Инструмент для суперфинишной пневмоцентробежной обработки внутренних цилиндрических поверхностей
Номер патента: U 4327
Опубликовано: 30.04.2008
Авторы: Куцеполенко Александр Владимирович, Ильюшина Елена Валерьевна, Минаков Анатолий Петрович
Текст
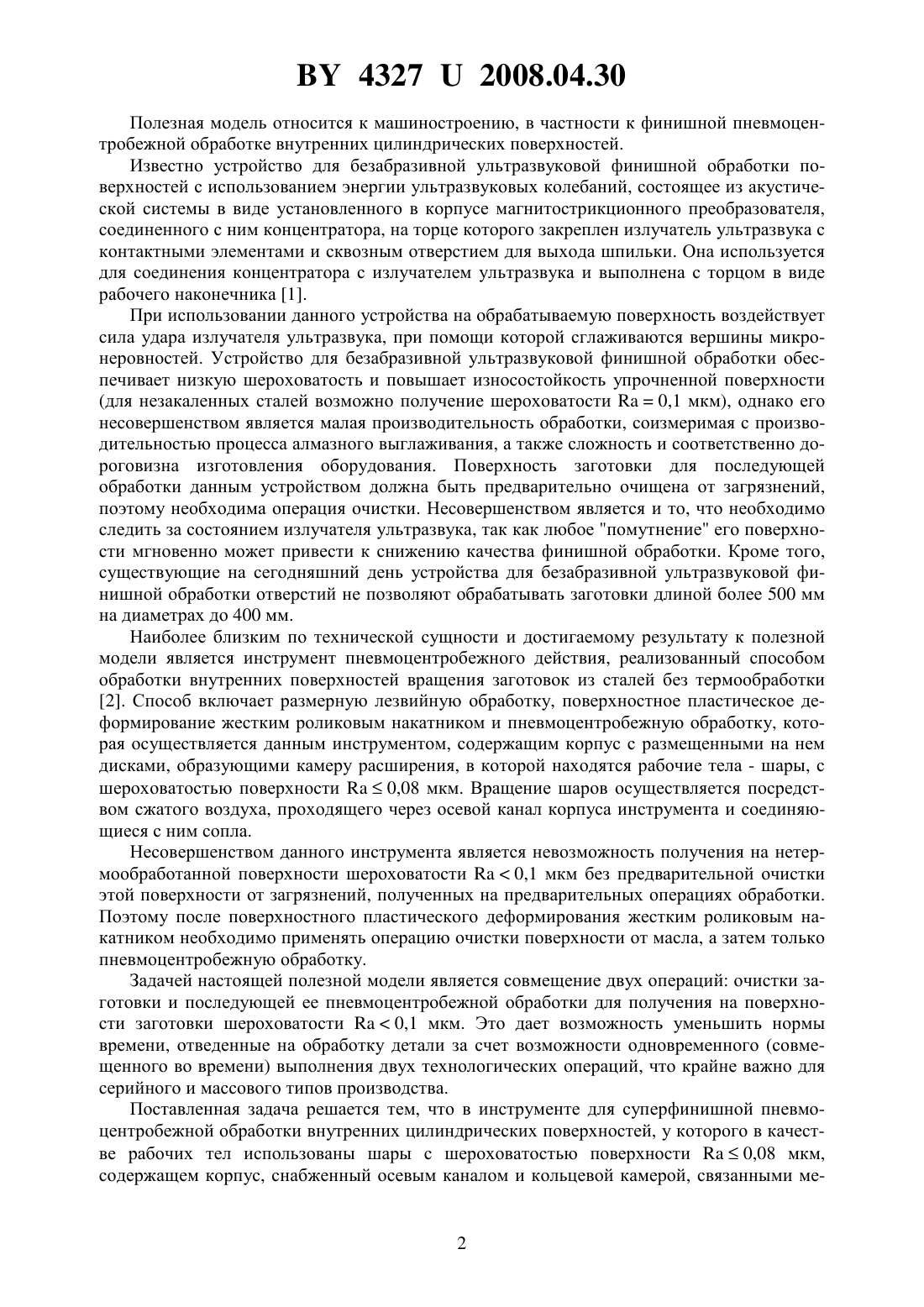
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНСТРУМЕНТ ДЛЯ СУПЕРФИНИШНОЙ ПНЕВМОЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Ильюшина Елена Валерьевна Минаков Анатолий Петрович Куцеполенко Александр Владимирович(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Инструмент для суперфинишной пневмоцентробежной обработки внутренних цилиндрических поверхностей, у которого в качестве рабочих тел использованы шары с шероховатостью поверхности 0,08 мкм, содержащий корпус, снабженный осевым каналом и кольцевой камерой, связанными между собой соплами, отличающийся тем, что перед кольцевой камерой на корпусе установлено кольцевое уплотнение для съема масла. 43272008.04.30 Полезная модель относится к машиностроению, в частности к финишной пневмоцентробежной обработке внутренних цилиндрических поверхностей. Известно устройство для безабразивной ультразвуковой финишной обработки поверхностей с использованием энергии ультразвуковых колебаний, состоящее из акустической системы в виде установленного в корпусе магнитострикционного преобразователя,соединенного с ним концентратора, на торце которого закреплен излучатель ультразвука с контактными элементами и сквозным отверстием для выхода шпильки. Она используется для соединения концентратора с излучателем ультразвука и выполнена с торцом в виде рабочего наконечника 1. При использовании данного устройства на обрабатываемую поверхность воздействует сила удара излучателя ультразвука, при помощи которой сглаживаются вершины микронеровностей. Устройство для безабразивной ультразвуковой финишной обработки обеспечивает низкую