

Номер патента: U 5272
Опубликовано: 30.06.2009
Авторы: Екименко Николай Александрович, Васюта Валентин Алексеевич, Колдаева Светлана Николаевна, Валетов Валентин Васильевич, Колдаев Олег Юрьевич, Екименко Алексей Николаевич
МПК: B29C 41/00
Метки: изделий, оснастка, пластмассовых, изготовления
Текст:
...поставленной технической задачи предлагается оснастка, состоящая из полого корпуса и пуансона, прикрепленных к плитам пресса, и загрузочных механизмов с дозаторами. Загрузочные механизмы установлены по периметру полого корпуса. Каждый загрузочный механизм с дозатором выполнен в виде цилиндра с поршнем, шарнирно связанным рычажной системой с плитами пресса. Оснастка снабжена мультипликатором с трубками, оканчивающимися капиллярными...
Устройство для изготовления полых погонажных изделий из пресс-масс
Номер патента: 974
Опубликовано: 15.12.1995
Авторы: Прушак Виктор Яковлевич, Заяц Ирина Михайловна
МПК: B27N 5/02
Метки: пресс-масс, изготовления, изделий, полых, устройство, погонажных
Текст:
...канал, образованный гшпазой и полым сердечником, загрузочный бункер, нагревателцьнъгй элемент и систему смазки, выполненную в виде расположенных снаружи гильзы и в полости сердечнтпса емкостей, сообщенных каналами со смазочньшш канавками,выполненными на стенках гильзы и сердечника выше нагреватешшого элемента.На фиг. 1 изображено предлагаемое устройство в разрезе. На фиг. 2 изображена часть развертки поверхности гильзы или сердечника со...
Устройство для изготовления погонажных изделий

Номер патента: U 2463
Опубликовано: 28.02.2006
Авторы: Крюкова Наталья Федоровна, Колдаева Светлана Николаевна, Колдаев Олег Юрьевич, Екименко Алексей Николаевич, Терешко Юрий Демьянович, Екименко Николай Александрович
МПК: B29N 3/00
Метки: погонажных, изготовления, изделий, устройство
Текст:
...ориентации частиц в процессе прессования, в результате чего прочность изделия в направлении прессования очень низкая. Кроме того, загрузочный механизм в известном устройстве неудобен ввиду своей громоздкости и, кроме того, он не обеспечивает равномерного распределения пресс-массы по всему сечению формующего канала, что ухудшает физикомеханические свойства изделий. Задача полезной модели - улучшение физико-механических свойств изделия....
Устройство для изготовления погонажных изделий
Номер патента: U 4975
Опубликовано: 28.02.2009
Авторы: Екименко Алексей Николаевич, Колдаев Олег Юрьевич, Колдаева Светлана Николаевна, Валетов Валентин Васильевич, Васюта Валентин Алексеевич, Екименко Николай Александрович
МПК: B27N 5/00
Метки: устройство, изделий, изготовления, погонажных
Текст:
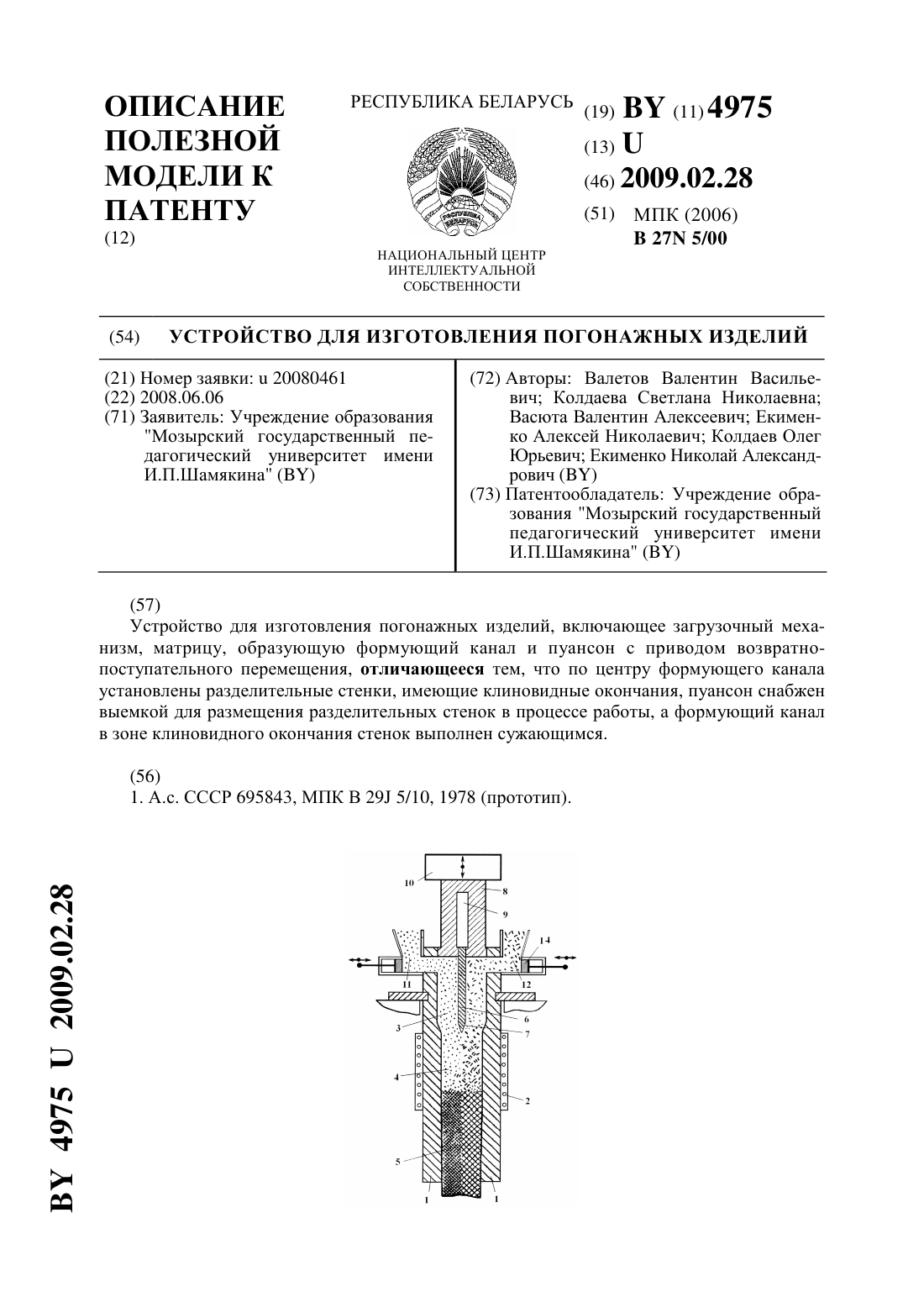
...дополнительно снабжают выемкой для размещения стенок в процессе работы. На фигуре показано описываемое устройство в разрезе. Устройство состоит из нагревательных плит 1 с нагревательными элементами 2. Плиты 1 образуют формующий канал, состоящий из зоны уплотнения 3, зоны отверждения 4 и зоны термостабилизации 5. По центру формующего канала расположены разделительные стенки 6, имеющие клиновидные окончания 7. В зоне клиновидного окончания...
Предыдущий патент: Сканирующий зондовый микроскоп
Следующий патент: Экструдер для термомеханического рециклинга отходов интегральных полиуретанов
Случайный патент: Главный цилиндр