шероховатость и повышает износостойкость упрочненной поверхности(для незакаленных сталей возможно получение шероховатости 0,1 мкм), однако его несовершенством является малая производительность обработки, соизмеримая с производительностью процесса алмазного выглаживания, а также сложность и соответственно дороговизна изготовления оборудования. Поверхность заготовки для последующей обработки данным устройством должна быть предварительно очищена от загрязнений,поэтому необходима операция очистки. Несовершенством является и то, что необходимо следить за состоянием излучателя ультразвука, так как любое помутнение его поверхности мгновенно может привести к снижению качества финишной обработки. Кроме того,существующие на сегодняшний день устройства для безабразивной ультразвуковой финишной обработки отверстий не позволяют обрабатывать заготовки длиной более 500 мм на диаметрах до 400 мм. Наиболее близким по технической сущности и достигаемому результату к полезной модели является инструмент пневмоцентробежного действия, реализованный способом обработки внутренних поверхностей вращения заготовок из сталей без термообработки 2. Способ включает размерную лезвийную обработку, поверхностное пластическое деформирование жестким роликовым накатником и пневмоцентробежную обработку, которая осуществляется данным инструментом, содержащим корпус с размещенными на нем дисками, образующими камеру расширения, в которой находятся рабочие тела - шары, с шероховатостью поверхности 0,08 мкм. Вращение шаров осуществляется посредством сжатого воздуха, проходящего через осевой канал корпуса инструмента и соединяющиеся с ним сопла. Несовершенством данного инструмента является невозможность получения на нетермообработанной поверхности шероховатости 0,1 мкм без предварительной очистки этой поверхности от загрязнений, полученных на предварительных операциях обработки. Поэтому после поверхностного пластического деформирования жестким роликовым накатником необходимо применять операцию очистки поверхности от масла, а затем только пневмоцентробежную обработку. Задачей настоящей полезной модели является совмещение двух операций очистки заготовки и последующей ее пневмоцентробежной обработки для получения на поверхности заготовки шероховатости 0,1 мкм. Это дает возможность уменьшить нормы времени, отведенные на обработку детали за счет возможности одновременного (совмещенного во времени) выполнения двух технологических операций, что крайне важно для серийного и массового типов производства. Поставленная задача решается тем, что в инструменте для суперфинишной пневмоцентробежной обработки внутренних цилиндрических поверхностей, у которого в качестве рабочих тел использованы шары с шероховатостью поверхности 0,08 мкм,содержащем корпус, снабженный осевым каналом и кольцевой камерой, связанными ме 2 43272008.04.30 жду собой соплами, согласно полезной модели перед кольцевой камерой на корпусе установлено кольцевое уплотнение для съема масла. Маслосъемное уплотнение, находящееся перед кольцевой камерой инструмента, соприкасаясь с поверхностью заготовки, производит очистку ее поверхности от масла и загрязнений, полученных на предшествующих операциях. А расположенные за ним в кольцевой камере рабочие тела - шары осуществляют финишную обработку уже очищенной поверхности, тем самым достигается низкая шероховатость и исключается дополнительная операция очистки заготовки. На фигуре изображен общий вид инструмента с маслосъемным уплотнением в осевом сечении. Предлагаемый инструмент состоит из корпуса 1, в правой части которого посредством гайки 2 зафиксированы диски 3 и 4 и сопловое кольцо 5 (сопла не показаны), образующие кольцевую камеру 6 со свободно размещенными в ней рабочими телами - шарами 7. В корпусе 1 выполнен осевой канал 8, по которому осуществляется подвод рабочей среды(сжатого воздуха). В левой части корпуса 1 с помощью гайки 9 закреплено кольцевое уплотнение 10, позволяющее удалять загрязнения с поверхности заготовки. Кроме того,данное кольцевое уплотнение может служить и направляющей при обработке длинных заготовок. Для повышения экономической эффективности обработки поверхности за счет обеспечения выхода отработавшей среды в атмосферу по обе стороны от кольцевой камеры в корпусе 1 предусмотрены отверстия 11, совмещающиеся с осевым каналом 12. Такая конструкция позволяет обеспечить двухсторонний выход отработавшего сжатого воздуха в атмосферу. Инструмент работает следующим образом. Инструмент крепят, например, в задней бабке токарно-винторезного станка соосно с установленной в патроне передней бабки обрабатываемой заготовкой 13, которой сообщают вращение, а инструменту - линейное перемещение вдоль оси этой заготовки. В результате перемещения кольцевое уплотнение, плотно прижимаемое к внутренней цилиндрической поверхности, снимает масло и грязь с обрабатываемой заготовки, таким образом происходит операция очистки. Следом происходит обработка предварительно очищенной поверхности шарами 7, приводимыми в движение сжатым воздухом, поступающим от системы питания (не показана) через осевой канал 8 в кольцевую камеру 6. При этом отработавший сжатый воздух выходит из кольцевой камеры через зазор между дисками и отверстием заготовки, справа от кольцевой камеры он свободно попадает в атмосферу, а слева от нее устремляется наружу через отверстия и совмещающийся с ними осевой канал. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B24B 39/00
Метки: цилиндрических, инструмент, суперфинишной, пневмоцентробежной, внутренних, поверхностей, обработки
Код ссылки
<a href="https://by.patents.su/3-u4327-instrument-dlya-superfinishnojj-pnevmocentrobezhnojj-obrabotki-vnutrennih-cilindricheskih-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Инструмент для суперфинишной пневмоцентробежной обработки внутренних цилиндрических поверхностей</a>
Инструмент для пневмоцентробежной обработки цилиндрических поверхностей отверстий
Номер патента: U 2887
Опубликовано: 30.06.2006
Авторы: Камчицкая Ирина Дмитриевна, Минаков Анатолий Петрович, Ткачев Александр Владимирович, Ящук Олег Викторович, Куцеполенко Александр Владимирович
МПК: B24B 39/02
Метки: обработки, пневмоцентробежной, инструмент, поверхностей, цилиндрических, отверстий
Текст:
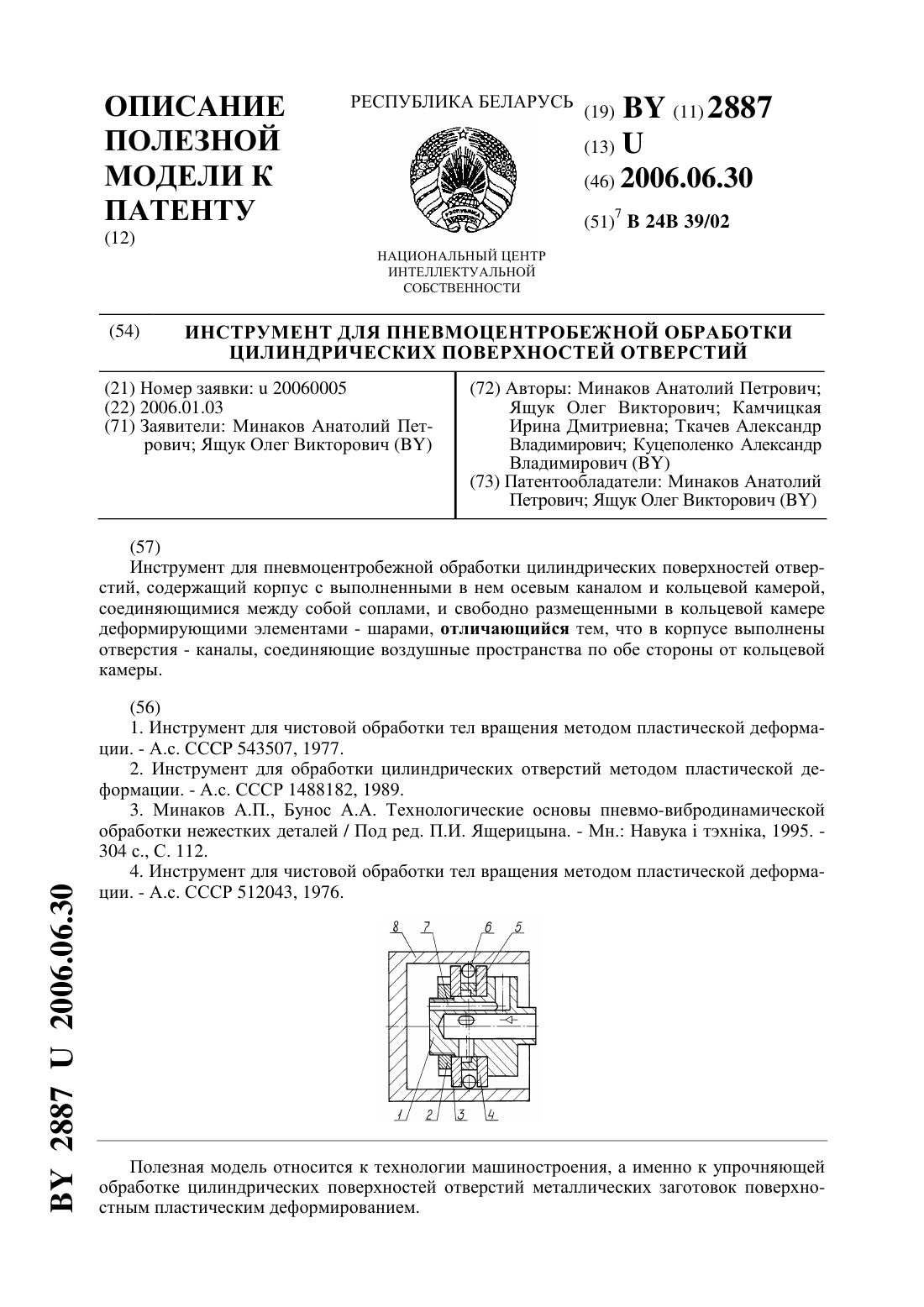
...выполненными в нем осевым каналом и кольцевой камерой, соединяющимися между собой соплами, и свободно размещенными в кольцевой камере деформирующими элементами - шарами 4. При использовании данного инструмента для обработки поверхностей несквозных отверстий также необходимо повышать давление сжатого воздуха в его осевой полости, что влечет нежелательное увеличение расхода сжатого воздуха и, следовательно, снижение экономической эффективности...
Инструмент для пневмовибродинамической обработки внутренних цилиндрических поверхностей
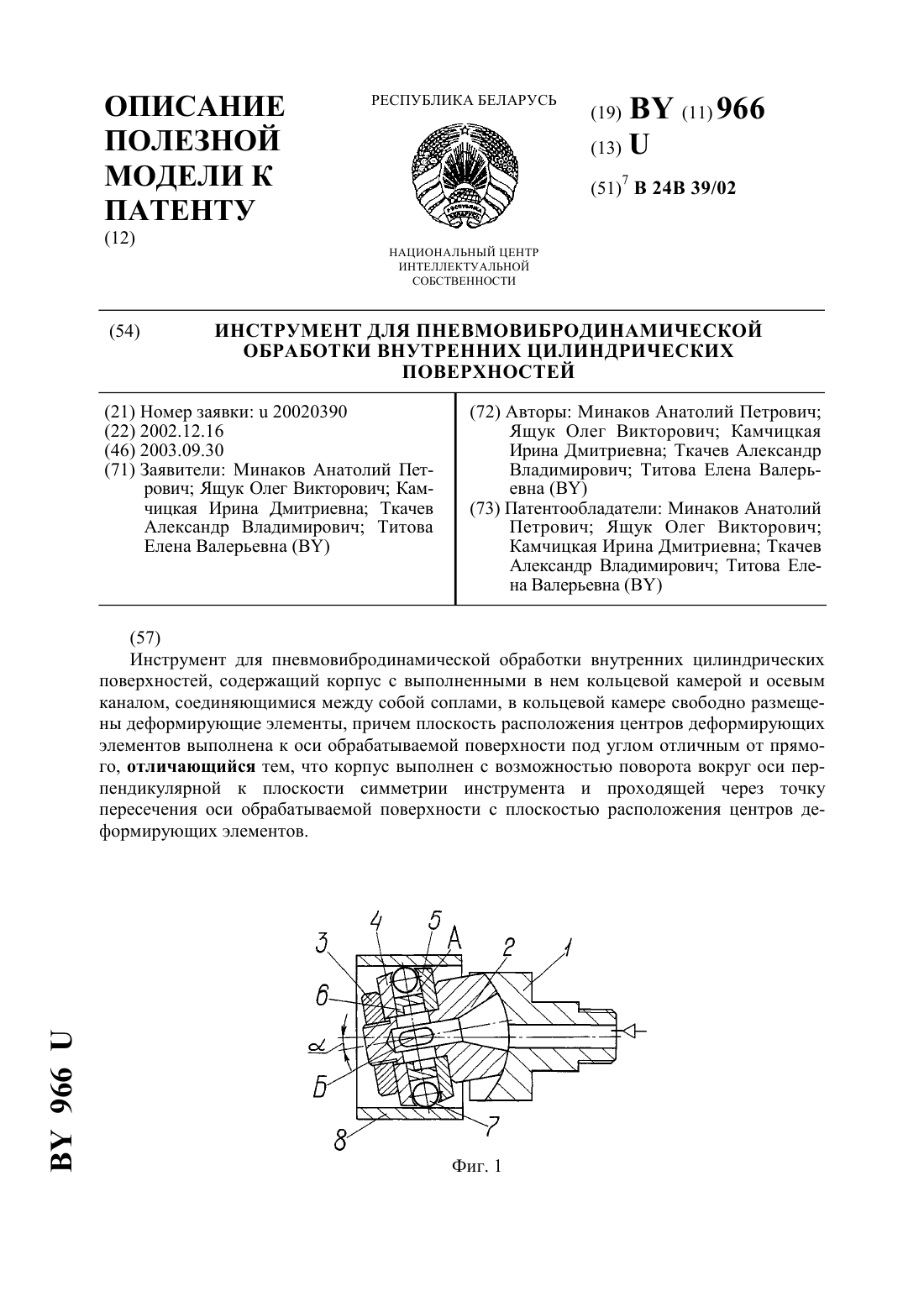
Номер патента: U 966
Опубликовано: 30.09.2003
Авторы: Титова Елена Валерьевна, Ящук Олег Викторович, Ткачев Александр Владимирович, Камчицкая Ирина Дмитриевна, Минаков Анатолий Петрович
МПК: B24B 39/02
Метки: поверхностей, обработки, цилиндрических, инструмент, внутренних, пневмовибродинамической
Текст:
...деформирующие элементы, причем плоскость расположения центров деформирующих элементов выполнена к оси обрабатываемой поверхности под углом отличным от прямого 2. Рассматриваемый инструмент позволяет наносить на обрабатываемую поверхность микрорельеф в виде сетки ромбовидной формы, но не позволяет регулировать угол наклона плоскости расположения центров деформирующих элементов, что ограничивает его технологические возможности. Задачей...
Комбинированный инструмент для обработки внутренних поверхностей вращения нежёстких тонкостенных заготовок
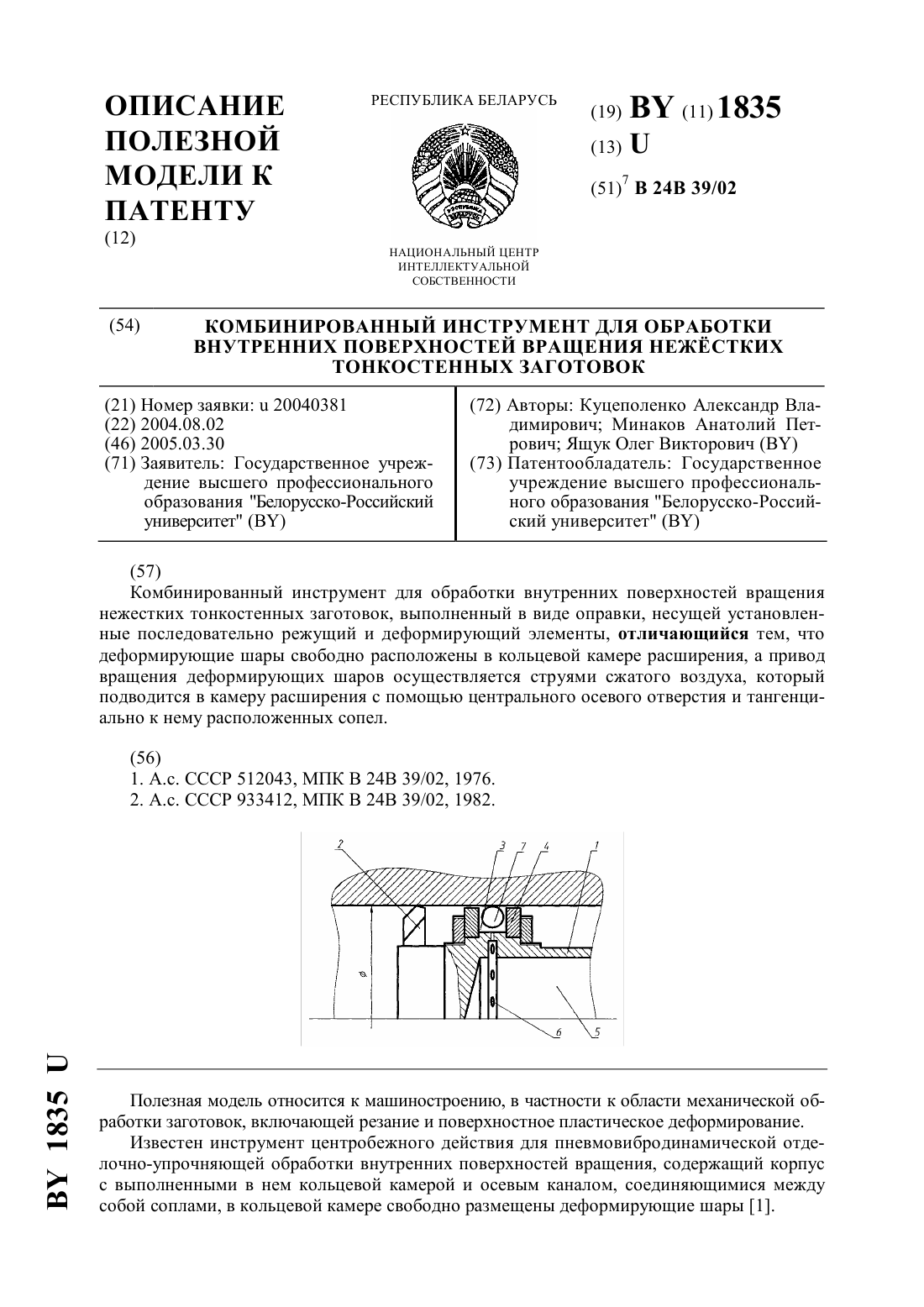
Номер патента: U 1835
Опубликовано: 30.03.2005
Авторы: Куцеполенко Александр Владимирович, Ящук Олег Викторович, Минаков Анатолий Петрович
МПК: B24B 39/02
Метки: поверхностей, заготовок, комбинированный, тонкостенных, обработки, нежёстких, внутренних, инструмент, вращения
Текст:
...качества обработки нежестких тонкостенных заготовок за счет снижения усилий пластического деформирования. Поставленная задача решается тем, что в комбинированном инструменте для обработки внутренних поверхностей вращения нежестких тонкостенных заготовок, выполненном в виде оправки, несущей установленные последовательно режущий и деформирующий элементы, согласно полезной модели, деформирующие шары свободно расположены в кольцевой камере...
Инструмент для пневмовибродинамической обработки плоских поверхностей
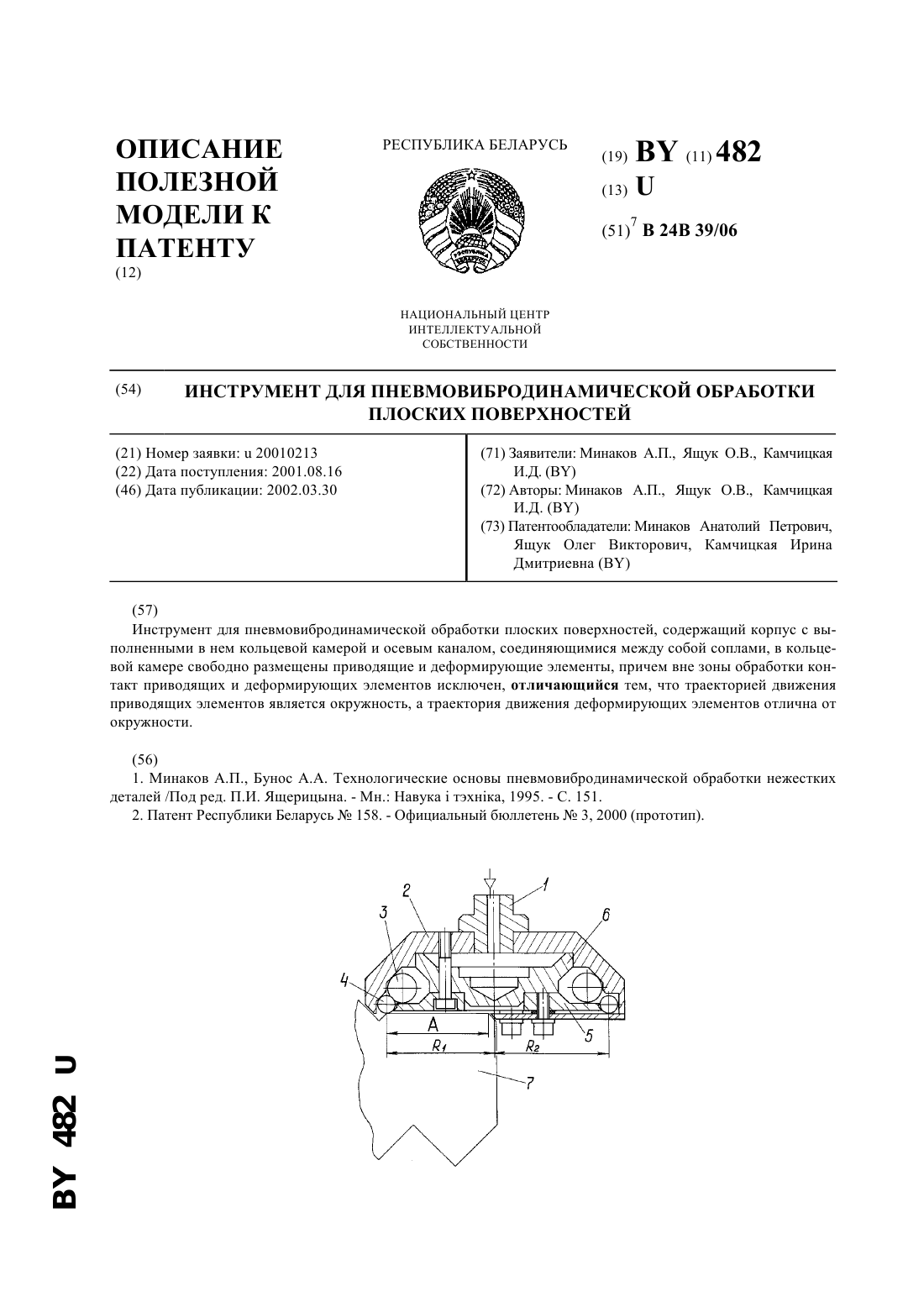
Номер патента: U 482
Опубликовано: 30.03.2002
Авторы: Ящук Олег Викторович, Минаков Анатолий Петрович, Камчицкая Ирина Дмитриевна
МПК: B24B 39/06
Метки: обработки, плоских, поверхностей, пневмовибродинамической, инструмент
Текст:
...приводящих элементов перестала быть окружностью. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного упрочнения поверхности обрабатываемой заготовки и повышение производительности обработки за счет повышения скорости приводящих элементов. Поставленная задача решается тем, что в инструменте для пневмовибродинамической обработки плоских поверхностей, содержащем корпус с выполненными...
Устройство для электроконтактной наплавки внутренних цилиндрических поверхностей
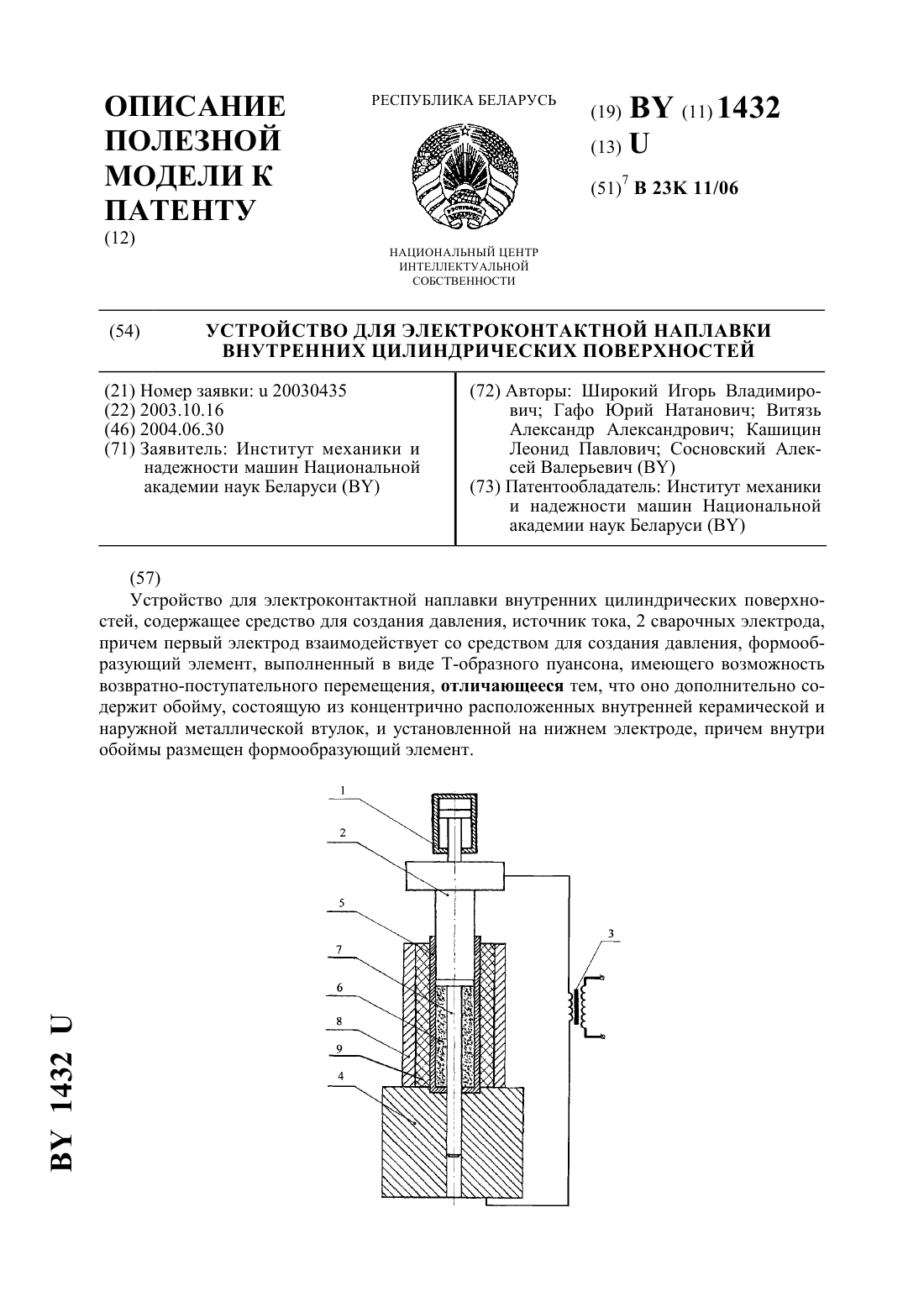
Номер патента: U 1432
Опубликовано: 30.06.2004
Авторы: Витязь Александр Александрович, Сосновский Алексей Валерьевич, Гафо Юрий Натанович, Кашицин Леонид Павлович, Широкий Игорь Владимирович
МПК: B23K 11/06
Метки: наплавки, устройство, внутренних, цилиндрических, поверхностей, электроконтактной
Текст:
...стенки к высоте которых менее 1/4, так как возникающее при уплотнении порошка радиальное усилие приводит к деформации заготовки в радиальном направлении. Задачей предлагаемой полезной модели является исключить деформацию заготовки в радиальном направлении в процессе наплавки покрытий на внутреннюю цилиндрическую поверхность деталей с диаметром меньше 20 мм, соотношение толщины стенки к высоте которых менее 1/4. Решение поставленной...
Предыдущий патент: Колесно-гусеничный движитель транспортного средства
Следующий патент: Учебный прибор для сравнительной демонстрации работы плоскоременной и клиноременной передач
Случайный патент: Применение бензидамина для лечения патологических состояний, вызванных TNF